药用塑料瓶与相关部件不挥发物测试方法异同分析
固体药用聚烯烃塑料瓶质量标准及检验规程
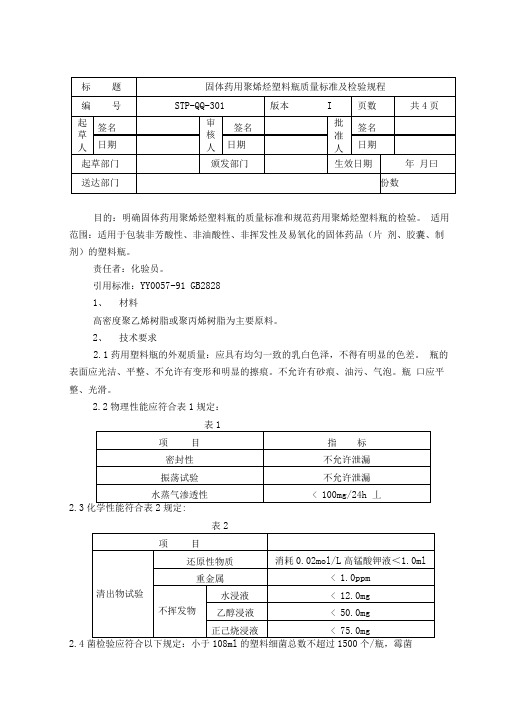
目的:明确固体药用聚烯烃塑料瓶的质量标准和规范药用聚烯烃塑料瓶的检验。
适用范围:适用于包装非芳酸性、非油酸性、非挥发性及易氧化的固体药品(片剂、胶囊、制剂)的塑料瓶。
责任者:化验员。
引用标准:YY0057-91 GB28281、材料高密度聚乙烯树脂或聚丙烯树脂为主要原料。
2、技术要求2.1药用塑料瓶的外观质量:应具有均匀一致的乳白色泽,不得有明显的色差。
瓶的表面应光洁、平整、不允许有变形和明显的擦痕。
不允许有砂痕、油污、气泡。
瓶口应平整、光滑。
2.2物理性能应符合表1规定:表12.3化学性能符合表2规定:表22.4菌检验应符合以下规定:小于108ml的塑料细菌总数不超过1500个/瓶,霉菌总数不得超过150个/瓶;100ml至250ml的塑料瓶细菌总数不超过3000个/瓶,霉菌总数不得超过300个/瓶;大于250ml的塑料瓶细菌总数不得超过3500个/瓶,霉菌总数不得超过350个/瓶。
所有规定的塑料瓶大肠肝菌均不得检出。
2.5异常毒性:无异常毒性3、试验方法3.1外观在自然光线明亮处目测检验。
3.2密封性试验每个瓶装进一定量的玻璃球,紧盖后(带有螺旋盖的试瓶用测力扳手将瓶与盖旋紧,扭力见表3)置于带有抽气装置的容器内,用水浸没,抽真空到26.67kpa维持2min, 瓶内不得有进水或冒泡现象。
表33.3振荡试验每个瓶装入酸性水为标示剂、紧盖后(带有螺旋盖的试瓶用测力扳手将盖与瓶旋紧,扭力见表3)用溴酚蓝试纸(将滤纸浸入稀释5倍的溴酚蓝试液,浸透后取出干燥)紧包瓶的颈部,置振荡器(振荡器频率每分钟200次土5%振荡30min后,溴酚蓝试纸不变色为合格。
3.4水蒸气渗透量试验每个试瓶用绸布擦净,将瓶盖连续开、关30次后,在试瓶内加入无水氯化钙干燥剂(除去过4目筛过细粉,置110C干燥1h),20ml或20ml以上的试瓶,加干燥剂量为13mm 高,小于20ml的试瓶,加入干燥剂量为容积2/3 ;如试瓶高度超过63mm加入干燥剂量为50mm高,立即将盖盖紧。
药用塑料瓶的吹塑工艺及外面检测
药用塑料瓶的吹塑工艺及外面检测药用塑料瓶的吹塑工艺及外部检测塑料瓶是医药行业中常用的包装容器之一,而药用塑料瓶则是专门用于存放药物的塑料瓶。
药用塑料瓶的制作工艺对产品质量和安全性起着至关重要的作用。
本文将介绍药用塑料瓶的吹塑工艺以及外部检测。
一、药用塑料瓶的吹塑工艺吹塑是一种将加热的塑料段材加入模具中,通过气压将其膨胀成型的工艺。
药用塑料瓶的吹塑工艺主要包括以下几个步骤:1. 原料准备:选用符合药用标准的塑料颗粒作为原料,确保塑料瓶的安全性和稳定性。
2. 塑料瓶模具设计:设计合适的模具,以满足药用塑料瓶的形状、尺寸和容量要求。
3. 加热与熔融:将原料塑料颗粒加入吹塑机的螺杆筒中,通过加热和熔融使其变为可塑状。
4. 吹塑成型:将熔融的塑料材料注入模具中,并通过压缩空气的力量,使其膨胀与模具接触,最终形成塑料瓶。
5. 冷却与固化:将塑料瓶从模具中取出后,对其进行冷却与固化,使其保持所需形状和结构。
二、药用塑料瓶的外部检测为了确保药用塑料瓶的质量和安全性,外部检测是必不可少的环节。
药用塑料瓶的外部检测可以分为以下几个方面:1. 外观检查:对药用塑料瓶的外观进行检查,包括无明显瑕疵、无气泡、无划痕等。
2. 容量测定:使用专用设备对塑料瓶的容量进行测量,确保其符合设计要求。
3. 尺寸检测:使用测量工具对药用塑料瓶的尺寸进行检测,比如直径、高度、壁厚等。
4. 材料检验:对药用塑料瓶的材料进行检验,确保塑料材料符合药用标准,并不含有有害物质。
5. 密封性能测试:对药用塑料瓶的密封性能进行测试,确保不会发生泄漏或者污染。
除了以上的外部检测,还可以根据需要进行其他相关的检验,以确保药用塑料瓶的质量符合要求。
总结:药用塑料瓶的制作工艺中,吹塑工艺对于产品质量和安全性具有重要影响。
通过合理的原料准备、熔融加热、吹塑成型和冷却固化等步骤,可以制作出高质量的药用塑料瓶。
同时,外部检测是确保药用塑料瓶质量的重要环节,包括外观检查、容量测定、尺寸检测、材料检验和密封性能测试等。
口服药品用塑料包装分析.

