热处理基本知识.ppt
热处理工艺基本知识ppt课件

过共析钢:含碳量在0.8以上时, Ac1以上30~50℃。这时得到的马氏体
有了足够的硬度同时保持未溶解的颗粒状碳化物也可以提高材料的硬度 和耐磨性。如果加热温度过高,淬火开裂的倾向加大,淬火后残余奥氏 体量增加反而降低硬度;
合金钢:合金元素大多可以阻止奥氏体晶粒长大,为了合金元素的均匀,
加热温度和保温时间都要比碳钢可稍编辑微课提件P高PT一些。
可编辑课件PPT
8
9.2.1 淬火加热温度
淬火加热温度的确定应以获得晶粒 细小、成分均匀的奥氏体为原则, 以便得到细小的马氏体组织。
亚共析钢:Ac3以上30~50℃,铁素
体可以全部溶解得到得到单一的奥 氏体,从而消除未溶铁素体而带来 的软相。也不宜过高,防止奥氏体 晶粒粗大带来马氏体粗大,并且温 度高带来的热变形也将严重。
方法:将钢较慢(100~150℃/hr)
加热到500-650℃(低于A1), 保温后随炉慢冷(50~100℃/hr) 到200~300℃以下出炉。
目的:无相变发生,组织没有明显变化,可完全消除残余内应力。
如果材料原始有大的弹性应变能存在,可发生再结晶,组织也会有对应
的变化。
用途: 锻造冷却未全恢复塑性变形,铸件的冷却热应力,焊接构件
的热应力,拉、拔、挤压的加工硬化等都会存在残余内应,利用去应力
退火可以消除变形或其它原因产生的内应力。
可编辑课件PPT
6
9.1.2 正火
将钢加热到Ac3和Accm以上30~50℃,保温得到均匀的奥氏体后,从炉 中取出自然空冷,发生珠光体型转变的热处理工艺称为“正火”。
由于冷速大于退火,得到的珠光体组织较细,材料硬度和强度均比 退火要高。合金钢在空气中冷却可能发生珠光体型、贝氏体型甚至 马氏体型相变,但正火一般是指空冷时珠光体转变的这一部分。
金属材料及热处理基础知识.ppt
2 .洛氏硬度
以顶角为120度的金刚石圆锥体或直径1.588mm的淬火 钢球作为压头,以一定的压力使其压入材料表面,测量压痕 深度来确定其硬度,即为洛氏硬度。被测材料硬度,可直接 在硬度计刻盘读出。
洛氏硬度常用的有三种,分别以HRA、HRB、HRC来表示。 洛氏硬度符号、试验条件和应用表
下贝氏体:无方向性的针状铁素体上弥散分布着细小颗粒的 渗碳体
7、魏氏组织
魏氏组织是在比较大的过冷度下形成的。奥氏体过冷到这 一温度区内,便会形成魏氏组织。魏氏组织铁索体是以切变机 理形成的其生长往往都是由晶界网状铁索体分枝,许多铁赢体 片平行地向晶粒内部长大。铁素体片之间的奥氏体随后变成珠 光体。魏氏组织会降低钢的塑性和韧性,尤其是冲击韧性。
3.维氏硬度 测定维氏硬度的原理基本上和布氏硬度相同,区别在于压头
采用锥面夹角为136度的金刚石正四棱锥体,压痕是四方锥形。 维氏硬度值用HV表示。
压痕面
4. 里氏硬度
原理:当材料被一个冲击体撞击时,较硬材料使冲击体产生 的反弹速度大于较软者。
5. 硬度与强度值的对应关系 由于硬度值综合反映了材料在局部范围内对塑性变形等 的抵抗能力,故它与强度值也有一定关系。 工程上:
冷却速度对晶粒大小的影响
快速冷却,形核点多,晶粒细小 冷却速度慢,均匀长大,晶粒粗大
1.2.2 铁碳合金的基本组织 铁 碳含量>2%--弱而脆
铁碳合金
铁素体—碳熔于α铁或δ铁中的固溶体 F
钢 奥氏体—碳熔于γ铁中的固溶体 A 强而韧 碳含量 0.02%-2%
渗碳体—铁碳金属化合物含碳6.67% Fe3C
许用应力 o
n
安全系数
热处理基本知识

二、热处理参数的简单介绍
区域 固熔炉(包括炉门升降马达) 时效炉(包括炉门升降马达) 淬水 上料台 1#小车 2#小车 冷却平台(包括循环风机马达) 固熔炉循环风机 排气通道风机 马达数量 单位(个) 12 9 2 2 2 2 7 7 1 滚筒数量 单位(根) 62 46 6 6 3 6 31
淬水池风机
时效炉循环风机 搅拌泵
1
2 1
固熔炉(时效炉)鼓风机
总共
2
50 163
名称 固熔炉循环风机 固熔炉鼓风机 排气通道风机 淬水池风机 时效炉循环风机 时效炉鼓风机 冷却平台循环风机 总计
数量 7 Байду номын сангаас 1 1 2 1 2 15
三.热处理平面图的讲解
2#小车 淬水池 时 效 固 炉 熔 炉 冷却 CT2 机械手 机械手 CT1 1#小车 通道
4.固熔炉10组,走完固熔炉需10步,每步是 23Min,总计230Min。时效炉7组,走完时效 炉需7步,每步是23Min,总计161Min。冷却 平台5步,总计46Min。循环一周为417Min。
5.为了保证轮圈的品质,每个料框都要抽出 一个轮圈检测其硬度(65~80HB)。
四.热处理控制面板说明
1. 固熔炉分7个区,10组,每组2个料框,每个 料框满载48个轮圈。 2. 时效炉分2个区,7组,每组有2个料框,每个 料框满载48个轮圈。 3. 2#小车可以放1组,2个料框。CT1和CT2放1组 ,2个料框。下料区5个料框和1#小车1个料框 共 3组 . 总共=10组+7组+4组=21组 1组=2个料框=2X48=96个轮圈 整个热处理满载运行轮圈数量:21组 X96=2016个.
