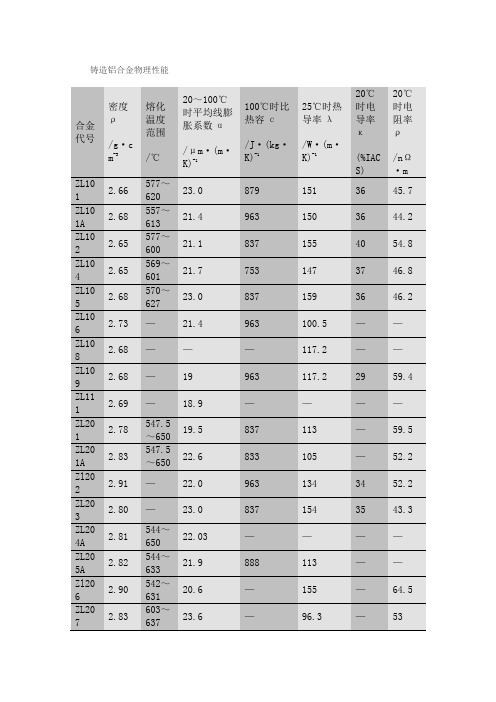
铸造铝合金的化学成分和力学性能表
铸造铝合金力学性能
铸造铝合金力学性能铝合金的力学性能与其合金分类、铸造方法、热处理状态等因素有关。
合金代号是由“ZL”和三个数字组成,其中第一位数字表示合金系列,第二、三位数字表示顺序号。
优质合金在代号后附加字母“A”。
铸造方法有砂型、金属型和熔模铸造。
热处理状态包括铸态、人工时效、退火、固溶处理加自然时效、固溶处理加人工时效和稳定化处理。
不同的热处理状态可提高合金的强度、硬度、塑性和抗腐蚀性能。
铝硅系铸造铝合金的力学性能如下表所示:合金牌号为ZAlSi7MgZL101、ZAlSi7MgAZL101A、ZAlSi12ZL102和ZAlSi9MgZL104,铸造方法包括砂型、金属型和熔模铸造,热处理状态包括铸态、人工时效、退火、固溶处理加自然时效、固溶处理加人工时效和稳定化处理。
其中,ZAlSi7MgAZL101A在代号后附加字母“A”,表明是优质合金。
不同的铸造方法和热处理状态对合金的力学性能有影响,需要根据具体情况选择合适的工艺。
抗拉强度Rm/MPa、伸长率A/%、布氏硬度HBW是衡量合金材料性能的重要指标。
以下是各种合金状态下的性能参数:合金牌号合金代号铸造方法合金状态抗拉强度Rm/MPa 伸长率A/% 布氏硬度HBWZAlSi5Cu1Mg ZL105J SB、RB、KB F 155 2 50ZAlSi5Cu1Mg AZL105A S、R、K T2 135 2 45ZAlSi8Cu1Mg ZL106 JB SB、RB、KB T4 185 4 50ZAlSi7Cu4 ZL107 SB S T4 175 4 50ZAlSi12Cu2Mg ZL108 J ZAISi12Cu1Mg INil T5 205 2 50ZAlSi12Cu1Mg INil ZL109 J T5 195 2 60ZAlSi5Cu6Mg ZL110 S ZAISi5Cu6Mg T5 195 2 60ZAlSi9Cu2Mg ZL111 SB SB、R、K T6 225 2 60ZAlSi5Zn1Mg ZL115 J T7 195 1 65ZAlSi5Cu1Mg ZL116 S T8 245 4 70ZAlSi7Cu2Mg - - - 165 - -ZAlSi8MgBe ZL116 J - - 245 2 60ZAlSi7Cu2Mg - - - - 125 - 70通过表格可以看出,不同合金状态下的性能参数有所差异。
DINEN1706铝和铝合金铸件化学成分和机械性能(中文版)
DIN EN 1706 铝和铝合金铸件化学成分和机械性能(中文版)引言DIN EN 1706 是欧洲标准化协会(European Committee for Standardization,简称CEN)制定的一项标准,用于规定铝和铝合金铸件的化学成分和机械性能的要求。
该标准对于铸造行业和相关领域的从业者来说非常重要,能够提供指导和参考,确保生产的铝和铝合金铸件符合预期的质量和性能要求。
本文将对 DIN EN 1706 标准的内容进行详细解读和说明。
1. 标准范围和应用领域DIN EN 1706 标准适用于各类铝和铝合金的铸件,包括压力铸件、砂型和永久模具铸件等。
该标准的主要目的是规定铸件的化学成分和机械性能的要求,以确保其适用于不同的工程和应用领域。
2. 术语和定义在 DIN EN 1706 标准中,有一些术语和定义需要我们了解和理解,以便正确地应用标准。
以下是一些常用术语的解释:•铝和铝合金(Aluminium and aluminium alloy):指化学成分中铝含量大于等于 99% 的材料,或者含有合金元素的材料。
•铸件(Casting):通过将熔化的金属或合金注入铸造模具中,使其冷却和凝固得到的成品。
•压力铸件(Pressure Die Casting):指通过将金属或合金注入金属模具中,并在一定的压力下进行冷却和凝固得到的铸件。
•砂型铸件(Sand Casting):指通过将砂型中的金属或合金熔化后注入,冷却和凝固得到的铸件。
•永久模具铸件(Permanent Mold Casting):指通过将金属或合金注入永久模具中,冷却和凝固得到的铸件。
3. 化学成分要求根据 DIN EN 1706 标准的要求,铝和铝合金铸件的化学成分应满足一定的要求。
主要包括以下几个方面:3.1 主要元素铝和铝合金铸件的主要元素应满足标准中的要求。
对于纯铝铸件,其铝含量应大于等于 99%。
对于铝合金铸件,标准中给出了不同合金元素的含量范围要求。
铸造高强铝合金的焊接性能

铸造高强铝合金的焊接性能ZL~107A铸造铝合金是Al~Si~Cu系铸造高强铝合金。
经T5状态热处理后强度可达σb=420~470MPa.在制造大型、高强、复杂关键的工程结构出现缺陷时需要补焊。
其焊缝亦要求和母材等强度。
因ZL~107A系在ZL~107基础上通过添加多元微量元素合金化而成,对ZL~107A铸造合金的成分、组织、性能及焊接工艺进行了研究。
随着现代工程结构向大型、复杂、高强度发展,优质铝合金铸件应用日益增多。
对铝合金的综合性能提出了更高的要求。
它集中体现在要求具有较高力学性能的同时,又要具有优异的铸造性能。
Al-Si-Cu系铸造铝合金结合了Al-Cu 系合金力学性能好和Al-Si系铸造铝合金铸造性能好的优点,因而一直是铸造高强铝合金的研究重点。
美国的BAE354,前苏联的B124均属Al-Si-Cu系高强铸造铝合金,具有优异的力学性能和良好的铸造性能。
我国的ZL-107亦属此系合金。
ZL-107中含Cu量较高,故合金的性能还有潜力可挖。
通过添加Mg、Zn、Cu、Ti等多种微量元素对合金进行综合强化,获得了一种铸造高强铝合金ZL-107A.合金性能由原来的σb=280~320MPa,σ0.2=210~230MPa,δs=3%~4%分别提高到σb=420~470MPa,σ0.2=325~390MPa,δs=4%~6%,从而使该合金在现代大型、复杂铝合金铸件的生产上获得应用。
但是,该种合金的可焊性如何,需要通过焊接工艺进行检验。
1 合金的成分合金的成分如表1所示。
将试件预热到200~250℃,采用较小电流以待焊处表面刚出现发亮的液斑时填入焊丝熔滴,待熔滴刚润湿焊缝时即将焊缝处电弧向前移动。
这样焊的结果是熔池凝固速度快。
晶粒较细,有利于提高焊缝的机械性能。
这种焊接工艺采用的电流约为180A左右。
从母材的成分看来,该系Al-Si-Cu合金,Si和Cu对焊接性无不利影响。
而Mg含量在0.1%~0.2%之间,其含量较小,也对焊接性影响不大。
铝合金的分类及牌号介绍

一、铝及铝合金的基本性质纯铝呈银白色,因其在潮湿的空气中能形成一层防止金属腐蚀的氧化膜,能阻止其进一步氧化从而具有一定抗蚀性。
铝相对密度2.7g/cm3,熔点660℃,沸点2327℃;面心立方体结构,故而有很高的塑性,易于加工,可制作成各种型材、板材。
但纯铝强度比较低,难以满足使用要求。
工业上铝都是采用电解法生产的,通常会以铝为基体,加入少量金属或非金属元素,采用合金化方式制作成铝合金并运用热处理等方法,使其在保持质轻等优点的同时还具有较高的强度。
铝及其合金主要有以下优点:(1)质轻,约为钢的1/3,比强度和比刚度高;(2)塑性好,易于加工及适用于各种表面处理:(3)导热、导电性好,导热、导电率仅次于铜,约为钢铁的3~4倍;(4)良好的耐腐蚀性和低温性能。
二、铝合金分类(1)铝按其纯度分为高纯铝和工业纯铝。
纯铝的牌号用“铝”字拼音首字母“L”和其后面的编号表示。
高纯铝的牌号有L01、L02、L03、L04、L05,后面的数字越大,纯度越高,含铝量在99.85%-99.99%之间。
工业纯铝的牌号有L1、L2、L3、L4、L4-1、L5、L5-1、L6,后面的数字表示纯度,数字越大,纯度越低。
(2)铝合金一般通过其成分、组织和工艺等特点,可以将其分为铸造铝合金与变形铝合金两大类。
变形铝合金:将铝合金铸锭通过压力加工(轧制、挤压、模锻等)制成半成品或模锻件,要求有良好的塑性形变能力铸造铝合金:将熔融的铝合金直接浇铸成形状复杂的甚至是薄壁的成型件,要求合金有良好的铸造流动性。
工程上常用铝合金相图大都与上图类似,D点成分以左的合金在加热至高温时能形成单相固溶体组织,其塑性较高成为变形铝合金;于D点成分以右的合金,因含有共晶组织,液态流动性较高适用于铸造,称为铸造铝合金。
对于变形铝合金而言位于F点以左成分的合金不能进行热处理强化,称为热处理不可强化的铝合金;成分在F和D之间的铝合金,由于合金元素在铝中有溶解度的变化会析出第二相,可以通过热处理使合金强度提高,称为热处理强化铝合金。
铸造铝合金化学成分
铸造铝合金化学成份分析及热处理原理论述(1)铝硅系合金,也叫“硅铝明”或“矽铝明”。
有良好铸造性能和耐磨性能,热胀系数小,在铸造铝合金中品种最多,用量最大的合金,含硅量在10%~25%。
