连铸工艺参数对高碳连铸坯成分偏析的影响
连铸工艺参数对45、70钢

连铸工艺参数对45#、70#钢铸坯冶金效果影响的探讨詹书申白瑞娟赵良江晁霞董文利(河南济源钢铁(集团)有限公司炼钢厂河南济源454650) 摘要:通过对45#、70#钢铸坯低倍组织情况的分析以及连铸工艺参数的总结,探讨出钢水过热度、拉速、塞棒自动控制、二冷配水及电磁搅拌等连铸工艺参数对铸坯低倍组织的影响。
通过对45#、70#钢中心碳偏析分析,表明随着钢中碳含量升高,连铸拉速、钢水过热度的增加,铸坯中心碳偏析有增大趋势。
关键词:铸坯的低倍组织;过热度;二冷配水;电磁搅拌参数;拉速;中高碳钢;中心碳偏析。
前言连铸工艺参数对钢坯的质量有着重要的影响。
尤其对优质钢的质量影响更大。
2004年9月份开始,河南济源钢铁(集团)公司(以下简称济钢)逐步开发生产了中高碳优质碳素结构钢。
用户对产品的质量提出了很高要求。
为此,炼钢厂对影响连铸坯质量的工艺参数进行了摸索。
为了进一步改善中高碳钢连铸坯质量,减轻中心偏析,提高等轴晶比例,又应用了结晶器电磁搅拌技术。
实践证明,通过优化连铸工艺参数和采用结晶器电磁搅拌技术,对产生优良的连铸坯低倍组织,减少中心偏析有明显的作用。
现以济钢所炼45#、70#钢铸坯的低倍情况和中心碳偏析情况加以总结分析。
1、连铸机的基本情况济钢3#连铸机系上海重型矿山机械有限公司制造安装其基本参数为:流数:4流间距:1200mm弧形半径:8m结晶器长度:900mm连铸坯规格:150mm ×150mm电磁搅拌方式:结晶器电磁搅拌M —EMS 液面控制方式:塞棒自动控制系统2.1所取45#、70#钢铸坯低倍样的炼钢工艺流程及执行标准,济钢品种钢铸坯低倍样连铸的工艺流程如图1所示:图1铸坯低倍样炼钢工艺流程图2.2执行标准为:GB226-91《钢的低倍组织及缺陷酸浊检验方》和YB/T153-1999《优质碳素结构钢和合金结构钢连铸方坯低倍组织评级图》。
3、铸坯低倍组织试验 3.1试样的制度从现场红坯上割取150mm ×30mm 的横剖样及150mm ×250mm 的纵剖样。
连铸工艺参数对高碳连铸坯成分偏析的影响

连铸工艺参数对高碳连铸坯成分偏析的影响姚桢;李长荣;刘卫【摘要】结合国内某钢厂高碳钢生产工艺现状,采用低倍检验和化学成分分析方法研究了过热度、拉速、二冷比水量对高碳连铸坯成分偏析的影响,对连铸工艺参数进行优化,确定了最佳的生产工艺参数.结果表明:过热度增大,铸坯的中心偏析、中心缩孔和中心疏松均有明显的恶化趋势;比水量增大,铸坯中心碳偏析程度得到改善,中心疏松和中心缩孔程度变化不大;拉速提高,中心碳偏析和中心疏松程度均得到改善,中心缩孔程度变化不大.最佳生产工艺参数为:过热度控制在15~25℃、拉速为1.80 m/min、比水量为0.72 L/kg.【期刊名称】《广州化工》【年(卷),期】2018(046)021【总页数】4页(P72-75)【关键词】高碳钢;小方坯;工艺参数;中心缺陷【作者】姚桢;李长荣;刘卫【作者单位】贵州师范大学材料与建筑工程学院, 贵州贵阳 550025;贵州大学材料与冶金学院, 贵州贵阳 550025;贵州师范大学材料与建筑工程学院, 贵州贵阳550025【正文语种】中文【中图分类】TF777.2高碳硬线钢作为金属制品的原料,被广泛用于制造预应力钢丝、钢绞线、钢丝绳、轮胎钢丝等,其拉拔性能的好坏将直接影响着产品的质量和使用。
而高碳钢由于具有较宽的凝固温度区间,在凝固过程中具有较大的糊状区,会使得连铸坯易形成中心偏析和中心缩孔[1]。
研究表明[2],中心偏析和中心缩孔是造成高碳钢线材在冷加工过程中拉拔断裂的重要原因之一。
因此,改善中心偏析对提高高碳钢连铸坯质量具有重要的现实意义。
本文选取国内某钢厂2#小方坯连铸机SWRH82B为实验试样,系统研究了拉速、过热度、二冷比水量等连铸工艺参数对高碳连铸坯成分偏析的影响,并在此基础上对连铸工艺参数进行优化,确定各连铸工艺参数的最佳控制范围,为高碳钢的实际生产提供理论依据。
1 实验1.1 取样方案本文主要研究国内某钢铁公司生产的SWRH82B预应力钢绞线,根据其具体生产工艺条件,先在实验流次取300 mm的铸坯样一块,再从该铸坯样上截取某一横截面试样(厚度为20 mm)用于成分分析和低倍检验。
高碳钢碳偏析会导致成材在力学检测时性能不合格现象

高碳钢碳偏析会导致成材在力学检测时性能不合格现象,主要是断面收缩率指标低,且出现脆断及断夹头的情况。拉力断口的大多数形态是:断面中心有一圆形黑心,然后呈放射状发散,近乎无剪切唇。金相分析得出,中心网状渗碳体约为3.5级,而黑圈应为中心高碳的宏观表现,碳偏析严重。
连铸工艺参数对SWRH82B钢160 mm×160 mm坯中心碳偏析的影响
82B钢 的 生产 流 程 为 :120 t转 炉 一 LF精 炼 一 160 mm×160 mm 小方 坯连 铸 一 控 轧控 冷 工 艺 。试 验所 取 的 82B铸 坯 化 学成 分 见 表 1,连 铸 过 程 基 本 工艺参 数 如表 2所示 。
连铸 过 程 被认 为 是 控 制碳 偏 析 最好 的 阶段 ,因 而 本 文 针 对 连 铸 工 艺 参 数 对 82B钢 中心 碳 偏 析 的