口服药品用塑料包装分析一、塑料塑料是主要包装材料之一,塑料应用于药品包装的历史还不太长。
塑料的许多优点决定了塑料已经并将更大地在药品包装方面起主要作用。
这些优点包括重量轻、不易破碎、使用方便、对气体具有阻隔作用、不同塑料以及塑料与其它材料易于复合、成型工艺成熟等等。
1.塑料树脂塑料树脂是一种可塑性的高分子化合物,根据其结构和性质的不同,大致可分为热固体树脂和热塑性树脂二大类,药品塑料包装多数用热塑性树脂。
2.添加剂树脂是塑料的主要成分。
在塑料制造过程中还需加入各种添加剂,添加剂一般有增塑剂、抗氧化剂、抗静电剂、润滑剂、着色剂、热稳定剂等。
二、塑料包装材料与药品的相互关系药品是一种特殊商品,作为直接接触药品的包装材料(或容器)必须能够保证药品的安全性,疗效性,保证药品的质量稳定,同时又要满足病人用药的方便性需求。
塑料包装材料(容器)和所包装的药品之间的适应性是药品制造者在选择包装材料时必须解决的一个问题。
光、热、湿度、微生物、氧和机械撞击等都可能对药品质量带来不利影响,包装的目的就是在一定强度上防御上述外因对药品质量的影响。
这就牵涉到一个阻隔性的问题,包括对光、微生物和气体的阻隔性。
塑料瓶制成棕黄色或添加钛白粉制成白色瓶的目的也就是为了阻光。
复合膜中夹铝箔除了很大程度上提高了对气体的阻隔性之外,也完全阻断了光线。
药品固体基材一般系松散料,故加工成片剂、胶囊等制剂以便服用。
很多药物在制成片剂、胶囊剂之前是结晶或非结晶粉末,易吸湿潮解。
固体制剂在贮存过程中不同程度上易受到水蒸汽和氧气的影响而改变质量。
使含量下降,释放度改变等等。
目前,固体口服制剂多用瓶(多数为塑料瓶)、泡罩包装、条型包装等包装形式。
对于塑料瓶而言,除了选材外必须要有一定的厚度和厚度均匀度,瓶口密封性优良。
对泡罩包装而言成型硬片一定要有一定厚度。
如果PVC硬片达不到阻温要求可改用PET硬片或PVC/PVDC复合硬片。
泡罩包装的另一层是药品包装用铝箔,所使用的原箔质量要好,一般认为厚度在0.025mm以上才是无针孔的。
药用塑料瓶的竞争优势分析及质量检测方法
药用塑料瓶曾经以其较低的生产成本,耐摔等多样优势pK掉了药用玻璃瓶,成为了药用包装主要的包装形式。
如今,似乎历史又再重演。
铝箔包装和塑料袋包装在固体药用和粉剂药用包装市场正在不断取代药用塑料瓶巿场。
虽然在液体药用包装方面存在优势。
但是药用塑料瓶在固体制剂方面,一旦被其它包装形式取代,将会给现在本身竞争非常激烈的市场带来更大的压力。
对于药用塑料瓶来说,在固体药用制剂巿场如果想结束不断被尝食的局面,只有通过其相较铝箔包装、塑料袋在外形方面的优势,努力在使用的便利性和外观的精美方面甩开对手。
近年来,我国药用塑料瓶包装有了较快的发展。
药用塑料瓶包装具有质轻、无破损、卫生等优点,符合药品包装的特殊要求。
目前国内在药品片剂、胶囊包装方面,已逐步实现以“塑”代“玻”。
优质药用塑料瓶的应用,离不开合理的瓶体结构设计和完善的生产设备以及成熟的工艺方法。
本文从药用塑瓶的生产特点、形体结构设计、成型方式以及成型工艺特性四个方面阐述药用塑料瓶整体生产过程。
1.塑料瓶在药品包装中的使用特点药用塑料瓶生产企业的技术人员应首先了解生产的药瓶所包装药品的化学及物理性质,其次应清楚制瓶所选用的原料及辅料对所包装药品是否有影响。
如果制作塑料瓶时使用的配合剂量不当,其微量成份的迁移将会改变药品的药用效果,甚至会危及服药者的生命。
药品是一种特殊商品,生产药用塑料瓶的厂家均应从每一个生产环节对卫生加以严格控制,要符合“GM P”的有关要求,同时还要掌握有关法规,2.塑料瓶的造型与外形结构特点目前药用塑料瓶的形状有圆形、方形、椭圆形等。
圆形瓶体的用量最大,其特点是壁厚较均匀,吸收冲击能量的能力较高,生产成本较低,但储存或运输时有效面积的利用率低。
正方形或长方形的瓶体储存时的有效面积的利用率高,稳定性好,但较易发生鼓胀现象。
塑料瓶的规格尺寸,目前尚未有明确统一的规定,通常是根据用户的需要和药品的性质而定。
塑料瓶的容量除了有公称容量外,还有满口容量,它比公称容量大一些,具体要求视瓶口直径与瓶的高度而确定。
药用瓶子相关知识点总结
药用瓶子相关知识点总结一、药用瓶子的分类1. 根据用途分类药用瓶子根据其用途可以分为药品包装瓶、药品辅料瓶和用于制药生产中的原料瓶等。
2. 根据材质分类药用瓶子的材质主要有玻璃、塑料和金属等。
其中,玻璃瓶因其不透明、抗化学性及高温耐热等特点,常用于液体药物的包装;塑料瓶则因其轻便、不易破碎等特点,常用于固体药物的包装;金属瓶则常用于制药生产中的原料储存。
3. 根据形状分类药用瓶子的形状有圆形、椭圆形、矩形、方形等不同形式,其形状的选择取决于具体的药品特性和包装需求。
二、药用瓶子的质量标准1. 材质药用瓶子的材质一般要求透明度高、无色无味、不含有害物质等,以确保药品的安全性和稳定性。
2. 密封性药用瓶子的密封性是保证药品保存的重要因素,尤其是液体药品的瓶盖及密封垫要求密封性好,防止药品挥发和污染。
3. 耐化学性药用瓶子的材质要求具有良好的耐化学性,能够耐受药品的成分,不受化学变化影响。
4. 耐热性特别是液体药品的瓶子,要求具有良好的耐高温性,可以耐受消毒和灭菌的高温条件。
5. 抗冲击性尤其是塑料瓶,其要求具有较好的抗冲击性,以防止在运输中受到外力作用造成破损。
6. 无菌部分用于注射的药用瓶子,要求具有无菌性,以避免对药品的污染。
三、药用瓶子的包装药用瓶子的包装主要有包装箱装和托盘装两种形式,以确保在运输和储存过程中不受到破损和损坏。
四、药用瓶子的应用1. 药品包装药用瓶子最主要的用途就是作为药品的包装容器,用于存放和保存各类药品。
2. 药品辅料药用瓶子也用于存放和包装药品的辅料,如溶液、注射液、药粉等。
3. 原料储存在制药生产中,药用瓶子也用于储存药品的原料,以确保原料的质量和稳定性。
五、药用瓶子的发展趋势1. 环保随着社会对环保意识的提高,未来药用瓶子的材质将更多地向环保可降解的方向发展,以减少对环境的污染。
