回流焊保养记录表2013-10-10 (1)
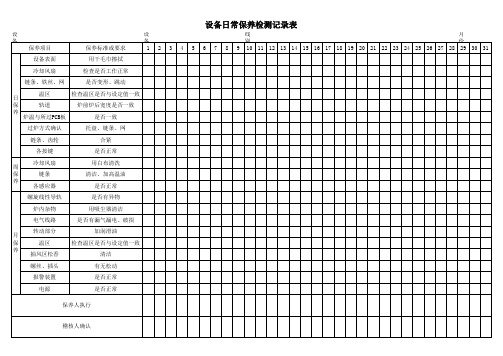
回流焊日常保养检测记录表
养 抽风区松香
清洁
螺丝、插头
有无松动
报警装置
是否正常
电源
是否正常
保养人执行
稽核人确认
备注:1.以上检视状况在使用中必须每日执行,保养人为设备操作员,稽核人为组长、技术员。 2.如检查无异常并执行保养请在相关项目栏里大“√”,休假请打“X”,无需保养项目请打“○”。
保养项目保养标准或要求10111213141516171819202122232425262728293031设备表面用干毛巾擦拭冷却风扇检查是否工作正常链条铁丝网是否变形跳动检查温区是否与设定值一致轨道炉前炉后宽度是否一致是否一致过炉方式确认托盘链条网链条齿轮各按键是否正常冷却风扇用白布清洗链条清洁加高温油各感应器是否正常螺旋线性导轨是否有异物炉内杂物用吸尘器清洁电气线路是否有漏气漏电破损转动部分加润滑油检查温区是否与设定值一致抽风区松香清洁螺丝插头有无松动报警装置是否正常电源是否正常保养人执行稽核人确认备注
日
温区
检查温区是否与设定值一致
保
轨道
炉前炉后宽度是否一致
养 炉温与所过PCB板
是否一致
过炉方式确认
托盘、链条、网
链条、齿轮
合紧
各按键
是否正常
周
冷却风扇
保
链条
养 各感应器
用白布清洗 清洁、加高温油
是否正常
螺旋线性导轨
是否有异物
炉内杂物
用吸尘器清洁
电气线路
是否有漏气漏电、破损
月
转动部分
加润滑油
保
温区
检查温区是否与设定值一致
设 备
保养项目
保养标准或要求
设备日常保养检测记录表
设
线
SMT所有机器的保养记录表
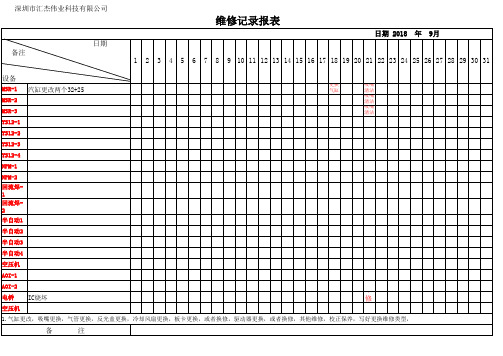
MSR-1 MSR-2 MSR-3 YS12-1 YS12-2 YS12-3 YS12-4 NPM-1 NPM-2 回流焊1 回流焊2 半自动1 半自动2 半自动3 半自动4 空压机 AOI-1 AOI-2 电桥 空压机 1.气缸更改,吸嘴更换,气管更换,反光盖更换,冷却风扇更换,板卡更换,或者换修,驱动器更换,或者换修,其他维修,校正保养,写好更换维修类型,
年
9月
2
3
4 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
汽缸更改两个32+25
更换气缸
吸嘴清洁 吸嘴清洁 吸嘴清洁
IC烧坏
维修
备 表格编号:QT-E-033
注
深圳市汇杰伟业科技有限公司
维修记录报表
日期 2018 备注 设备 日期 1 2 3 4 5 6 7 8 年 10月 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
深圳市汇杰伟业科技有限公司
维修记录报表
日期 2018 日期 备注 1 设备