影 响进行 了研 究 ,通 过现 场 试 验 研 究 了 结 晶器 电磁 搅拌 频 率 、拉 速 、过 热 度 及 二 次 冷 却 强 度 对 82B钢 铸坯 中心碳偏析的影 响,确定 了现行生产要求 和现 有设 备下 的最 佳工 艺参 数 。
摘 要 试验 研究了结晶器电磁搅拌频率 、拉速 、过热度及二冷 强度 对 SWRH82B连铸小方坯 中心碳偏析 的影 响。研究 结果 表明 ,结 晶器搅拌 电流为 300 A时 ,低电磁搅拌频 率下铸 坯 中心 碳偏析 情况较 好 ;拉 速为 1.8 m/min 时 ,提高二冷 比水量有利于改善 中心碳偏 析 ,但二冷 比水 量过高会 加剧偏 析 ;拉速为 1.8 m/min时 ,二 冷 比水 量为 0.75 L/kg较为合适 ,拉 速为 1.9 nJmin时 ,二冷 比水量为 0.8 L/kg是 比较 合适 的 ;当过热度在 20—30℃时 ,过热度 对 铸 坯 中 心碳 偏 析 的 影 响 不 大 。
M aterial Index SW RH82B Steel, 160 mm x 160 mm Casting Billet, Center Carbon Segregation,Casting Speed, Secondary Cooling W ater Ratio.Superheat
连铸圆坯成分偏析分析及控制措施
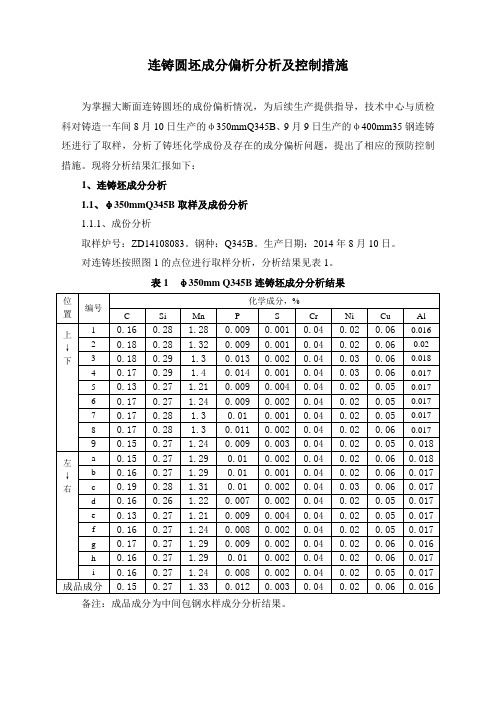
连铸圆坯成分偏析分析及控制措施为掌握大断面连铸圆坯的成份偏析情况,为后续生产提供指导,技术中心与质检科对铸造一车间8月10日生产的φ350mmQ345B、9月9日生产的φ400mm35钢连铸坯进行了取样,分析了铸坯化学成份及存在的成分偏析问题,提出了相应的预防控制措施。
现将分析结果汇报如下:1、连铸坯成分分析1.1、φ350mmQ345B取样及成份分析1.1.1、成份分析取样炉号:ZD14108083。
钢种:Q345B。
生产日期:2014年8月10日。
对连铸坯按照图1的点位进行取样分析,分析结果见表1。
表1 φ350mm Q345B连铸坯成分分析结果备注:成品成分为中间包钢水样成分分析结果。
图1 φ350mm Q345连铸坯成分分析点分布1.1.2、偏析度分析偏析度计算:Cc/C0=[(1#+2#+3#+4#+5#+6#+7#+8#+9#)/9]/5#。
碳偏析度:上下=0.164/0.13=1.262,左右=0.16/0.13=1.231;硅偏析度:上下=0.279/0.27=1.033,左右=0.27/0.27=1.000;锰偏析度:上下=1.288/1.21=1.064;左右=1.26/1.21=1.041;磷偏析度:上下=0.0103/0.009=1.144;左右=0.009/0.009=1.000;硫偏析度:上下=0.004/0.0019=2.105;左右=0.004/0.0021=1.905。
1.1.3、偏析规律从偏析分析结果看,此炉φ350mmQ345B连铸坯成份偏析存在以下规律:⑴、偏析度从大到小依次为硫、碳、磷、锰、硅,偏析最大元素为硫元素。
成份偏析中,C的最大偏差为+0.06%,Si的最大偏差为+0.02%,Mn的最大偏差为+0.19%,P的最大偏差为+0.005%,S的最大偏差为+0.003%,其中C、Si、Mn、P元素为负偏析,S元素为正偏析,⑵、成分偏析的部位主要是二分之一半径及铸坯中心部位,即2、3、5、7、8、c、e、g点,外其他部位的成分比较接近,且能代表整个铸坯的平均成分。
偏析对于连铸坯性能的影响分析

Q345B钢种连铸(直弧型连铸机)板坯(化学成分如 表1所示),钢板具体生产工艺路线为:KR"BOF" LF"连铸板坯。
搅拌和轻压下凝固控制等先进技术,以减少连铸坯
在连铸板坯上取横截面试样,分别采用酸浸低
给钢板带来的缺陷隐患。连铸板坯具有纯净度高、 倍评级(YB/T 4003-2016 标准)、LECO CS400 型红
进行偏析分析%「8& ,A区域C,Mn偏析特征如图9所 示。在连铸坯上正常凝固点;和白亮带特征区上 点C处取样,进行铸态组织观察,结果如图4所示。
碳偏析指数=G /c$ 式中 Ci为测试点碳含量(% );Co为熔炼碳含量
(%)'
图1连铸板坯低倍形貌
報 霜 罡 準 砸 岡 ®
图2连铸坯厚度方向碳偏析
图9连铸坯A区域碳和锰偏析分布
由连铸坯上的组织形貌可见,在外弧白亮带上 C试样的珠光体比例明显低于正常凝固区域B试样 的珠光体数量,且C处柱状晶晶间铁素体更为粗 大,组织分布均匀性相对较差,不利于该区域材料性 能的均匀性。
由图6所示,试样材料断面收缩率结合图4的 连铸坯局部组织也可以发现,外弧白亮带处材料(试 样E)由于组织的不均匀,在740-860 =温度条件 下,试样变形过程中局部应力集中导致的试样断裂, 明显降低了材料的塑性(断面收缩率);且在740940 =温度下,白亮带处材料(试样E)塑性均低于 正常材料(试样D)。在高温($1100=)条件下,由 于碳含量相对较低,白亮带处材料(试样E)与正常
3结果分析
