HELICOIL GAUGE 钢丝螺纹套通止规
螺纹环规使用方法

螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意)。
(1)通规不过,(拧不过去)螺纹中径大了,产品不合格。
(2)止规通过,中径小了,产品不合格。
(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没岀环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产品。
螺纹环规用于测量外螺纹尺寸的正确性,通端为一件,止端为一件。
止端环规在外圆柱面上有凹槽。
当尺寸在100毫米以上时,螺纹环规为双柄螺纹环规型式。
规格分为粗牙、细牙、管子螺纹三种。
螺距为0.35毫米或更小的2级精度及高于2级精度的螺纹环规和螺距为0.8毫米或更小的3级精度的锥度环规都没有止端,“螺纹环规”是一种“量具”是用来检测标准外螺纹中径的,两个为一套,一个通规,一个止规。
两个光面环规的内螺纹中径分别按照标准螺纹中径的最大极限尺寸和最小极限尺寸制造的,精度非常高。
规格品种与常用外螺纹(螺丝)规格品种一样多。
螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意)。
(1)通规不过,(拧不过去)螺纹中径大了,产品不合格。
(2)止规通过,中径小了,产品不合格。
(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没岀环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产品。
螺纹环规螺纹量规通规模拟被测螺纹的最大实体牙型,检验被测螺纹的作用中径是否超过其最大实体牙型的中径,并同时检验底径实际尺寸是否超过其最大实体尺寸。
螺纹塞规检验方法:如果被测螺纹能够与螺纹通规旋合通过,且与螺纹止规不完全旋合通过(螺纹止规只允许与被测螺纹两段旋合,旋合量不得超过两个螺距),就表明被测螺纹的作用中径没有超过其最大实体牙型的中径,且单一中径没有超出其最小实体牙型的中径,那么就可以保证旋合性和连接强度,则被测螺纹中径合格,否则不合格。
螺纹环规、塞规使用说明书
螺纹环规使用说明书1、通规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。
2、止规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品。
3、维护与保养量具(环规)使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
生产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏测量表面。
严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。
可调节螺纹环规严禁非计量工作人员随意调整,确保量具的准确性。
环规长时间不用,应交计量管理部门妥善保管。
4、注意事项在用量具应在每个工作日用校对塞规计量一次。
经校对塞规计量超差或者达到计量器具周检期的环规,由计量管理人员收回作相应的处理措施。
可调节螺纹环规经调整后,测量部位会产生失圆,此现象由计量修复人员经螺纹磨削加工后再次计量鉴定,各尺寸合格后方可投入使用。
报废环规应及时处理,不得流入生产现场。
1、螺纹通规具有完整的牙型,螺纹长度等于被测螺纹的旋合长度;螺纹止规具有截短牙型,螺纹长度为2个~3个螺距。
螺纹通规用来模拟被测螺纹的最大实体牙型,检验被测螺纹的作用中径的实际尺寸;螺纹止规用来检验被测螺纹的单一中径。
2、被测螺纹如果能够与螺纹通规自由旋合通过,与螺纹止规不能旋入或者旋合不超过2个螺距,则表明被测螺纹的作用中径没有超出其最大实体牙型的中径。
ANSIB1.2美国标准通止规测试中英文解读
methods of measurement to determine the pitch diameter of thread ring gages presents serious difficulties, particularly in securing proper contact pressure when a high degree of precision is required. The usual practice is to fit the ring gage to a master setting plug.When the thread ring gage is of correct lead, angle, and thread form, within close limits, this method is quite satisfactory and represents standard American practice. It is the only method available for small sizes of threads. For the larger sizes, various more or less satisfactory methods have been devised, but none of these have found wide application.用测量法来决定螺纹环规的螺纹中径出现了一些严重的问题, 特别是当要求高精度的时候,还难保证适当的接触压力. 常规的做法是把环规装到一个主定位塞里面. 如果这个螺纹环规的导程,角度正确及牙形在精密的极限范围内,那么这种方法是非常令人满意的, 代表了美国的标准做法. 这也是针对小螺纹的唯一方法. 对于大一点的螺纹, 有各种各样的方法,这些方法或多或少有些可取之处,但是无一能得到应运广泛.Screw Thread Gage Classification.—Screw thread gages are classified by their degree of accuracy, that is, by the amount of tolerance afforded the gage manufacturer and the wear allowance, if any. 螺纹规的分类----螺纹规根据精确程度(也即螺纹规的制造商所能提供的公差范围及磨损留量(如果有这个留量的话) 不同分为不同类别,There are also three classifications according to use: 1) Working gages for controlling production; 2) inspection gages for rejection or acceptance of the finished product; a n d 3) reference gages for determining the accuracy of the working and inspection gages.根据用途的不同有三种分类:1)用来控制生产的生产量规;2)用来判断成品是可以接受还是拒绝的检验量规;3)用来确定生产量规与检验量规的精确性的参考规.American National Standard for Gages and Gaging for Unified Inch Screw ThreadsANSI/ASME B1.2-1983 (R1991).—This standard covers gaging methods for conformance of Unified Screw threads and provides the essential specifications for applicable gages required for unified inch screw threads.美国国家标准对统一英寸螺纹的测定与量规的规定ANSI/ASME B1.2-1983 (R1991).这个标准覆盖了统一螺纹一致性的测量方法并提供了用于统一螺纹的量规的关键规格.The standard includes the following gages for Product Internal Thread:这个标准包括用于产品内螺纹的如下量规.GO Working Thread Plug Gage for inspecting the maximum-material GO functional limit.通规生产量规是用于检查通端的最大实体作用极限.NOT GO (HI) Thread Plug Gage for inspecting the NOT GO (HI) functional diameter limit.止规螺纹塞规是用于检查止端的有效直径极限.Thread Snap Gage—GO Segments or Rolls for inspecting the maximum-material GO functional limit.螺纹卡规---通端是用于检查通端的最大实体作用极限.Thread Snap Gage—NOT GO (HI) Segments or Rolls for inspecting the NOT GO (HI) functional diameter limit.螺纹卡规---止端是检查止端的有效直径极限.Thread Snap Gages—Minimum Material: Pitch Diameter Cone Type and Vee andThread Groove Diameter Type for inspecting the minimum-material limit pitch diameter.螺纹卡规—最小材料:中径为锥形及V形及螺纹为凹槽形的直径,是用于检查最小材料极限的中径.Thread-Setting Solid Ring Gage for setting internal thread indicating and snap gages.螺纹调整实体环规, 是为了调整内螺纹指示规及卡规.Plain Plug, Snap, and Indicating Gages for checking the minor diameter of internal threads.普通塞规, 卡规及指示规是为了检测内螺纹的小直径.Snap and Indicating Gages for checking the major diameter of internal threads.卡规及指示规是为了检查内螺纹的大直径.Functional Indicating Thread Gage for inspecting the maximum-material GO functional limit and size and the NOT GO (HI) functional diameter limit and size.功能指示螺纹规是为了检验通端的最大材料限度及大小及止端的有效直径限度及大小.Minimum-Material Indicating Thread Gage for inspecting the minimum-material limit and size.最小材料指示螺纹规是为了检验最小的材料限度及大小.Indicating Runout Thread Gage for inspecting runout of the minor diameter to pitch diameter. 