MSR-1 MSR-2 MSR-3 YS12-1 YS12-2 YS12-3 YS12-4 NPM-1 NPM-2 回流焊1 回流焊2 半自动1 半自动2 半自动3 半自动4 空压机 AOI-1 AOI-2 电桥 空压机 1.气缸更改,吸嘴更换,气管更换,反光盖更换,冷却风扇更换,板卡更换,或者换修,驱动器更换,或者换修,其他维修,校正保养,写好更换维修类型,
备 表格编号:QT-E-033
注
设备维修保养记录表(DOC)
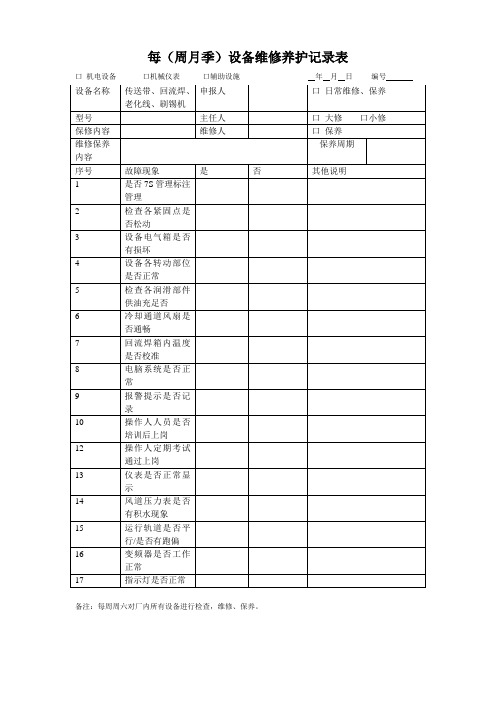
每(周月季)设备维修养护记录表
口机电设备口机械仪表口辅助设施年月日编号
备注:每周周六对厂内所有设备进行检查,维修、保养。
每日设备维修养护记录表
设备名称:岗位司机:年月日
备注:(1)设备正常打“√”不正常打“×”停机待机打“○”(2) 设备不正常时,应及时填写维修报表,上报主任及时处理保证正常生产。
焦炭事业部设备维修记录表
注:维修人员必须认真填写表格,为日后设备保养和维修摸索一个好的章程。
年度维修保养记录表
每日设备维修养护记录表
备注:(1)设备正常打“√”不正常打“×”停机待机打“○”(2) 设备不正常时,应及时填写维修报表,上报主任及时处理保证正常生产。
设备维修养护记录表。
回流焊日 周点检记录表

日周12345678910111213141516171819202122232425262728293031
显示器显示器清扫基准书
√主体清扫(开始操作时)基准书√
主体清扫(开始操作时)基准书√
主体清除助焊剂基准书√
XY装置注入高温润滑油基准书√
XY装置注入高温润滑油基准书√
主体检查热风马达运转是否顺利基准书√
担当基准书√√
确认基准书√√
表单编号:J-WAY/FM 05 04 01 REV:A00制作:审核:检查·注油内容检查·注油位置机器内部 机器外表面X轴线形丝杠Y轴链条热风马达进出口回流焊—日·周点检记录表
显示器保养日期
保养频率装置名称规格·指定值参照线别:
设备型号:协维(上海)电子有限公司月年日期:。
设备维修保养记录表
设备维修保养记录表每周设备维修养护记录表设备名称:传送带、称焊、老化线、刷锡机、回流焊申报人:设备维修保养人员日期:年月日编号:序号型号:设备型号主任:设备维修保养主任大修/XXX:设备维修保养类型保修内容:设备维修保养的具体内容维修人/保养人:设备维修保养人员保养周期:设备维修保养周期序号:设备维修保养记录的序号故障现象:设备出现的故障现象是否7S管理:设备是否符合7S管理要求检查各紧固点是否松动:检查设备各紧固点是否松动设备电气箱是否有损坏:检查设备电气箱是否有损坏设备各转动部位是否正常:检查设备各转动部位是否正常检查各润滑部件供油充足否:检查设备各润滑部件供油是否充足冷却通道风扇是否通畅:检查设备冷却通道风扇是否通畅回流焊箱内温度是否校准:检查回流焊箱内温度是否校准电脑系统是否正常:检查设备电脑系统是否正常报警提示是否记录:检