雕刻机制作过程
DIY小型数控电脑雕刻机制作全过程
DIY小型数控电脑雕刻机制作全过程随着科技的不断发展,DIY成为了越来越多人的兴趣爱好。
其中,制作小型数控电脑雕刻机的DIY项目备受欢迎。
今天,本文将介绍DIY小型数控电脑雕刻机的制作全过程,并分享一些制作经验与技巧。
一、DIY小型数控电脑雕刻机的材料和工具在开始DIY小型数控电脑雕刻机之前,我们需要准备以下材料和工具:1. 激光头/钻头/刻刀2. 电机3. 导轨4. 主控板5. 驱动板6. 程序控制器7. 电源8. 电线9. LED灯条10. 铝材、钢板等材料11. 螺丝、螺母、垫片等小件二、DIY小型数控电脑雕刻机的制作步骤1. 设计并切割零件首先,我们需要根据自己的需求和制作计划来设计并切割出需要的零件。
在设计时需要注意尺寸和间隙,避免后期安装时出现偏差问题。
切割过程中,我们可以使用激光切割机、水切割机、钢板剪切机等设备进行加工。
2. 组装机架在零件切割完成后,我们需要根据设计完成的图纸将零件组装成机架。
这一步需要注意紧固件的松紧程度,保证机架的结构牢固。
3. 安装导轨接着,我们需要将导轨安装在机架上。
导轨的安装需要保证平整度和水平度,避免影响后期的雕刻精度。
4. 安装电机安装电机时,需要确保它们放置的位置合适,尺寸准确。
电机的供电线需要与主控板连接,这样才能实现整个系统的电控。
5. 安装主控板和驱动板在主控板和驱动板的安装过程中,我们需要根据图纸来确定好它们的连接接口并将其连接好。
此外,还需要将电机线路、电源线等连接好。
6. 安装程序控制器和LED灯条程序控制器是整个系统的灵魂,它能够让我们实现各种数字和形状的雕刻。
LED灯条则用于提供照明,让我们更方便地观察雕刻的过程。
7. 进行调试在完成机器的组装后,我们需要进行调试,确认所有模块能够正常工作。
需要注意的是,调试时需要注意安全,避免出现损坏或者意外情况。
8. 开始使用最后,我们将能够在程序控制器上导入设计好的图纸,开始使用DIY小型数控电脑雕刻机进行雕刻了。
旧光驱制作激光雕刻机的全过程
旧光驱制作激光雕刻机的全过程
废旧光驱做微型两台废旧光驱一个两个A4988一个12V2A一个250mv激光头一块亚克力板导线若干螺丝若干AB胶
2. 拆解光驱
由于微型激光雕刻机我做好了快有半个月了,有些图片当时没拍,所以这里有些图片是网上找的。
注意:拆到这里后,剩下的材料不要丢。
比如激光头两边的强力磁铁,光驱外壳和塑料螺丝等。
图中红框处为强力磁铁所在位置。
3. 引出电机引脚
注意:电机引脚顺序是乱的。
最好标出引脚顺序(如图中红框所示)。
4.固定亚克力板,给x轴光驱加柱脚
下面那个光驱我定义成x轴,上面那个则是y轴。
这里把x轴光驱中的塑料削成平面,用AB胶把亚克力板粘上去。
给x轴四个支撑的柱脚,且每个柱脚下都加颗螺丝。
做到这里x轴光驱就可以放一放了。
5. 固定y轴光驱和支架。
雕刻机DIY制作过程图解
雕刻机DIY制作过程图解前言:小雕刻机做了几台了,积累了一点方法(机器要做好的方法)总是想写出来,但水平有限(CAD绘图不会,摄影器材也不好,钳工工艺不高,文字表达不强。
),但就是什么都会一点,别人没有时间写出来,我还是写写吧。
专业人士认为不正确的请指正,初学者如果看不懂,可能是我说不清楚了,请原谅。
雕刻机这玩意怎么这么多人热爱,就是他可以做许多事情(就是一个机器人),在工厂学校,商店,家庭都有用武之地,但要做一台好一点的机器初学者认为很难,一个是没有详细图纸,再就是没有机械加工条件,或者不懂电子,或者懂电子不懂机械,迟迟不敢动手,或者动手做出来的不如意。
下面就详细介绍做这台机器的方法。
机器做多大,当然就行程有个A4左右就可以了,做小了也要这么多部件,但做大了就不同,就要考虑强度了,轴要加粗,丝杆要加长了,电机要加大,资金当然就要多出了。
所以初做机器不要做大了。
先做小的小的做出来了做大的就容易了。
用什么材料?这个就与钱有很大的关系了。
用螺丝杆,塑料板,毛线针也可以做,用滚珠丝杆用直线方轨也是机器。
我们不做玩具,也不用最高级的材料,用中等材料做有用的机器。
用滚珠丝杆,这个比螺丝杆贵10几倍,比梯形丝杆贵2-3倍,但这个成品比你找人加工贵不了多少,但精度要高个档次。
光轴X 用20的,小了不行,方轨价格是他的几倍,没有这个经济条件先不要考虑。
机架全部是12毫米铁板加工,铁板重量就有30公斤,(我认为重就是好,滑块的间隙就消除了),平台也用铁板,想办法用自己的机器洗平。
铝型材做平台很好夹工件,但型材绝对不是平的。
做机器尽量买成品配件,如丝杆光轴轴承,链轴器,这些东西比你单独加工的可能还有价格低。
这样的机器机架造价就要1500左右,但这样的机器有强度有精度,适用。
当然改变材料就改了成本,换成螺丝杆就要少700多,做得好的螺丝杆配上消间隙的螺母也是入门者的选择,下面是我用木板做的模型(成本就更加低了),但用不了。
激光雕刻机制作回墨印章的制作工艺及制作方法
激光雕刻机制作回墨印章的制作工艺及制作方法激光雕刻技术是一种现代化的制作工艺,可以用于制作各种物品,包括回墨印章。
激光雕刻机可以通过高能激光束,精确地在材料表面刻上所需图案或文字。
在制作印章时,激光雕刻机的精确性和效率使其成为一种理想的工具。
以下是激光雕刻机制作回墨印章的制作工艺及制作方法:1. 准备工作:- 确定需要制作的印章图案或文字。