指示螺纹尾部的螺纹规是为了检验最小直径的螺纹尾部到螺纹中径.In addition to these gages for product internal threads, the Standard also covers differential gaging and such instruments as pitch micrometers, thread-measuring balls, optical comparator and toolmaker's microscope, profile tracing instrument, surface roughness measuring instrument, and roundness measuring equipment.除了这些测量产品内部螺纹的量规之外,这个标准还涉及了不同的测量方法及仪器,如螺距千分尺,测量螺纹的球, 光学比较仪, 精密工具制造者用的显微镜, 剖面扫描图仪, 表面粗糙度测量仪, 及圆度测量仪.The Standard includes the following gages for Product External Thread:这个标准还包含用于产品外部螺纹的下列量规.GO Working Thread Ring Gage for inspecting the maximum-material GO functional limit.通规生产螺纹环规是用于检测通端的最大实体作用极限.NOT GO (LO) Thread Ring Gage for inspecting the NOT GO (LO) functional diameter limit.止规螺纹环规(LO)是用于检测止端的有效直径极限Thread Snap Gage—GO Segments or Rolls for inspecting the maximum-material GO functional limit.螺纹卡规----通端是检查通端的最大实体作用极限.Thread Snap Gage—NOT GO (LO) Segments or Rolls for inspecting the NOT GO (LO) functional diameter limit.螺纹卡规—止端是为了检测止端的作用直径极限.Thread Snap Gages—Cone and Vee Type and Minimum Material Thread Groove Diameter Type for inspecting the minimum-material pitch diameter limit.螺纹卡规—圆锥形及V字形及最小实体的螺纹沟槽直径形, 用于检查螺距直径的最小实体中径极限.Plain Ring and Snap Gages for checking the major diameter. 普通环规与卡规是为了检测大径. Snap Gage for checking the minor diameter. 卡规是用于检测小径Functional Indicating Thread Gage for inspecting the maximum-material GO functional limit and size and the NOT GO (LO) functional diameter limit and size.功能螺纹指示量规是为了检查通端的最大实体极限及尺寸及止端的有效直径极限及尺寸.Minimum-Material Indicating Thread Gage for inspecting the minimum-material limit and size.最小实体螺纹指示量规示用来检测最小实体极限及尺寸.Indicating Runout Gage for inspecting the runout of the major diameter to the pitch diameter.指示螺纹尾部的量规是用来检验大径的螺纹尾部到螺纹中径.W Tolerance Thread-Setting Plug Gage for setting adjustable thread ring gages, checking solid thread ring gages, setting thread snap limit gages, and setting indicating thread gages.W公差的螺纹调整塞规,是用来调整可调螺纹环规, 检查实体螺纹环规,调整螺纹卡住极限的量规及调整指示螺纹量规.Plain Check Plug Gage for Thread Ring Gage for verifying the minor diameter limits of thread ring gages after the thread rings have been properly set with the applicable threadsetting plug gages.用于螺纹环规的普通检查塞规是用来校验螺纹环规在用可调的塞规调整后的小径限度.Indicating Plain Diameter Gage for checking the major diameter.普通直径指示量规是用来检验大径.Indicating Gage for checking the minor diameter.指示规是用来检查小径.In addition to these gages for product external threads, the Standard also covers differential gaging and such instruments as thread micrometers, thread-measuring wires, optical comparator and toolmaker's microscope, profile tracing instrument, electromechanical lead tester, helical path attachment used with GO type thread indicating gage, helical pathanalyzer, surface roughness measuring equipment, and roundness measuring equipment.The standard lists the following for use of Threaded and Plain Gages for verification of product internal threads:除了这些测量产品外部螺纹的量规之外,这个标准还涉及了不同的测量方法及仪器,如螺纹千分尺,测量螺纹的金属线, 光学比较仪, 精密工具制造者用的显微镜, 剖面扫描图仪, ,机电导程检测器, 与通规螺纹指示规一起用的螺旋状路径附加装置, 螺旋状路径分析器, 表面粗糙度测量仪, 及圆度测量仪.这个标准列出了下列信息以便用螺纹普通量规检验产品内螺纹.Tolerance: Unless otherwise specified all thread gages which directly check the product thread shall be X tolerance for all classes.公差: 除非另有说明, 直接检查产品螺纹的所有螺纹量规的公差在所有等级都是X.GO Thread Plug Gages: GO thread plug gages must enter and pass through the full threaded length of the product freely. The GO thread plug gage is a cumulative check of all thread elements except the minor diameter.通规螺纹塞规:通规螺纹塞规必须能自由地进入并通过产品的整个螺纹长度. 这个通规螺纹塞规是一个对所有螺纹部分,(除小径之外)的一个累积检查.NOT GO (HI) Thread Plug Gages: NOT GO (HI) thread plug gages when applied to the product internal thread may engage only the end threads (which may not be representative of the complete thread). Entering threads on product are incomplete and permit gage to start. Starting threads on NOT GO (HI) plugs are subject to greater wear than the remaining threads. Such wear in combination with the incomplete product threads permits furtherentry of the gage. NOT GO (HI) functional diameter is acceptable when the NOT GO (HI) thread plug gage applied to the product internal thread does not enter more than three complete turns. The gage should not be forced. Special requirements such as exceptionally thin or ductile material, small number of threads, etc., may necessitate modification of this practice.止规螺纹塞规(HI): 止规螺纹塞规(HI)在检验产品内螺纹时可能会只与末端螺纹配合(末端螺纹也许并能不代表完整的螺纹). 与产品上的螺纹配合是不完整的, 允许塞规转动.在止规塞规上转动螺纹主要取决于更大的磨损,而不是剩余的螺纹. 这些磨损加上产品上不完整的螺纹允许塞规进一步进入螺纹. 当止规塞规应用到产品内螺纹上时不能进入三个以上完整的齿时止端有效直径是可以接受的. 这个塞规不能强行转入. 如果有特殊要求,比如特别薄或柔软的材料,螺纹扣数很小,等等, 可能必须重新修正这个检测方法.GO and NOT GO Plain Plug Gages for Minor Diameter of Product Internal Thread: (Recommended in Class Z tolerance.) GO plain plug gages must completely enter and pass through the length of the product without force. NOT GO cylindrical plug gage must not enter. The standard lists the following for use of Thread Gages for verification of product external threads:用于产品内螺纹小径的通规与止规普通塞规(在Z等级公差中推荐了这个). 通规普通塞规必须在没有用强制力的情况下完全进入并通过产品的螺纹长度. 止规缸径规必须不能进入. 这个标准列出了如下信息以便使用螺纹量规来检验产品的外螺纹.GO Thread Ring Gages: Adjustable GO thread ring gages must be set to the applicable Wtolerance setting plugs to assure they are within specified limits. The product thread must freely enter the GO thread ring gage for the entire length of the threaded portion. The GO thread ring gage is a cumulative check of all thread elements except the major diameter.