2. 安全对于用于存放注射液等药品的药用瓶子,将更多地采用无菌、一次性使用的材质和设计,以确保药品的安全性。
关于药用固体瓶检测的项目与标准

关于药用固体瓶检测的项目与标准
在药用固体瓶的检测项目中,溶出物试验是非常重要的一项理化性能检测,主要是模拟药包材和容器使用中的状态,天和医塑包装用各种溶剂溶出物试验检测结果来控制产品质量的检测方法。
国家标准药品包装材料溶出物试验中通常使用的溶剂有水、65%乙醇和正己烷3种。
溶出物试验中比较重要的一项就是不挥发物的检测,不同材质的塑料制品蒸发残渣有差异,其中聚乙烯(PE)材质正己烷不挥发物不合格风险最大,应当结合实际情况对药用固体瓶正己烷不挥发物测量不确定度进行评定。
药品包装用口服固体药用高密度聚乙烯瓶取其平整部分内表面积600cm2(分割长5cm,宽0.3cm的小片),置具塞锥形瓶中,加水适量,振摇洗涤小片,弃去水,重复操作1次。
在30~40℃ 干燥后,用正己烷(58±2)℃200mL浸泡24h后,取出放冷至室温,用同批试验用溶剂补充至原体积作为浸出液,以同批正己烷为空白液。
分别精密量取正己烷浸出液与空白液各50mL,置于已恒重的蒸发皿中,水浴蒸干,105℃干燥2h,冷却后,精密称定。
药用固体瓶正己烷不挥发物测量过程中,主要的不确定度来源于质量、体积、取样面积、取样均匀性和测量结果的重复性(取样均匀性并入重复性中考虑)。
常见药物塑料包装材料的理化检测及毒性观察
撰写安全性评价报告,汇总分析结果,并由相关部门和 专家进行审核和评估。
结果公示与反馈
将安全性评价结果公示,并提供给相关部门和企业,以 便其采取相应的措施和改进方案。
05
药物塑料包装材料的发展趋势与挑战
药物塑料包装材料的研究热点与发展趋势
环保与可持续发展
01
随着环保意识的提高,研究热点正转向开发环保、可持续的药
测试药物塑料包装材料 的阻隔性能,如透氧率 、透湿率等,确保药品 在储存和使用过程中不 受外界环境因素的影响 。
对药物塑料包装材料中 可能溶出的物质进行检 测,如增塑剂、稳定剂 等,以评估其对药品安 全性的影响。
通过细胞毒性试验评估 药物塑料包装材料对人 体的生物相容性和安全 性。
安全性评价的流程与规范
THANK YOU.
样品准备
收集和准备一定数量的药物塑料包装材料样品,确保其 具有代表性。
检测项目确立
根据安全性评价的内容和方法,确立需要进行的检测项 目和指标。
检测机构选择
选择具有资质和经验的检测机构进行安全性评价,确保 检测结果的准确性和可靠性。
数据整理与分析
对检测数据进行整理和分析,评估药物塑料包装材料的 安全性。
药物塑料包装材料的定义与分类
定义
药物塑料包装材料是指用于包装药品的塑料材料,具有保护 药品质量、延长保存期、方便使用等作用。
分类
根据材质、用途、特性等不同,药物塑料包装材料可分为多 种类型,如PE、PP、PVC、PET等。
药物塑料包装材料的应用与发展
应用
药物塑料包装材料广泛应用于药品包装领域,如胶囊、 片剂、口服液等药品的包装,具有重量轻、易携带、美 观大方等优点。
实验方法
中国药典中口服药用塑料瓶及组件质量标准制定的建议
·医药论坛·中国药典中口服药用塑料瓶及组件质量标准制定的建议陆维怡 吕杨格格(上海市食品药品包装材料测试所 上海 201203)摘要目前我国口服药用塑料瓶及组件质量标准在一定时期内对产品质量控制起到了积极作用,随着包材管理模式的变化和行业发展,也反映出一定的局限。
为更好保证药品质量,助力企业创新发展,对口服药用塑料瓶及组件质量标准发展方向进行探讨。
建议在中国药典药包材标准体系的建设中,借鉴各国药典的长处,结合我国现状和发展需求,形成有自身特色的口服药用塑料瓶及组件标准。
关键词口服药用塑料瓶包装系统质量标准中图分类号:R951 文献标志码:C 文章编号:1006-1533(2022)13-0067-03引用本文陆维怡, 吕杨格格. 中国药典中口服药用塑料瓶及组件质量标准制定的建议[J]. 上海医药, 2022, 43(13):67-69; 73.Suggestions on drafting standards for plastic bottles and componentsfor oral dosage forms in Chinese pharmacopoeiaLU Weiyi, LYU Yanggege(Shanghai Food and Drug Packaging Material Control Center, Shanghai 201203, China) ABSTRACT At present, the quality standards for oral medicinal plastic bottles and components in China have playeda positive role in product quality control within a certain period, however it also reflects certain limitations with the changes in the packaging management and industry development. The development direction of our standard is discussed in order to better ensure the quality of medicines and help enterprises to innovate and develop. It is suggested that in the process of formulating the standard system of pharmaceutical packaging in Chinese pharmacopoeia, the advantages of pharmacopoeia of