这可以是个人的名字、公司的标志或其他自定义的设计。
- 选择合适的材料。
常见的材料包括橡胶、木头或石头。
确保选用的材料适合激光雕刻技术。
- 将选择好的设计转化为激光雕刻机可以识别的格式,如DXF、AI 或BMP。
2. 设计图案:- 打开激光雕刻机软件,将设计图案导入。
- 在软件中调整图案的大小和位置,以适应所选材料的尺寸。
- 对于文字,可以选择合适的字体和大小。
3. 雕刻设置:- 根据材料类型和厚度,设置激光雕刻机的功率、速度和频率。
- 确保设置的参数适合所选材料,以避免损坏或不完整的刻痕。
4. 雕刻过程:- 将选定的材料放置在激光雕刻机的工作台上。
- 启动激光雕刻机,并开始雕刻过程。
- 确保机器的操作区域清洁,并注意安全事项。
5. 完成印章:- 当激光雕刻机完成雕刻过程后,取下材料并进行简单的清洁。
- 检查雕刻效果,确保图案或文字清晰可见。
- 将印章插入合适的印台或手柄,以便使用。
通过激光雕刻机制作回墨印章具有以下几个优势:1. 精确性:激光雕刻机可以实现非常高精度的刻划,从而确保印章图案或文字的清晰度和准确性。
2. 多样性:激光雕刻机可以应用于多种不同的材料,如橡胶、木头或石头。
这意味着可以根据需要选择适合的材料,以获得特定的效果或质感。
3. 高效性:相比传统的制作方法,激光雕刻机可以在短时间内完成印章的制作。
这使得大批量制作成为可能,提高了生产效率。
然而,激光雕刻机制作回墨印章也存在一些注意事项:1. 安全性:激光雕刻机使用高能激光束,对人眼和皮肤有潜在的伤害风险。
石材雕刻机怎样操作方法

石材雕刻机怎样操作方法石材雕刻机是一种专用的机械设备,用于对石材进行精细的雕刻和切割。
在操作石材雕刻机之前,首先需要了解机器的基本构造和工作原理。
接下来,我将详细介绍石材雕刻机的操作方法。
1.检查设备:在操作石材雕刻机之前,首先需要对设备进行检查。
包括检查电源、冷却系统、雕刻刀具等是否正常工作,确保设备处于正常运行状态。
还要检查工作区域周围是否有障碍物,以防止工作时发生意外。
2.设计图纸:在进行石材雕刻之前,需要有一份设计图纸。
这可以通过计算机辅助设计软件(CAD)创建。
设计图纸将指导石材雕刻机进行相应的动作和切割路径。
因此,设计图纸的准确性和清晰度对于最终雕刻效果至关重要。
3.固定石材:将要雕刻的石材固定在机台上,确保其稳定性。
通常使用夹具或吸盘来固定石材。
夹具应调整到适当的位置,以确保切割或雕刻路径不受阻碍。
同时,应根据设计图纸的要求,调整并固定石材在正确的位置上。
4.选择刀具:根据雕刻的要求,选择适当的刀具。
通常有刀形刀具、球形刀具和V形刀具等。
刀具的选择应根据石材的硬度和雕刻效果来决定。
同时还要选择适当的切割速度和进给速度,以确保切削质量和效率。
5.设置加工参数:根据刀具和石材的特性,设置适当的加工参数。
这些参数包括切削深度、速度、进给速度和工作台的移动方式等。
切削深度应控制在刀具的安全范围内,以防止过度切削和损坏刀具。
6.开始雕刻:根据设计图纸,将雕刻路径输入到石材雕刻机的控制系统中。
控制系统将根据路径指导石材雕刻机进行相应的动作。
在操作过程中,要密切观察切削状态和雕刻效果,以确保雕刻的准确性和质量。
7.监控加工过程:在整个加工过程中,需要不断监控切削状态和刀具的磨损程度。
如果切削质量变差或刀具磨损过多,应及时更换刀具,以保证雕刻效果和工作质量。
8.结束操作:在雕刻工作完成后,应立即关闭石材雕刻机的电源和供水系统。
然后,清洁工作区域,将石材雕刻机恢复到初始状态。
同时,需要对刀具和机台进行清洁和维护,以延长其使用寿命。
自制CNC雕刻机详细过程
自制CNC雕刻机详细过程国产数控pic的工作完全由数控雕刻机公司支付了什么,生产状况如何。
材料6 mm厚5052?我不知道该怎么办。
你想干嘛?在这种情况下,没有必要使用数控机床来切割孔。
人像1 ~ 2,剪下,沈,,,剪下照片3 ~ 5,数控?这个洞穴的情况如何?照片6,该部分的一部分,以及最终状态。
照片7及处理结束后的清理情况。
的测量结果最大在10毫米、6毫米、10毫米和0.04毫米范围内。
根据中华人民共和国外交部的报告,中华人民共和国外交部发布了关于决议执行情况的报告。
这篇文章是什么意思?这篇文章的意思是什么?这篇文章的意思是什么?这篇文章的意思是什么?这篇文章的意思是什么?这篇文章的意思是什么?这篇文章的意思是什么?这是我第一次能够做到这一点。
张照片1到4,部分的一部分的一部分的一部分的一部分的一部分的一部分的一部分的一部分的一部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分199ベ?它有建筑(洞穴)的什么部分?常温和常温有什么区别?我不确定我是否能做到这一点。
状况如何?你知道如何利用热量吗?根据中华人民共和国外交部的意见,中华人民共和国外交部和中华人民共和国外交部决定采取以下措施:?及其制造状态是世界上最好的选择。
应建立转盘制造和操作中心。
一项和照片材料,两项残疾人照片等。
根据中华人民共和国外交部、中华人民共和国外交部、中华人民共和国外交部、中华人民共和国外交部、中华人民共和国外交部的报告?及其生产状况怎么样?5052转盘的状况和不足之处是什么?这是我有生以来第一次见到女人。
サカ?本发明涉及转盘、小型转盘、大型转盘、小型转盘、大型转盘、小型转盘、小型转盘、小型转盘、小型转盘、小型转盘。