通规螺纹环规:可调的通端螺纹环规必须要调到可应用的W公差调整塞规来确保它们是在要求的限度里面. 产品的螺纹必须能自由地进入通端螺纹环规的整个螺纹部分长度. 这个通规螺纹环规是对除了大径之外的所有螺纹部分的累积检查.NOT GO (LO) Thread Ring Gages: NOT GO (LO) thread ring gages must be set to the applicable W tolerance setting plugs to assure that they are within specified limits.止规螺纹环规:止规螺纹环规必须要调到可应用的W公差调整塞规来确保它们在指定的极限内.NOT GO (LO) thread ring gages when applied to the product external thread may engage only the end threads (which may not be representative of the complete product thread) Starting threads on NOT GO (LO) rings are subject to greater wea r than the remaining threads. Such wear in combination with the incomplete threads at the end of the product thread permit further entry in the gage. NOT GO (LO) functional diameter is acceptable when the NOT GO (LO) thread ring gage applied to the product external thread does not pass over the thread more than three complete turns. The gage should not be forced. Special requirements such as exceptionally thin or ductile material, small number of threads, etc., may necessitate modification of this practice.止规螺纹环规当应用到产品的外螺纹时可能只能与末端的螺纹配合(末端的螺纹可能并不能代表整个产品螺纹).在止规环上转动螺纹取决于大的磨损,而不是剩余的螺纹. 这些磨损加上产品螺纹末端的不完整螺纹可以允许螺纹进一步进入环规. 当止规螺纹环规应用到产品外螺纹时没有通过三个以上完整的螺纹, 有效直径是接受的. 不能用力压规量. 在特殊情况下,比如特别薄或柔软的材料,螺纹扣数少,可能有必要对这个测量方法做修正.GO and NOT GO Plain Ring and Snap Gages for Checking Major Diameter of Product External Thread: The GO gage must completely receive or pass over the major diameter of the product external thread to ensure that the major diameter does not exceed the maximum- material-limit. The NOT GO gage must not pass over the major diameter of the product external thread to ensure that the major diameter is not less than the minimum-materiallimit. 用于检查产品外螺纹大径的通规与止规普通环规及卡规: 这个通规必须完全配合或经过产品外螺纹大径来确保大径不会超过最大实体极限. 这个止规必须不能通过产品外螺纹大径来确保大径不会小于最小实体极限.Limitations concerning the use of gages are given in the standard as follows:该标准中关于量规使用的局限性如下:Product threads accepted by a gage of one type may be verified by other types. It is possible, however, that parts which are near either rejection limit may be accepted by one typeand rejected by another. Also, it is possible for two individual limit gages of the same typeto be at the opposite extremes of the gage tolerances permitted, and borderline product threads accepted by one gage could be rejected by another. For these reasons, a productscrew thread is considered acceptable when it passes a test by any of the permissible gages in ANSI B1.3 for the gaging system that are within the tolerances.一个产品的螺纹为一种量规所接受的话可能也能被其他类型的量规所证实. 但是,有可能一些零件虽接近拒绝极限但可为一种量规所接受而却被其他类型的量规所拒绝.同样, 也有可能同一类型极限值不同的量规在量规所允许的公差的两个极端,并且副产品的螺纹被一种量规所接受而被另外外一种量规所拒绝. 因为这些原因, 当一个产品螺纹通过任何一种为ANSI B1.3所允许的量规的话那个产品的螺纹是可以接受的., ANSI B1.3说明了在公差范围内的测量方法.Gaging large product external and internal threads equal to above 6.25-inch nominalsize with plain and threaded plug and ri ng gages presents problems for technical and economicreasons. In these instances, verification may be based on use of modified snap or indicating gages or measurement of thread elements. Various types of gages or meas devices in addition to those defined in the Standard are available and acceptable when properly correlated to this Standard. Producer and user should agree on the method and equipment used. 对于测量相当于6.25英寸以上名义大小的产品外螺纹及内螺纹, 用普通的螺纹塞规及环规来测量存在技术问题及经济性问题. 在这些情况下, 需要用更改的卡规或指示规或螺纹参数的测量法来进行验证. 除了在该标准中规定的那些量规之外, 各种类型的量规及测量工具如果与该标准能很好地对应起来的话也可以用来测量.生产者与使用者应该在使用的方法与设备上达成一致.Thread Forms of Gages.—Thread forms of gages for product internal and externalthreads are given in Table 1. The Standard ANSI/ASME B1.2-1983 (R1991) also gives illustrations of the thread forms of truncated thread setting plug gages, the thread forms of full-form thread setting plug gages, the thread forms of solid thread setting ring gages, andan illustration that shows the chip groove and removal of partial thread.量规的螺纹形状------在表1中列出了用于测量产品内螺纹及外螺纹的量规的螺纹形状.ANSI/ASME B1.2-1983 (R1991)标准也用图例说明了切去了顶端的螺纹可调塞规的螺纹形状及完整的螺纹可调塞规的螺纹形状, 及实体螺纹可调环规的螺纹形状. 同时还有一个图例显示了切口的沟槽及去掉部分螺纹后的形状.Thread Gage Tolerances.—Gage tolerances of thread plug and ring gages, thread setting plugs, and setting rings for Unified screw threads, designated as W and X tolerances, are given in Table . W tolerances represent the highest commercial grade of accuracy and workmanship, and are specified for thread setting gages; X tolerances are larger than W tolerances and are used for product inspection gages. Tolerances for plain gages are givenin Table 3.螺纹量规的公差------在表1中列出了用于测量统一螺纹的螺纹塞规, 环规, 螺纹调节塞及调节环的测量公差, 这些公差是W公差及X公差. W公差是为螺纹调节规设定的, 代表了精确程度及工艺方面的最好商业等级.X公差比W公差要大, 用于产品检验量规. 在表3中给出了普通量规的公差.Determining Size of Gages: The three-wire method of determining pitch diameter size ofplug gages is recommended for gages covered by American National Standard B1.2, described in Appendix B of the 1983 issue of that Standard.