图1,2,9偏析测试结果表明,连铸坯中心处呈 正偏析态,中心到两侧白亮带之间的区域呈负偏析 状态,靠近白亮带向两侧表面各有一个区域呈正偏 析态,总体来说,内弧侧的C含量高于外弧对应的 区域。横截面厚度方向最大的正偏析区域在内弧白 亮带向内弧一侧的附近区域,碳偏析指数达到1.09, 最大的负偏析区域在靠近中心点向外弧一侧,碳偏 析指数达到0. 92;原位分析结果也证实了连铸坯上 的这种偏析趋势。连铸坯的最后凝固区域在厚度中
连铸工艺对铸坯碳偏析的影响

第3期 2010年5月连铸Continuous CastingNo.3May 2010连铸工艺对铸坯碳偏析的影响张广军, 张旭东, 张劲峰, 刘兴洪(江阴兴澄特种钢铁有限公司一分厂,江苏江阴214429)摘 要:研究认为铸坯凝固过程碳的不均匀分布是导致铸坯低倍偏析的主要原因,碳分布不均匀程度基本与钢种碳含量成正比,由此将不同钢种的碳分布标准偏差和极差修正成20CrMo H 钢碳分布偏析后统一研究。
在正常生产条件下将浇注过热度控制在15~25℃范围、二冷比水量在0135L/kg 、结晶器和末端电磁搅拌扭矩分别为18cN ・cm 和15cN ・cm 对铸坯碳偏析改善有利。
采用组合参数进行生产实践检验,连铸坯修正碳偏析标准偏差和修正碳偏析极差降到了01015%和01025%以下。
关键词:连铸工艺;铸坯;碳偏析中图分类号:TF 777.2 文献标志码:A 文章编号:100524006(2010)0320043204E ffect of CC Process on Macro C arbon Segregation in Steel B loomZHAN G Guang 2jun , ZHAN G Xu 2dong , ZHAN G Jin 2feng , L IU Xing 2hong(The No.1Plant ,Xingcheng Special Steel Co.,Ltd.,Jiangyin 214429,Jiangsu ,China )Abstract :Investigation shows that the main reason of macro carbon segregation in steel bloom is nonhomogeneous distribu 2tion of carbon during solidification of bloom ,and severity of nonhomogeneous distribution of carbon is proportion to the car 2bon content of steel.Standard deviation and range of carbon distribution in various steel grades were normalized to distribu 2tion of carbon segregation in 20CrMo H ,then the data were analyzed in the same scale.In normal continuous casting ,the following casting parameters can improve carbon segregation of casting bloom ,such as casting overheat at 15-25℃,the a 2mount of secondary cooling water is 0.35L/kg ,stirring torque of mold and final electromagnetic stirring are respectively 18and 15cN ・cm.The normalized standard deviation and range of carbon segregation decreased to below 0.015%and 01025%after the best combination of parameters were used in production practice.K ey w ords :CC process ;casting bloom ;carbon segregation作者简介:张广军(1969—),男; E 2m ail :zhangguangjun_66@ ; 收稿日期:2009211210 轧材通常在横截面上存在着不同程度的低倍偏析缺陷、也就是化学成分的不均匀分布,这种缺陷会对机加工、热处理、尺寸稳定性以及使用安全性和各种应用性能带来许多不利的影响[122]。
高碳钢连铸方坯中心偏析

高碳钢连铸方坯中心偏析薛正良李正邦张家雯摘要:综述了高碳钢连铸方坯中心偏析的成因和控制方法,分析了电磁搅拌和接近液相线温度的低过热度浇铸技术对消除或改善高碳钢连铸方坯中心偏析的作用和效果。
指出低过热度浇铸和二次水膜强化冷却是解决高碳钢连铸方坯中心偏析的有效途径,并可提高拉坯速度。