激光雕刻原理及过程

激光雕刻原理及过程
激光雕刻是一种利用激光束对材料进行精确加工的技术。
其原理是通过激光的高能量密度和高方向性,使材料在瞬间受热蒸发、融化或气化,从而实现雕刻的效果。
下面是激光雕刻的一般过程:
1. 设计图案:首先,需要使用计算机辅助设计软件(如CAD)或图像处理软件创建要雕刻的图案。
2. 激光发射器:将设计好的图案传输到激光雕刻机中,激光雕刻机中的激光器会产生高能量的激光束。
3. 聚焦和定位:激光束通过透镜或反射镜进行聚焦,使其能量集中在要雕刻的材料表面上的特定区域。
同时,机器会对材料进行精确的定位,确保雕刻的准确性。
4. 材料加热:当激光束照射到材料表面时,材料会吸收激光的能量并迅速升温。
根据材料的性质,可能会发生蒸发、融化或气化等现象。
5. 雕刻形成:随着激光束的移动,材料被加热的部分会被去除,形成凹陷或凸起的雕刻效果。
这可以是文字、图案、图像等各种形状和纹理。
6. 控制参数:在雕刻过程中,操作人员可以调整激光的功率、速度、频率等参数,以实现不同深度、精度和效果的雕刻。
7. 完成雕刻:激光束按照预定的路径扫描整个材料表面,完成雕刻过程后,就可以得到具有所需图案或文字的雕刻作品。
激光雕刻技术具有高精度、高效率、非接触式加工等优点,能够在各种材料上进行雕刻,如木材、塑料、皮革、金属等。
它被广泛应用于工业制造、艺术品制作、广告标识、个人定制等领域。
需要注意的是,不同的材料对激光的吸收和反应特性不同,因此在进行激光雕刻时需要根据材料的特性选择合适的激光波长和参数设置。
此外,安全操作激光雕刻设备也非常重要,要遵循相关的安全规定和操作指南,以防止激光对人体造成伤害。
雕刻机制作详细过程完整版

雕刻机制作详细过程标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]雕刻机(DIY 全程录)设计要求是:有效工作行程:X轴 = 200 mm ;Y轴 = 270 mm ;Z轴 = 60 mm ;工作精度:< ;外表:精致美观;电气箱与机械部分合二为一。
整机打算分三个部分来介绍:第一部分-----机械第二部分-----电气第三部分-----试机第一部分-----机械一.材料选取与加工:12mm 铝板(6061);台面板是20mm铝板(6061)1.采购铝板(6061)2.这是全部自己加工好的零件:(电气箱不包含)2.X轴部件与装配:X轴部分21. 当初设想是龙门架移动台面固定的,X轴与Y轴的侧板是独立的。
改进:现在可以成合二为一。
(要重新修改图纸)2. 电气箱体选取2mm的铝板是为了减轻重量,但在加工和装配时比较繁琐,要钻太多的孔和螺纹,固定螺丝位置每个都要在偏差范围内,外表也不美观。
如果量产是不可取。
改进:选取5mm 的铝板,可以在侧面打孔攻丝3mm,,直接固定,去除了12根固定条。
3. 步进电机驱动板选用的接口与驱动一体的,优点是体积小、接线少,安装方便,但并行口的输入输出信号弱(没有接上拉电阻,恒电流方式)。
造成我现在用笔记本电脑来控制时,脉冲信号弱步进电机有时会走不动(刚开机时发生的几率最多)。
改进:二种方法 1. 选用接口与驱动分别独立的控制板,或是并行口有带恒电流的驱动板(笔记本能带动)。
目前我还没有去寻找。
2. 换成台式机箱的电脑。
我现在已换好了(见图),之后就再也没有发生过一切正常。
后来再铣了一块260 x 190 mm的尼龙板Z轴部分1在设计Y轴的活动时,是选择龙门架活动呢还是工作台板活动,因为步进电机的特性是:走步精度高、过载能力差、容易失步;龙门架活动优点是:在机器的加工过程中碎屑不会粘在滚珠丝杆和光轴上,缺点是负载重(龙门架后面还背着电箱),工作台板活动优缺点正好与之相反。
金工实训雕刻机的基本工作流程

金工实训雕刻机的基本工作流程1.首先,将设计好的雕刻图案传输到雕刻机的控制系统中。
Firstly, transfer the designed carving pattern to the control system of the carving machine.2.然后,准备好待雕刻的工件并固定在雕刻机的工作台上。
Then, prepare the workpiece to be carved and fix it on the worktable of the carving machine.3.接着,调整雕刻刀具的高度和位置,确保刀具和工件之间的距离适当。
Next, adjust the height and position of the carving tool to ensure the proper distance between the tool and the workpiece.4.确认工件的位置和雕刻深度设置无误后,启动雕刻机。
After confirming the position and carving depth settings of the workpiece, start the carving machine.5.雕刻机根据预先设定的路径和深度开始对工件进行雕刻。
The carving machine begins to carve the workpiece according to the pre-set path and depth.6.在雕刻过程中,监控雕刻机的运行情况,并注意工件的雕刻效果。