决定量规的尺寸: 对于在美国国家标准B1.2中的附录B中的1983版本中涉及到的量规, 推荐用3根线的方式来决定塞规的螺纹中径.Size limit adjustments of thread ring and external thread snap gages are determined bytheir fit on their respective calibrated setting plugs. Indicating gages and thread gages for product external threads are controlled by reference to appropriate calibrated setting plugs. Size limit adjustments of internal thread snap gages are determined by their fit on their respective calibrated setting rings. Indicating gages and other adjustable thread gages for product internal threads are controlled by reference to appropriate calibrated setting ringsor by direct measuring methods.螺纹环规及外螺纹卡规的尺寸极限值调节由它们与各自的校准调节塞的相配来决定.产品外螺纹的指示规与螺纹规是参考合适的校准调节塞来控制的. 内螺纹卡规的尺寸极限值调节是由它们与各自的校准调节环的相配来确定的. 产品内螺纹的指示规与其他可调螺纹规是参考合适的校准调节环或者直接的测量方法来控制的Interpretation of Tolerances: Tolerances on lead, half-angle, and pitch diameter are variations which may be taken independently for each of these elements and may be takento the extent allowed by respective tabulated dimensional limits. The tabulated toleranceon any one element must not be exceeded, even though variations in the other two elements are smaller than the respective tabulated tolerances.公差的说明:导程的公差, 半角的公差及螺纹的中径公差是不同的, 这些公差可能会单独用于每个参数值,也可能为各自列表中的尺寸极限所允许的限度.任何一个参数值在列表中的公差都是不可以超越的, 尽管其他两个参数的变化会比列表中各自的公差小一点.Direction of Tolerance on Gages: At the maximum-material limit (GO), the dimensionsof all gages used for final conformance gaging are to be within limits of size of the product thread. At the functional diameter limit, using NOT GO (HI and LO) thread gages, the standard practice is to have the gage tolerance within the limits of size of the product thread.在量规上面公差的方向: 在最大实体限度(GO), 所有用于测量最后的一致性的量规的尺寸都必须在产品螺纹的尺寸限度之内.在有效直径限度内, 用止端螺纹量规(HI及LO), 标准的做法是让量规公差在产品螺纹的尺寸限度之内.Formulas for Limits of Gages: Formulas for limits of American National StandardGages for Unified screw threads are given in Table 5. Some constants which are requiredto determine gage dimensions are tabulated in Table 4.量规限度的规则: 在表5中给出了美国国家标准量规对统一螺纹极限值的规则. 在表4中给出了决定量规尺寸所需要的一些常数.。
钢丝螺套标准

钢丝螺套标准编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(钢丝螺套标准)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为钢丝螺套标准的全部内容。
1、钢丝螺套介绍钢丝螺套是一种新型的内螺纹紧固件,分为普通型和锁紧型两种,是由高精度菱形截面的不锈钢丝精确加工而成的一种弹簧状内外螺纹同心体,锁紧型是在普通型的基础上增加一圈或几圈锁紧圈。
钢丝螺套嵌入铝、镁合金、铸铁、玻璃钢、塑料等低强度的工程材料的螺纹孔中,能形成标准的M,MJ螺纹,具有连接强度高,抗震、抗冲击和耐磨损的功能,并能分散应力保护基体螺纹,大大延长基体的使用寿命。
另外,钢丝螺套还可以在原基体上的螺纹脱扣或乱牙时,作为修复手段,不需加大螺丝尺寸,能快速有效的修复到原始状态,而不致造成整个基体报废,快速经济。
2、安装钢丝螺套后的补偿作用任何阴阳螺纹都会存在螺距及螺纹角度的加工偏差,这意味着在螺纹旋合后只有一、二扣螺纹真正接触上。
当承受负荷时,螺钉会变形而导致更大的偏差,其结果是,大约70%的载荷都承加在螺纹口端部的二扣螺纹上,这会导致极大的应力集中而使予紧力过早丧失,从而导致紧固松动而失效。
因此,螺距和牙型角的偏差可造成:a.阴、阳螺纹旋合不良;b。
螺纹牙面承载不均匀;c.予紧力过早丧失;d.坚固实效。
钢丝螺套安装之后,有效地改善了螺纹连接的轴向及径向的配合效果。
当承受载荷时,可有效地弥补螺纹孔与螺钉之间存在的螺距及螺纹角的偏差,使每一牙螺纹都得到良好旋合,从而使负载及其产生的应力均匀地分布在旋合面的每一牙螺纹上,而不会导致任何的应力集中。
予紧力一旦减小,还能保持稳固的连接,从而确保紧固.因此,螺套可以有效地补偿螺距及牙型角的偏差.其优良的特性体现为:A.有效地改善螺纹旋合面的配合;B。
螺纹环规使用方法

之老阳三干创作螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意).(1)通规不外,(拧不外去)螺纹中径年夜了,产物分歧格.(2)止规通过,中径小了,产物分歧格.(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没岀环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产物.螺纹环规用于丈量外螺纹尺寸的正确性,通端为一件,止端为一件.止端环规锥度环规都没有止端,“螺纹环规”是一种“量具”是用来检测标准外螺纹中径的,两个为一套,一个通规,一个止规.两个光面环规的内螺纹中径分别依照标准螺纹中径的最年夜极限尺寸和最小极限尺寸制造的,精度非常高.规格品种与经常使用外螺纹(螺丝)规格品种一样多.螺纹环规使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意).(1)通规不外,(拧不外去)螺纹中径年夜了,产物分歧格.(2)止规通过,中径小了,产物分歧格.(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没岀环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产物.螺纹环规螺纹量规通规模拟被测螺纹的最年夜实体牙型,检验被测螺纹的作用中径是否超越其最年夜实体牙型的中径,并同时检验底径实际尺寸是否超越其最年夜实体尺寸.螺纹塞规检验方法:如果被测螺纹能够与螺纹通规旋合通过,且与螺纹止规不完全旋合通过(螺纹止规只允许与被测螺纹两段旋合,旋合量不得超越两个螺距),就标明被测螺纹的作用中径没有超越其最年夜实体牙型的中径,且单一中径没有超越其最小实体牙型的中径,那么就可以保证旋合性和连接强度,则被测螺纹中径合格,否则分歧格.螺纹中径说白了,就是螺纹的公称直径,即一般所说的螺纹“M**”里的*代表的数值,它是一个介于年夜径(外螺纹为牙顶的直径,内螺纹为牙底直径)和小径(同年夜径含义相反)之间的一个直径. 最年夜实体牙型,顾名思义,就是螺纹的牙型(别告诉我你连“牙型”是什么都不知道哦~)制造出来能到达的最年夜实体,即实际加工制造出来的比理论设计时,在误差范围能且在体积上能到达的最年夜值的状态.光滑环规轴类零件(外螺纹)的最年夜实体尺寸体现在直径上,就是轴直径年夜于设计尺寸;孔累零件(内螺纹)的最年夜实体尺寸体现在直径上,就是孔的直径小于设计尺寸.。
30°楔形防松螺纹塞规校准规范(报批稿)
序号
校准项目
1
平顶大径
2
斜面小径
3
牙侧角
4
斜面倾角
5
螺距、累积螺距极限偏差
6
中径
7.2 校准方法
7.2.1 外观
目视检查,外观应满足以下要求:
a)防松塞规不应有锈迹、毛刺、黑斑、划伤等明显影响外观和使用质量的缺陷; b)测头与手柄联结应牢固可靠,在使用过程中不应松动、脱落;
3
JJF(兵工民品) 0031-2023
中可读出角度值 β,即为斜面倾角。与 30°标称值相比,按公式(4)计算斜面倾角偏差。
30
(4)
式中: Δ——斜面倾角偏差,°; β ——斜面倾角,-2023
7.2.5.1 用轴切法进行校准,在螺纹中径线上从螺纹头端全牙侧第一牙开始,直至全部
4 概述 30°楔形防松螺纹是一种内螺纹,其牙底处有一个 30°的楔形斜面,在与外螺纹进行
配合时,外螺纹的牙尖顶在内螺纹的楔形斜面上,大大增加了摩檫力,且齿尖处易变形, 使载荷均匀的分布在接触的螺旋线全长上从而延长了使用寿命。30°楔形防松螺纹配合 图见图 1。
1
JJF(兵工民品) 0031-2023
注:测出规定位置的所有斜面小径,均应在公差范围内,取所得值的平均值做为测量结果。
4
JJF(兵工民品) 0031-2023
图 5 斜面小径校准示意图
7.2.4 牙侧角偏差、斜面倾角偏差
校准步骤如下:
a)螺纹塞规的通端至少要在头端和中间两个螺旋圈上校准,止端要在中间部位一
个螺纹圈上校准。在万能工具显微镜上用轴切法进行,视场内应观察到牙形高度的 80%
为塞规牙侧角与楔形角的交点坐标 A(x1、y1);重复上述操作,在螺纹轴线下方测得塞
钢丝螺套 HELICOIL

HELICOIL® plus Thread Technology
The Versions
HELICOIL® plus thread inserts are available in two versions: HELICOIL® plus free running and HELICOIL® plus SCREWLOCK: Both variations distinguish themselves due to an optimal design. As with a screw the threaded inserts are simply screwed in by means of a fitting mandrel. The fitting time is reduced by up to 20% due to the fact that the program of utilisable tools has been so radically extended compared to previous methods of operations.