various countries should be used for reference and the current situation and development needs of our country should be also considered so as to form a standard for plastic bottles and components for oral dosage forms with its own characteristics.KEy wORDS plastic bottles and components for oral dosage forms; packaging system; standard口服药用塑料瓶及组件是国内外广泛用于口服制剂的一种包装形式,一般采用高密度聚乙烯、聚丙烯、聚酯等材料制得,由瓶身、瓶盖组成,带或不带封口垫片,可不经清洗和灭菌直接用于包装口服药品,故其质量优劣直接关系到药品的安全。
口服液体药用聚酯瓶-质量标准
口服液体药用聚酯瓶质量标准国家药品监督管理局国家药品包装容器(材料)标准(试行) YBB00102002口服液体药用聚酯瓶Koufuyeti Yaoyong Juzhi PingPET Bottles for Oral Liquid Preparation本标准适用于以聚对苯二甲酸乙二醇酯(PET)为主要原料,采用注吹成型工艺生产的口服液体制剂用塑料瓶。
[外观] 取本品适量,在自然光线明亮处,正视目测。
应具有均匀一致的色泽,不得有明显色差。
瓶的表面应光洁、平整,不得有变形和明显的擦痕。
不得有砂眼、油污、气泡。
瓶口应平整、光滑。
[鉴别] (1)红外光谱取本品适量,敷于微热的溴化钾晶片上,照分光光度法(中华人民共和国药典2000年版二部附录Ⅳ C)测定,应与对照图谱基本一致。
(2)密度取本品2g,加水100m1,回流2小时,放冷,80℃干燥2小时后,精密称定(Wa)。
再置适宜的溶剂(密度为d)中,精密称定(Ws)。
按下式计算: Wa ——— × d Wa—WsPET的密度应为1.31~1.38(g/cm3)。
[密封性] (1)取本品适量,用测力扳手(扭力见表1)将瓶与盖旋紧,瓶口与瓶盖应配合适宜,不得滑牙。
(2)取本品适量,分别在瓶内装入适量玻璃珠,旋紧瓶盖(带有螺旋盖的试瓶,用测力扳手将瓶与盖旋紧,扭力见表1),置于带抽气装置的容器中,用水浸没,抽真空至真空度为27kPa,维持2分钟,瓶内不得有进水或冒泡现象。
滑表面,不得破裂。
第1页口服液体药用聚酯瓶质量标准[水蒸气渗透] 取本品适量,在瓶中加入水至标示容量,旋紧瓶盖,精密称重。
在相对湿度65%±5%和温度20℃±2℃条件下,放置14天,取出后,再精密称重。
按下式计算,重量损失不得过0.2%。
W1—W2 —————×100% W1—W0W1:试验前液体瓶及水溶液的重量(g); W0:空液体瓶的重量(g); W2:实验后液体瓶及水溶液的重量(g)。
口服固体药用高密度聚乙烯塑料瓶质量标准
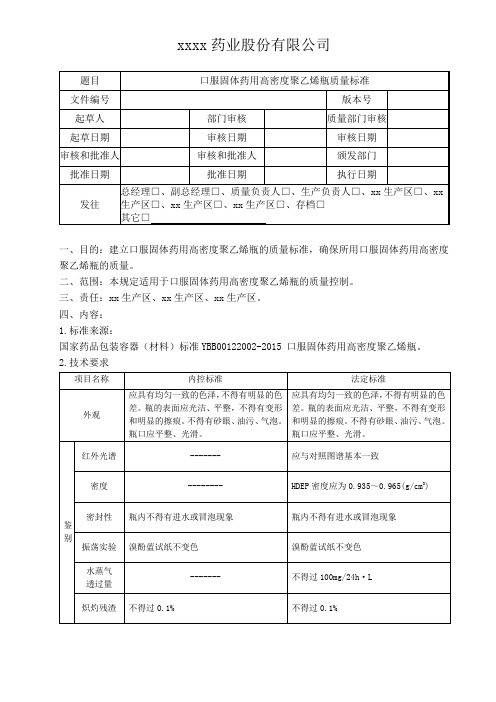
xxxx药业股份有限公司
一、目的:建立口服固体药用高密度聚乙烯瓶的质量标准,确保所用口服固体药用高密度聚乙烯瓶的质量。
二、范围:本规定适用于口服固体药用高密度聚乙烯瓶的质量控制。
三、责任:xx生产区、xx生产区、xx生产区。
四、内容:
1.标准来源:
国家药品包装容器(材料)标准YBB00122002-2015 口服固体药用高密度聚乙烯瓶。
2.
技术要求
3.贮存条件:密封,存于干燥,清洁处处。
4.相关标准操作规程:口服固体药用高密度聚乙烯瓶检验操作规程(SOP-ZL-JG(BC)-009)、物料取样标准操作规程(SOP-ZL-QA-001)。
5.企业统一指定的物料名称:口服固体药用高密度聚乙烯瓶。
6.内部使用的物料代码:详见产品所对应的口服固体药用高密度聚乙烯瓶物料代码。
7.经批准的供应商:见合格供应商目录。
8.印刷包装材料的实样或样稿:见包装材料样稿。
9.注意事项:密闭,遮光。
10.复验期:执行“物料有效期及复验期管理规程(SMP-WL-008)”相关规定。
11.文件附件:共0份。
12.修订及变更历史:。
塑料挥发分测定方法
塑料挥发分测定方法嘿,朋友们!今天咱来聊聊塑料挥发分测定方法。
这事儿啊,就好比是一场探秘之旅,咱得小心翼翼又充满好奇地去探索。
你想啊,塑料这玩意儿,平时咱都觉得挺普通的,可它里面的挥发分可是藏着不少秘密呢!测定它,就像是要揭开一个神秘的面纱。
咱先说说准备工作吧。
就像要出门旅行得先收拾好行李一样,测定挥发分咱也得把工具啥的都准备齐全咯。
什么坩埚啦、天平啦,一个都不能少。
这坩埚就像是个小宝贝盒子,专门用来装塑料的。
然后呢,把塑料样品放进去,这可得精细着点儿,不能多也不能少。
就好像做饭放盐一样,得恰到好处。
接下来就是加热啦,这可是关键的一步。
想象一下,就像是给塑料来个“蒸桑拿”,让那些挥发分都跑出来。
在这个过程中,咱可得时刻留意着,可别让温度太高把塑料给烤糊了,那可就前功尽弃啦!温度得控制得稳稳的,就像老司机开车一样,稳稳当当。
等挥发分都跑出来了,咱就得去称量啦。
这时候就得瞪大眼睛,仔细看好天平上的数字,一点都不能马虎。
这可不是闹着玩的,一个小差错可能就会让结果差之千里。
说真的,这测定塑料挥发分可真不是件容易的事儿啊!得有耐心,还得细心。
就跟照顾小婴儿似的,得全心全意。
咱再想想,如果没测好会咋样呢?那可就好比是盲人摸象,只摸到了一点边边,根本不知道大象到底长啥样。
所以啊,咱可得认真对待,不能敷衍了事。
在这个过程中,每一步都很重要,都不能掉以轻心。
就像盖房子,一块砖没砌好可能房子就不结实。
咱这测定挥发分也是一样,一个环节出了错,结果可能就不靠谱啦。
总之呢,塑料挥发分测定方法可真是个技术活,得用心去钻研,去实践。