During the carving process, monitor the operation of the carving machine and pay attention to the carving effect on the workpiece.7.若发现雕刻效果出现偏差或问题,及时调整雕刻机的参数和刀具的位置。
激光雕刻工艺流程

激光雕刻工艺流程嗨,朋友!今天我来给你讲讲超级酷的激光雕刻工艺流程。
这激光雕刻啊,就像是一场神奇的艺术魔法,能把平平无奇的材料变成令人惊叹的艺术品或者实用的物件呢。
我有个朋友叫小李,他就在一家专门做激光雕刻的小工作室工作。
我第一次去他那儿的时候,真的是被震撼到了。
那里面各种各样的材料,什么木头、皮革、亚克力,甚至是金属,在激光雕刻机的“妙手”下,就像被施了魔法一样。
那这激光雕刻到底是怎么个流程呢?首先得有个设计稿呀。
这设计稿就像是一张地图,告诉激光雕刻机该往哪儿走,该做些什么。
小李跟我说,有时候客户会自己带着设计稿来,那是最理想的情况。
不过呢,更多的时候,得他们自己根据客户的要求去设计。
这设计可不容易,得考虑好多东西呢。
比如说,如果是在木头上雕刻,那设计的线条可能就得粗一点,为啥呢?因为木头材质比较特殊呀,太细的线条可能就刻不出来,或者刻出来不好看,就像在软泥巴上画画,你要是画太细的线条,泥巴可能就糊掉了呀。
设计稿有了,接下来就是准备材料了。
这就像厨师做菜得先把食材准备好一样。
材料的选择可讲究了。
就拿皮革来说吧,不同厚度、不同质地的皮革雕刻出来的效果那是天差地别。
小李有次就遇到个麻烦事,客户要在一块特别薄的皮革上雕刻很复杂的图案。
他当时就发愁了,这薄皮革就像个脆弱的小婴儿,一不小心就可能弄坏了。
但是没办法呀,只能小心翼翼地操作。
然后呢,就是把材料固定在激光雕刻机的工作台上。
这一步就像把犯人绑在椅子上一样(这个比喻有点怪哈,但就是那么个意思),得固定得稳稳当当的。
要是材料在雕刻过程中动了,那可就全毁了。
我就见过一次,因为固定得不够牢,一块原本可以成为精美艺术品的木头,最后刻出来的图案就像喝醉了酒的人写的字,歪歪扭扭的,可难看了。
现在,终于要开始雕刻了。
这激光雕刻机启动的时候,就像一头沉睡的巨兽被唤醒了一样。
那一束束激光就像无数把看不见的小刻刀,精准地按照设计稿的要求在材料上“作画”。
我好奇地问小李:“这激光的强度是不是都一样啊?”小李笑着说:“你傻呀,当然不一样啦。
精雕机模具的操作方法
精雕机模具的操作方法
精雕机模具(也称为数控雕刻机)是一种用于制作模具的精密加工设备。
以下是一般的精雕机模具的操作方法:
1. 设定工作参数:在机器控制台上设定好所需要的工作参数,如加工速度、加工深度、加工路径等。
2. 安装工件:将待加工的模具放置在机器的工作台上,并使用夹具或夹紧装置固定住。
3. 编写程序:使用相应的数控编程软件,编写好加工程序,包括所需的加工路径、切削工具的选择等。
4. 导入程序:将编写好的加工程序导入到机器的数控系统中。
5. 确认加工路径:在数控系统中预览加工路径,确保加工路径正确无误。
6. 启动加工:按下机器控制台上的启动按钮,开始加工过程。
机器会根据预设的程序进行自动加工。
7. 监控加工过程:在加工过程中,要随时注意机器的运行情况和加工质量,确保加工结果符合要求。
8. 完成加工:待加工完成后,关闭机器,取出加工好的模具。
以上就是一般精雕机模具的操作方法。
需要注意的是,不同的精雕机型号和品牌可能会略有差异,具体操作步骤还需根据机器的说明书和使用指南进行。
雕刻机做雕刻-详细步骤
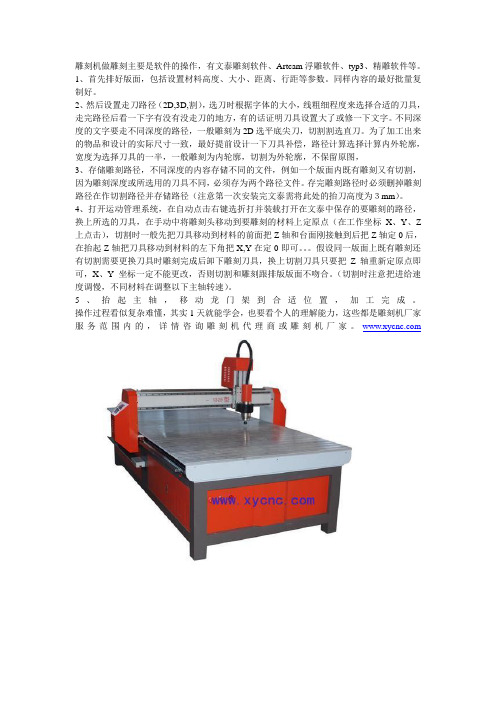
雕刻机做雕刻主要是软件的操作,有文泰雕刻软件、Artcam浮雕软件、typ3、精雕软件等。
1、首先排好版面,包括设置材料高度、大小、距离、行距等参数。
同样内容的最好批量复制好。
2、然后设置走刀路径(2D,3D,割),选刀时根据字体的大小,线粗细程度来选择合适的刀具,走完路径后看一下字有没有没走刀的地方,有的话证明刀具设置大了或修一下文字。
不同深度的文字要走不同深度的路径,一般雕刻为2D选平底尖刀,切割割选直刀。
为了加工出来的物品和设计的实际尺寸一致,最好提前设计一下刀具补偿,路径计算选择计算内外轮廓,宽度为选择刀具的一半,一般雕刻为内轮廓,切割为外轮廓,不保留原图,3、存储雕刻路径,不同深度的内容存储不同的文件,例如一个版面内既有雕刻又有切割,因为雕刻深度或所选用的刀具不同,必须存为两个路径文件。
存完雕刻路径时必须删掉雕刻路径在作切割路径并存储路径(注意第一次安装完文泰需将此处的抬刀高度为3mm)。
4、打开运动管理系统,在自动点击右键选折打并装载打开在文泰中保存的要雕刻的路径,换上所选的刀具,在手动中将雕刻头移动到要雕刻的材料上定原点(在工作坐标X、Y、Z 上点击),切割时一般先把刀具移动到材料的前面把Z轴和台面刚接触到后把Z轴定0后,在抬起Z轴把刀具移动到材料的左下角把X,Y在定0即可。
假设同一版面上既有雕刻还有切割需要更换刀具时雕刻完成后卸下雕刻刀具,换上切割刀具只要把Z轴重新定原点即可,X、Y坐标一定不能更改,否则切割和雕刻跟排版版面不吻合。
(切割时注意把进给速度调慢,不同材料在调整以下主轴转速)。
5、抬起主轴,移动龙门架到合适位置,加工完成。