关键词:连铸坯中心偏析高碳钢低过热度Centerline Segregation in Continuous Cast High-Carbon SteelBilletXue Zhengliang Li Zhengbang Zhang Jiawen(Center Iron & Steel Research Institute)Abstract:The formation mechanism and control technology of centerline segregation in continuous cast high-carbon steel billets are reviewed in this paper.The effects of electromagnetic stirring and low surperheat casting at near liquidus temperature on eliminating or improving the centerline segregation in high-carbon steel billets are also analyzed.It is put forward that casting at near liquidus temperature and internsive secondary cooling are the effective way to solve the centerline segregation in continuous casthigh-carbon steel billets,which also can increase casting speed. Keywords:continuous cast billet centerline segregation high-carbon steel low superheat▲中心偏析是连铸坯中最常见的宏观缺陷,由于它不能通过后续的轧制或退火处理来消除,因而对材料的机械性能和加工性能产生有害的影响。
连铸坯的宏观偏析及控制

连铸坯的中心偏析及控制摘要:对连铸坯的中心偏析进行研究分析,并且分析影响中心偏析的因素,主要有过热度和鼓肚等因素,从而采用一些措施来降低中心偏析,主要有稳定和降低过热度,控制钢液中碳磷硫的含量,二次冷却工艺,稳定拉速,采用电磁搅拌等措施.关键字:连铸坯, 过冷度, 中心偏析, 鼓肚成因1 连铸坯的偏析铸坯凝固过程中, 表层因激冷生成细小枝晶(激冷层), 随着表层凝固厚度增加, 铸坯内部向外传热能力降低, 铸坯开始呈现定向凝固, 形成由外向内的长条状树枝晶(柱状晶)。
由于选分结晶的原因, 溶质元素向熔池(液相区)积聚, 当柱状晶增长而生成搭桥现象时, 富集溶质元素的钢液被封闭而不能与其它液体交换, 在该处形成C S等元素的正偏析同时, 上部钢液不能补充此处的凝固收缩, 从而伴随有残余缩孔。
图1为铸坯凝固过程此形成中心偏析的示意。
图1铸坯凝固形成宏观偏析示意2 连铸坯的中心偏析形成的机理1)钢锭中心凝固理论该理论认为当浇注钢液碳含量超过0.45%(质量分数) 时,即使是中等过热度的钢液也有柱状晶强烈增长的趋势,在凝固后期由于铸坯断面中心柱状晶的搭桥,当桥下面的钢液继续凝固时,得不到上部钢液的补充,下部区域就形成缩孔、疏松及中心偏析。
2)溶质元素析出与富集理论该理论认为铸坯从表壳到中心结晶过程中由于钢中一些溶质元素( 如碳、锰、硼、硫或磷) 在固液边界上溶解并平衡移动,从柱状晶析出的溶质元素扩散到尚未凝固的中心,即产生铸坯的中心偏析。
3 影响中心偏析的因素1)钢水的过热度过热度是决定等轴晶率大小的一个重要参数。
过热度越低,断面上产生的等轴晶率就越大,从而偏析程度就越小,经过统计大量的试验数据表明等轴晶率与过热度的关系如图1所示图2 等轴晶率与过热度的关系过热度低时,能提供大量的等轴晶核,生成等轴晶,阻止凝固前期柱状晶的形成,并生成由细小等轴晶组成的大面积等轴晶区。
若过热度高,柱状晶区便扩大,甚至产生柱状晶搭桥现象,从而形成中心疏松或缩孔,随之产生严重的中心偏析。
影响连铸坯质量的因素及对策

影响连铸坯质量的因素及对策赵长忠(石横特钢集团有限公司,山东泰安271612)摘要:在直接轧制连铸坯或是连铸坯热送热装时都需要保证其高质量和零缺陷,但具体生产中很难保证连铸坯不出现质量缺陷,从而工厂生产时应重视这一问题。
文章将围绕连铸坯存在的质量缺陷进行分析,探讨其缺陷出现的原因,并制定相应的预防对策,以供参考。
关键词:连铸坯;质量;因素Metallurgy and materials作者简介:赵长忠,(1973-),男,山东昌乐人,主要研究方向:连铸工艺及连铸坯质量控制。
应用连铸技术将连铸比提高的过程中,应该重视连铸坯的质量将其存在的缺陷消除,连铸坯存在的质量缺陷会对钢材轧制质量产生重大影响,甚至会浪费大量钢材。
连铸坯的高质量主要体现在其洁净度、表面质量、内部质量等方面。
在钢水进入结晶器前,应维持钢水洁净程度,钢水在结晶器中凝固过程会对连铸坯表面质量有直接影响,在结晶器中凝固也会影响铸坯内部质量。
现阶段连铸钢种越来越多,加上连铸连轧越来越高的要求着连铸坯质量提高,在生产中应保证铸坯生产无缺陷,从而达到后续轧制要求。
1连铸坯质量缺陷及成因1.1夹渣缺陷夹渣是漂浮在结晶器内具有高自燃点和较差流动性的浮渣,被咬入铸坯表面之后残留的熔渣;浸水式水口剥落和溶损、中间包和钢包的耐火材料内衬与覆盖剂都能够成为浮渣;结晶器保护渣没有熔融时被咬入会变成夹渣;结晶器液面中漂浮的夹杂物,没有熔化或是溶解吸附,被结晶器钢液咬入成为夹渣;不具备合理精炼、冶炼及脱氧等条件,钢水洁净度差将会增加夹渣。