查设备报警提示是否记录操作人人员是否培训后上岗:检查设备操作人员是否经过培训后上岗操作人定期考试通过上岗:检查设备操作人员是否定期考试通过上岗仪表是否正常显示:检查设备仪表是否正常显示风道压力表是否有积水现象:检查设备风道压力表是否有积水现象运行轨道是否平行/是否有跑偏:检查设备运行轨道是否平行,是否有跑偏现象变频器是否工作正常:检查设备变频器是否工作正常指示灯是否正常:检查设备指示灯是否正常备注:每周周六对厂内所有设备进行检查,维修、保养。
每日设备维修养护记录表设备名称:设备名称岗位司机:设备维修保养人员日期:年月日序号:设备维修保养记录的序号电源供电是否正常:检查设备电源供电是否正常按钮是否正常:检查设备按钮是否正常是否能听见机械异响、摩擦:检查设备是否发出机械异响、摩擦声润滑部分是否擦拭润滑:检查设备润滑部分是否擦拭润滑设备是否符合6S管理要求:检查设备是否符合6S管理要求岗位工是否持证上岗:检查设备岗位工是否持证上岗气压是否正常:检查设备气压是否正常X、Y、Z轴是否正常:检查设备X、Y、Z轴是否正常挤压刀片是否适度:检查设备挤压刀片是否适度指示灯是否正常:检查设备指示灯是否正常备注:(1)设备正常打“√”不正常打“×”停机待机打“○”(2)设备不正常时,应及时填写维修报表,上报主任及时处理保证正常生产。
回流焊保养记录表
日保养 者
确认者
周/月保 养者
确认者
表单编号:XX-QRA-ENG008 Rev:A/01
审核:
序号1方法项目检查冷却区各螺丝是否松动如有松动用螺丝刀上紧即可清洁冷却区风扇各部份用抹布擦拭干凈即可宽度调节连杆轨道丝杆擦去旧油然后上一层薄薄的新油并将多溢出的油擦拭干凈紧急开关468101112131415161718192021222324282526表单编号
XX电子科技有限公司
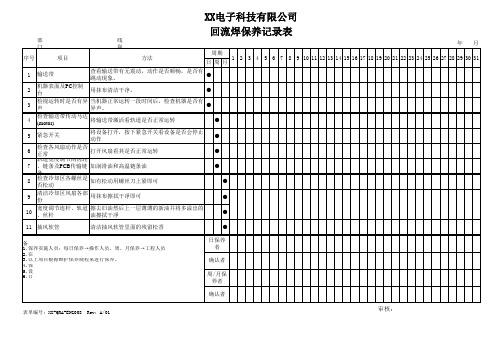
回流焊保养记录表
部 门
序号
项目
线 别
方法
年月 周期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 日周月
1 输送带
查看输送带有无震动,动作是否顺畅,是否有 跳动现象。
●
2
机器表面及PC控制 台
用抹布清洁干净。
条
8
检查冷却区各螺丝是 否松动
如有松动用螺丝刀上紧即可
● ●
●
9
清洁冷却区风扇各部 份
用抹布擦拭干凈即可
●
10
宽度调节连杆、轨道 擦去旧油然后上一层薄薄的新油并将多溢出的
、丝杆
油擦拭干凈
●
11 抽风软管
清洁抽风软管里面的残留松香
●
备 1.保养实施人员:每日保养→操作人员,周、月保养→工程人员
2.在 3.以上项目根据维护保养规程来进行保养。
●
3
检视运转时是否有异 声
当机器正常运转一段时间后,检查机器是否有 异声。
●
4
检查输送带传动马达 将输送带激活看轨道是否正常运转 (mo按下紧急开关看设备是否会停止 动作