The latest generation of thread inserts
0100/06.02
Thread technology for high strength fastenings Simple – fast – long lasting
Contents
a HELICOIL® plus free running The thread insert with its precision-formed rhomboidal profile is coil for coil free running. The result is a true-to-gauge internal thread, double sided utilisable. The dimensional accuracy of the ISO thread conforms to DIN 13 6H, and 4H for special requirements.
石油螺纹校对规英语
石油螺纹校对规英语API pipe thread gauges1. General principles1.1 The purpose of this standard is to specify the requirements for the gauging of American Petroleum Institute (API) pipe threads, including taper threads and parallel threads. These gauges are used for the inspection of pipe threads used in petroleum and natural gas industries.1.2 The gauges covered by this standard are designed to provide functional gauging of threads to ensure interchangeability and proper assembly of threaded connections.1.3 The thread profile and dimensions specified in this standard are in accordance with the API specifications for pipe threads.2. Types of gauges2.1 Taper thread gauges: These gauges are used to check the taper thread profile and dimensions of external and internal threads. They include plug gauges for external threads and ring gauges for internal threads.2.2 Parallel thread gauges: These gauges are used to check the parallel thread profile and dimensions of external and internal threads. They include plug gauges for external threads and ring gauges for internal threads.3. Gauging requirements3.1 The gauges shall have the required thread profile and dimensions in accordance with API specifications.3.2 The gauges shall have clear and legible markings indicating their size and type.3.3 The gauges shall be made from hardened steel to ensure durability and accuracy.3.4 The gauges shall be calibrated and certified to ensure theiraccuracy before use.4. Gauging procedure4.1 The gauge shall be inserted into the external or internal thread to be inspected with a slight twisting motion.4.2 The gauge shall be fully engaged in the thread to ensure proper gauging.4.3 The gauge shall be rotated clockwise and counterclockwise to check for any tight spots or interference.4.4 If the gauge does not fully engage or rotates freely without any interference, the thread is considered acceptable.4.5 If the gauge does not fully engage or encounters tight spots or interference, the thread is considered non-conforming and shall be rejected.5. Gauging record5.1 A record shall be maintained for each gauge, including its identification number, calibration date, and any repairs or adjustments made.5.2 The inspection results for each thread shall be recorded, indicating whether it is conforming or non-conforming.5.3 Non-conforming threads shall be identified and appropriate corrective actions shall be taken.5.4 The gauging records shall be retained for a specified period as defined by the quality management system.Note: This is a general overview of the API pipe thread gauging standard and should be used as a reference. It is recommended to consult the complete standard for detailed requirements and procedures.。
螺纹大小径标准
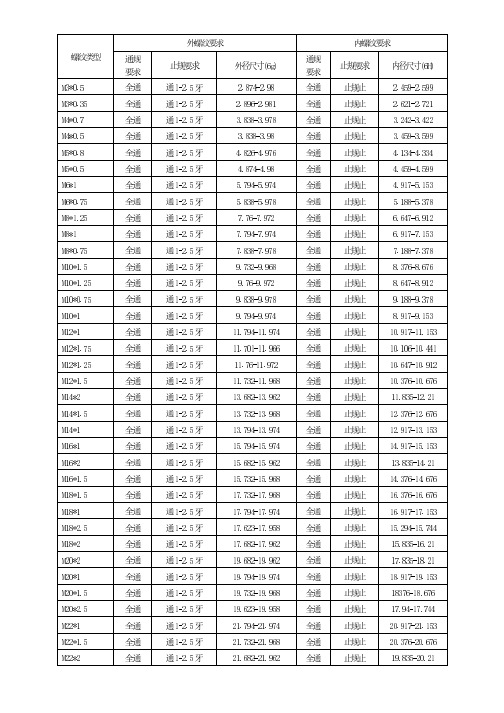
螺纹类型外螺纹要求内螺纹要求通规要求止规要求外径尺寸(6g)通规要求止规要求内径尺寸(6H)M3*0.5 全通通1-2.5牙 2.874-2.98 全通止规止 2.459-2.599 M3*0.35 全通通1-2.5牙 2.896-2.981 全通止规止 2.621-2.721 M4*0.7 全通通1-2.5牙 3.838-3.978 全通止规止 3.242-3.422 M4*0.5 全通通1-2.5牙 3.838-3.98 全通止规止 3.459-3.599 M5*0.8 全通通1-2.5牙 4.826-4.976 全通止规止 4.134-4.334 M5*0.5 全通通1-2.5牙 4.874-4.98 全通止规止 4.459-4.599 M6*1 全通通1-2.5牙 5.794-5.974 全通止规止 4.917-5.153 M6*0.75 全通通1-2.5牙 5.838-5.978 全通止规止 5.188-5.378 M8*1.25 全通通1-2.5牙7.76-7.972 全通止规止 6.647-6.912 M8*1 全通通1-2.5牙7.794-7.974 全通止规止 6.917-7.153 M8*0.75 全通通1-2.5牙7.838-7.978 全通止规止7.188-7.378 M10*1.5 全通通1-2.5牙9.732-9.968 