1.2气泡缺陷铸坯在凝固过程中钢中气体生成压力超过大气压力与钢水静压力总和,由此构成气泡,若无法及时溢出就会残留下来,从而出现气泡缺陷。
形成气泡的主要原因是没有足够脱氧;钢中碳和硅含量会对生成气泡造成影响;使用的原材物料含有较高水分也会造成气泡缺陷。
1.3表面裂纹缺陷在铸坯断面尺寸、工作表面状况以及结晶器结构、铸机浇注条件、冶炼工艺条件、浇注钢种具备的化学成分等工艺因素下连铸坯可能出现裂纹情况、在增加板坯宽度和减小厚度条件下,会将表面纵裂倾向加大。
影响高碳钢连铸小方坯中心偏析的因素

影响高碳钢连铸小方坯中心偏析的因素卢盛意(北京科技大学,北京100083)摘 要 介绍了英国4家钢厂为了减少高碳钢连铸小方坯中心偏析所采取的措施的试验结果。
Factors affecti n g cen tra l segrega ti on of h i gh carbon steel b illetsLU Shengyi(University of Science and Technol ogy Beijing,Beijing100083)ABSTRACT Experi m ental results in f our B ritish steel companies are intr oduced t o decrease the central segregati on of high carbon steel billets.Fact ors affecting the central segregati on of high carbon steel billets are analyzed.1 前言10年前,高碳钢很少用于连铸小方坯生产。
1997年以前轮胎钢丝等容易偏析的高碳钢几乎都用连铸大方坯来生产。
因为大方坯的浇注温度低,有利于形成等轴晶结构,又因为大方坯在轧制时的压缩量大,这二者都有利于减少偏析。
但用连铸小方坯来生产高碳钢时,生产成本低。
1997年英国4家钢厂(Scunthor pe,Sidenor,Is pat-HS W,I Jmuiden)共同研究了影响连铸小方坯高碳钢中心偏析的因素。
这些因素包括:钢水过热温度、二次冷却强度、电磁搅拌(E MS)、热轻压缩(TSR)、机械轻压缩(MSR)、浇注方法、小方坯尺寸、拉速等[1]。
2 钢水过热温度过热度低,使等轴晶结构百分比高,对减少偏析有利。
过热度高,在铸坯内产生“一个个小钢锭”(m ini-ingotis m)的结构,使机械性能不一致,在拔丝时容易断头。
高碳钢连铸坯偏析问题的分析与探讨

2007年炉外精炼年会论文集211高碳钢连铸坯偏析问题的分析与探讨曾四宝1,2)李洪波1,2)包燕平1)刘建华1)韩丽娜1)1)北京科技大学冶金与生态工程学院; 2)济南钢铁集团石横特殊钢厂摘要本文针对石横特殊钢厂R9m连铸机生产SWRH82B、GCr15等高碳钢连铸坯的偏析问题,分析讨论了钢水过热度、拉速、二次冷却强度和组合式电磁搅拌对连铸坯碳偏析影响,并对中心碳偏析问题提出了改善措施。
关键词偏析;钢水过热度;二次冷却强度;拉速;电磁搅拌1 前言对高碳钢来说,由于碳含量较高造成导热性差、凝固区间大,连铸坯本身容易产生偏析、疏松和缩孔等缺陷。
当前轴承钢连铸坯的控制水平普遍要求碳中心偏析指数≤1.15;钢帘线钢对碳偏析有更严格的要求,一般碳中心偏析指数≤1.05,否则在拉丝和扭转过程中容易引起断裂。
最近十几年来,随着钢水二次精炼、保护浇注、二次冷却、电磁搅拌和轻压下等技术的发展,高碳钢连铸技术也相应得到发展。
实际上,影响高碳钢连铸坯偏析的因素很多,如钢液过热度、二冷参数、拉速及电磁搅拌方式等。
关于钢液过热度对偏析的影响,国内外冶金工作者进行过大量的研究,得出了明确的结论,即随着过热度的降低,连铸坯的偏析逐渐减轻。
但是关于电磁搅拌和二冷水量等对偏析的影响目前还有争议。
通过统计分析石横特殊钢厂2006年3~9月份的生产情况和工艺变化情况,探讨了高碳钢(如SWRH82B、GCr15)连铸坯碳偏析的产生原因以及公司进一步改善碳偏析的途径,为工艺和装备优化、改进提供依据。
2 连铸机基本参数流数:4流;铸机半径:R9000/17500mm;流间距:1250mm;结晶器长度:850mm;浇铸断面:150mm×150mm;最大拉速:2.8m/min;电磁搅拌方式:M + F—EMS;二次冷却方式:足辊水冷0段+气雾冷却1、2、3段;浇铸钢种:碳结钢20#、45#、40Cr、ML10~35,20CrMo、高碳钢70#、80#、72A、82B、GCr15焊条钢H08A、H08Mn2SiA等。
高碳钢连铸坯中心偏析的控制与改善
江
西
冶
金
Vo . 1 No 1 13 . .
Fe r a y 2 l b u r 01
JA I NGXI ME AL URGY T L
文 章 编 号 :0 62 7 ( 0 1 O -0 1 4 10 —7 7 2 1 ) 1 0 - 0 0
50 0 ) 50 3
摘
要 : 分析钢水过热度 、 拉速、 二冷强度等连铸工艺参数对高碳钢连铸坯中心偏析的影响, 认为采取提高钢水洁