1 2 3
8
4 6 7
热处理基本知识
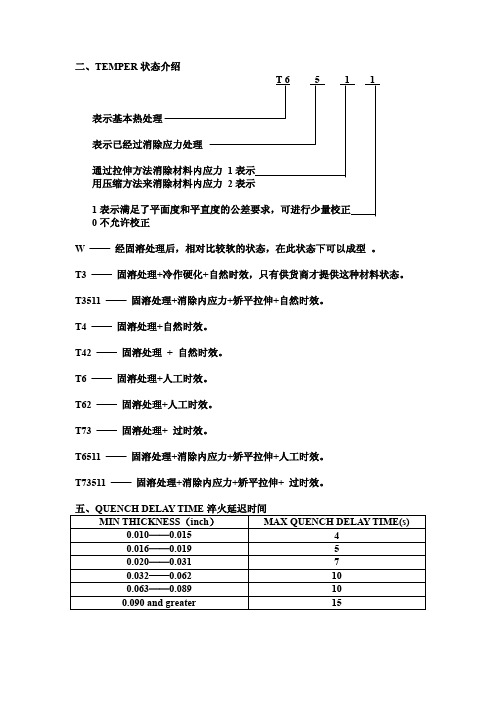
二、TEMPER状态介绍
表示基本热处理
1
0不允许校正
W ——经固溶处理后,相对比较软的状态,在此状态下可以成型。
T3 ——固溶处理+冷作硬化+自然时效,只有供货商才提供这种材料状态。
T3511 ——固溶处理+消除内应力+矫平拉伸+自然时效。
T4 ——固溶处理+自然时效。
T42 ——固溶处理+ 自然时效。
T6 ——固溶处理+人工时效。
T62 ——固溶处理+人工时效。
T73 ——固溶处理+ 过时效。
T6511 ——固溶处理+消除内应力+矫平拉伸+人工时效。
T73511 ——固溶处理+消除内应力+矫平拉伸+ 过时效。
三、PRECIPITATION TREATMENT (AGING) FOR FAMILIAR MATERIAL
常用材料的不同状态转换
NOTE : “A”指ANNEAL (退火)
“T6”与“T62”和“T4”与“T42”之间可以互替。
热处理基本知识及工艺原理

将淬火后的金属材料加热到适当温度,保温一定时间后冷 却至室温。回火可以消除淬火产生的内应力,提高金属材 料的韧性和塑性。
02
热处理工艺原理
加热与冷却
加热
热处理过程中,将金属材料加热至所 需温度,以实现所需的相变和组织转 变。加热方式包括电热、燃气热、微 波加热等。
冷却
热处理过程中,金属材料在加热后需 进行冷却,以控制相变和组织转变的 过程。根据冷却速度的不同,可分为 缓慢冷却和快速冷却。
感谢您的观看
THANKS
热处理的分类
1. 退火
将金属材料加热到适当温度,保温一定时间后缓慢冷却至 室温。退火可以提高金属材料的塑性和韧性,消除内应力 。
3. 淬火
将金属材料加热到适当温度,保温一定时间后快速冷却至 室温。淬火可以提高金属材料的硬度和耐磨性,但可能导 致内应力增大。
2. 正火
将金属材料加热到适当温度,保温一定时间后在空气中自 然冷却。正火可以提高金属材料的强度和韧性,细化组织 结构。
离子注入技术
将具有特定能量的离子注 入材料表面,改变其物理 和化学性质,提高耐磨、 耐腐蚀等性能。
提高热处理效率与节能减排
高效加热方式
采用电磁感应、微波加热 等高效加热方式,缩短加 热时间,提高热处理效率。
余热回收利用
对热处理过程中的余热进 行回收和再利用,减少能 源浪费,降低碳排放。
环保材料与工艺
热处理基本知识及工艺艺原理 • 常见热处理工艺 • 热处理的应用 • 热处理的发展趋势与挑战
01
热处理基本概念
热处理的定义
热处理:通过加热、保温和冷却等工 艺手段,改变金属材料的内部组织结 构,以达到改善其性能、满足使用要 求的一种工艺方法。
热处理的基本知识
过烧与欠烧的预防与控制
总结词
过烧和欠烧是热处理中常见的问题,它们会 影响材料的性能和热处理的可靠性。
详细描述