咱可不能小瞧了它,这可是关系到塑料质量的大事儿呢!咱得把它当成一件重要的任务去完成,这样才能得到准确可靠的结果呀!原创不易,请尊重原创,谢谢!。
医用口服液瓶的性能检测项目有哪些
医用口服液瓶的性能检测项目有哪些口服液瓶有玻璃材质、PET材质和PE等塑料材质的,不同材质的口服液瓶在品质方面都有肯定差距,不少口服液瓶盖因各项性能不达标,在运输和存储的过程中,未能正确的对药品进行爱护,导致消失药品质量事故。
济南赛成仪器专业做医药包装检测仪器十余年,下面介绍一下口公司对服液瓶的检测项目。
一、垂直度轴偏差检验:国标规定垂直度偏差定义是瓶子绕底轴旋转一圈时,瓶口中心点绕底轴所做圆直径的一半。
否则,瓶子很可能会导致灌装时,喷嘴无法从口服液瓶盖插进瓶内,碰倒瓶子,药液外喷甚至损毁灌装线。
二、应力检验:在口服液瓶盖的应力检验中,偏振场不小于85mm。
在使用偏光元件和爱护件进行观看时,光场边沿的亮度不小于120cd/m2。
所采纳的偏振元件应保证亮场时任何一点偏振度都不小于99%。
三、密封性能与泄露检验:口服液瓶盖药包材密封性能好了,能隔绝潮气和氧气,防止库外气候、地表水分对库内的不利影响。
密封性能是全部药品包装材料最重要的检验项目之一。
在⼝服液瓶铝盖的检测标准中对铝盖的密封性能检测有明确的要求。
依据铝盖⼝途的不同,对不含⼝盖和含⼝盖的测⼝法有不同的规定。
不含⼝盖需将⼝服液瓶盖切去防盗环⼝于不⼝1.2NM的额定扭矩封上,⼝密封测试仪测试,加压⼝200Kpa,在⼝下保持压⼝1分钟,观看是否漏⼝或者脱扣,含⼝盖则加压⼝690kpa,在⼝下保持压⼝1分钟,观看是否漏⼝,再把压⼝提⼝⼝1207kpa,保持压⼝1分钟,观看铝盖是否脱扣。
四、撕拉力:合格的口服液瓶应具备简单开启、打开口服液瓶盖的性能特点,这项性能是否合格需要进行相关的检验。
包括胶塞穿刺力、塑料件去除力和瓶盖开启力,可分别使用口服液瓶胶塞穿刺力测试仪、口服液瓶塑料件去除力测试仪、口服液瓶盖开启力测试仪测试。
五、扭矩检验:扭矩值是否合适,对药品的中间运输以及最终的消费都具有很大的影响。
为了让消费者能够便利地打开口服液瓶盖,需要掌握开启瓶盖所需的扭矩力。
液体药用聚烯烃塑料瓶质量标准及检验规程

目的:明确液体药用聚烯烃塑料瓶的质量标准和规范液体药用聚烯烃塑料瓶的检验。
适用范围:适用于液体药用聚烯烃塑料瓶的检验。
责任者:化验员。
引用标准:YBB000820021、材料高密度聚乙烯树脂或聚丙烯树脂为主要原料。
2、技术要求2.1 药用塑料瓶的外观质量:应具有均匀一致的色泽,不得有明显的色差。
瓶的表面应光洁、平整、不允许有变形和明显的擦痕。
不允许有砂痕、油污、气泡。
瓶口应平整、光滑。
2.2 物理性能应符合表1规定:表12.3 化学性能符合表2规定:2.4 微生物限度:取数个试瓶,加入1/2标示容量的氯化钠注射液,将盖旋紧, 振摇1min,提取液进行薄膜过滤,照微生物限度法测定.细菌数每瓶不得过100个,霉菌、酵母菌数每瓶不得过100个,大肠杆菌每瓶不得检出。
2.5 异常毒性:无异常毒性 3、试验方法3.1 外观在自然光线明亮处目测检验。
3.2 密封性试验3.2.1取本品适量,用测力扳手将瓶与盖旋紧,瓶口与瓶盖应配合适宜,不得滑牙。
3.2.2每个瓶装进一定量的玻璃球,紧盖后(带有螺旋盖的试瓶用测力扳手将瓶与盖旋紧,扭力见表3)置于带有抽气装置的容器内,用水浸没,抽真空到26.67kpa 维持2min ,瓶内不得有进水或冒泡现象。
3.3 抗跌性取本品适量,加水至标示容量,从规定高度(见表4)自然跌落至水平刚性光滑表3.4 水蒸气渗透量试验取本品适量,在瓶中加水至标示容量,盖紧瓶盖,精密称重.在相对湿度65%±5%和温度25±2℃条件下,放置14天,取出后,再精密称重,按下式计算,重量损失不得过0.2%.W1-W2水蒸气渗透量=————×100% (1)W 1-W式中:W1——试验前液体瓶及水溶液的重量(g)W——空液体瓶重量(g)W2——实验后液体瓶及水溶液的重量(g)3.5 溶出物试验3.5.1 试验溶液的制备:取试瓶表面积600cm2,切成约长5cm,宽0.3cm的小片。
聚丙烯、聚乙烯类药包材正己烷不挥发物的组成分析和安全性研究
聚丙烯、聚乙烯类药包材正己烷不挥发物的组成分析和安全性研究聚丙烯和聚乙烯常用于生产输液瓶、输液用膜(袋)、滴眼剂瓶、口服固体瓶和口服液体瓶,是常用的药包材原料。
该类药包材与药品直接接触时,某些组分会迁移到药品中,并可能会随给药途径进入人体,对安全用药造成威胁。
因此,《国家药包材标准》对聚丙烯及聚乙烯类药包材溶出物的不挥发物进行限度控制,即要求药包材产品经水、乙醇、正己烷浸提后的不挥发物不得超过规定限值。
但在实际药包材检测中发现,正己烷不挥发物不合格的发生率较大,是备受关注的风险点,且目前对正己烷不挥发物的研究甚少,因此需要加强对正己烷不挥发物的研究,提高关注度。
本研究对聚丙烯、聚乙烯类药包材正己烷不挥发物进行了较为全面的结构表征,包括化学结构分析和定量表征。
经研究发现,聚丙烯正己烷不挥发物中约96.19%的成分为寡聚物,3.81%的成分为添加剂;聚乙烯正己烷不挥发物中约95.75%的成分为寡聚物,4.25%的成分为添加剂。
对于寡聚物的表征,研究采用凝胶色谱、红外、高温核磁、差示扫描量热分析和热重分析进行分子量及分布、化学结构和热性能表征。
聚丙烯正己烷不挥发物分子量在5214~21226范围内,无定形态,结构规整度低;聚乙烯正己烷不挥发物分子量约为730~3746,具有一定的规整度和结晶形态。
为实现对正己烷不挥发物的深入细致分析,研究以聚丙烯正己烷不挥发物为例,采用制备色谱分离制备得到5个分子量不同的组分进行深入研究。
对于分子量及分布的表征,以预柱PL gel Guard 10μm串联2根分析柱PL gel MIXED-B(300×7.5mm,10μm)为色谱柱,柱温150℃,流动相为含250mg/L抗氧剂BHT的1,2,4-三氯苯溶液,采用聚丙烯分子量对照品建立标准曲线,检测器为示差折光检测器,研究表明,聚丙烯正己烷不挥发物组分1的分子量为21226,分布指数为1.66;组分2的分子量为14462,分布指数为1.70;组分3的分子量为8257,分布指数为2.21;组分4的分子量为6264,分布指数为3.19;组分5的分子量为5214,分布指数为3.70。