回流焊保养记录表-MR933
正常
× 故障要修理
△ 要注意
1 清洁排风系统管道 2 清洗链条
执行 作业员 确认 工程师 备 1.日保养需要生产人员每日生产前进行,并由生产班长确认执行情况 注 2.月级以上维护需要生产人员在设备工程师的指导下完成并由设备工程师确认执行情况
记录符号:
√
录表
年月:
27 28 29 30 31
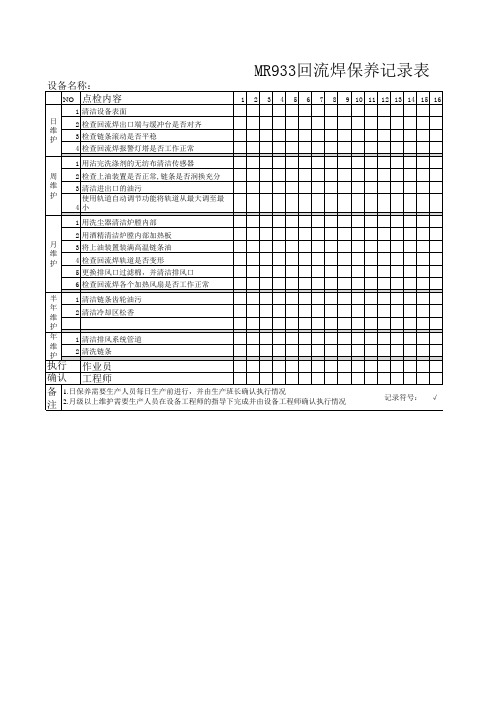
MR933回流焊保养记录表
设备名称: NO 点检内容
1 清洁设备表面 日 维 护 2 检查回流焊出口端与缓冲台是否对齐 3 检查链条滚动是否平稳 4 检查回流焊报警灯塔是否工作正常 1 用沾完洗涤剂的无纺布清洁传感器 周 维 护 2 检查上油装置是否正常,链条是否润换充分 3 清洁进出口的油污 4 使用轨道自动调节功能将轨道从最大调至最小 1 用洗尘器清洁炉膛内部 2 用酒精清洁炉膛内部加热板 月 维 护 3 将上油装置装满高温链条油 4 检查回流焊轨道是否变形 5 更换排风口过滤棉,并清洁排风口 6 检查回流焊各个加热风扇是否工作正常 半 年 维 护 年 维 护 1 清洁链条齿轮油污 2 清洁冷却区松香 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
无铅回流焊日常保养记录表
目视检查链条无抖动、 变形
目视检查回流炉下地 面,若有异物则及时清 理
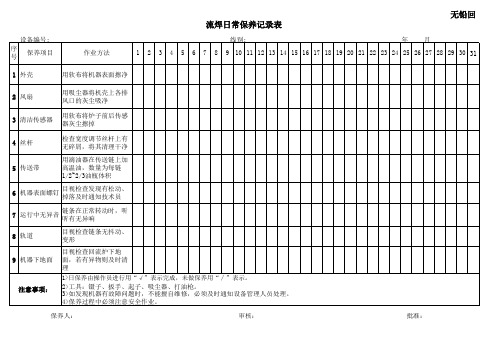
1>日保养由操作员进行用“√”表示完成,未做保养用“∕”表示。 2>工具:镊子、扳手、起子、吸尘器、打油枪。 3>如发现机器有故障问题时,不能擅自维修,必须及时通知设备管理人员处理。 4>保养过程中必须注意安全作业。
Hale Waihona Puke 保养人:审核:设备编号:
序 号
保养项目
作业方法
流焊日常保养记录表
无铅回
线别:
年月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 外壳
用软布将机器表面擦净
2 风扇
用吸尘器将机壳上各排 风口的灰尘吸净
批准:
3 清洁传感器
用软布将炉子前后传感 器灰尘擦掉
4 丝杆
检查宽度调节丝杆上有 无碎屑,将其清理干净
5 传送带
用滴油器在传送链上加 高温油,数量为每链 1/2~2/3油瓶体积
6
机器表面螺钉
目视检查发现有松动、 掉落及时通知技术员
7
运行中无异音
链条在正常转动时,听 听有无异响
8 轨道 9 机器下地面
注意事项:
最新回流焊保养记录表整理
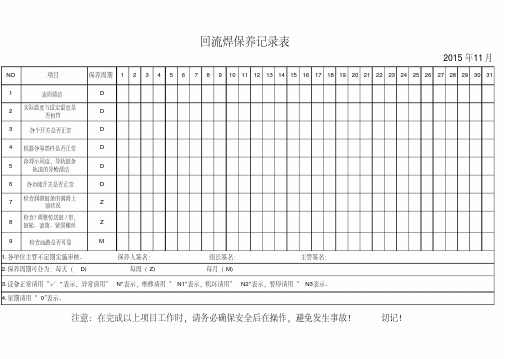
NO项目保养周期12345678910111213141516171819202122232425262728293031 1表面清洁D
2实际温度与设定温度是
否相符
D