净度 、 低过热度浇 注 、 电磁搅拌 、 轻压下 和优化 二冷技术 等措 施是减轻高碳钢连铸方坯 中心偏析 的有效途径 。
关 键 词 : 高碳钢 ; 连铸坯 ; 中心偏 析 ; 过热度
Ke r s: y wo d
hg ih—c ro te ;c niu u a t ie ;e t lsge ain;u eh a ab nsel o t o sc s l tc nr e rg t n bl a o sp r et
1 前 言
高碳硬 线钢 主要 用于生 产 高强 度 、 高韧 性 、 低松 驰预 应力钢 丝 或钢 铰 线 等 金 属制 品 , 些 产 品 大部 这 分用 于高架 桥 、 大跨 度 桥 梁 、 高层 建 筑 、 道 等 重要 隧 建设工 程 , 此 , 钢 的化 学 成 分 、 净 度 、 学 性 因 对 纯 力
2 S o g n h ih n o n t l G o p o , t. Lu a s u 5 3 2 uz o , hn ; . h u a gS uc e gI n a ds e ( ru )C . L d , ip n h i 5 0 8G i u C ia r e h
连铸凝固过程中的偏析现象及其控制

电磁搅拌技术( EMS)
使铸坯内部产生电磁力,对铸坯内部液体实施搅拌,过热液体绕
树枝晶生长前沿流动,使枝晶根部溶化,流动的钢液将枝晶带走
成为核心,另外机械力的作用也可折断正在长大的树枝晶,增加 等轴晶晶核。
轻压下技术
20世纪70年代末80年代初,现在已成为连铸关键技术的重要组成部 分,被证明是提高产品质量和开发高附加值产品的重要手段,幵被
认为是消除铸坯宏观偏枂的最佳方法。
一方面压下可以消除或减少铸坯收缩形成的 内部空隙, 防止晶间富集溶质元素的钢液 向铸坯的横向流动; 另一方面, 压下可以使液芯中溶质元素富 集的钢液沿拉坯方向反向流动, 使溶质元 素在钢液中重新分配, 从而改善中心偏枂 情况。
轻压下技术
对于轻压下所需的压力主要有两种: 热应力, 即采用铸坯强冷技术, 使凝固坯壳向内收缩, 产生于 机械力压下类似的作用, 该法对于大断面、 表面裂纹敏感的钢种 收效甚微 机械应力 ,即用机械压下的方法补偿铸坯收缩, 该法依据设备 又可分为辊式轻压下和锻式轻压下
2、偏析的成因
显微偏析
实际生产中,钢液的结晶是一种非平衡结晶,由于冷却速度较大,钢液 在冷却到各个温度时,没有足够的时间来完成结晶过程和扩散均匀化。
宏观偏析
凝固过程中选分结晶的作用, 使两相区树枝间的液体富Leabharlann 了溶 质元素。3、偏析的危害
偏枂对连铸坯性能的影响主要表现为中心偏枂故在此 主要讲解中心偏枂
中心偏析的危害
(1)中心偏析对钢成材的影响 1)造成分层、断口丌合格使钢报废 含硫偏高的钢,中心偏枂带内往往有大量硫化物聚集,高熔点夹 杂物的变形程度不基体大丌一样,轧制过程造成钢的内部裂纹,大 量非金属夹杂物使钢严重分层;含锰偏高的结极钢,易出现锰偏枂 ,铸态时出现树之间锰的富集,轧态时出现富锰的带状组织,使断 口检查丌合格,且很难消除,只能让钢报废。
探讨连铸工艺参数调整对连铸坯中心偏析的影响

探讨连铸工艺参数调整对连铸坯中心偏析的影响摘要:文章先分析了连铸坯出现中心偏析的原因,包括凝固晶桥、空穴抽吸、溶质元素富集和析出,随后介绍了连铸工艺技术相关参数调整,包括过热度控制、钢水夹杂影响、拉速和二冷水优化,希望能给相关人士提供有效参考。
关键词:连铸工艺;参数调整;连铸胚;中心偏析引言:国内钢铁产业的持续发展,因为产能过剩影响,导致钢铁市场呈现出一种低迷趋势,行业竞争持续加剧,主要可以从产品质量和成本方面体现出来,随着竞争趋势的越加残酷和激烈,产品质量也成为客户进行产品选购核心因素。
为此需要注重连铸坯中的中心偏析问题,全面优化内部质量,提升钢板探伤效率,减少质量问题。
1.中心偏析原因分析1.凝固晶桥中心偏析主要是钢液凝固中,固液内的各种溶质元素实施重新分配过程中,柱状晶生长导致枝晶中的未凝固钢水产生溶质元素富集现象,导致铸胚处理中溶质元素分布不均,铸胚中心P、S、C等元素含量超标。
联系凝固桥理论分析,铸胚凝固组织内形成了较为发达的柱状晶,高碳钢浇筑中,铸胚凝固时,因为传热系数不稳定,形成了柱状晶的生长差异,铸胚中心出现搭桥晶桥下方钢液在收缩凝固中无法得到有效的钢液补充,产生中心偏析、中心疏松以及中心缩孔等问题。
1.空穴抽吸钢液凝固阶段,处于固-液相之间的溶质元素产生再分配现象,柱状晶生长促进了未凝固钢水中所形成溶质元素在枝晶间进行富集。
至于钢坯液相穴和鼓肚末端凝固收缩导致中心部位抽吸力增强。
该种抽吸力也使得钢坯中心吸入凝固末端所聚集的各种溶质元素,最终形成中心偏析现象[1]。
1.溶质元素富集和析出铸坯结晶中,钢液中的磷、硫、锰、碳等溶质元素于固-液相边界溶解,同时产生平衡移动的现象,顺着柱状晶析出溶质元素渗透到没有彻底凝固的钢液内,并伴随结晶实施,易偏析元素也在铸坯中心产生富集现象,或在末端区域进行凝固,最终出现铸坯中心偏析现象。
1.连铸工艺参数调整1.过热度控制假如过热度较低,则从理论层面上能够提升浇铸过程中的铸坯等轴晶率,有效减少铸坯偏析现象。
铸坯中心偏析工艺影响因素分析及改进措施
+!, - ".