药瓶检测总结
药瓶检测总结引言药瓶检测是一项重要的质量控制措施,用于确保药品的安全性和有效性。
药瓶检测涉及多个方面,包括外观检查、标签质量、封装完整性等。
本文将对药瓶检测的目的、方法和结果进行总结,并讨论一些常见的问题和解决方案。
目的药瓶检测的主要目的是确保药品的质量符合标准要求,以保障患者的安全和治疗效果。
通过对药瓶进行全面的检测,可以发现并排除可能存在的问题,例如瓶盖不严、破损的瓶身、标签模糊等。
药瓶检测还可以帮助制药企业提高生产效率和产品质量,避免质量风险和法律责任。
方法外观检查外观检查是药瓶检测的重要环节之一。
通过目视检查,判断药瓶的瓶身是否完整、透明度是否符合要求、表面是否有污染等。
此外,还需要检查瓶盖是否正常封闭、印刷质量和图标清晰度等。
标签质量检查标签质量检查是药瓶检测中的另一个关键环节。
标签应当包含药品的名称、规格、有效期、批号等关键信息。
因此,需要对标签的印刷质量、位置准确性、易读性进行检查,防止标签模糊、偏移或缺失。
封装完整性检查封装完整性检查是指检查药瓶是否完整封装,包括瓶盖是否安装正确、密封良好等。
通过合适的方法和设备,可以对封装完整性进行定量和定性的检测,确保药瓶的密封可靠。
结果药瓶检测的结果应当记录在检测报告中,并及时通知相关部门和人员。
根据检测结果,可以对不合格的药瓶进行退货、翻新或重新封装,以确保仅合格的药瓶流入市场。
同时,合格的药瓶应当标注检测合格的标识,以便追溯和监督。
常见问题及解决方案1. 药瓶瓶盖不严问题瓶盖不严可能导致药瓶内药品容易受到外界环境的影响,从而降低药品的效果和安全性。
针对这个问题,可以加强瓶盖的设计和生产控制,采用更加可靠的封盖材料和工艺,并进行严格的检测和质量控制。
2. 标签易脱落或模糊问题标签易脱落或模糊可能导致用药误读、剂量错误等问题。
解决这个问题的方法包括采用高质量的标签材料、优化印刷工艺和粘贴方法,以及增加标签的固定方法和机制。
3. 封装工艺不稳定问题封装工艺不稳定可能导致药瓶的完整性不可靠,进而影响药品的质量。
药用塑料瓶质量标准

附件一:山东凤凰制药股份有限公司标准(内包材)口服固体药用聚乙烯塑料瓶Koufugutiyaoyongjuyixi Suliaoping标准依据:国家药品监督管理局《国家药品包装容器(材料)标准》YBB00122002。
【材质】以高密度聚乙烯(HD PE)为主要原料,采用吹注成型工艺生产的口服固体药用塑料瓶。
【外观】取本品适量,在自然光线明亮处,正视目测:应具有均匀一致的乳白色泽,不得有明显色差。
瓶的表面应光洁、平整,不得有变形和明显的擦痕,不得有砂眼、油污、气泡。
瓶口应平整、光滑。
【物理性能】密封性试验取本品适量,于每个试瓶内装入适量的玻璃球,旋紧瓶盖(带有螺旋盖的试瓶,用测力扳手将瓶与盖旋紧,扭力见表1),置于带抽气装置的容器中,抽真空至真空度为27kpa,维持2min,瓶内不得有进水或冒泡现象。
振荡试验取本品适量,于每个试瓶装入酸性水为标示剂,旋紧瓶盖(带有螺旋盖的试瓶用测力扳手将瓶与盖旋紧,扭力见表1),用溴酚蓝试纸(将滤纸浸入稀释5倍的溴酚蓝试液,浸透后取出干燥)紧包瓶的颈部,置振荡器(振荡频率为每分钟200次±10次)振荡30分钟后,溴酚蓝试纸不得变色水蒸气透过量试验取本品适量,用绸布擦净每个试瓶,将瓶盖连续开、关30次后,在试瓶内加入无水氯化钙干燥剂(除去过4号目筛的细粉,置110℃干燥1小时),20ml或20ml以上的试瓶,加入干燥剂至距瓶口13mm处;小于20ml的试瓶,加入干燥剂量为容积的2/3,立即将盖盖紧。
另取两个试瓶装入与干燥剂相等量的玻璃小球,作对照用。
试瓶紧盖后分别称定重量。
然后将试瓶置于相对湿度为95%±5%,温度为25℃±2℃的环境中,放置72小时,取出,室温放置45分钟,分别称重。
按式(1)计算水蒸汽渗透量。
水蒸气透过量(mg/24h.L)=[1000/3V]×[(T t-T i)-(C t-C i)] (1)V:试瓶的容积,ml;T I:试瓶试验前的重量,mg;C I:对照瓶试验前的平均重量,mg;T t:试瓶试验后的重量,mg;C t:对照瓶试验后的平均重量,mg。
固体药用聚烯烃塑料瓶物理性能测试方法
固体药用聚烯烃塑料瓶物理性能测试方法
严雪英
【期刊名称】《上海塑料》
【年(卷),期】1998(000)003
【摘要】用塑料瓶来包装药品,除了对材质的化学性能、生产车间洁净度要求外,瓶口与瓶盖之间必须紧密配合,包装材料本身要有阻隔性,使被包装物品在保质期内不
变质。
如何来判断这二方面性能的好坏,可用塑料药瓶的物理性能测试方法来判断。
材料的水蒸汽渗透性可从这测试方法中得到答案。
目前医药行业使用的塑料药瓶的测试标准为《固体
【总页数】4页(P35-37,27)
【作者】严雪英
【作者单位】上塑十七厂
【正文语种】中文
【中图分类】TQ320.7
【相关文献】
1.药用塑料瓶选材及封口方式研究 [J], 范珺;
2.热压工艺对聚烯烃类电池隔膜纸基物理性能的影响 [J], 赵丽君;刘文;周立春
3.HPLC法同时测定3种材质药用塑料瓶中5种抗氧剂含量 [J], 饶艳春; 熊炜; 朱
碧君
4.亚宝药业高密度药用塑料瓶获准进入美国市场 [J],
5.工业固体核磁Magmonitor用于聚烯烃质量参数测试方法的建立 [J], 柯扬船;杨志滨;杨林娜
因版权原因,仅展示原文概要,查看原文内容请购买。
药用塑料瓶的吹塑工艺及外面检测

一、注射吹塑与挤出吹塑药用塑料瓶的比较挤出吹塑与注射吹塑成型塑料瓶的两种工艺方法的区别在于:注射成型中,用来成型塑料瓶体的模具要包括阳模与阴模。
由注射机在高压下把塑料熔体注入模具型腔内,打开模腔时,阳模必须从阴模内移开,以顶出瓶体。