操作过程看似复杂难懂,其实1天就能学会,也要看个人的理解能力,这些都是雕刻机厂家服务范围内的,详情咨询雕刻机代理商或雕刻机厂家。
雕刻机制作详细过程

雕刻机(DIY 全程录)设计要求是:有效工作行程:X轴= 200 mm ;Y轴= 270 mm ;Z轴= 60 mm ;工作精度:<0.05mm ;外表:精致美观;电气箱与机械部分合二为一。
整机打算分三个部分来介绍:第一部分-----机械第二部分-----电气第三部分-----试机第一部分-----机械一.材料选取与加工:12mm 铝板(6061);台面板是20mm铝板(6061)1.采购铝板(6061)2.这是全部自己加工好的零件:(电气箱不包含)2.X轴部件与装配:X轴部分21. 当初设想是龙门架移动台面固定的,X轴与Y轴的侧板是独立的。
改进:现在可以成合二为一。
(要重新修改图纸)2. 电气箱体选取2mm的铝板是为了减轻重量,但在加工和装配时比较繁琐,要钻太多的孔和螺纹,固定螺丝位置每个都要在偏差范围内,外表也不美观。
如果量产是不可取。
改进:选取5mm 的铝板,可以在侧面打孔攻丝3mm,,直接固定,去除了12根固定条。
3. 步进电机驱动板选用的接口与驱动一体的,优点是体积小、接线少,安装方便,但并行口的输入输出信号弱(没有接上拉电阻,恒电流方式)。
造成我现在用笔记本电脑来控制时,脉冲信号弱步进电机有时会走不动(刚开机时发生的几率最多)。
改进:二种方法1. 选用接口与驱动分别独立的控制板,或是并行口有带恒电流的驱动板(笔记本能带动)。
目前我还没有去寻找。
2. 换成台式机箱的电脑。
我现在已换好了(见图),之后就再也没有发生过一切正常。
后来再铣了一块260 x 190 mm的尼龙板Z轴部分1在设计Y轴的活动时,是选择龙门架活动呢还是工作台板活动,因为步进电机的特性是:走步精度高、过载能力差、容易失步;龙门架活动优点是:在机器的加工过程中碎屑不会粘在滚珠丝杆和光轴上,缺点是负载重(龙门架后面还背着电箱),工作台板活动优缺点正好与之相反。
综合考虑后还是以机器的精度为主,选择台面板活动方案,同时也有了克服碎屑粘在滚珠丝杆和光轴上办法。
简述数控雕刻设计和加工的流程

简述数控雕刻设计和加工的流程一、数控雕刻设计。
数控雕刻设计就像是一场创意大冒险呢。
咱先得有个想法,比如说想要雕刻个超酷的小动物造型,或者是一个很有艺术感的花纹图案。
在有了想法之后呀,就得把这个想法转化成能让数控雕刻机看得懂的东西。
这时候就需要用到专门的设计软件啦,像CAD这类的软件就超棒。
在软件里呢,我们可以精确地画出我们想要雕刻的形状。
这个形状的绘制可不能马虎哦,每个线条、每个弧度都得好好琢磨。
就好比我们在画一幅特别精细的画,一笔画错了可能整个效果就不对啦。
而且在设计的时候呀,还得考虑到材料的特性呢。
如果是比较软的材料,可能设计的雕刻深度就不能太深啦,不然容易把材料弄坏。
要是硬材料呢,雕刻的力度和速度可能都得调整调整。
这就像是给不同的小伙伴搭配不同的衣服,得根据他们的身材和气质来呢。
二、数控雕刻加工。
等设计完成了,就可以进入到加工环节啦。
加工前呀,得先把材料准备好。
这个材料得选得合适,就像我们做菜得选新鲜的食材一样重要。
把材料稳稳地固定在数控雕刻机的工作台上,可不能让它在雕刻的时候乱动哦,不然就全乱套啦。
然后呢,要把我们在设计软件里做好的文件导入到数控雕刻机的控制系统里。
这个过程就像是给雕刻机下达一个超级重要的任务指令。
接下来就是真正的雕刻啦。
数控雕刻机就开始按照我们设定好的程序,一点一点地把材料雕刻成我们想要的样子。
这时候呢,我们得在旁边好好看着。
虽然数控雕刻机很智能,但是也有可能出现一些小意外呢。
比如说刀具突然断了,或者是雕刻的过程中出现了一些小的偏差。
这时候我们就得像个小卫士一样,及时发现问题并解决。
在雕刻的过程中呀,还有一些小细节得注意呢。
比如说雕刻的速度和刀具的选择。
不同的雕刻内容可能需要不同的速度,太快了可能雕刻得不够精细,太慢了又会浪费时间。
刀具也是一样的道理,不同的形状和材质的刀具适合不同的雕刻任务。
就像我们化妆的时候,不同的刷子有不同的用途一样。
等雕刻完成了,我们就可以看到一个超酷的成品啦。
激光雕刻流程

激光雕刻流程
嘿,朋友们!今天咱就来聊聊超酷的激光雕刻流程!
你可别小看这激光雕刻,那可真是像魔法一样神奇呢!想象一下,一块平平无奇的材料,经过激光的“雕琢”,哇塞,一下子就变得与众不同了!比如说,一块木板,在激光的“洗礼”下,能变成一件精美的艺术品,这难道不令人惊叹吗!
首先呢,咱得准备好要雕刻的东西呀,这就好比要远行得先收拾好行李一样。
然后把它稳稳地放在激光雕刻机的工作台上,这一步可不能马虎,得放得稳稳当当的呢。
接下来,就是最激动人心的时刻啦!启动激光雕刻机,那一束束神奇的激光就开始工作喽!“唰唰唰”,就像艺术家拿着画笔在精心创作一样,只不过这里的画笔是激光呀。
就好像一个厉害的大厨在精心烹饪一道佳肴,每一刀每一勺都恰到好处,激光也是这样一点点地雕刻出各种奇妙的图案和形状。
嘿,你说这激光多厉害呀,能把那么复杂的图案都雕刻得那么完美!在这个过程中,你得时刻关注着,就像妈妈照顾孩子一样细心,生怕有啥差错。
雕刻完成后,哇哦,你就能看到成品啦!那感觉,就像拆开一份期待已久的礼物一样惊喜!你可以骄傲地拿着自己的激光雕刻作品,跟朋友们炫耀炫耀,“看,这是我做的!”