(!) 量 $%!4 * $%"$&’( ,锰含量 !%$ * !%4&’( ,宽度 "4$$
/!0(.1 2 .3)
(") * #"$$66,拉 速 !%$ * !%#6 - 678,比 水 量 $%9 *
式中,+ 为液态金属凝固形核率;/ 为晶体生长 $%:1 - ;<,辊缝收缩量 =%4 * !$%466 的条件下,过热
大,己结晶形核的晶胞向前生长的速度越快,柱状 质量,过热度应控制在 ! * !$>范围内。
#’%6 年 2 月 第三期
铸坯中心偏析工艺影响因素分析及改进措施
%6
图 ! 过热度对中心偏析的影响
!"# 铸坯宽度的影响
缝收缩量 6"& ) %’"&((,从整体看,#%&’ ) #&&’((、
对 $$ 块抽样板坯(厚度 %&’(()铸坯内部质量 #&&’ ) #6&’((、!’’’ ) !!’’(( 期间,7%"’ 8 9%"& 级
从总体上看,碳元素不利于改善铸坯的内部质 量,随着碳含量的增加,铸坯的中心偏析有所加重。 !4! 锰的影响
钢中的锰含量过高时,容易造成元素锰在晶界 处的偏析。对 35 块抽样板坯(厚度 "%#)))铸坯内 部质量(中心偏析)进行分析统计,如图 ! 所示。从 图中可以看出,在碳含量 # 4 "% 7 # 4 !#819 ,过热度 "# 7 !%:,宽度 !"## 7 $"%#)),拉速 "4# 7 "4$)0 )’*,比 水量 #43% 7 #46#<0 =>,辊缝收缩量 64% 7 "#4%)) 的条件 下,锰含量小于 "4#819时,中心偏析 ?"4% 等级比例不是 很高,且无 . 等级。由此可见,适当降低锰元素有利 于改善铸坯的内部质量,且有一定的规律性。锰含 量应控制在 " 4 #819 以内。
连铸工艺参数调整对连铸坯中心偏析的影响

128管理及其他M anagement and other连铸工艺参数调整对连铸坯中心偏析的影响赵紫玉(唐山科技职业技术学院,河北 唐山 063000)摘 要:中心偏析能够影响铸坯的使用寿命和质量。
本文以钢坯为研究对象,首先从凝固晶桥、空穴抽吸、富集和溶质析出理论研究了中心偏析出现的机理。
然后,以某钢铁企业的铸坯为试验对象,分析了钢水过热度的影响,将该参数控制在20°左右。
将拉速和二冷比水量两个连铸参数相结合,得到了最佳配比,确定了将二冷比水量提高0.04kg/t,将转炉的拉速降低至0.06m/min,为最佳连铸工艺。
关键词:铸坯;连铸工艺;钢水过热度;拉速中图分类号:TF777 文献标识码:A 文章编号:11-5004(2020)03-0128-2收稿日期:2020-03作者简介:赵紫玉,女,生于1983年,汉族,河北迁西人,本科,高校讲师,研究方向冶金工程。
高碳硬线钢在预应力金属制品制造领域应用十分广泛,如轮胎钢丝、建筑钢丝绳、钢丝绞线以及应力钢丝等等,其中高碳硬线钢的使用寿命和质量与拉拔强度密切相关。
高碳钢的凝固温度区间较为宽泛,钢材料凝固过程中的糊状区较大,导致连铸坯形成中心缩孔或中心偏析等问题。
文献研究可知,高碳钢线材在冷加工中出现拉拔断裂的主要原因即为中心缩孔或中心偏析。
所以,努力改善连铸坯形成过程中的中心缩孔或中心偏析对高碳钢线材的质量具有重大意义。
1 铸坯中心偏析的形成机理在钢液凝固过程中,固液相中的溶质元素进行再分配,未凝固的钢水溶质元素在快速生长的柱状晶间富集,使得铸坯中的溶质元素不均匀分布,铸坯中心部位的硫元素、磷元素和碳元素等含量较其他位置明显增高。
1.1 凝固晶桥按照该理论,凝固组织中的钢坯柱状晶发展速度较快,随着高碳钢脚注工艺的进行,凝固过程中的铸坯热传导不均匀,使得柱状晶产生了不同的生长速度,铸坯中心位置形成了搭桥,上部的钢液无法及时的补充下部钢液,使得下部钢液收缩形成中心偏析、疏松或者缩孔。
高强钢连铸板坯中心偏析的分析及改善措施
高强钢连铸板坯中心偏析的分析及改善措施摘要:高强度钢一般含有高碳含量和锰质量分数。
连铸坯在凝固过程中容易形成碳、锰等元素的枝晶偏析,导致中厚板中心出现严重的带状组织缺陷。
带钢结构对钢板的力学性能、成形性和断裂性能有着重要的影响。
对于冷轧钢板,带钢结构的存在会使材料表现出很强的各向异性能,导致材料在深加工过程中发生不均匀变形,即沿板宽方向的纵向纤维拉伸不一致,导致二次变形。
即使是在应力集中时裂纹的萌生也会影响最终产品的性能。
如何减少和消除连铸坯在凝固过程中产生的偏析,是连铸生产亟待解决的问题。
基于此,本文对高强钢连铸板坯中心偏析的分析及改善措施进行分析。
关键词:连铸坯;中心偏析;改善措施1连铸坯中心偏析的成因导致连铸坯出现中心偏析的原因主要包括两个方面,一方面是枝晶搭桥形成了小钢锭,另一方面是发生了铸坯鼓肚的问题。
在连铸坯凝固过程中,液芯末端会存在一个固液两相混合组成的糊状区。
凝固过程中,钢液会收缩向坯壳和拉坯方向,最终形成小孔。
位于弯月面的钢液受到地心引力会注入到收缩形成的孔洞当中,通过这种方式可以有效防止疏松和偏析问题的出现。
上述为理想状态,但是在实际铸造过程中,由于出现了小钢锭,钢液难以及时形成収缩孔或者难以注入收缩控制红,最终导致偏析问题出现在铸坯中心部位。
通过偏析问题出现的过程分析可知,拉坯方向液芯中心线附近的钢液会在钢液凝固过程中出现一定的变化,前沿温度梯度不同是造成凝固波动的主要原因。
2板坯中心偏析的形成机制及控制措施对板坯偏析的形成机理进行了大量的研究。
可以看出,板坯的中心偏析是由凝固过程中溶质元素的分离和结晶和凝固结束附近富集的偏析元素的液流引起的。
凝固结束时的钢液流动是由壳体的鼓包和凝固过程中钢液的体积收缩引起的。
板坯的中心偏析与钢成分、热性能、几何形状、工艺参数和设备条件密切相关。