而在挤出吹塑中,要采用挤出机头来成型型坯。
吹塑模具主要由两半阴模构成,一般不需阳模,用注入的压缩空气吹胀型坯。
注吹与挤吹相比,挤出吹塑的特点为:①吹塑机械(尤其是吹塑模具)的造价较低,例如成型相同的产品时,吹塑机械的造价约为注塑机械的三分之一或二分之一,产品的生产成本也较低。
②吹塑中,型坯是在较低压力下通过挤出机头成型并在低压(多数为0.2-1.OMPa)下吹胀,因而产品的残余应力较小,耐拉伸、冲击、弯曲与环境等各种应变的性能较高,具有较好的使用性能。
而在注射吹塑成型中,塑料熔体要在高压(15 140MPa)下通过模具流道与浇口,这会导致不匀称的应力分布。
③吹塑级塑料(例如PE)的分子量比注塑级塑料的高得多。
这样吹塑产品具有较高的冲击韧性与很高的耐环境应力开裂性能,这对生产大容量的塑料瓶是十分有利的。
④由于吹塑模具仅由阴模构成,故通过简单地调节机头模口间隙或挤出条件即可改变瓶体的壁厚,这对预先无法准确计算所需壁厚的产品是很有利的。
而对注射成型,需要改变产品壁厚的费用要高得多。
⑤吹塑可成型壁厚很薄的产品,这样的产品无法由注射方法来成型。
⑥吹塑可成型形状复杂、不规则且为整体式的产品,,采用注射吹塑成型时,要先生产出两件或多件后,通过搭扣配合,溶剂粘合或超声波焊接等组合在一起。
注射吹塑成型的特点为:①塑料熔体被注入型坯模具,它在型腔内周向受到一定的取向效应。
此外型坯吹胀时的温度比挤㈩吹塑的低些,吹胀产生的取向效应能较多地保留下来,这些有助于提高塑料瓶的强度等性能。
②塑料瓶尺寸(尤其是颈部螺纹尺寸)精度高,较易于按要求保证瓶体壁厚的均匀性,瓶体规格均一。
③瓶体表面卜不形成接合缝,不需成型后修整,一般不产生边角余料,挤出吹塑产生的边角料通常为5%—30%。
口服固体药用高密度聚乙烯瓶密度测量不确定度分析

口服固体药用高密度聚乙烯瓶密度测量不确定度分析摘要】密度是衡量一些药品包装材料和容器品质的重要指标,同时测量不确定度是评价结果的重要手段,本文以口服固体药用高密度聚乙烯瓶产品为例,以建立密度测量不确定度的评定方法。
依据YBB00132003标准的要求对产品的密度进行检测并对其密度测量结果不确定度进行分析评定。
以口服固体药用高密度聚乙烯瓶为例,其密度测量结果可以表示为U=(0.9505±5.938 ×10-3)g/cm3 K=2,此测量不确定度评定方法具有实用价值。
【关键词】药品包装材料和容器密度【中图分类号】R927.2 【文献标识码】A 【文章编号】2095-1752(2014)29-0314-02密度的大小就决定了该物质的组成成分及纯度,所以密度是衡量药品包装材料和容器品质的重要指标,也是其品质检测必检的项目,目的是控制包材中的无机杂质。
而现在市面上一些塑料材质的药品包装材料和容器生产工艺中,常添加润滑剂、抗氧剂、光亮剂、透亮剂等,其毒性未知,甚至有些不法厂家居然掺杂碳酸钙等无机杂质来降低成本达到牟利的目的,为严格控制上述物质的加入量,故有必要进行密度的检验,而且要根据测定中不确定的分析来确定提高测定结果的准确度也很关键。
1 实验部分1.1主要仪器与材料电光分析天平(带密度测试装置):Mettler Toledo AX205型,精度0.01mg 工作用玻璃液体温度计:棒式(0~50)℃;0.1℃分度值无水乙醇:天津市光复精细化工研究所,含量不少于99.7%聚乙烯样品:尺寸为20mm×10mm,1.2 检测依据及原理国家药品包装容器(材料)方法标准(试行)YBB00132003关于密度测定的方法为:采用浸渍法,根据浮力法进行密度的测定。
浸渍法系试样在规定温度的浸渍液中,所受到浮力的大小,等于试样排开浸渍液的体积与浸渍液密度的剩积,而浮力的大小可以通过测得试样的质量与试样在浸渍液中质量求得。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
药用塑料瓶,是一种优良的药用包装容器,具有瓶体强度高、抗内压能力强、质量轻盈、易于携带、灌装便捷等优点,广泛应用于口服固体药品和口服液体药品的包装。
随着塑料包装逐渐成为医药包装的重要分支,全球药用塑料瓶的需求量呈每年4.3%的速度递增,向着多品种和专业化的方向迅速发展。
1 药用塑料瓶及部件的技术要求——不挥发物
药用塑料瓶及其相关部件构成的药包系统,其本身的质量、安全性、使用性能对药品品质具有重要影响。
相关研究表明,高分子塑料容器的透气透湿性能、添加剂的浸出以及对药物的吸附作用都会威胁到药物的稳定性。
于是,从1981年,国家医药管理局制定发布了我国第一个医药包装规章《药品包装管理办法》(试行)在全国实施,到2015年食品药品监督管理局发布了130项直接接触药品的包装材料和容器国家标准,这些规章、标准为药包材的质量和性能管理明确了法律依据,要求必须满足药用要求,符合保障人体健康安全的标准。
根据2015年12月1日实施的药包材国家标准,药用塑料瓶主要指的是聚酯瓶、聚丙烯瓶、高密度聚乙烯瓶三类,相关部件包括口服固体药用低密度聚乙烯防潮组合瓶盖以及药用铝塑封口垫片。
标准中,检验项目涉及外观、鉴别、密封性、水蒸气透过量、炽灼残渣、不挥发物等。
就不挥发物而言,指的是药品接触材料上迁移进入药物的一类物质,这些物质来源于包装材料、容器以及密封组件。
以塑料为例,它是以不同单体形式经过加成聚合或缩聚,并通过添加一定助剂,在特定条件下形成的高分子聚合物材料。
当塑料包装材料与药物接触时,其单体、低聚物以及添加剂、交联剂、固化剂、塑化剂等向药物发生表面扩散,进而被溶剂化或溶解,从而迁移到药物中。
当患者服用此类药物后,上述物质在人体内长期累积,对各脏器、免疫系统、生殖系统产生不可逆的损害。
2 药用塑料瓶及部件不挥发物测试方法的异同
根据2015年12月1日实施的药包材国家标准,接下来笔者对比了药用塑料瓶及相关部件的不挥发物测试方法的异同。
2.1 口服液体药用瓶和外用液体药用瓶
从材质分类来看,口服液体药用瓶包括聚丙烯瓶、高密度聚乙烯瓶、聚酯瓶,外用液体药用瓶主要指的是高密度聚乙烯瓶。