我跟你们说呀,一旦你尝试了激光雕刻,就会像着迷了一样,根本停不下来!因为它真的太好玩、太有趣啦!所以呀,赶紧去体验体验激光雕刻的神奇吧!别犹豫啦,就现在!。
木工雕刻机操作流程

木工雕刻机操作流程一、引言木工雕刻技术自古以来就是一门精湛的工艺,如今随着科技的发展,木工雕刻机的出现使得木工雕刻更加简易高效。
本文将介绍木工雕刻机的操作流程,帮助读者更好地掌握木工雕刻技术。
二、准备工作在使用木工雕刻机前,我们需要做一些准备工作,确保操作的顺利进行。
具体步骤如下:1. 检查设备:检查木工雕刻机的各项部件是否完好,包括刀具、刀头、电源等。
2. 材料准备:准备待雕刻的木材,确保木材平整、无裂缝,并切割成适合机器操作的尺寸。
3. 安全措施:戴上安全手套、护目镜等防护装备,确保操作过程中的安全。
三、操作步骤1. 打开电源:将木工雕刻机的电源开关打开,确保机器正常供电。
2. 设置刻度:根据设计要求,在雕刻机的控制面板上设置所需的刻度尺寸和速度。
3. 安装刀具:根据需要选择合适的刀具,将刀具安装在雕刻机的主轴上,并确保刀具固定牢固。
4. 固定木材:将待雕刻的木材固定在雕刻机的工作台上,使用夹具等工具固定木材,确保不会发生移动。
5. 运行测试:在开始正式雕刻之前,可以进行一次测试运行,以确保设置和刀具的正常工作状态。
6. 开始雕刻:确认测试正常后,按下雕刻机控制面板上的启动按钮,开始进行雕刻。
在操作过程中保持专注,以防止发生意外。
7. 监控进度:在雕刻过程中,需要不断观察雕刻进度,确保雕刻的准确性和平滑度。
8. 完成雕刻:当雕刻完成后,将雕刻机停止运行,并关闭电源开关。
9. 修整处理:根据需要,对雕刻好的木材进行修整处理,如去除边角毛刺等。
四、安全注意事项在操作木工雕刻机时,我们需要注意以下安全事项,以确保人身安全和设备的正常运行:1. 使用安全装备:戴上安全手套、护目镜等防护装备,以防止意外伤害。
2. 小心操作:操作过程中要保持专注,注意观察,避免发生误操作。
3. 避免过度疲劳:如果操作时间过长,会导致疲劳,可适当休息,保证操作质量和安全。
4. 防止木材移动:在固定木材时要牢固可靠,以防止木材因震动而移动,造成伤害。
电子雕刻机雕刻工艺流程

1.根据正、反版的制作要求、排版方向或起始、水平位置的要求决定镜像、旋转等相关参数。图文信息制作的相关要求如下:
(1)制作文件时全部用正版。
(2)文件在电脑上操作时正面的图案、文字方向向上。
(3)每一色都要有角线、中线以及产品编号、品名、色别、色块、稿件操作员姓名、图文操作员姓名、日期等项。所有标识要放置于左上角。
(1)网角越大,网穴水平方向的宽度越小,网穴值越大。
(2)在雕刻网线数相同的条件下,单位面积的网穴深度和通沟宽度大小有关。45°角的网穴深度最大,网角为38°、30°和60°的网穴深度相对较浅,但是这几种网角的网穴深度几乎相同,但45°、38°、30°角有通沟,60°角暗调网穴无通沟,储墨量少一些,因此,打样样张的反射密度值按从大到小的顺序分别是45°网角>38°网角>30°网角>60°网角。
雕针角度的大小直接控制网穴倒锥型角度和深度的变化,在相同线数的情况下雕刻网穴时,若电子雕刻针的角度越大,则倒锥型角度也越大,同时网穴深度越浅;反之,电子雕刻针角角度越小,则倒锥型角度也越小,同时网穴深度越深,不同角度雕刻针雕刻网穴结构如图3-35所示。
雕刻针雕刻网穴结构
图说明在同等网线数条件下,雕针的角度大小与网穴的深度成反比,与反锥形角度成正比。在正常情况下,网穴线数和雕针角度不变,宽度与深度成正比,网穴反锥形宽度越大,其网穴深度也越深。
制定这些数据要考虑到承印物类型、印刷品的效果、油墨的转移、水纹和龟纹等问题。电雕层次曲线同电分、Photoshop软件中的层次曲线差不多,分为输入值和输出值,其横坐标可理解为网点百分比输入值,纵坐标为电流输出值,电雕头就是在电流值的驱动下进行工作的。不同的电雕机这方面的数值表示方式不一样,但原理相同。
木材雕刻机工艺流程
木材雕刻机工艺流程英文回答:Wood Carving Process Flow.1. Design and Sketch.The first step is to create a design or sketch for the wood carving. This can be done by hand or using a computer-aided design (CAD) program. The design should include the dimensions, shape, and details of the carving.2. Wood Selection.Once the design is complete, the next step is to select the appropriate wood for the carving. Different types of wood have different properties, so it is important to choose a wood that is suitable for the intended purpose of the carving. For example, hard woods such as oak and maple are good for carving detailed pieces, while soft woods suchas pine and basswood are better for beginners or forcarving larger pieces.3. Rough Carving.Rough carving is the process of removing excess wood from the workpiece to create the basic shape of the carving. This can be done using a variety of tools, such as a chainsaw, band saw, or reciprocating saw. The goal of rough carving is to get the workpiece close to the final shape, but leave enough material for the detail carving.4. Detail Carving.Detail carving