全通止规止8.376-8.676 M10*1.25 全通通1-2.5牙9.76-9.972 全通止规止8.647-8.912 M10*0.75 全通通1-2.5牙9.838-9.978 全通止规止9.188-9.378 M10*1 全通通1-2.5牙9.794-9.974 全通止规止8.917-9.153 M12*1 全通通1-2.5牙11.794-11.974 全通止规止10.917-11.153 M12*1.75 全通通1-2.5牙11.701-11.966 全通止规止10.106-10.441 M12*1.25 全通通1-2.5牙11.76-11.972 全通止规止10.647-10.912 M12*1.5 全通通1-2.5牙11.732-11.968 全通止规止10.376-10.676 M14*2 全通通1-2.5牙13.682-13.962 全通止规止11.835-12.21 M14*1.5 全通通1-2.5牙13.732-13.968 全通止规止12.376-12.676 M14*1 全通通1-2.5牙13.794-13.974 全通止规止12.917-13.153 M16*1 全通通1-2.5牙15.794-15.974 全通止规止14.917-15.153 M16*2 全通通1-2.5牙15.682-15.962 全通止规止13.835-14.21 M16*1.5 全通通1-2.5牙15.732-15.968 全通止规止14.376-14.676 M18*1.5 全通通1-2.5牙17.732-17.968 全通止规止16.376-16.676 M18*1 全通通1-2.5牙17.794-17.974 全通止规止16.917-17.153 M18*2.5 全通通1-2.5牙17.623-17.958 全通止规止15.294-15.744 M18*2 全通通1-2.5牙17.682-17.962 全通止规止15.835-16.21 M20*2 全通通1-2.5牙19.682-19.962 全通止规止17.835-18.21 M20*1 全通通1-2.5牙19.794-19.974 全通止规止18.917-19.153 M20*1.5 全通通1-2.5牙19.732-19.968 全通止规止18376-18.676 M20*2.5 全通通1-2.5牙19.623-19.958 全通止规止17.94-17.744 M22*1 全通通1-2.5牙21.794-21.974 全通止规止20.917-21.153 M22*1.5 全通通1-2.5牙21.732-21.968 全通止规止20.376-20.676 M22*2 全通通1-2.5牙21.682-21.962 全通止规止19.835-20.21M24*2 全通通1-2.5牙23.682-23.962 全通止规止21.835-22.21 M24*1 全通通1-2.5牙23.794-23.974 全通止规止22.917-23.153 M24*1.5 全通通1-2.5牙23.732-23.968 全通止规止22.376-22.676 M25*1 全通通1-2.5牙24.794-24.974 全通止规止23.917-24.153 M25*1.5 全通通1-2.5牙24.732-24.968 全通止规止23.376-23.676 M27*1 全通通1-2.5牙26.794-26.974 全通止规止25.917-26.153 M27*1.5 全通通1-2.5牙26.732-26.968 全通止规止25.376-25.676 M27*2 全通通1-2.5牙26.682-26.962 全通止规止24.835-25.21 M28*1 全通通1-2.5牙27.794-27.974 全通止规止26.917-27.153 M28*1.5 全通通1-2.5牙27.732-27.968 全通止规止26.376-26.676 M30*1 全通通1-2.5牙29.794-29.974 全通止规止28.917-29.153 M30*1.5 全通通1-2.5牙29.732-29.968 全通止规止28.376-28.676 M30*2 全通通1-2.5牙29.682-29.962 全通止规止27.835-28.21 M33*1 全通通1-2.5牙32.794-32.974 全通止规止31.917-32.153 M33*1.5 全通通1-2.5牙32.732-32.968 全通止规止31.376-31.676 M33*2 全通通1-2.5牙32.682-32.962 全通止规止30.835-31.21 M36*1 全通通1-2.5牙35.794-35.974 全通止规止34.917-35.153 M36*1.5 全通通1-2.5牙35.732-35.968 全通止规止34.376-34.676 M36*2 全通通1-2.5牙35.682-35.962 全通止规止33.835-34.21 M38*1.5 全通通1-2.5牙37.732-37.968 全通止规止36.376-36.676 M40*1.5 全通通1-2.5牙39.732-39.968 全通止规止38.376-38.676 M42*1.5 全通通1-2.5牙41.732-41.968 全通止规止40.376-40.676 M42*2 全通通1-2.5牙41.682-41.962 全通止规止39.835-40.21 M42*3 全通通1-2.5牙41.577-41.952 全通止规止38.753-39.253 M45*1.5 全通通1-2.5牙44.732-44.968 全通止规止43.376-43.676 M45*2 全通通1-2.5牙44.682-44.962 全通止规止42.835-43.21 M45*3 全通通1-2.5牙44.577-44.952 全通止规止41.753-42.253 M48*1.5 全通通1-2.5牙47.732-47.968 全通止规止46.376-46.676 M48*1 全通通1-2.5牙47.794-47.974 全通止规止46.917-47.153 M48*2 全通通1-2.5牙47.682-47.962 全通止规止45.835-46.21 M48*3 全通通1-2.5牙47.6-47.952 全通止规止44.753-45.253 M52*1 全通通1-2.5牙51.794-51.974 全通止规止50.917-51.153 M52*2 全通通1-2.5牙51.682-51.962 全通止规止49.835-50.21 M52*1.5 全通通1-2.5牙51.732-51.968 全通止规止50.376-50.676 M52*3 全通通1-2.5牙51.6-51.952 全通止规止48.753-49.253 G3/4 全通通1-3牙26.157-26.441 全通止规止24.117-24.658 G1/2 全通通1-3牙20.75-20.90 全通通1-2牙18.631-19.172 1/2-14NPSM 全通通1-3牙20.65-20.904 全通通1-2牙18.974-19.279 1/2-14NPT 介于中--下台阶面之间/ 介于中-下台阶面之间/。
螺套规格参数表
B、表面有镀层钢丝螺套 3、钢丝螺套的特点
如:镀银、镀镉等。
(1)自由状态下的钢丝螺套直径比其装入的螺孔直径稍大,装配时使钢丝螺套受专
------------------------------------------------------ 10 -------------------------------------------------------
度上使每圈螺纹上负荷均匀分布,从而加强了内螺纹,并能减振,因此可以提高零件螺纹
re 连接的疲劳强度。 egiste (3)耐磨:钢丝螺套由极硬的冷轧不锈钢丝精确绕制而成的,螺旋面硬度可达 R HRC43~50,似镜的表面(光洁度可达 2~4μm)减少了磨擦和磨损,可使螺钉上由磨擦而 n 产生的扭力减少 90%,从而用最小的旋紧螺钉力矩得到最大予紧力矩和螺钉拉力,防止螺 U 钉松脱,使各种材质的螺钉处于最佳使用状态。
tered 钢丝螺套安装后,螺纹孔公差带取决于钢丝螺套型面制造公差和钢丝螺套安装孔螺
纹公差带;安装孔的螺纹公差,主要取决于钢丝螺套安装孔的攻丝精度,通常形成 6H 级,
is 精度高时可达 5H、4H 级公差带;统一螺纹标准为 2B、3B。钢丝螺套使用单位可以根据 g 所需公差带选择专用丝锥和攻丝方法(手攻、机攻)和润滑方式等,以确保达到您要求的
用扳手扭力从而使其直径变小,进入已经用专用丝锥攻好丝的螺孔中,装好以后,钢丝螺 套产生类似弹簧膨胀的作用,使其牢固的固定在螺纹孔内,而永远不会随螺钉的拧出而带 出来。
(2)增加螺纹连接的承载能力和疲劳强度:钢丝螺套使螺钉与安装钢丝螺套的内螺
d 纹孔之间形成弹性连接,因而消除了内外螺纹之间的螺矩和牙型半角误差,可在规定的长