有时添加0.2%~0.6%镁的硅铝合金,广泛用于结构件,如壳体、缸体、箱体和框架等。
有时添加适量的铜和镁,能提高合金的力学性能和耐热性。
此类合金广泛用于制造活塞等部件。
(2)铝铜合金,含铜4.5%~5.3%合金强化效果最佳,适当加入锰和钛能显著提高室温、高温强度和铸造性能。
主要用于制作承受大的动、静载荷和形状不复杂的砂型铸件。
(3)铝镁合金,密度最小(2.55g/cm3),强度最高(355MPa左右)的铸造铝合金,含镁12%,强化效果最佳。
合金在大气和海水中的抗腐蚀性能好,室温下有良好的综合力学性能和可切削性,可用于作雷达底座、飞机的发动机机匣、螺旋桨、起落架等零件,也可作装饰材料。
(4)铝锌系合金,为改善性能常加入硅、镁元素,常称为“锌硅铝明”。
在铸造条件下,该合金有淬火作用,即“自行淬火”。
不经热处理就可使用,以变质热处理后,铸件有较高的强度。
经稳定化处理后,尺寸稳定,常用于制作模型、型板及设备支架等。
以铝为基的合金总称。
主要合金元素有铜、硅、镁、锌、锰,次要合金元素有镍、铁、钛、铬、锂等。
铝合金密度低,但比强度高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用,使用量仅次于钢。
铝合金分两大类:铸造铝合金,在铸态下使用;变形铝合金,能承受压力加工,力学性能高于铸态。
可加工成各种形态、规格的铝合金材。
主要用于制造航空器材、日常生活用品、建筑用门窗等。
铝合金按加工方法可以分为变形铝合金和铸造铝合金。
变形铝合金又分为不可热处理强化型铝合金和可热处理强化型铝合金。
不可热处理强化型不能通过热处理来提高机械性能,只能通过冷加工变形来实现强化,它主要包括高纯铝、工业高纯铝、工业纯铝以及防锈铝等。
压铸国家标准对照
4.2根据压铸 生产特点,规 定一个检验 批量是指每 台压铸设备 在正常操作 情况下一个 班次的生产 量,设备,化 学成分,铸型 和操作连续 性的任何重 大变化都应 被认为是新 是一个批量 开始.
供方对每批 压铸件都要 随机或统计 地抽样检验, 确定是否符 合全部技术 要求和合同 或铸件图样 的规定要求, 检验结果应 予以记录.
附录B
表B 锌合金压铸件表面质量分级
序号
缺陷名称 检验范围 表面质量级别
1极
2极
1 花纹麻面有 色斑点
2 流痕
三者面积不 超过总面积 的百分数% 深度,mm
5 0.05
3极 25
0.07
说明 40 0.15
3 冷隔
≤ 面积不大于 总面积百分 数,% 深度,mm 不允许
≤
5
15
30
1/5壁厚
1/4壁厚
≤6 2°30´
>6-8 2°
>8-10 1°45´
>10-15 1°30´
>15-20 1°15´
>20-30 1°
>30-36 0°45´
A2 锌合金压铸件的铸孔直径与最大深度的关系及其铸造斜度的规定见表A2
表A2 孔的直径 ≤3
>3-4
>4-5பைடு நூலகம்
>5-6
>6-8
>8-10
>10-12 >12-16
4质量保证
4.1当供需双 方合同或协 议中有规定 时,供方对合 同中规定的 所有试验或 检验负责.合 同或协议中 无规定时,经 需方同意,供 方可以用自 已适宜的手 段执行本标 准所规定的 试验和要求, 需方有权对 标准中的任 何试验和检 验项目进行 检验,其质量 保证标准应 根据供需双 方之间的协 议而定.
铸造铝合金的性能
0.25
0.15
0.05
0.15
余量
5052
25
0.4
0.1
0.1
2.2-2.8
0.15-0.35
0.1
--
0.05
0.15
余量
5083
23.8
0.4
0.1
0.3-1.0
4.0-4.9
0.05-0.25
0.25
0.15
0.05
0.15
余量
6061
23.6
0.7
0.15-0.4
0.15
0.8-1.2
36
45.7
ZL101A
2.68
557~613
21.4
963
150
36
44.2
ZL102
2.65
577~600
21.1
837
155
40
54.8
ZL104
2.65
569~601
21.7
753
147
37
46.8
ZL105
2.68
570~627
23.0
837
159
36
46.2
ZL106
2.73
—
21.4
963
3A21
原LF21
5005
-
5019
-
6B02
原LD2-1
7A09
原LC9
5050
-
6A51
曾用651
7A10
原LC10
5251
-
6101
-
7A15
曾用LC15、157
5052
汽车车轮用铸造铝合金-最新国标

汽车车轮用铸造铝合金1 范围本文件规定了汽车车轮用铸造铝合金的牌号与代号、技术要求、试验方法、检测规则、标志、包装、运输和贮存。
本文件适用于金属型铸造的汽车车轮用铸造铝合金的生产与检验。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228.1 金属材料拉伸试验第1部分:室温试验方法GB/T 231.1 金属材料布氏硬度试验第1部分: 试验方法GB/T 1173 铸造铝合金GB/T 3246.2 变形铝及铝合金制品组织检验方法第2部分:低倍组织检验方法GB/T 7999 铝及铝合金光电直读发射光谱分析方法GB/T 8063 铸造有色金属及其合金牌号表示方法GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 20975.3 铝及铝合金化学分析方法第3部分:铜含量的测定GB/T 20975.4 铝及铝合金化学分析方法第4部分:铁含量的测定邻二氮杂菲分光光度法GB/T 20975.7 铝及铝合金化学分析方法第7部分:锰含量的测定高碘酸钾分光光度法GB/T 20975.8 铝及铝合金化学分析方法第8部分:锌含量的测定GB/T 20975.10 铝及铝合金化学分析方法第10部分:锡含量的测定GB/T 20975.11 铝及铝合金化学分析方法第11部分:铅含量的测定火焰原子吸收光谱法GB/T 20975.14 铝及铝合金化学分析方法第13部分:镍含量的测定GB/T 20975.18 铝及铝合金化学分析方法第18部分:铬含量的测定GB/T 20975.21 铝及铝合金化学分析方法第21部分:钙含量的测定GB/T 20975.31 铝及铝合金化学分析方法第31部分:磷含量的测定钼蓝分光光度法GB/T 30512 汽车禁用物质要求JB/T 7946.3 铸造铝合金金相第3部分:铸造铝合金针孔3 术语和定义本文件没有需要界定的术语和定义。
A356系列铝合金

精心整理 A356系列铝合金一、
化学成分化学成分A356.2铸造铝合金锭化学成分执行标准:ASTM,Si :65.-7.5,Mg :0.30-0.45,Ti 《0.2,Fe 《0.12,Mn 《0.05,Cu 《0.1,Zn 《0.05,Al 余量
二、A356铝合金的力学性能
在室温条件下对铸造A356铝合金的平均屈服强度、断裂强度、延伸率和断面收缩率分别为216.64MPa ,224MPa ,1.086%和0.194%,合金的拉伸屈服强度随离浇道口平面距离的增加而减小,而断裂强度则是先减小然后再增大,延伸率随高度变化不明显。
把356.2合金之不纯份减少,改良机械性性质者比356.2合金伸长率更好)。
有极佳之铸造性及高强度,伸长率适用于薄部材及要耐压性之地方。
三、优点
具有流动性好,无热裂倾向,线收缩小,气密性好等良好的铸造性能,比重小,耐蚀性良好,易气焊,随铸件壁厚增加强度降低的程度小,铸态下使用,变质后机械性能提高。
四、产品形状
标准制品形状,砂模、金属模铸件。
五、主要用途
代表的用途,各种外壳,航空机泵部品,航空机接头,汽车变速器,带轮,燃料箱,要最高耐热性支应力部材,其他机械工具部品。
铝合金锭——成分性能对比

• 锡 Sn :≤0.01(杂质)
• 铅 Pb:≤0.05(杂质)
• 注:杂质总和: (砂型铸造)≤1.1; (金属型铸造)≤1.4
zl105力学性能
• 抗拉强度 σb (MPa):≥225
伸长率 δ5 (%):≥0.5
• 硬度 (HB):≥70(5/250/30)HBS
• 抗拉强度 σb (MPa):≥145 • 屈服强度σb(MPa):≥180 • 伸长率 δ5 (%):≥4 • 硬度 (HB ):≥50(5/250/30) • 铸造方法:
砂型铸造加变质处理; 熔模铸造加变质处理; 金属型铸造加变质处理(F态.SB.RB.KB)。
3 zl104铝合金
• 材料名称: ZAlSi9Mg
ADC12力学性能
• 抗拉强度 σb (MPa):≥230 • 伸长率 δ5 (%):≥1 • 硬度 (HB ):80
Fe含量对ADC12铝合金组织及性能的影响
• 过高的铁含量容易使铸件出现硬质点,机加工有困难,断面有片状金 属复合物,浇口易出现缺肉现象,铸件韧性下降等!