is the process of adding the finedetails to the carving. This can be done using a variety of hand tools, such as a carving knife, chisel, and gouge. The goal of detail carving is to create the desired texture, shape, and form of the carving.5. Sanding.Sanding is the process of smoothing the surface of the carving and removing any rough edges. This can be done by hand or using a power sander. The goal of sanding is to create a smooth, finished surface that is ready forstaining or finishing.6. Staining and Finishing.Staining and finishing are the final steps in the wood carving process. Staining can be used to add color or depth to the carving, while finishing can protect the carving from the elements and give it a polished look. There are a variety of stains and finishes available, so you can choose the ones that best suit your needs.中文回答:木雕工艺流程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
雕刻机制作过程作者注:我将以前发表过的几个有关机械和驱动电路的DIY帖子重新整理组合一下重新发表(并会适当增加电源和主轴的DIY内容),为的是方便初入雕刻机制作的网友能够方便的了解DIY雕刻机机械、电子制作过程,我觉得DIY是强调自己动手制作的能力和乐趣,能采用和利用现有材料和二手配件改造是不错的选择。
如果能给你带来帮助和乐趣,你别忘了要顶一下啊。
我很早就想做一台雕刻机,准备了一段时间,现在利用假期开工了,上几个图,希望前辈多加指导。
这是做机架的材料,现成的压制镀锌U型材,厚度3mm。
这是购买的2根二手滚珠丝杠1404长500mm/共260元4根全新直径20mm长530mm光轴配直线轴承6个/共320元、二手Z轴小滑台行程220mm宽50mm/130元,3只二手57步进电机4.7V1.8A/共60元。
这是临时选用的主轴,350W6mm修边机/125元这是自己做的尼龙联轴器,将步进电机和滑台连接起来。
这是自己做的3轴控制版,采用L297+L298,拆机件,并口控制,带3轴限位电路。
共花费不到50元。
续流二极管还没有焊,整板已经调试好,用Kcam4和Mach2试验通过。
这是控制板背面,用热转印法做的。
这是利用假期几天制作好的机架底盘540*540mm,底盘刚度很重要,所以采用两层,用螺栓连接,很稳固。
这是已经做好的机架整图,下一步加工丝杠轴承座并连接步进电机,安装Z轴,工作运动台等等。
这是我新买的C3车床和X2钻铣床,等雕刻机做完后在将X2改制成数控铣床。
用C3车车加工丝杠轴承座,第一次做,整整做了大半天,用铜棒材料做了4个。
不幸的是切割刀崩断了,后来只好用砂轮片切。
加工中X和Y轴用的两个联轴器两头内孔直径不同,买一个新的要很贵的,二手有没有合适的。
所以自己用尼龙做了两个,弹性槽是用锯条拉的,所以不是很整齐,但是使用是没有问今天将步进电机的支架作好,还是利用现有的机架剩余材料制作的,并将步进电机装到机架上,调整好步进电机与丝杠的同心度,明天开始安装Z轴滑台。
电机支架是很重要的,关系到机械平面运动的顺畅,所以做的很仔细。
这是整体机架X-Y构造图。
今天东北下大雪,道滑车不好走没出门,装Z轴差点零件,只好延一延。
三轴驱动电路原准备采用已经作好的L298+L297控制板,但是调试过程中觉得不是很好,特别在低速运转时噪音比较大,主要原因还是没有细分功能,尽管有半步控制,但不是真正意义上的细分。
正好今天有时间临时搭配了一个AT8435H控制电路,用单片机进行了控制试验,效果出乎我的想像,运行很平稳,特别是采用1/8细分时,低速时的噪音很小,但是输出最大电流是1.5A,要比L298小点,我的电机是4.8V/1.8A,我把电路的检流电阻改了一下,加大散热片,在电机停止脉冲时(此时电流最大1.8A)两个小时,电路温度没有超出许可范围,如果再加个小风扇,长时间工作应该是没有问题的(网上有资料加风扇最大可以达到2.5A)。
比较一下AT8435H和L298的试验情况,觉得:1. AT8435H带有真正的细分功能,最大达到1/8细分,够用,高低速运转都比较平稳。
2. AT8435H将控制和功率驱动集成在一起,外围元件少用一半,调整简单,电路板体积也可以做紧凑一些。
3. 但是网上现成的电路和PCB版资料很少,对于没有一定经验的爱好者可能制作困难些。
我现正开始设计一个三轴AT8435H控制器,原理图已经完成,明天作PCB板并争取调试出来。
如果哪位网友有现成的PCB图可以给传一个。
这是今天调试AT8435H的过程用TA8435H临时搭建的控制板,看没有几个外围元件。
用单片机试验完TA8435H的控制电路后,感到很满意,决定抛弃L297+L298驱动,改用TA8435H,因为网上没有现成的电路和PCB图,所以要自己重新设计PC控制电路,从设计、制作直到调试完整个控制板,整整用了两天时间,现将PCB板制作和调试过程介绍一下:设计TA8435控制板用了一天,采用热转印法制作PCB板,这是我用的热转印纸,其实就是采用的光盘的不干胶贴纸的背纸用热转印纸打出来的双面板图和热转印机(其实就是普通的塑封机将间隙调大些),其中上层要镜像打印转印前要处理好PCB铜版,这是制作成功的关键之一,先将敷铜版两面擦光,然后再用软布沾双氧水擦洗(不要烧了手吆),自然晾干。
处理后的板子发乌。
这样热转印时附着力大,炭粉不容易掉。
将打印好的转印图一面用胶贴贴到板子上(双面板分两次转印和腐蚀,一次难度大些),要等板子完全冷却后揭下背纸,这是转印后的板子情况,非常清晰很牢固。