(5)耐热:钢线螺套在高温下可以阻止螺纹连接卡死或擦伤。
螺纹通止规
供应商说的有一定道理。因为螺纹规的前端不可能做成标准螺纹的上下极限尺寸,就像丝锥 一样,所以止规只要不是全部能够拧入,应该判为止规合格
1、1A 和 1B 级,非常松的公差等级,其适用于外螺纹的允差配合。 2、2A 和 2B 级,是英制系列机械紧固件规定最通用的螺纹公差等级。 3、3A 和 3B 级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设 计。 4、对外螺纹来说,1A 和 2A 级有一个配合公差,3A 级没有。1A 级公差比 2A 级公差 大 50,比 3A 级大 75,对螺纹来说,2B 级公差比 2A 公差大 30。1B 级比 2B 级大 50,比 3B 级大 75。 (二)公制螺纹,外螺纹有三种螺纹等级:4h、6h 和 6g,螺纹有三种螺纹等级:5H、 6 H、7H。(日标螺纹精度等级分为 I、II、III 三级,通常状况下为 II 级)在公制螺纹中,H 和 h 的基本偏差为零。G 的基本偏差为正值,e、f 和 g 的基本偏差为负值。如图所示: 公 差 G H 螺纹 偏差 基本中径 外螺纹 f g h e 1、 H 是螺纹常用的公差带位置,一般不用作表面镀层,或用极薄的磷化层。G 位置 基本偏差用于特殊场合,如较厚的镀层,一般很少用。 2、g 常用来镀 6-9um 的薄镀层,如产品图纸要 6h 的螺栓,其镀前螺纹采用 6g 的公 差带。 3、螺纹配合最好组合成 H/g、H/h 或 G/h,对于螺栓、螺母等精制紧固件螺纹,标准 推荐采用 6H/6g 的配合。 (三)螺纹标记 M10×1–5g 6g M10×1–6H 顶径公差代号 中径和顶径公差代号(相 同) 中径公差代号。 通止规是两个量具分为通规和止规.举个例子:M6-7h 的螺纹通止规一头为通规(T) 如果能顺利旋进被测螺纹孔则为合格,反之不合格需返工(也就是孔小了).然后用止规(Z) 如果能顺利旋进被测螺纹孔 2.5 圈或以上则为不合格反之合格.且此时不合格的螺纹孔应报 废,不能进行返工了.其中 2.5 圈为国家标准,若是出口件最多只能进 1.5 圈(国际标准).总 之通规过止规不过为合格,通规止规都不过或通规止规都过则为不合格。
螺母通止规

螺母通止规
螺母通止规(也称为螺纹通止规或通止规)是一种用于检测螺纹尺寸和质量的量规。
它通常由两件组成:通端(G O端)和止端(NO-GO端)。
这种量规用于确保螺纹部件的尺寸和质量符合标准或设计要求。
通端(GO端)的作用是检查螺纹是否能够顺利地通过量规。
如果螺纹能够轻松地通过通端量规,那么它的尺寸是合格的。
通端量规通常用于检查螺纹的最小尺寸。
止端(NO-GO端)的作用是检查螺纹是否能够达到特定的最大尺寸限制。
如果螺纹不能通过止端量规,或者只能通过一部分,那么它的尺寸可能过大,不符合标准。
止端量规通常用于检查螺纹的最大尺寸。
螺母通止规的使用方法是将量规的通端和止端分别插入被检测螺纹的两侧。
如果通端能够顺利通过,而止端不能通过,那么螺纹的尺寸就在公差范围内,是合格的。
如果通端和止端都不能通过,或者通端通过困难,那么螺纹的尺寸可能超出了公差范围,是不合格的。
螺母通止规是螺纹检测中非常重要的工具,它确保了螺纹部件的互换性和可靠性。
在制造和装配过程中,使用通止规可以有效地控制螺纹的尺寸和质量,避免因螺纹尺寸不匹配而导致的装配问题。
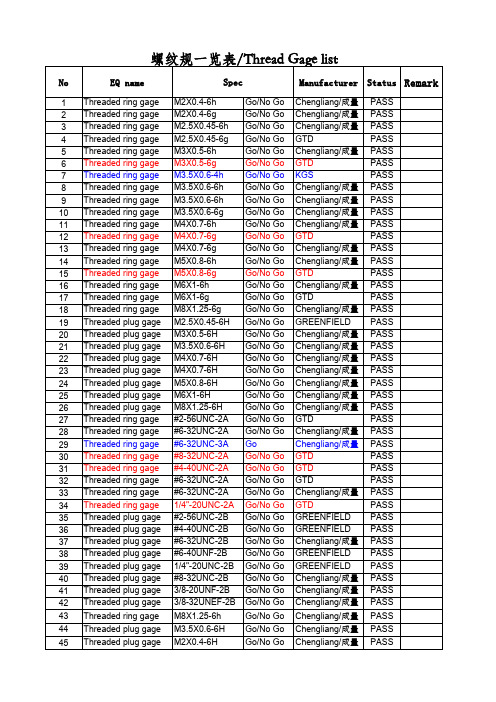
螺纹规一览表,Thread Ggage list(Sep 04-06)
钢丝螺套常识

钢丝螺套钢丝螺套目录钢丝螺套介绍钢丝螺套分类钢丝螺套优点钢丝螺套特点螺纹套的标记方法螺纹套的安装步骤钢丝螺套介绍什么是钢丝螺套?钢丝螺套(简称丝套)是为保护有色金属螺纹孔而发展的嵌入物,适用于螺纹连接。
旋入并紧固在被连接件之一的螺纹孔中,形成标准内螺纹,螺栓(或螺钉)再拧入其中。
以冷轧不锈钢线制造成螺旋状内外同心体螺纹线圈,横切面呈菱形,形状类似于螺旋弹簧,具有较高的硬度及较好的表面粗糙度。
为什么要使用钢丝螺套?安装钢丝螺套使用专用的丝锥及安装工具攻丝和安装,螺套装于螺孔或螺母中,有减轻螺纹牙受力不均和抗冲击振动的作用,可以提高螺纹的疲劳强度,减少螺纹的磨损和抗腐蚀性能。
延长螺孔寿命。
螺套安装工具钢丝螺套安装工具用于钢丝螺套在螺纹底孔内的安装,其基本原理是使钢丝螺套通过一段引导螺纹,迫使外径收缩,以便顺利装入底孔,分为手动及自动安装扳手。
钢丝螺套的应用范围?钢丝螺套经过在产品上长期工作考验,结构可靠,性能良好,使用方便。
可用于各行业的产品零件上,有使用螺丝的产品,都是其对象,如应用于:航空工业,船舶工业,国防工业,汽车工业,五金电子,各种机械钢丝螺套分类(1)按钢丝螺套使用功能分类A、普通型螺纹丝套(Helicoil Free-Running Inserts)标记“FR”B、锁紧型螺纹丝套(Helicoil Screw Lock Inserts) 标记“SL”(2)按钢丝螺套材料分类A、Cr-Ni不锈钢材料:通过强度和材料的组合,在通常情况下使用,在轻微型结构、铝合金结构、海水、含氯液体、增加抗腐蚀性下使用。
B、铜合金材料:在要求用铜的情况下或经常调节转动的螺纹连接时使用;在要求用于导电或自润滑等情况时使用。
C、高温合金材料:温度在500——750℃时耐热使用;对宇航装配技术、飞机发动机、内燃机涡轮压气机在750℃内作业时使用。
(3)按钢丝螺套的螺纹体制分类A、国际标准ISO“M,MJ”系列钢丝螺套螺纹系列标记“M”,“MJ”;火花塞螺纹(Spark plug Thread)丝套在此系列B、统一螺纹“UN”系列钢丝螺套(UNIFIED Thread Series)粗牙螺纹标记“UNC”,细牙螺纹标记“UNF”,超细牙螺纹标记“UNEF”C、非螺纹密封的管螺纹(British Standard Pipe Thread)螺纹标记号为“G”(4)按钢丝螺套的旋转方向分类A、右旋钢丝螺套B、左旋钢丝螺套(5)按钢丝螺套安装柄有无分类:A、有安装柄钢丝螺套B、无安装柄钢丝螺套(6)按钢丝螺套表面有无镀层分类A、表面无镀层钢丝螺套B、表面有镀层钢丝螺套如:镀银、镀镉等。
螺纹塞规 通规 止规 英文
螺纹塞规通规止规英文Thread Plug Gauges, Go Gauges, and No-Go Gauges in Manufacturing.In the realm of precision engineering and manufacturing, thread plug gauges, go gauges, and no-go gauges play a pivotal role in ensuring the accuracy and quality of threaded components. These specialized tools are used to verify the dimensions and tolerances of threaded holes and fasteners, ultimately guaranteeing the reliability and performance of the final product.Introduction to Thread Plug Gauges.Thread plug gauges, commonly referred to as plug thread gauges or screw plug gauges, are precision instruments designed to inspect the internal threads of a workpiece. They are typically used to determine the pitch diameter and functional integrity of threaded holes. These gauges comein various sizes and thread types, allowing for a widerange of applications in industries such as automotive, aerospace, and medical device manufacturing.The fundamental principle behind thread plug gauges is the ability to replicate the male thread profile of a mating fastener. By inserting the gauge into a threaded hole, the user can visually or mechanically assess whether the hole meets the specified.。