• 过低,容易出现粘模等现象.
• 铜 Cu :≤0.1(杂质)交付形态
• 锌 Zn:≤0.25(杂质)钛+稀土 Ti+Zr:≤0.15(杂质)
• 锡 Sn :≤0.01(杂质)
• 铅 Pb:≤0.01(杂质)
• 注:杂质总和:(砂型铸造)≤1.1;( 金属型铸造)≤1.4
zl104力学性能
• 抗拉强度 σb (MPa):≥195 • 伸长率 δ5 (%):≥1.5 • 硬度 (HB):≥65(5/250/30) • 热处理规范:
• 标准:GB/T 15115-2009
DKBA04000109[B]华为-铸件质量要求
![DKBA04000109[B]华为-铸件质量要求](https://img.taocdn.com/s3/m/bc48891114791711cc791764.png)
DKBA 华为技术有限公司内部技术规范DKBA0.400.0109 REV. B代替DKBA0.400.0109 REV.1.0铸件质量要求Specification for Casting Part’s Quality2009年6月20日发布 2009年6月30日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration本规范拟制与解释部门:整机工程部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:压铸件技术规范相关规范或文件的相互关系:无规范号主要起草部门专家主要评审部门专家修订情况DKBA0.400.0109 REV B 整机工程部:许志敏(00114402)、孟耐尔(00120639)整机工程部:周伟(00123276)、黄文源(00123114)、郑玲(00119690)、韦娟(37461)、肖春秀(53994)、魏华(00102167)、孟耐尔(00120639)、刘长林(00129646)、邓顺庆(61647)、鲍祥英(54845)、孙伟华(60798)TQC:吴貌貌(00113989)MQE:陈亮(68994)由于规范中增加了对金属型铸件的要求,将规范名称改为铸件质量要求;删除压铸件的表面分级,增加铸件的分类;铸件缺陷定义增加图片说明;删除公司未用到合金牌号;优化铸件表面质量、内部质量要求;增加检验项目;增加对回炉料的控制;增加铸件标识要求;将附录中内容移到正文中。
DKBA0.400.0109 REV1.0 结构造型设计部:欧阳华(60010597)、孟耐尔(外聘专家)结构造型设计部:盛辉(21628)、周伟(16271)、邓在明(10166)、佘旭凡(16523)删减了压铸件设计的内容;增加了压铸件的分类、分级及对质量的详细要求。
铝合金标准

欧盟标准 EN1706:1998 欧盟压铸铝合金化学成分和力学性能表Tags: casting压铸金属发布:larry| 分类:压铸/Die-casting| 评论:0| 引用:0| 浏览:380压铸合金成分的变化对力学性能的影响中国铝业网作者:王益志发布日期:2008-9-4 点击次数:关键词:摘要试验分析了380压铸合金化学成分的不同配比对力学性能的影响。
结果表明高合金含量配制的380铝合金与低合金含量配制的380铝合金相比,前者抗拉强度、屈服强度及硬度高,而后者伸长率高,标准的380铝合金成分则在二者之间。
实际应用中,应根据零件对力学性能的具体要求合理选配。
关键词:380压铸合金化学成分力学性能自从有了冷室压铸机以来,铝合金在压铸工业中的推广应用为时已久。
80年代在美国的压铸件生产中,铝合金占80%。
随着时间的推移及生产发展的需要,纳入到压铸铝合金中的品种高达23种,但是最为典型的是40年代就被采用的380铝合金(类似GD-AlSi9Cu3)。
美国对于这种合金制订出三种标准,即380,A380及B380,这类合金典型的化学成分如表1[1]所示。
表1典型380铝压铸合金的化学成分Si Cu Fe Mn Mg Ni Zn Sn 其他总量Al 380 7.5 ~9.5 3.0 ~4.0 2.0 0.50 0.10 0.50 3.0 0.35 0.50 其余A380 7.5 ~9.5 3.0 ~4.0 1.3 0.50 0.10 0.50 3.0 0.35 0.50 其余B380 7.5 ~9.5 3.0 ~4.0 1.3 0.50 0.10 0.50 1.0 0.35 0.50 其余含铁量及含锌量的不同是这几种合金的主要区别。
380的含铁量为2%,可以在热室压铸机上生产。
A380及B380含铁量均为1.3%,只用于冷室压铸机。
这种合金在开始制订标准的时候,只有380及A380,其含锌量皆限于1%。
铝合金压铸的化学成分和力学性能表

铝合金压铸的化学成分和力学性能表1.引言铝合金压铸是一种常用的金属加工方式,广泛应用于汽车、电子产品、航空航天等领域。
本文将介绍铝合金压铸的化学成分和力学性能表,以帮助读者更好地了解铝合金压铸的性能。
2.化学成分表合金牌号 | 铝 (Al) | 硅 (Si) | 镁 (Mg) | 铜 (Cu) | 锌 (Zn) | 镉 (Cd) | 锰 (Mn) | 铝合金牌号适用范围 |ADC1 | 91.5% | 7.0% | 0.5% | -- | -- | -- | -- | 适用于按压铸造的零件 |ADC3 | 86.3% | 12.0% | 0.4% | 1.3% | -- | -- | -- | 适用于一般机械零件 |ADC6 | 91.0% | 7.5% | 0.4% | 1.0% | -- | -- | -- | 适用于强度和硬度要求较高的零件 |ADC10 | 85.0% | 12.0% | 0.4% | 1.6% | -- | -- | -- | 适用于要求较高强度和耐腐蚀性的零件 |ADC12 | 88.3% | 9.5% | 0.5% | 1.5% | -- | -- | -- | 适用于良好的流动性和耐蚀性要求的零件 |3.力学性能表以下数据是铝合金压铸件在室温下的典型力学性能,仅供参考。
合金牌号 | 屈服强度 (MPa) | 抗拉强度 (MPa) | 延伸率 (%) | 硬度(HB) |ADC1 | 80 | 130 | 4 | 40 |ADC3 | 120 | 180 | 3 | 60 |ADC6 | 125 | 190 | 2 | 70 |ADC10 | 135 | 200 | 1.5 | 80 |ADC12 | 140 | 210 | 1 | 90 |需要注意的是,上述数据是基于一般工艺条件和合金配方的典型结果,实际应用中可能会有差异。
具体的力学性能还受到材料处理和产品设计等多个因素的影响。
各国压铸铝合金标准对比
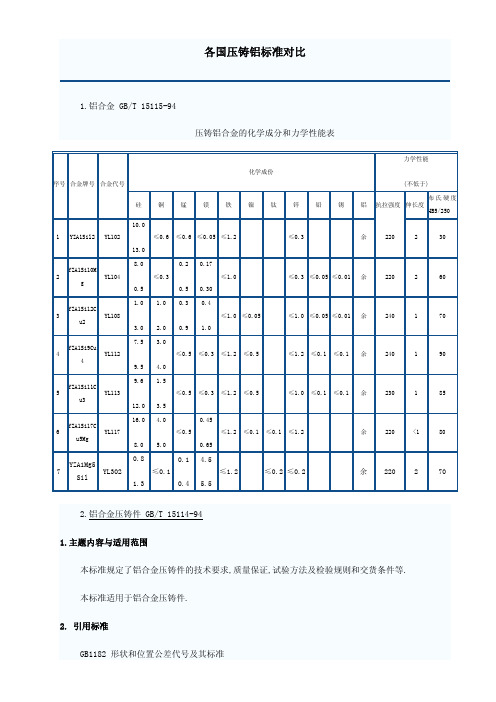
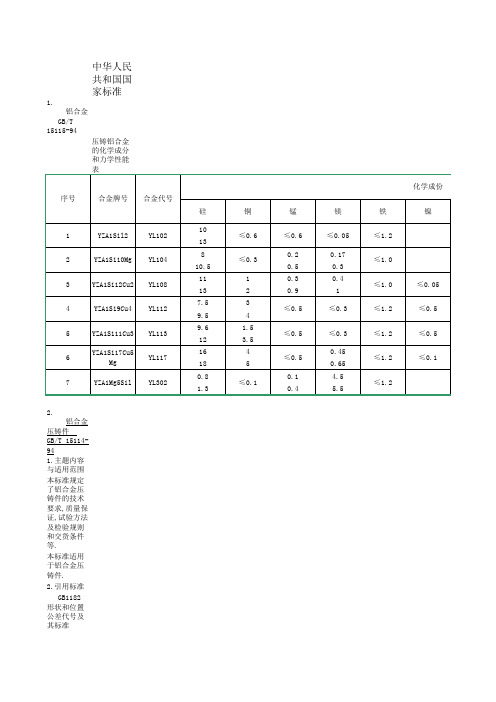
各国压铸铝标准对比1.铝合金 GB/T 15115-94压铸铝合金的化学成分和力学性能表化学成份力学性能(不低于)序号 合金牌号 合金代号硅 铜 锰 镁 铁 镍 钛 锌 铅 锡 铝 抗拉强度 伸长度布氏硬度HB5/2501 YZA1Sil2 YL10210.013.0≤0.6 ≤0.6 ≤0.05≤1.2≤0.3余 220 2 302YZA1Si10Mg YL1048.00.5≤0.30.20.50.170.30≤1.0≤0.3≤0.05≤0.01 余 220 2 603YZA1Si12Cu2 YL1081.03.01.02.00.30.90.41.0≤1.0≤0.05≤1.0≤0.05≤0.01 余 240 1 704YZA1Si9Cu4 YL1127.59.53.04.0≤0.5 ≤0.3≤1.2≤0.5≤1.2≤0.1≤0.1余 240 1 905YZA1Si11Cu3 YL1139.612.01.53.5≤0.5 ≤0.3≤1.2≤0.5≤1.0≤0.1≤0.1余 230 1 856YZA1Si17Cu5Mg YL11716.08.04.05.0≤0.50.450.65≤1.2≤0.1≤0.1≤1.2余 220 <1 807 YZA1Mg5SilYL3020.81.3≤0.10.10.44.55.5≤1.2≤0.2≤0.2余 220 2 702.铝合金压铸件 GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2. 引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块 铸造表面GB6060.4 表面粗糙度比较样块 抛光加工表面GB6060.5 表面粗糙度比较样块 抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3. 技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4. 质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5. 试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6. 压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.(待续)二. 