3各个开关是否正常D 4机器各零部件是否正常D
5冷却小风扇,导轨链条
轨道的异物清洁
D
6各功能开关是否正常D
7检查润滑链条的润滑上
油状况
Z
8检查/调整传送链/带,
链轮、滚筒、紧固螺丝
Z
9检查线路是否可靠M
3.设备正常请用“√"表示,异常请用”N"表示,维修请用“N1"表示,机坏请用”N2"表示,暂停请用“N3表示。
4.星期请用“0”表示。
注意:在完成以上项目工作时,请务必确保安全后在操作,避免发生事故!切记!2015年11月
回流焊保养记录表
1.各单位主管不定期实施审核。
保养人签名:组长签名:主管签名:
2.保养周期可分为:每天(D) 每周(Z) 每月(M)。
电子行业回流焊保养检点记录表样板
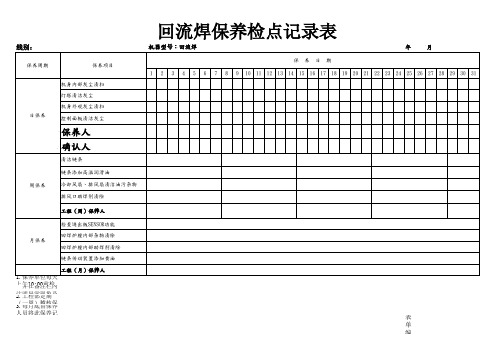
保养周期
保养项目
日保养
机身内部灰尘清扫 灯塔清洁灰尘 机身外观灰尘清扫 控制面板清洁灰尘
保养人 确认人
清洁链条
链条添加高温润滑油
周保养
冷却风扇、排风扇清洁油污杂物 排风口助焊剂清除
工程(周)保养人
检查进出板SENSOR功能
月保养
回焊炉膛内部杂物清除 回焊炉膛内部助焊剂清除
链条传动装置添加黄油
工程(月)保养人 1.保养单位每天 上午并1在0:备0注0前栏检内
注2.明工异程常部现定象期及 (3.一每周月)底稽由核保保养 人员将此保养记
回流焊保养检点记录表
机器型号:回流焊9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
表 单 编
回流焊点检及保养记录表
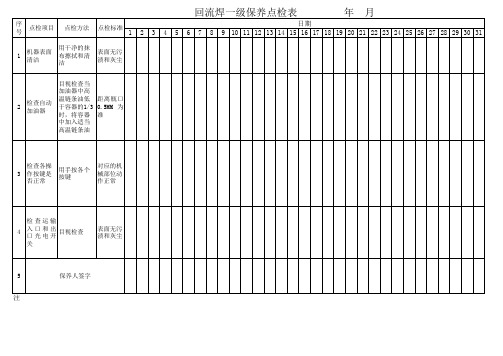
序号 点检项目 点检方法 用干净的抹 布擦拭和清 洁 点检标准
年
月
1
2
3
4
6
7
8
日期 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
机器表面 清洁
表面无污 渍和灰尘
2
检查自动 加油器
目视检查当 加油器中高 温链条油低 距离瓶口 于容器的1/3 0.5MM 为 时,将容器 准 中加入适当 高温链条油
检查各操 3 作按键是 否正常
用手按各个 按键
对应的机 械部位动 作正常
检查运输 入口和出 4 目视检查 口光电开 关
表面无污 渍和灰尘
5
保养人签字
注:日常点检及保养栏目中用符号填写:“√”表示正常,“×”表示异常,“△”表示维修,“○”表示停机。其它栏目注明保养日期及保养情况。
回流焊日常保养表
1
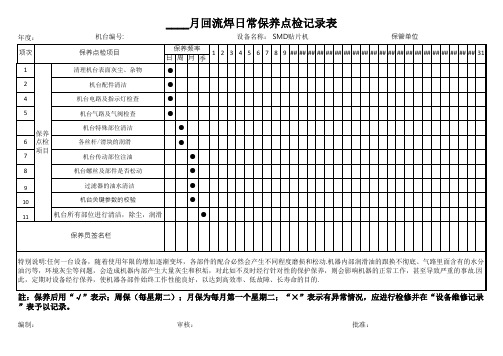
机台编号: 保养点检项目 清理机台表面灰尘、杂物
____月回流焊日常保养点检记录表
设备名称: SMD贴片机
保管单位
保养频率 日 周 月 季 1 2 3 4 5 6 7 8 9 ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## 31