然后进行腐蚀,用买的塑料食品盒(15元)作容器,采用盐酸+双氧水+水(1:1:8)做腐蚀液,腐蚀速度快质量好,腐蚀过程大约3分钟(千万不要腐蚀过头)。
做板子的另一面,其它同上,关键是定位,先将第一面腐蚀好后的四角定位孔钻透,然后把另一面图纸用小细杆定位好,继续腐蚀这是打印的设计原理图、PCB图和腐蚀好后的控制电路板检验,将腐蚀好的板子放在亮处,看,每个焊盘和过孔对的很整齐,双面板制作成功。
当然还要适当的检查和修补。
下面介绍焊好元件的电路板。
调试X轴和Z轴滑台这是最后定型的TA8435H控制板子,亮的发光二极管是指示三轴的运动状态(脉冲、使能和正反转)。
好了,就传到这里,下一步是安装Z轴滑台和整体调试。
这是最后定型的TA8435H控制板子,亮的发光二极管是指示三轴的运动状态(脉冲、使能和正反转)。
这是以前采用的L297+L298控制板,这次做的板子体积小多了。
TA8435H突破最大工作电流极限为了提高TA8435H的最大工作电流极限,今天对控制板的驱动芯片散热系统作了改进,将原来附加的翅型散热片拿掉,在原来的铝板散热器上加了一个小风扇(每个芯片单独加,选用比较强劲且很薄的一种显卡用风扇,我用的叫奥运风,噪音很小,12V/0.06A,3元/只),试验结果好的出乎我的想像。
通过适当调整采样电阻,使步进电机工作电流达到2.2A(原来的工作电流是1.8A),工作两个小时,电机已经热的有些烫手了,但是芯片温度几乎没有升高多少,手摸只是有些温热,估计超不过55℃(TA8435H的工作温度是-40℃~85℃),在没用风扇的情况下,靠翅型散热片自然散热,1.8A工作电流时芯片有些烫手,估计能达到80℃左右,其实也是在许可范围内。
通过以上试验,TA8435H在用风扇散热的情况下,工作电流达到2.5A是完全可能的(以前网上有类似报道)。
看来以后选用TA8435H作为2.5A以下的步进电机控制驱动应该是业余玩家的首选,电路简单(控制和驱动为一体),带真正意义的1/2、1/4和1/8细分功能(再高的细分功能对雕刻机驱动没有太大的实际意义)。
免调试,制作的驱动板体积小,加上三支小风扇旋转带来的清风和声,很有一种动态的美感,记住非常6+1的一句话“没有你做不到的,只有你想不到的”另外今天在电子市场找到一个很好的开关电源,是老式联想微机的电源,体积很小,质量好,几乎是普通电源的1/2大小,输出12V/4.8A;5V/10A;3.3V/10A;-5V/0.8A;-12V/0.5,我的雕刻机主要使用12V和5V,实际测试12V输出电流可以达到5.8A,电压只降了0.02V。
这样电源和控制板都可以放到小控制盒里。
TA8435H突破最大工作电流极限试验贴图为了提高TA8435H的最大工作电流极限,昨天对控制板的驱动芯片散热系统作了改进,将原来附加的翅型散热片拿掉,在原来的铝板散热器上加了一个小风扇(每个芯片单独加,选用比较强劲且很薄的一种显卡用风扇,我用的叫奥运风,噪音很小,12V/0.06A,3元/只),试验结果好的出乎我的想像。
通过适当调整采样电阻,使步进电机工作电流达到2.2A(原来的工作电流是1.8A),工作两个小时,电机已经热的有些烫手了,但是芯片温度几乎没有升高多少,手摸只是有些温热,估计超不过55℃(TA8435H的工作温度是-40℃~85℃),在没用风扇的情况下,靠翅型散热片自然散热,1.8A工作电流时芯片有些烫手,估计能达到80℃左右,其实也是在许可范围内。
通过以上试验,TA8435H在用风扇散热的情况下,工作电流达到2.5A是完全可能的(以前网上有类似报道)。
TA8435H突破最大工作电流极限试验图片续另外昨天在电子市场找到一个很好的开关电源,是老式联想微机的电源,体积很小,质量好,几乎是普通电源的1/2大小,输出12V/4.8A;5V/10A;3.3V/10A;-5V/0.8A;-12V/0.5,我的雕刻机主要使用12V和5V,实际测试12V输出电流可以达到5.8A,电压只降了0.02V。
这样电源和控制板都可以放到小控制盒里。
继续上雕刻机制作过程(接近尾声)快开学了,有一些事情要办,停了几天,今天将Z轴滑台装好,材料都是采用手里现有的材料,这是Z轴卡子,强度满足一般的雕刻要求,将Z轴小滑台装好,滑台i宽6cm,有效行程22cm,原想在滑台底座钻几个安装孔,没想底座到太硬了,新钻头硬是没有钻动,只好还是采用原来的安装孔,有在卡子和滑台之间加了一个过渡板(没有拍片),以下是安装好的图样,明后天找块XY平台装好,再将主轴(修边机)装上就可以试雕了,看来在开学之前是可以竣工了,下个假期准备将X2铣床给改成数控的。
继续上雕刻机制作过程(仿试运行)今天没有找到合适的XY平台,只好现用2块10mm厚密度板临时代替,等以后找到合适的平台再置换过来。
制作的直线轴承卡子和临时代用的密度板平台(雕个非金属材料还是够用,水平度差点)找根圆珠笔绑在Z轴上,用Mach2软件试画一下,这是试验情况这是用Mach2自带的一个G代码画的一个图形,这是重复画了四遍的图形,从图上看重复性还是比较好,如果换上主轴电机,精度应该是不错的。
继续上雕刻机制作过程(安装主轴)今天将主轴安装到Z轴滑台上,别看滑台不大,刚性非常好,主轴纹丝不动,这是用来作主轴的修边机(6mm),安装主轴制作的卡子,今天自己对刀路制作软件进行了研究,等作好后再上帖介绍,并将试雕出样本与大家交流。
快开学了,现在只能说自制的雕刻机具备了雏形,可以用来试雕,还有很多要完善的收尾工作要做,比如换个刚性好的XY平台,安装限位开关,雕刻防尘罩,制作一个控制柜,整体喷漆等等。
其实我制作雕刻机的过程是典型的业余作品,都是采用手里现有的材料,并选择拆机元器件,制作成本很低,实际花费不超过1000元(当然没有算原来手头已有的原材料)。
制作初衷很简单,是不经意的游览了磁动力工作室的雕刻机DIY板块,看到很多网友制作的样机,使自己产生的做做玩的念头,正赶上放假,所以花了进一个月时间,制作了这样一个业余作品,和很多网友的作品比较还有很多差距,但求的是一种快乐,是一种欣慰和满足,在制作的过程也借鉴了许多网友的经验,也的到了网友海生提供的Mach2软件,长沙谭的L298+L297PCB板图,向这些朋友表示感谢!另外还要感谢版主明浩为我们提供了这样一个很好的网上平台,以后我还会经常到这里来,会激发出很多好的思路和想法,这次制作是积累一点经验,主要是为了下一步X2的钻铣床的数控改造,也产生了一个新的制作想法,就是制作一个微型雕刻机(或者说是掌上型),很可能要在暑假来完成这些作品了。