日本工业标准 JIS H5302:2000日本压铸铝合金化学成分表JIS牌号ISO牌号 Cu Si Mg Zn Fe Mn Ni Sn Pb Ti Al ADC1 <1.0 11.0-13.0<0.3 <0.5<1.3<0.3 <0.5 <0.1 余量ADC1C A1-Sil2CuFe <1.2 11.0-13.5<0.3 <0.5<1.3<0.5 <0.3 <0.1 <0.2 <0.2余量ADC2 A1-Si12Fe <0.10 11.0-13.5<0.1 <0.1<1.3<0.5 <0.1 <0.05 <0.1 <0.2余量ADC3 <0.6 9.0-10.00.4-0.6<0.5<1.3<0.3 <0.5 <0.1 余量ADC5 <0.2 <0.3 4.0-8.5<0.1<1.8<0.3 <0.1 <0.1 余量ADC6 <0.1 <1.0 2.5-4.0<0.4<0.80.4-0.6<0.1 <0.1 余量ADC7 A1-Si5Fe <0.10 4.5-6.0 <0.1 <0.1<1.3<0.5 <0.1 <0.1 <0.1 <0.2余量ADC8 A1-Si6Cu4Fe 3.0-5.0 5.0-7.0 <0.3 <2.0<1.30.2-0.6<0.3 <0.1 <0.2 <0.2余量ADC10 2.0-4.0 7.5-9.5 <0.3 <1.0<1.3<0.5 <0.5 <0.2 余量ADC10Z 2.0-4.0 7.5-9.5 <0.3 <3.0<1.3<0.5 <0.5 <0.2 余量ADC11 A1-Si8Cu3Fe 2.5-4.0 7.5-9.5 <0.3 <1.2<1.3<0.6 <0.5 <0.2 <0.3 <0.2余量ADC12 1.5-3.5 9.6-12.0<0.3 <1.0<1.3<0.5 <0.5 <0.2 余量ADC12Z 1.5-3.5 9.6-12.0<0.3 <3.0<1.3<0.5 <0.5 <0.2 余量日本压铸铝合金机械性能表抗拉试验 硬度试验抗拉强度MPa 耐力MPa 延伸率% HB HRB牌号平均值 σ ASTM平均值σASTM平均值σASTM平均值σ ASTM 平均值σADC1 250 46 290 172 22130 1.7 0.6 3.5 71.2 3.5 72 36.2 5.5 ADC3 279 48 320 179 35170 2.7 1 3.5 71.4 1.8 76 36.7 2.2 ADC5 (213) 65 310 (145) 26190 5 (66.4) 2.4 74 (30.1) 3.7 ADC6 266 61 280 172 2364 3.210 64.7 2.3 67 27.3 3.9 ADC10 241 34 320 157 18160 1.5 0.5 3.5 73.6 2.4 83 39.4 3 ADC12 228 41 310 154 14150 1.4 0.8 3.5 74.1 1.5 86 40 1.8 ADC14 193 28 320 188 31250 0.5 0.1<1 76.8 1.7 108 43.1 2.1三.美国标准 ASTM B85-96美国压铸铝合金化学成分表合金牌号 成 分ANSI ASTM UNS Si Fe Cu Mn Mg Ni Zn Sn Ti 除铝以外的其他成分(总量)铝AI360.0 SG100B A03600 9.0-10.0 2.0 0.6 0.35 0.40-0.600.500.500.15 0.25 余量A360.0 SG100A A13600 9.0-10.0 1.3 0.6 0.35 0.40-0.600.500.500.15 0.25 余量380.0 SC84B A03800 7.5-9.5 2.0 3.0-4.00.50 0.10 0.50 3.00.35 0.50 余量A380.0E SC84A A13800 7.5-9.5 1.3 3.0-4.00.50 0.10 0.50 3.00.35 0.50 余量383.0E SC102A A03830 9.5-11.5 1.3 2.0-3.00.50 0.10 0.30 3.00.15 0.50 余量384.0E SC114A A03840 10.5-12.0 1.3 3.0-4.50.50 0.10 0.50 3.00.35 0.50 余量390.0 SC174A A03900 16.0-18.0 1.3 4.0-5.00.10 0.45-0.650.100.20 0.20 余量B390.0 SC174B A23900 16.0-18.0 1.3 4.0-5.00.50 0.45-0.650.10 1.50.10 0.20 余量392.0 S19 A03920 18.0-20.0 1.5 0.40-0.800.20-0.600.80-1.200.500.500.30 0.20 0.50 余量413.0 S12B A04130 11.0-13.0 2.0 1.0 0.35 0.10 0.500.500.15 0.25 余量A413.0 S12A A14130 11.0-13.0 1.3 1.0 0.35 0.10 0.500.500.15 0.25 余量C433.0 S5C A34430 4.5-6.0 2.0 0.6 0.35 0.10 0.500.500.15 0.25 余量518.0 G8A A05180 0.35 1.8 0.25 0.35 7.5-8.50.150.150.25 0.25 余量四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表合金牌号 化学成分代号 Si Fe Cu Mn Mg Ni Zn Pb Sn Ti 抗拉强度Mpa最小屈服强度Mpa最小伸长率%最小布氏硬度HB最小ENAC-434009.011.0 0.450.90.08 0.550.200.500.150.150.150.050.15 240 140 1 70ENAC-4430010.513.5 0.450.90.08 0.55 0.150.15 240 130 1 60ENAC-444008.011.00.55 0.08 0.50 0.100.050.150.050.050.15 240 120 2 55ENAC-460008.011.0 0.61.12.04.00.550.150.550.55 1.20.350.250.2 240 140 1 80ENAC-4610010.012.0 0.451.01.52.50.55 0.300.45 1.70.250.250.2 240 140 1 80ENAC-462007.59.5 0.82.03.50.150.650.150.550.35 1.20.250.150.2 240 140 1 80ENAC-465008.011.0 0.61.22.04.00.550.150.550.55 3.00.350.250.20 240 140 <1 0ENAC-4710010.513.5 0.61.10.71.20.55 0.350.300.550.200.100.15 240 140 1 0ENAC-51200 2.50.450.9 0.10 0.558.010.50.100.250.100.100.15 200 130 1 0国内外主要压铸AI合金化学成分表合金 系列 国别 合金牌号 W B/% 标准规范SiCu Mg Fe Al中国 YL102 10.0-13.0<0.6 <0.05 <1.2 GB/T15115-94 日本ADC1 11.0-13.0<1.0 <0.30 <1.2 JISH5302-82美国 413 11.0-13.0<1.0 <0.35 <2.0 ASTMB85-82 俄罗斯 AJ12 10.0-13.0<0.6 <0.10 <1.5 TOCT2685-82 AI-Si 系德国 AlSil2 11.0-13.5<0.10 <0.05 <1.0 余量DIN1725 中国 YL104 8.0-10.5 <0.30 0.17-0.30<1.0 GB/T15115-94 日本ADC3 9.0-10.0 <0.60 0.40-0.60<1.3 JISH5302-82美国 360 9.0-10.0 <0.60 0.40-0.60<2.0 ASTMB85-82 俄罗斯 AJl48.0-10.5<0.10 0.17-0.30<1.0 TOCT2685-82 AI-Si-Mg 系德国 AlSil0Mg 9.0-11.0 <0.10 0.20-0.50<1.0 余量DIN1725 YL112 7.5-9.5 3.0-4.0 <0.30 <1.2 中国YL113 9.6-12.0 1.5-3.5 <0.30 <1.2 GB/T15115-94ADC10 7.5-9.5 2.0-4.0 <0.30 <1.3 日本ADC12 9.6-12.0 1.5-3.5 <0.30 <1.3 JISH5302-82380 7.5-9.5 3.0-4.0 <0.10 <1.3 美国 383 9.5-11.5 2.0-3.0 <0.10 <1.3 ASTMB85-82 俄罗斯 AJl64.5-6.02.0-3.0 <0.10 <1.5 TOCT2685-82 AI-Si-Cu 系德国 AlSi8Cu3 7.5-9.5 2.0-3.5 <0.30 <1.3 余量DIN1725 中国YL302 0.80-1.30<0.10 4.5-5.5 <1.2 GB/T15115-94日本 ADC5 <0.30 <0.20 4.0-8.5 <1.8 JISH5302-82 美国 518 <0.35 <0.25 7.5-8.5 <1.8 ASTMB85-82 AI-Mg 系德国AlMg9<0.50<0.057.0-10.0<1.0余量DIN1725。