这类药用塑料瓶的不挥发物测试方法如下:
2.1.1制备供试液
取本品平整部分内表面积600cm2,(分割成长5cm,宽0.3cm的小片)3份,分置具塞锥形瓶中,加水适量,振摇洗涤小片,弃去水,重复操作一次。
在30~40℃干燥后,分别用水(70℃±2℃)、65%乙醇(70℃±2℃)、正己烷(58℃±2℃)200ml浸泡24小时后,取出放冷至室温,用同批试验用溶剂补充至原体积作为供试液,以同批水、65%乙醇、正己烷为空白液。
2.1.2 不挥发物测试
分别精密量取水、65%乙醇、正己烷供试液与空白溶液各50ml,分别置于已恒重的蒸发皿中,水浴蒸干,105℃干燥2小时,冷却后,精密称定,水不挥发物残渣与其空白液残渣之差不得过12.0mg;65%乙醇不挥发物残渣与其空白液残渣之差不得过50.0mg;正己烷不挥发物残渣与其空白液彩扎之差不得过75.0mg。
2.2 口服固体药用瓶
这类药用包装瓶主要有聚丙烯瓶、高密度聚乙烯瓶和聚酯瓶。
在不挥发物的测试方法上,与口服液体药用瓶的一致。
唯一不同是,供试液制备环节,洗涤流程需重复操作两次。
2.3 口服固体药用瓶封口垫片
口服固体药用瓶封口垫片主要采用复合膜与纸板通过粘合剂制成。
对于不同材质的口服固体药用瓶,复合膜的结构也有差异。
根据《直接接触药品的包装材料和容器》国家标准规定,口服固体药用聚丙烯瓶口应采用PET/AL/PP复合膜制得的封口垫片热合密封,口服固体药用聚酯瓶口应采用PET/AL/PET复合膜制得的封口垫片热合密封,口服固体药用高密度聚乙烯瓶口应采用PET/AL/PE复合膜制得的封口垫片热合密封。
与药用瓶的不挥发物测试方法相比,封口垫片的供试液制备环节的试样尺寸、洗涤浸泡,以及不挥发物测试环节的取样量和测试结果要求均有不同。
(1)试样尺寸
取封口垫片内表面积600cm2,分割成长3cm,宽0.3cm的小片试样。
与药用瓶的测试试样尺寸相比,长度缩减了2cm,宽度未变。
(2)洗涤与浸泡
制备封口垫片三份置具塞锥形瓶中,无需洗涤与干燥程序,加水(70℃±2℃)、65%乙醇(70℃±2℃)、
正己烷(58℃±2℃)200ml浸泡2小时取出,放冷至室温,用同批试验用溶剂补充至原体积作为供试液,以同批水、65%乙醇、正己烷为空白液。
需要注意的是浸泡时间,相比药用瓶不挥发物测试中的浸泡时间缩短到2小时。
(3)不挥发物测试
封口垫片的不挥发物的测试方法与药用瓶的一致,不同点在于:供试液和空白液的取样量增多,为100ml。
对于测试结果的限量要求更是有大幅的变化,标准规定,封口垫片的水不挥发物残渣、65%乙醇不挥发物残渣、正己烷不挥发物残渣与各自空白液残渣之差均不得超过30.0mg。
2.4 口服固体药用低密度聚乙烯防潮组合瓶盖
口服固体药用低密度聚乙烯是以低密度聚乙烯(LDPE)为主要原料生产的口服固体药用塑料瓶盖,并带有硅胶干燥剂(硅胶:大分子筛4:6),以纸板为阻隔材料的防潮组合瓶盖。
这类材料的不挥发物测试方法与药用瓶相比,又有很大的差异,具体表现在试样制取规格增大、供试液需按比例制取、测试结果限量要求等。
2.4.1供试液的制备
分别取瓶盖盖体(分割成长1cm,宽1cm的小片)3份,分置具塞锥形瓶中,加水适量,振摇洗涤小片,弃去水,重复操作两次。
分别用水(70℃±2℃)、65%乙醇(70℃±2℃)、正己烷(58℃±2℃)按重量与浸提液体积(0.2g/ml)的比例浸泡24小时后,取出放冷至室温,用同批试验用溶剂补充至原体积作为供试液,以同批水、65%乙醇、正己烷为空白液,进行下列试验。
2.4.2不挥发物测试
分别精密量取水、65%乙醇、正己烷供试液与空白溶液各50ml,分别置于已恒重的蒸发皿中,水浴蒸干,105℃干燥2小时,冷却后,精密称定,水不挥发物残渣与其空白液残渣之差不得过12.0mg;65%乙醇不挥发物残渣与其空白液残渣之差不得过50.0mg;正己烷不挥发物残渣与其空白液残渣之差不得过200.0mg。
3药用塑料瓶及部件不挥发物测试的自动化发展方向
随着药包新国标的实施,药用塑料瓶及部件不挥发物测试将成为医药企业和药包企业必检的项目。
然而,测试的高效、精准和安全又成为一个亟待解决的新问题。
不挥发物测试过程中,蒸发、烘干、称重是不可或缺的环节,同样也是最为耗时的步骤。
通常采用人工操作的不挥发物测试试验,往往需要花费至少4个小时。
过程中,需要人工移动装有供试液和空白液的容器在蒸发、烘干、称重设备间移动,试验过程繁琐单调,而且人工操作对试验结果影响较大。
此外,部分试验试剂具有毒性,如正己烷。
这是一种低毒的液体,通过呼吸道、皮肤等途径进入人体,长期接触可导致人体出现头痛、麻木等慢性中毒症状,威胁人体健康。
近年来,药用瓶及其部件不挥发物测试的自动化发展愈演愈烈。
采用自动化设备可自动完成蒸发、干燥、称重工序,避免试验人员进行重复性试验操作,试验效率也有所提高。
笔者对口服固体药用聚丙烯瓶和药用聚酯/铝/聚丙烯封口垫片的不挥发物项目分别进行了人工试验和自动化试验,自动化试验采用的仪器是Labthink C830迁移量及不挥发物测定仪。
从测试结果来看,两种试验方法的结果偏差较小,相对偏差为0.7%和1.2%。
从试验用时来看,自动化试验方法用时仅为人工试验时间的70%~80%。
这是源于C830仪器集蒸发、烘干、称重功能于一体,节省了人工试验中试剂的移动时间和试验装置启动准备时间。
同时,国际先进的快速蒸发技术的应用,将试剂处于接近沸腾前的最快蒸发状态,进一步缩短了蒸发时间。
安全性方面,自动化设备设计了专门的试剂蒸气气密回收系统,一方面增强了试验人员的安全性,同时实现了试剂高效回收,降低试验成本。
4、结论
药用塑料瓶是当前乃至未来占有重要地位的药用包装系统。
2015年12月1日实施的药包材国家标准规定,“不挥发物”是药用塑料瓶及其相关部件,如封口垫片、组合瓶盖的必检项目,这关系到药品安全和患者人身健康。
通过对比发现,药用塑料瓶及其相关部件的不挥发物测试过程和限量要求存在很大的差异,相关检测工作者应加强重视。