●
2
机台配件清洁
●
4
机台电路及指示灯检查
●
5
机台气路及气阀检查
●
保养 6 点检
项目 7
机台特殊部位清洁 各丝杆/滑块的润滑
机台传动部位注油
● ●
●
8
机台螺丝及部件是否松动
●
9
过滤器的油水清洁
10
机台关键参数的校验
11
●
保养员签名栏
特别说明:任何一台设备,随着使用年限的增加逐渐变坏,各部件的配合必然会产生不同程度磨损和松动.机器内部润滑油的跟换不彻底、气路里面含有的水分 油污等,环境灰尘等问题,会造成机器内部产生大量灰尘和积垢,对此如不及时经行针对性的保护保养,则会影响机器的正常工作,甚至导致严重的事故.因 此,定期对设备经行保养,使机器各部件始终工作性能良好,以达到高效率、低故障、长寿命的目的.
註:保养后用“√”表示;周保(每星期二);月保为每月第一个星期二;“×”表示有异常情况,应进行检修并在“设备维修记录 ”表予以记录。
编制:
审核:
批准:
回流焊月保养记录表

备计
划
序 号
保养项目
回流焊月保养记录表
作业方法
保养情况
1 清洁传送轨道网链
①先把回流焊降至40摄氏度以下 ②使用钢网纸进行清洁;
① 用吸尘器把炉子里面的杂物吸干 2 清理炉膛内杂物松香 净,然后使用钢网纸清洗剂进行清
洁
3
检查清洁抽风机及过 滤网
①检查抽风机风力 ②把抽风机的过滤 正常
①开启回流焊设备升温系统 ②检 查紧急开关,吸合开关是否正常。 如果不能正常吸合则需要维修更换
5
ESD测量
用万用表测量机器对地电阻
保养人
确认人
备注: 1.保养记录表示:点检/保养项目完成时用"√",再由相关负责人确认签名;点检/保养项目出现异常应及时联络相关部门进行维修或校正,再次进行点检 OK后方可进行正常生产,如果自行不能进行维修,需要申请外部人员进行维修。
回流焊点检记录表

发热管阻值
月点 电气检查 检 UPS断电检查
马达功能检 查 传送速度
日保 外观清洁 养 炉膛灰尘清 理 清理风扇
周保 养
传动部件、 轴承、齿轮 清洁电眼
检查各种管 道 清洗排风扇
月保 链条校正 养 传动部件
说明:1.日点检项目需要将测试值记录在表格。周点检、月点检项目合格用“V”表示,不合格用“X”。
2.周点检在每周星期五完成。月点检在月初完成。
记录:
审核:
回流焊点检记录表
设备名称
年
月
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
分类 点检项目
温度线检
日点 检
查 检查气压值
紧急按制
周点 接地阻值 检 检查电眼灵 敏度 发热管阻值
回流焊日常维护保养点检记录表
年月
123456789101112131415161718192021222324252627282930311
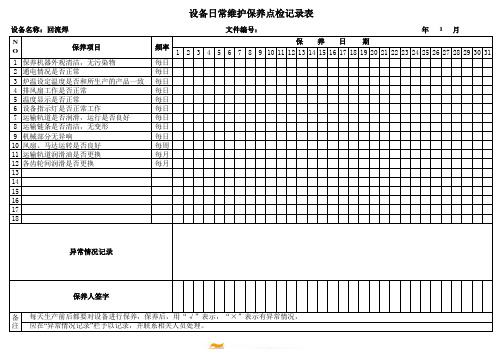
保养机器外观清洁,无污染物每日2
通电情况是否正常每日3