ZL111基本知识

ZL111基本知识ZL111铝合⾦介绍材料名称:ZAlSi9Cu2Mg 合⾦代号:ZL111标准:GB/T 1173-1995特性及适⽤范围:可热处理强化,在铸态及热处理后具有优良的室温⼒学性能,其⾼温⼒学性能也很⾼。
该合⾦的铸造性能优良,⽆热裂倾向,线收缩⼩,⽓密性⾼。
其切削加⼯性和焊接性均较好,但耐蚀性较差。
化学成分化学成份:硅 Si :8.0-10.0铜 Cu:1.3-1.8锰 Mn:0.10-0.35镁+锌 Mg+Zn:0.4-0.6钛 Ti:0.10-0.35铝 Al :余量铁(砂型铸造): 0.000~ 0.400铁(⾦属型铸造): 0.000~ 0.400锌 Zn:≤0.1(杂质)锡 Sn :≤0.01(杂质)铅 Pb:≤0.05(杂质)注:杂质总和:(砂型铸造)≤1.0;(⾦属型铸造)≤1.0⼒学性能⼒学性能:抗拉强度σb (MPa):≥255伸长率δ5 (%):≥1.5硬度:≥90(5/250/30)HB热处理规范:淬⽕:分级加热:490±5℃,4h;再500±5℃,4h;再510±5℃,8h ,60~100℃⽔冷。
退⽕、时效或回⽕:175±5℃,6h 空冷。
铸造⽅法:砂型铸造加变质处理(T6态.SB)压铸铝合⾦对照热处理及⼒学性能对照表压铸铝合⾦的牌号关键字:转载请注明来源:中铝⽹压铸铝合⾦的牌号及化学成分(GB/T15115—1994)牌号代号主要化学成分(质量分数),%Si(硅) Cu(铜) Mn(锰) Mg(镁) Fe(铁) Zn(锌) Al(铝) YZAlSi12 YL102 10.0~13.0≤0.6≤0.6≤0.05≤1.2≤0.3余量YZAlSi10Mg YL104 8.0~10.50.17~0.30≤1.0≤0.3余量YZAlSi12Cu2 YL108 11.0~13.01.0~2.0 0.3~0.9 0.4~1.0 ≤1.0≤1.0余量YZAlSi9Cu4 YL112 7.5~9.5 3.0~4.0 ≤0.5≤0.3≤1.2≤1.2余量YZAlSi11Cu3 YL113 9.6~12.01.5~3.5 ≤0.5≤0.3≤1.2≤1.0余量YZAlSi17Cu5Mg Y L117 16.0~18.04.0~5.0 ≤0.50.45~0.65≤1.2≤1.2余量YZAlMg5Si1 YL302 0.8~1.3 ≤0.10.1~0.4 4.5~5.5 ≤1.2≤0.2余量铸造铝合⾦牌号及化学成分(摘⾃GB/T1173—1995)合⾦牌号合⾦代号主要元素(质量分数)(%)Si Cu Mg Zn Mn Ti 其他AlZAlSi7Mg ZL101 6.5~7.5 0.25~0.45余量ZAlSi7MgA ZL101A 6.5~7.5 0.25~0.450.08~0.20余量ZAlSi12 ZL102 10.0~13.0余量ZAlSi9Mg ZL104 8.0~10.5 0.17~0.35ZAlSi5Cu1Mg ZL105 4.5~5.5 1.0~1.5 0.4~0.6 余量ZAlSi5Cu1MgA ZL105A 4.5~5.5 1.0~1.5 0.4~0.55 余量ZAlSi8Cu1Mg ZL106 7.5~8.5 1.0~1.5 0.3~0.5 0.3~0.5 0.10~0.25余量ZAlSi7Cu4 ZL107 6.5~7.5 3.5~4.5 余量ZAlSi12Cu2Mg1 ZL108 11.0~13.01.0~2.0 0.4~1.0 0.3~0.9 余量ZAlSi12Cu1Mg1Ni1 Z L109 11.0~13.00.5~1.5 0.8~1.3 Ni0.8~1.5 余量ZAlSi5Cu6Mg ZL110 4.0~6.0 5.0~8.0 0.2~0.5 余量ZAlSi9Cu2Mg ZL111 8.0~10.0 1.3~1.8 0.4~0.60.10~0.350.10~0.35余量ZAlSi7Mg1A ZL114A 6.5~7.5 0.45~0.600.10~0.20 Be0.04~0.07余量ZAlSi5Zn1Mg ZL115 4.8~6.2 0.4~0.65 1.2~1.8 Sb0.1~0.25 余量 ZAlSi8MgBe ZL116 6.5~8.5 0.35~0.55 0.10~0.30 Be0.15~0.40 余量 ZAlCu5Mn ZL2014.5~5.3 0.6~1.0 0.15~0.35 余量 ZAlCu5MnA ZL201A 4.8~5.3 0.6~1.0 0.15~0.35 余量 ZAlCu4 ZL2034.0~5.0 余量 ZAlCu5MnCdAZL204A4.6~5.30.6~0.90.15~0.35Cd0.15~0.25 余量ZAlCu5MnCdVA ZL205A 4.6~5.3 0.3~0.50.15~0.35Cd0.15~0.25V0.05~0.3Zr0.05~0.2 B0.005~0.06余量ZAlRE5Cu3Si2 ZL207 1.6~2.0 3.0~3.40.15~0.250.9~1.2 Ni0.2~0.3Zr0.15~0.25 RE4.4~5.0 余量 ZAlMg10 ZL301 9.5~11.0 余量 ZAlMg5Si1 ZL303 0.8~1.3 4.5~5.50.1~0.4余量ZAlMg8Zn1 ZL3057.5~9.0 1.0~1.50.1~0.2 Be0.03~0.1 余量 ZAlZn11Si7 ZL401 6.0~8.0 0.1~0.3 9.0~13.0余量ZAlZn6MgZL4020.5~0.65 5.0~6.50.15~0.25Cr0.4~0.6 余量铸造铝合⾦热处理⼯艺规范(摘⾃GB/T1173—1995) 合⾦牌号合⾦代号合⾦状态固溶处理时效温度/℃时间/h 温度/℃时间/h ZAlSi7MgAZL101AT4535±5 6~12T5 535±5 6~12 室温再155±5 不少于8 2~12 T6535±5 6~12 室温再180±5 不少于8 3~8 ZAlSi5Cu1MgA ZL105A T5 525±5 4~12 160±5 3~5 ZAlSi7Mg1A ZL114A T5 535±5 10~14室温再160±5不少于8 4~8 ZAlSi5Zn1MgZL115T4 540±5 10~12T5540±510~12 150±53~5ZAlSi8MgBe ZL116 T4 535±5 10~14T5 535±5 10~14 175±5 6ZAlCu5MnA ZL201A T5 535±5再545±57~97~9160±5 6~9ZAlCu5MnCdA ZL204A T5 530±5再540±599175±5 3~5ZAlCu5MnCdVA ZL205A T5 538±5 10~18 155±5 8~10 T6 538±5 10~18 175±5 4~5 T7 538±5 10~18 190±5 2~4 ZAlRE5Cu3Si2 ZL207 T1 200±5 5~10ZAlMg8Zn1 ZL305 T4 435±5再490±58~106~8铸造铝合⾦⼒学性能(摘⾃GB/T1173—1995)S——砂型铸造; J——⾦属型铸造R——熔模铸造K——壳型铸造B——变质处理(表⼀)合⾦牌号合⾦代号铸造⽅法合⾦状态⼒学性能,≥抗拉强度σb/MPa伸长率δ5(%)布⽒硬度(HBS)(5/250/30)ZAlSi7Mg ZL101 S、R、J、K F 155 2 50 S、R、J、K T2 135 2 45 JB T4 185 4 50 S、R、K T4 175 4 50 J、JB T5 205 2 60 S、R、K T5 195 2 60 SB、RB、KB T5 195 2 60 SB、RB、KB T6 225 1 70 SB、RB、KB T7 195 2 60 SB、RB、KB T8 155 3 55ZAlSi7MgA ZL101A S、R、K T4 195 5 60 J、JB T4 225 5 60 S、R、K T5 235 4 70 SB、RB、KB T5 235 4 70 JB、J T5 265 4 70 SB、RB、KB T6 275 2 80 JB、J T6 295 3 80ZAlSi12 ZL102 SB、JB、RB、KNF 145 4 50 J F 155 2 50 SB、JB、RB、KBT2 135 4 50 J T2 145 3 50ZAlSi9Mg ZL104 S、J、R、K F 145 4 50 J T1 155 2 50SB、RB、KB T6 135 4 50 J、JB T6 145 3 50ZAlSi5Cu1Mg ZL105 S、J、R、K T1 155 0.5 65 S、R、K T5 195 1 70 J T5 235 0.5 70 S、R、K T6 225 0.5 70 S、J、R、K T7 175 1 65ZAlSi5Cu1MgA Z L105A SB、R、K T5 275 1 80 J、JB T5 295 2 