不同冷却条件下坯料枝晶间的应力对坯料的中心偏析也有重要影响。
因此,根据不同的情况,我们需要分析中心偏析的原因。
弹簧钢连铸方坯中心碳偏析探讨
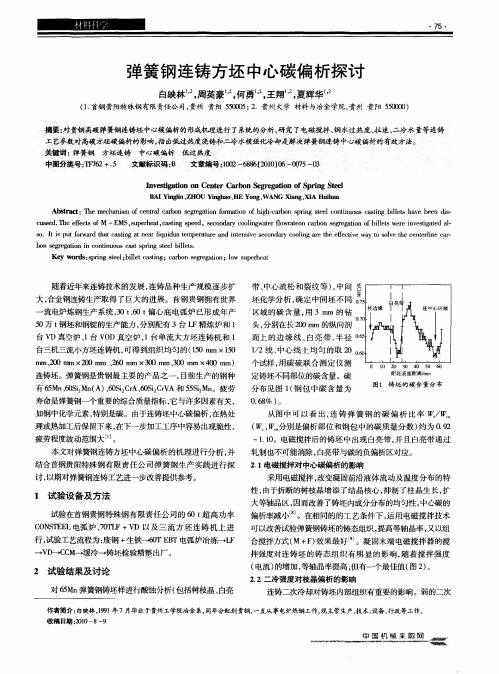
距坯表 面距离^ m n
连铸坯 。弹簧 钢是 贵钢 最主要 的产品之一 , 目前生产 的钢种
有 6Mn6 S2 n A)6 S CA、 S2r A和 5S2 n 5 . i ( 、 ir 6 i V 0 M 02 0 C 5 i 。疲劳 M
图 1 铸 坯 的碳 含 量 分 布
c se Th fe t fM —EMS ,up r e tc si g s e d,s c n ay c o ig trfo ae n c r n s re ain fbleswe ei v siae l u s d. e e cso s e h a ,a tn p e e o d r o ln wae wrt o abo eg g to o i t r n e tg td a— l l S . I s p tfr a d ta a t tn a iu d stmp rtr n n e ies c n r o ln et ee e tv yt ov h e trie C - O ti u o w r h tc si a e lq i u e e au e a d itnsv e o day c oi ga h f cie wa os let ec ne l a ng r r n r o r g t n c n iu u a p g se lbie s b n s ge ain i o tn o sc ts rn te l t. e o s i l Ke r s:p n t lbi e atn y wo d s r g se ; l tc sig;c b n sg e ain;lw u r e t i l r a o e g to r o s p h a e
Ab ta t h c a im fc nrlc r o e rg t n fr t n o Jh c r o p n te c n i u u a t g bl t h v e n ds sr c :T e me h n s o e t ab n s g e ai omai fh g — ab n s r g s l o t o sc si i es a e b e i a o o i e n n l —
连铸坯中心偏析和疏松缺陷在轧制过程中的形态演化

连铸坯中心偏析和疏松缺陷在轧制过程中的
形态演化
嘿,朋友!咱今儿来聊聊连铸坯中心偏析和疏松缺陷在轧制过程中的形态演化这事儿。
您想想啊,这连铸坯就好比是一块还没雕琢好的璞玉,里面存在着中心偏析和疏松这样的小毛病。
那在轧制过程中,它们会发生啥样的变化呢?
先说这中心偏析,它就像是藏在蛋糕中心不均匀分布的水果粒儿。
在轧制的时候,受到强大的压力和热力作用,原本不均匀的成分分布会变得更加复杂。
原本集中在一处的元素,可能会被挤来挤去,导致材料的性能变得不稳定。
这难道不像是一场混乱的“分子搬家”吗?
再说说疏松缺陷,它就像是一块海绵里的空洞。
轧制的时候,这些空洞可不会乖乖待着,它们会被压缩、变形。
但要是处理不好,这些空洞可能还会相互连接,形成更大的缺陷,就像小水滴汇聚成了大水流一样,那可就麻烦啦!
您可能会问,这对最终的产品质量影响有多大呢?那可真是不容小觑!中心偏析可能会让钢材的强度和韧性大打折扣,疏松缺陷则可能让材料变得容易断裂。
这就好比一辆汽车,要是零部件质量不过关,跑在路上能让人放心吗?
那怎么解决这些问题呢?这就得从源头抓起,优化连铸工艺,控制好冷却速度和温度,尽量减少中心偏析和疏松缺陷的产生。
在轧制过程中,合理调整轧制参数,给这些缺陷来个“大改造”。
总之,连铸坯中心偏析和疏松缺陷在轧制过程中的形态演化可不是小事,咱们得重视起来,才能生产出高质量的产品,您说是不是这个理儿?。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连铸工艺参数对高碳连铸坯成分偏析的影响
姚桢1,李长荣2,刘卫1
[摘要]结合国内某钢厂高碳钢生产工艺现状,采用低倍检验和化学成分分析方法硏究了过热度、拉速、二冷比水量对高碳连铸坯成分偏析的影响,对连铸工艺参数进行优化,确定了最佳的生产工艺参数。
结果表明:过热度增大,铸坯的中心偏析、中心缩孔和中心疏松均有明显的恶化趋势;比水量增大,铸坯中心碳偏析程度得到改善,中心疏松和中心缩孔程度变化不大;拉速提高,中心碳偏析和中心疏松程度均得到改善,中心缩孔程度变化不大。
最佳生产工艺参数为:过热度控制在15-25 °C、拉速为1.80 m/min.比水量为0.72 L/kg。
【期刊名称】广州化工
【年(卷),期】2018(046)021
【总页数】4
【关键词】高碳钢;小方坯;工艺参数;中心缺陷
高碳硬线钢作为金属制品的原料,被广泛用于制造预应力钢丝、钢绞线、钢丝绳、轮胎钢丝等,其拉拔性能的好坏将直接影响看产品的质量和使用。
而高碳钢由于具有较宽的凝固温度区间,在凝固过程中具有较大的糊状区,会使得连铸坯易形成中心偏析和中心缩孔⑴。
研究表明[2],中心偏析和中心缩孔是造成高碳钢线材在冷加工过程中拉拔断裂的重要原因之一。
因此,改善中心偏析对提高高碳钢连铸坯质量具有重要的现实意义。
本文选取国内某钢厂2#小方坯连铸机SWRH82B为实验试样,系统研究了拉速、过热度、二冷比水量等连铸工艺参数对高碳连铸坯成分偏析的影响,并在此基础上对连铸工艺参数进行优化,确定各连铸工艺参数的最佳控制范围,为。