螺母通止规 -回复
螺母通止规-回复螺母通止规——打造安全可靠的固定连接件螺母通止规(Threaded Nut Stop Gauge)是一种用于检测螺母的针对性工具,被广泛应用于机械制造、车辆工程、航空航天、电气设备等领域。
它的作用是确保螺母连接的安全可靠性,避免螺母的过紧或过松,从而增强固定连接件的品质和使用性能。
本文将逐步介绍螺母通止规的原理、使用方法和注意事项。
螺母通止规的原理:螺母通止规的原理是通过弹簧的作用,将螺母限制在一个特定的范围内,从而控制固定连接件的紧固力。
常见的螺母通止规有两种类型:一种是可调式通止规,通过旋转螺母顶部的旋钮来调节限制范围;另一种是固定式通止规,其限制范围是固定的,无法调节。
使用螺母通止规的步骤:1. 首先,选择适当的螺母通止规。
根据固定连接件的要求和规格,选择合适的通止规类型和尺寸。
确保通止规的限制范围与要求相匹配。
2. 将螺母通止规放置在螺母上方。
确保通止规的底部与螺母顶部紧密接触,以确保正确的限制效果。
3. 谨慎旋转螺母通止规。
对于可调式通止规,通过旋转通止规顶部的旋钮,使螺母在规定的限制范围内移动。
对于固定式通止规,注意将螺母准确地放置在通止规的限制范围内。
4. 检查螺母的固定效果。
使用合适的工具检查螺母的紧固力度,确保连接稳固可靠。
如果需要,可以适当调整通止规的限制范围或更换合适尺寸的通止规。
螺母通止规的注意事项:1. 选择合适的通止规类型。
不同类型的通止规适用于不同的固定连接件,因此在使用前应仔细选择适合的通止规。
2. 确保通止规的质量。
由于通止规直接影响固定连接件的安全性,因此应选择质量可靠的通止规,并确保其符合相关标准和规定。
3. 注意通止规的限制范围。
通止规的限制范围应与固定连接件的要求相匹配,过紧或过松都可能导致固定连接件的紧固力不达标,从而影响使用性能和安全性。
4. 定期检查通止规的使用状况。
通止规经过长时间使用后可能会出现磨损或变形,因此应定期检查其使用状况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HELICOIL GAUGE
Gauges
Helicoil Gauges are available as Go/No Go thread plug gauges
for inspection of threaded holes formed by Helicoil Taps.
These gauges are available in various Class of fit as 4H/5H ,
6H & 2B/3B.
HELICOIL GAUGE Specifications:
•HELICOIL GAUGE UNF 10-32
o Gauges
•Helicoil Gauges are available as Go/No Go thread plug gauges for inspection of threaded holes formed by Helicoil Taps. These gauges are available in various Class of fit as 4H/5H , 6H & 2B/3B. Features:
•HELICOIL GAUGE UNF 10-32
o Gauges
•Helicoil Gauges are available as Go/No Go thread plug gauges for inspection of threaded holes formed by Helicoil Taps. These gauges are available in various Class of fit as 4H/5H , 6H & 2B/3B. Certificate: SBAC
Ordering information:
•Minimum Order:2
/manufacture97/helicoil/product4.html
STAINLESS STEEL
THREAD INSERTS FOR METAL
Click here to see Installation Video
653-10F M10-1.259/16-12.51531/649/16-1219/32500-5 653-12M12-1.753/4-10.65621/323/4-103/4500-6 653-14M14-2.07/8-9.68749/647/8-913/16500-7 653-16M16-2.01-8.7817/81-87/8500-8 METRIC THREAD : METRIC INTERNAL / METRIC EXTERNAL
E-Z
LOK Part No.Internal
Thread
External
Thread
Length
Tap Drill
Size
Tap
Size
Minimum
Full
Thread
Depth
Drive Tool
Catalog
No.
453-3M3-0.5M6-1.0 6.5mm 5.1mm M6-107.8mm--453-4M4-0.7M8-1.257.5mm 6.9mm M8-1.259.0mm500-1 453-5M5-0.8M8-1.257.5mm 6.9mm M8-1.259.0mm500-1 453-6M6-1.0M10-1.510.5mm8.6mm M10-1.512.0mm500-3 453-8M8-1.25M12-1.7512.5mm10.4mm M12-1.7514.5mm500-4 453-10M10-1.5M16-2.017.0mm14.0mm M16-2.019.0mm500-5 453-12M12-1.75M16-2.017.0mm14.0mm M16-2.019.0mm500-6 453-16M16-2.0M24-3.020.0mm21.0mm M24-3.024.0mm500-8 /index2.htm
Thread Inserts by E-Z LOK - for strong
threads in metal, plastic, and wood.
E-Z LOK manufactures thread inserts for metal in
carbon and stainless steel, as well as thread
inserts for plastic and wood in brass and stainless
steel. All E-Z LOK thread inserts install using
standard tools...no special drills, taps, or
installation tools to buy. Thread repair inserts in kit
assortments are available with thin wall inserts,
carbon steel inserts, stainless steel inserts, or
automotive inserts. Enter our site for more
information on our complete line of thread inserts,
insert repair kits, an installation video, and our
distributor list.
800.234.5613 / e-mail: ezlok@
Ph. 310.323.5613 / Fx. 310.353.4444
240 E. Rosecrans Ave, Gardena, CA 90248
/lj/lwlg.htm (IN CHINESE)
注:括号内螺距及带△号者均按特殊定货生产。
Note:The parameters marked with △can be provided for special order.
订货说明:请按被测工件螺纹直径、螺距及公差带级别订货。
我厂可提供4h、5h4h、6e、6f、5g6g、6g、7g6g、5h6h、6h、7h6h、8g、8h级的环规和4H、4H5H、5H6H、5G、6G、7G、5H、6H、7H级的塞规。
Note:Please mark the diameter, pitch and class of the thread for order. We can provide
ring gauges with the classes of 4h、5h4h、6e、6f、5g6g、6g、7g6g、5h6h、6h、7h6h、8g、
8h and plug gauge with the classes of 4H、4H5H、5H6H、5G、6G、7G、5H、6H、7H。