80(表⼆)合⾦牌号合⾦代号铸造⽅法合⾦状态⼒学性能,≥抗拉强度σb/MPa伸长率δ5(%)布⽒硬度(HBS)(5/250/30)ZAlSi8Cu1Mg ZL106 SB F 175 1 70 JB T1 195 1.5 70 SB T5 235 2 60 JB T5 255 2 70 SB T6 245 1 80 JB T6 265 2 70 SB T7 225 2 60 J T7 245 2 60ZAlSi7Cu4 ZL107 SB F 165 2 65 SB T6 245 2 90 J F 195 2 70 J T6 275 2.5 100ZAlSi12Cu2Mg1 ZL108 J T1 195 —85 J T6 255 —90ZAlSi12Cu1Mg1Ni1 Z L109 J T1 195 0.5 90 J T6 245 —100ZAlSi5Cu6Mg ZL110 S F 125 —80 J F 155 —80 S T1 145 —80 J T1 165 —90ZAlSi9Cu2Mg ZL111 J F 205 1.5 80 SB T6 255 1.5 90 J、JB T6 315 2 100ZAlSi7Mg1A ZL114A SB T5 290 2 85 J、JB T5 310 3 90ZAlSi5Zn1Mg ZL115 S T4 225 4 70 J T4 275 6 80 S T5 275 3.5 90 J T5 315 5 100(表三)合⾦牌号合⾦代铸造⽅法合⾦状⼒学性能,≥号态抗拉强度σb/MPa 伸长率δ5(%)布⽒硬度(HBS)(5/250/30)ZAlSi8MgBe ZL116 S T4 225 4 70 J T4 275 6 80 S T5 295 2 85 J T5 335 4 90ZAlCu5Mn ZL201 S、J、R、KT4 295 8 70 S、J、R、KT5 335 4 90 S T7 315 2 80ZAlCu5MnA ZL201A S、J、R、KT5 390 8 100ZAlCu4 ZL203 S、R、K T4 195 6 60 J T4 205 6 60 S、R、K T5 215 3 70 J T5 225 3 70 ZAlCu5MnCdA ZL204A S T5 440 4 100ZAlCu5MnCdVA Z L205A S T5 440 7 100 S T6 470 3 120 S T7 460 2 110ZAlRE5Cu3Si2 ZL207 S T1 165 —75 J T1 175 —75ZAlMg10 ZL301 S、J、R T4 280 10 60ZAlMg5Si1 ZL303 S、J、R、KF 145 1 55ZAlMg8Zn1 ZL305 S T4 290 8 90ZAlZn11Si7 ZL401 S、R、K T1 195 2 80 J T1 245 1.5 90ZAlZn6Mg ZL402 J T1 235 4 70 S T1 215 4 65压铸铝合⾦的⼒学性能(GB/T15115—1994)牌号代号抗拉强度σb/MPa伸长率δ5(%)(L0=50)布⽒硬度HBS5/250/30YZAlSi12 YL102 ≥220≥2≥60 YZAlSi10Mg YL104 ≥220≥2≥70 YZAlSi12Cu2 YL108 ≥240≥1≥90 YZAlSi9Cu4 YL112≥240≥1≥85 YZAlSi11Cu3 YL113 ≥230≥1≥80 YZAlSi17Cu5Mg YL117 ≥220<1 —YZAlMg5Si1 YL302 ≥220≥2≥70铸造铝合⾦低温⼒学性能合⾦代号状态试验温度抗拉强度屈服强度伸长率冲击韧度/℃/MPa /MPa (%) /J·cm-2ZL101 T5-70 189 133 3.7 4.0-196 223 157 2.8 3.6 T6-70 231 215 1.3 2.4-196 257 231 0.9 2.3ZL102 铸态-40 190 —9 6.0 -70 200 —8 5.0ZL104 T6 -40 280 — 3.5 2.5 -70 290 — 2.8 2.5 -196 330 — 2.5 2.5ZL201 T4-40 280 — 6.5 —-70 280 — 6.5 —T5 -50 300 — 5 —ZL301 T4 -70 298 212 7.7 7.0 -196 247 233 1.2 2.3ZL402 ⾃然时效-70 270 — 5 —铸造铝合⾦物理性能合⾦代号密度ρ/g·cm-3熔化温度范围/℃20~100℃时平均线膨胀系数α/µm·(m·K)-1100℃时⽐热容с/J·(kg·K)-125℃时热导率λ/W·(m·K)-120℃时电导率κ(%IACS)20℃时电阻率ρ/nΩ·mZL101 2.66 577~620 23.0 879 151 36 45.7 ZL101A 2.68 557~613 21.4 963 150 36 44.2 ZL102 2.65 577~600 21.1 837 155 40 54.8 ZL104 2.65 569~601 21.7 753 147 37 46.8 ZL105 2.68 570~627 23.0 837 159 36 46.2 ZL106 2.73 —21.4 963 100.5 ——ZL108 2.68 ———117.2 ——ZL109 2.68 —19 963 117.2 29 59.4 ZL111 2.69 —18.9 ————ZL201 2.78 547.5~650 19.5 837 113 —59.5 ZL201A 2.83 547.5~650 22.6 833 105 —52.2 Zl202 2.91 —22.0 963 134 34 52.2 ZL203 2.80 —23.0 837 154 35 43.3 ZL204A 2.81 544~650 22.03 ————ZL205A 2.82 544~633 21.9 888 113 ——Zl206 2.90 542~631 20.6 —155 —64.5 ZL207 2.83 603~637 23.6 —96.3 —53 Zl208 2.77 545~642 22.5 —155 —46.5 ZL301 2.55 —24.5 1047 92.1 21 91.2压铸铝合⾦的牌号关键字:转载请注明来源:中铝⽹压铸铝合⾦的牌号及化学成分(GB/T15115—1994)牌号代号主要化学成分(质量分数),%Si(硅) Cu(铜) Mn(锰) Mg(镁) Fe(铁) Zn(锌) Al(铝) YZAlSi12 YL102 10.0~13.0≤0.6≤0.6≤0.05≤1.2≤0.3余量YZAlSi10Mg YL104 8.0~0.17~0.30≤1.0≤0.3余量YZAlSi12Cu2 YL108 11.0~13.01.0~2.0 0.3~0.9 0.4~1.0 ≤1.0≤1.0余量YZAlSi9Cu4 YL112 7.5~9.5 3.0~4.0 ≤0.5≤0.3≤1.2≤1.2余量YZAlSi11Cu3 YL113 9.6~12.01.5~3.5 ≤0.5≤0.3≤1.2≤1.0余量YZAlSi17Cu5Mg Y L117 16.0~18.04.0~5.0 ≤0.50.45~0.65≤1.2≤1.2余量YZAlMg5Si1 YL302 0.8~1.3 ≤0.10.1~0.4 4.5~5.5 ≤1.2≤0.2余量铸造铝合⾦牌号及化学成分(摘⾃GB/T1173—1995)合⾦牌号合⾦代号主要元素(质量分数)(%)Si Cu Mg Zn Mn Ti 其他AlZAlSi7Mg ZL101 6.5~7.5 0.25~0.45余量ZAlSi7MgA ZL101A 6.5~7.5 0.25~0.450.08~0.20余量ZAlSi12 ZL102 10.0~13.0余量ZAlSi9Mg ZL104 8.0~10.5 0.17~ZAlSi5Cu1Mg ZL105 4.5~5.5 1.0~1.5 0.4~0.6 余量ZAlSi5Cu1MgA ZL105A 4.5~5.5 1.0~1.5 0.4~0.55 余量ZAlSi8Cu1Mg ZL106 7.5~8.5 1.0~1.5 0.3~0.5 0.3~0.5 0.10~0.25余量ZAlSi7Cu4 ZL107 6.5~7.5 3.5~4.5 余量ZAlSi12Cu2Mg1 ZL108 11.0~13.01.0~2.0 0.4~1.0 0.3~0.9 余量ZAlSi12Cu1Mg1Ni1 Z L109 11.0~13.00.5~1.5 0.8~1.3 Ni0.8~1.5 余量ZAlSi5Cu6Mg ZL110 4.0~6.0 5.0~8.0 0.2~0.5 余量ZAlSi9Cu2Mg ZL111 8.0~10.0 1.3~1.8 0.4~0.6 0.10~0.350.10~0.35余量ZAlSi7Mg1A ZL114A 6.5~7.5 0.45~0.600.10~0.20 Be0.04~0.07余量ZAlSi5Zn1Mg ZL115 4.8~6.2 0.4~0.65 1.2~1.8 Sb0.1~0.25 余量 ZAlSi8MgBe ZL116 6.5~8.5 0.35~0.550.10~0.30 Be0.15~0.40 余量ZAlCu5Mn ZL2014.5~5.3 