炉温设定温度是否和所生产的产品一致每日4
排风扇工作是否正常每日5
温度显示是否正常每日6
设备指示灯是否正常工作每日7
运输轨道是否润滑,运行是否良好每日8
运输链条是否清洁,无变形每日9
机械部分无异响每日10
风扇、马达运转是否良好每周11
运输轨道润滑油是否更换每月12
各齿轮间润滑是否更换每月13
14
15
16
17
18设备日常维护保养点检记录表
设备名称:回流焊
文件编号:1保 养 日 期异常情况记录
保养人签字
每天生产前后都要对设备进行保养,保养后,用“√”表示,“×”表示有异常情况, 应在“异常情况记录”栏予以记录,并联系相关人员处理。
N
O
备注保养项目频率。
回流焊日常维护检查表表

别
SMT1线 回流焊 DLQR-0811 点检项目
1 2 3 4
回流炉 日 常 点 检 表
日期:
5 6 7 8 9
拟制
批准
设备名称 文件编号
序号 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 2 3 4 5 6 7 8 9
清洁安全盖灰尘、油污、异物 清洁显示器灰尘 清洁键盘、鼠标灰尘 机器外部清洁及清理元件 设备显示工作模式是否正常 检查有无异味 检查有无异常声音 传送网水平、无卡住、脱落 传动链条、链轮啮合良好,无异常磨损
10 UPS电源是否正常工作 11 紧急按钮正常 保养者 合格在对应栏中打"√" 不合格打" × " 1、日保养由作业员每天上班前5分钟进行; 注意事项 异常处理记录: 2、点检时注意安全;点检完及时记录并签名。 3、未生产时,做设备表面清洁保养。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
清洁机器表面 日 清洁机器两端调宽 保 丝杆和导向轴 养 观察机器运转是否 正常 周 保 检查运输链条润滑
(
1 2 3 4 5 6 7 8
ห้องสมุดไป่ตู้
月份)回流焊保养记录
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
养 打开炉子上盖清理炉内
杂物 月 检查运输马达链条张紧 季 保 装置 度 养 检查导轨平行度 保 养 检查温度曲线(在传送速
年 度 保 养
度检查后) 转动轴轴承座加润滑油 检查传送网带/调整传动系 统 检查/调整传送链/带、链轮 、滚筒、紧固螺丝 清洁冷却小风扇 清洁导轨链条轨道 上、下温区整流板孔清理 加热风轮和增压模块组件 清理电箱内的灰尘 检查驱动电机电刷磨损情况 检查大功率接线端子固定螺丝 点检者: 确认者:
备注:每天开始生产前注意观察动作部分是否正常,动作部分是否存在安全隐患,并打开炉子上盖检查炉内是否有PCB板或杂物。 请保养员按要求做保养记录已保养打(√),休息日打(О),待修或特殊情未保养打(Δ ) 制表: 审核: 批准: 表单编号:KMII-IV-102-A0