0.6~1.0 0.15~0.35 余量 ZAlCu5MnA ZL201A 4.8~5.3 0.6~1.0 0.15~0.35 余量 ZAlCu4 ZL2034.0~5.0 余量 ZAlCu5MnCdAZL204A4.6~5.30.6~0.90.15~0.35Cd0.15~0.25 余量ZAlCu5MnCdVA ZL205A 4.6~5.3 0.3~0.50.15~0.35 Cd0.15~0.25V0.05~0.3Zr0.05~0.2 B0.005~0.06余量ZAlRE5Cu3Si2 ZL207 1.6~2.0 3.0~3.40.15~0.250.9~1.2Ni0.2~0.3Zr0.15~0.25 RE4.4~5.0余量 ZAlMg10 ZL301 9.5~11.0 余量ZAlMg5Si1 ZL303 0.8~1.3 4.5~5.5 0.1~0.4 余量 ZAlMg8Zn1 ZL305 7.5~9.0 1.0~1.5 0.1~0.2 Be0.03~0.1 余量 ZAlZn11Si7 ZL401 6.0~8.0 0.1~0.3 9.0~13.0余量ZAlZn6MgZL4020.5~0.65 5.0~6.50.15~0.25Cr0.4~0.6 余量铸造铝合⾦热处理⼯艺规范(摘⾃GB/T1173—1995) 合⾦牌号合⾦代号合⾦状态固溶处理时效温度/℃时间/h 温度/℃时间/h ZAlSi7MgAZL101AT4535±5 6~12T5 535±5 6~12 室温再155±5 不少于8 2~12 T6535±5 6~12 室温再180±5 不少于8 3~8 ZAlSi5Cu1MgA ZL105A T5 525±5 4~12 160±5 3~5 ZAlSi7Mg1A ZL114A T5 535±5 10~14室温再160±5不少于8 4~8 ZAlSi5Zn1Mg ZL115 T4 540±5 10~12 T5 540±5 10~12 150±5 3~5 ZAlSi8MgBeZL116T4 535±5 10~14T5535±510~14 175±56ZAlCu5MnA ZL201A T5 535±5再545±57~97~9160±5 6~9ZAlCu5MnCdA ZL204A T5 530±5再540±599175±5 3~5ZAlCu5MnCdVA ZL205A T5 538±5 10~18 155±5 8~10 T6 538±5 10~18 175±5 4~5 T7 538±5 10~18 190±5 2~4 ZAlRE5Cu3Si2 ZL207 T1 200±5 5~10ZAlMg8Zn1 ZL305 T4 435±5再490±58~106~8铸造铝合⾦⼒学性能(摘⾃GB/T1173—1995)S——砂型铸造; J——⾦属型铸造R——熔模铸造K——壳型铸造B——变质处理(表⼀)合⾦牌号合⾦代号铸造⽅法合⾦状态⼒学性能,≥抗拉强度σb/MPa伸长率δ5(%)布⽒硬度(HBS)(5/250/30)ZAlSi7Mg ZL101 S、R、J、K F 155 2 50 S、R、J、K T2 135 2 45 JB T4 185 4 50 S、R、K T4 175 4 50 J、JB T5 205 2 60 S、R、K T5 195 2 60 SB、RB、KB T5 195 2 60 SB、RB、KB T6 225 1 70 SB、RB、KB T7 195 2 60 SB、RB、KB T8 155 3 55ZAlSi7MgA ZL101A S、R、K T4 195 5 60 J、JB T4 225 5 60 S、R、K T5 235 4 70 SB、RB、KB T5 235 4 70 JB、J T5 265 4 70 SB、RB、KB T6 275 2 80 JB、J T6 295 3 80ZAlSi12 ZL102 SB、JB、RB、KNF 145 4 50 J F 155 2 50 SB、JB、RB、KBT2 135 4 50 J T2 145 3 50ZAlSi9Mg ZL104 S、J、R、K F 145 4 50 J T1 155 2 50 SB、RB、KB T6 135 4 50 J、JB T6 145 3 50ZAlSi5Cu1Mg ZL105 S、J、R、K T1 155 0.5 65 S、R、K T5 195 1 70 J T5 235 0.5 70 S、R、K T6 225 0.5 70 S、J、R、K T7 175 1 65ZAlSi5Cu1MgA Z L105A SB、R、K T5 275 1 80 J、JB T5 295 2 80(表⼆)合⾦牌号合⾦代号铸造⽅法合⾦状态⼒学性能,≥抗拉强度σb/MPa伸长率δ5(%)布⽒硬度(HBS)(5/250/30)ZAlSi8Cu1Mg ZL106 SB F 175 1 70 JB T1 195 1.5 70 SB T5 235 2 60 JB T5 255 2 70 SB T6 245 1 80 JB T6 265 2 70 SB T7 225 2 60 J T7 245 2 60ZAlSi7Cu4 ZL107 SB F 165 2 65 SB T6 245 2 90 J F 195 2 70 J T6 275 2.5 100ZAlSi12Cu2Mg1 ZL108 J T1 195 —85 J T6 255 —90ZAlSi12Cu1Mg1Ni1 Z L109 J T1 195 0.5 90 J T6 245 —100ZAlSi5Cu6Mg ZL110 S F 125 —80 J F 155 —80 S T1 145 —80 J T1 165 —90ZAlSi9Cu2Mg ZL111 J F 205 1.5 80 SB T6 255 1.5 90 J、JB T6 315 2 100ZAlSi7Mg1A ZL114A SB T5 290 2 85 J、JB T5 310 3 90ZAlSi5Zn1Mg ZL115 S T4 225 4 70 J T4 275 6 80 S T5 275 3.5 90 J T5 315 5 100(表三)合⾦牌号合⾦代号铸造⽅法合⾦状态⼒学性能,≥抗拉强度σb/MPa伸长率δ5(%)布⽒硬度(HBS)(5/250/30)ZAlSi8MgBe ZL116 S T4 225 4 70 J T4 275 6 80 S T5 295 2 85 J T5 335 4 90ZAlCu5Mn ZL201 S、J、R、KT4 295 8 70 S、J、R、KT5 335 4 90 S T7 315 2 80ZAlCu5MnA ZL201A S、J、R、KT5 390 8 100ZAlCu4 ZL203 S、R、K T4 195 6 60 J T4 205 6 60 S、R、K T5 215 3 70 J T5 225 3 70 ZAlCu5MnCdA ZL204A S T5 440 4 100ZAlCu5MnCdVA Z L205A S T5 440 7 100 S T6 470 3 120 S T7 460 2 110ZAlRE5Cu3Si2 ZL207 S T1 165 —75 J T1 175 —75ZAlMg10 ZL301 S、J、R T4 280 10 60ZAlMg5Si1 ZL303 S、J、R、KF 145 1 55ZAlMg8Zn1 ZL305 S T4 290 8 90ZAlZn11Si7 ZL401 S、R、K T1 195 2 80 J T1 245 1.5 90ZAlZn6Mg ZL402 J T1 235 4 70 S T1 215 4 65压铸铝合⾦的⼒学性能(GB/T15115—1994)牌号代号抗拉强度σb/MPa伸长率δ5(%)(L0=50)布⽒硬度HBS5/250/30YZAlSi12 YL102 ≥220≥2≥60 YZAlSi10Mg YL104 ≥220≥2≥70 YZAlSi12Cu2 YL108 ≥240≥1≥90 YZAlSi9Cu4 YL112≥240≥1≥85 YZAlSi11Cu3 YL113 ≥230≥1≥80 YZAlSi17Cu5Mg YL117 ≥220<1 —YZAlMg5Si1 YL302 ≥220≥2≥70铸造铝合⾦低温⼒学性能合⾦代号状态试验温度/℃抗拉强度/MPa屈服强度/MPa伸长率(%)冲击韧度/J·cm-2ZL101 T5 -70 189 133 3.7 4.0-196223 157 2.8 3.6 T6-70 231 215 1.3 2.4 -196 257 231 0.9 2.3 ZL102铸态-40 190 — 9 6.0 -70 200 — 8 5.0 ZL104 T6-40 280 — 3.5 2.5 -70 290 — 2.8 2.5 -196 330 — 2.5 2.5 ZL201T4 -40 280 — 6.5 — -70 280 — 6.5 — T5-50 300 — 5 — ZL301 T4 -70 298 212 7.7 7.0 -196 247 233 1.2 2.3 ZL402⾃然时效-70270—5—铸造铝合⾦物理性能合⾦代号密度ρ /g·cm-3熔化温度范围 /℃ 20~100℃时平均线膨胀系数α /µm·(m·K)-1 100℃时⽐热容с /J·(kg·K)-1 25℃时热导率λ /W·(m·K)-1 20℃时电导率κ (%IACS) 20℃时电阻率ρ/nΩ·mZL101 2.66 577~620 23.0 879 151 36 45.7 ZL101A 2.68 557~613 21.4 963 150 36 44.2 ZL102 2.65 577~600 21.1 837 155 40 54.8 ZL104 2.65 569~601 21.7 753 147 37 46.8 ZL105 2.68 570~627 23.0 837 159 36 46.2 ZL1062.73— 21.4 963 100.5 — — ZL108 2.68 — — — 117.2 — — ZL109 2.68 —19963 117.2 29 59.4 ZL111 2.69 — 18.9 — — — — ZL201 2.78 547.5~650 19.5 837 113 — 59.5 ZL201A 2.83 547.5~65022.6 833 105 — 52.2 Zl202 2.91 — 22.0 963 134 34 52.2 ZL203 2.80 —23.0837 154 35 43.3 ZL204A 2.81 544~650 22.03 — — — — ZL205A 2.82 544~633 21.9 888 113 — — Zl206 2.90 542~631 20.6 — 155 — 64.5 ZL207 2.83 603~637 23.6 — 96.3 — 53 Zl2082.77545~642 22.5 — 155 — 46.5 ZL301 2.55 —24.5104792.12191.2。
几种铸造铝合金的铸造性能及力学性能分析

就传统制造行业来说,普遍用到的铸造铝合金分为两大类。
一类是铝硅合金(如ZL101),可使用热处理强化后提高强度,延伸塑性[1]。
该合金的铸造性能优良,流动性好,较小的线收缩率,较低的热裂倾向,较高的气密性,但有产生缩孔的隐患,广泛应用于我国船舰雷达天线底座、泵外壳、齿轮箱、仪表壳等地方。
铝硅合金对海水腐蚀抗性较差,即便涂了防腐漆,也容易产生不规律的点片腐蚀。
另一类则是铝镁合金(如ZL301)对海水具有较强的抗腐蚀性能,铸造性能相对较差,且存在应力腐蚀倾向。
这两类铸造铝合金均不能满足舰船某些构件的应用需要。
因此,研制一种新型铸造铝合金,使其铸造工艺性能、力学性能及耐蚀性(包括抗应力腐蚀性能)等综合性能良好,满足舰船用铸造合金的要求,具有重大的国防意义[2]。
1 试验试验材料为A(ZL101,Al-7.1%Si-0.3%Mg)、B(ZL301,Al-10.0%Mg-0.09%Ti)及新近研制开发的低镁低硅铝合金C(Al-2.5%Si-2.1%Mg-0.8%Mn-0.2%Cr),均为砂型铸造[3],分别通过细砂铸件铸造铝合金板试验,浇注温度为750℃。
浇注前,在650℃熔融金属液脱气30min,遵循T4热处理原则对铝合金板进行热处理工艺;再将铸造铝合金板制成可供拉伸的初品,并严格按照国际标准加工成拉伸样本。
拉伸试验是在室温环境下进行,加载速率0.008s-1,使用引伸计测得屈服强度、断裂强度、延伸率。
然后,采用TESCANVEGA2扫描电镜观察拉伸试样断口的形貌,均匀地将环氧树脂涂抹于拉伸断口,起到保护作用。
利用线切割将铸造A356-T6合金板切割成1mm厚的薄片,用粗细不同的金相砂纸对薄片进行抛光,使试样两面成镜面状,待薄片厚度降低到60μm左右后,再用2.5µm的金相液进行双喷,最后用0.5%的氢氟酸溶液腐蚀制备出可以透射电子显微镜的试样[4]。
置于JEM-200CX型透射电子显微镜下分别观察3种合金的断口纵剖面的组织形貌。
压铸铝合金各国牌号
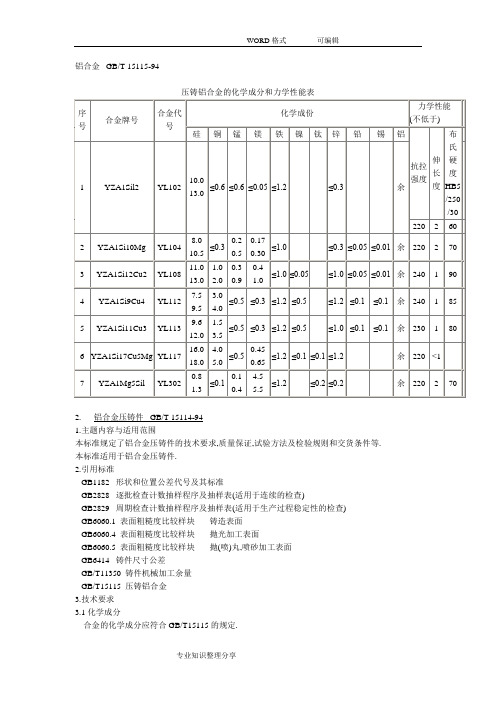
铝合金GB/T 15115-94压铸铝合金的化学成分和力学性能表2. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.(待续)二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表日本压铸铝合金机械性能表三.美国标准ASTM B85-96美国压铸铝合金化学成分表四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表国内外主要压铸AI合金化学成分表二、常用压铸铝合金的主要分类及成分构成:常用的压铸铝合金,主要可以分为三大类;一是铝硅合金,主要包含YL102(ADC1、A413.0等)、YL104(ADC3、A360);二是铝硅铜合金,主要包含YL112(A380、ADC10等)、YL113(3830)、YL117(B390、ADC14)ADC12等;三是铝镁合金,主要包含302(5180、ADC5、)ADC6等。
铸造铝合金的性能定性分析
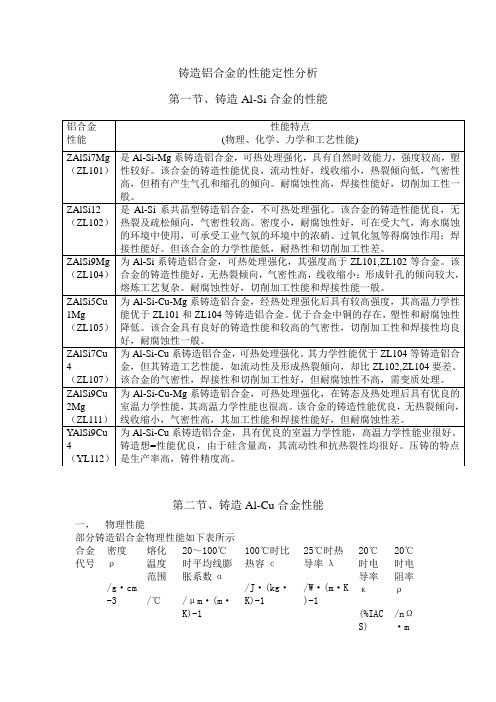
铸造铝合金的性能定性分析第一节、铸造Al-Si合金的性能第二节、铸造Al-Cu合金性能一,物理性能部分铸造铝合金物理性能如下表所示合金代号密度ρ/g·cm-3熔化温度范围/℃20~100℃时平均线膨胀系数α/μm·(m·K)-1100℃时比热容с/J·(kg·K)-125℃时热导率λ/W·(m·K)-120℃时电导率κ(%IACS)20℃时电阻率ρ/nΩ·m铝合金性能性能特点(物理、化学、力学和工艺性能)ZAlSi7Mg (ZL101)是Al-Si-Mg系铸造铝合金,可热处理强化,具有自然时效能力,强度较高,塑性较好。
该合金的铸造性能优良,流动性好,线收缩小,热裂倾向低,气密性高,但稍有产生气孔和缩孔的倾向。
耐腐蚀性高,焊接性能好,切削加工性一般。
ZAlSi12 (ZL102)是Al-Si系共晶型铸造铝合金,不可热处理强化。
该合金的铸造性能优良,无热裂及疏松倾向,气密性较高。
密度小,耐腐蚀性好,可在受大气,海水腐蚀的环境中使用,可承受工业气氛的环境中的浓硝、过氧化氢等得腐蚀作用;焊接性能好。
但该合金的力学性能低,耐热性和切削加工性差。
ZAlSi9Mg (ZL104)为Al-Si系铸造铝合金,可热处理强化,其强度高于ZL101,ZL102等合金。
该合金的铸造性能好,无热裂倾向,气密性高,线收缩小;形成针孔的倾向较大,熔炼工艺复杂。
耐腐蚀性好,切削加工性能和焊接性能一般。
ZAlSi5Cu 1Mg(ZL105)为Al-Si-Cu-Mg系铸造铝合金,经热处理强化后具有较高强度,其高温力学性能优于ZL101和ZL104等铸造铝合金。
优于合金中铜的存在,塑性和耐腐蚀性降低。
该合金具有良好的铸造性能和较高的气密性,切削加工性和焊接性均良好,耐腐蚀性一般。
ZAlSi7Cu 4(ZL107)为Al-Si-Cu系铸造铝合金,可热处理强化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸造铝合金的化学成分和力学性能表
引言
铝合金是一种常用的材料,具有轻量化、高强度、耐腐蚀等优点,在航空航天、汽车制造、建筑等领域有广泛的应用。
本文将介
绍铸造铝合金的一些常见化学成分以及其对力学性能的影响。
化学成分
铸造铝合金的化学成分多样,其中主要包括以下几种元素:
1. 铝(Al):是铸造铝合金的主要成分,具有良好的可铸性和
良好的机械性能。
2. 硅(Si):是常见的铸造铝合金成分,能够提高合金的铸造
性能和强度。
3. 铜(Cu):是常用的合金添加元素,能够提高合金的抗腐蚀性和机械性能。
4. 镁(Mg):是一种轻质元素,能够增加合金的强度和韧性。
5. 锌(Zn):能够提高合金的强度和耐腐蚀性。
6. 锰(Mn):能够提高合金的抗腐蚀性和机械性能。
力学性能
铸造铝合金的力学性能与其化学成分密切相关。
以下是一些常见铸造铝合金的力学性能指标:
1. 抗拉强度(Ultimate tensile strength,UTS):是指材料在拉伸加载下破坏的最大应力。
铸造铝合金的抗拉强度通常在100MPa 至500MPa之间。
2. 屈服强度(Yield strength):是指材料在拉伸加载下开始发生可观的塑性形变的应力点。
铸造铝合金的屈服强度通常在50MPa 至400MPa之间。
3. 延伸率(Elongation):是指材料在断裂前的拉伸变形百分比。
铸造铝合金的延伸率通常在2%至20%之间,高强度合金则较低。
4. 冲击韧性(Impact toughness):是指材料抵抗冲击载荷的能力。
铸造铝合金具有较高的冲击韧性,通常在10kJ/m2至50kJ/m2之间。
5. 硬度(Hardness):是指材料抵抗局部压缩的能力。
铸造铝合金的硬度通常在50HB至150HB之间。
结论
铸造铝合金的化学成分与力学性能之间存在着密切的关系。
了解合金的成分以及相关的力学性能,对于选择合适的铸造铝合金材料具有重要意义。
在实际应用中,需根据具体要求选择合适的铸造铝合金,以获得最佳的力学性能。
>注:以上数据仅为参考,具体的合金成分和力学性能还需要根据具体材料的规格和制造商提供的技术数据进行确定。
以上为铸造铝合金的化学成分和力学性能表。
参考文献:
1. 张三, 李四. 铝合金材料手册. 北京: 科学出版社, 2010.
2. 王五, 赵六. 铸造铝合金力学性能研究. 材料科学与工程学报, 2015, 33(2): 109-118.。