过烧是指加热温度过高或保温时间过长,导 致材料内部晶粒长大、氧化或融化。欠烧则 是加热温度或保温时间不足,导致材料未完 全奥氏体化或淬火不完全。为了预防和控制 过烧和欠烧,需要精确控制加热温度和时间 ,以及选择适当的加热和冷却速度。
气氛
热处理过程中所选择的气氛(如空 气、保护气体等)会影响金属的氧 化、脱碳等化学变化。
03
CATALOGUE
热处理工艺分类
退火
退火是将金属加热到适当温度,保持一定时 间,然后缓慢冷却的过程。其目的是消除内 应力、降低硬度、提高塑性和韧性。
退火工艺可分为完全退火、等温退火和球化 退火等。完全退火是将金属加热到临界点以 上,使组织完全奥氏体化,然后随炉缓慢冷 却;等温退火是将金属加热到临界点以上某 一温度,保持一定时间后快速冷却至室温; 球化退火则是将金属加热到略低于临界点温
05
CATALOGUE
热处理中的问题与解决方案
裂纹的产生与预防
总结词
裂纹是热处理中常见的问题,其产生与 多种因素有关,如冷却速度、加热温度 等。
VS
详细描述
裂纹的产生通常是由于热处理过程中材料 内部应力的集中和超过材料的断裂强度所 引起的。为了预防裂纹的产生,需要控制 加热和冷却速度,选择适当的加热温度和 时间,以及采用适当的热处理工艺。
THANKS
感谢观看
04
CATALOGUE
热处理的应用
钢铁工业
01
钢铁是热处理应用最广泛的材料 之一,通过不同的热处理工艺, 可以改变钢铁的内部结构和性能 ,以满足各种不同的需求。
热处理知识介绍课堂PPT

六、影响钢材氧化、脱碳的几大因素
加热时,钢表层的铁及合金与元素与介质(或 气氛)中的氧、二氧化碳、水蒸气等发生反应 生成氧化物膜的现象称为氧化。
钢在加热时,表层的碳与介质(或气氛)中的 氧、氢、二氧化碳及水蒸气等发生反应,降低 了表层碳浓度称为脱碳,脱碳钢淬火后表面硬 度、疲劳强度及耐磨性降低 。
50
脱碳+粗晶案例
51
脱碳+粗晶案例
52
脱碳+粗晶案例
53
影响钢材氧化、脱碳因素
主要因素为:热处理炉中混有氧气、二氧化碳、 水蒸气等气体。
54
对策
所以要使线材在加热时少产生氧化、脱碳, 1.需降低炉内H2O、O2、CO2。 2.减少炉内产生氧化:2Fe+O2→2FeO
Fe+H2O→FeO+H2 FeC+CO2→Fe+2CO 还原: FeO+H2→Fe+H2O
25
球化退火应用
球化退火主要适用于共析钢和过共析钢,如碳 素工具钢、合金工具钢、轴承钢等。这些钢经 轧制、锻造后空冷,所得组织是片层状珠光体 与网状渗碳体,这种组织硬而脆,不仅难以切 削加工,且在以后淬火过程中也容易变形和开 裂。
26
球化退火应用
而经球化退火得到的是球状珠光体组织,其中 的渗碳体呈球状颗粒,弥散分布在铁素体基体 上,和片状珠光体相比,不但硬度低,便于切 削加工,而且在淬火加热时,奥氏体晶粒不易 长大,冷却时工件变形和开裂倾向小。另外对 于一些需要改善冷塑性变形(如冲压、冷镦等) 的亚共析钢有时也可采用球化退火。
10
热处理分类——正火
正火是将钢材或钢件加热到A3(或Acm)以 上适当温度,保温适当时间后再空气中冷却, 得到珠光体类组织的热处理工艺。
11
热处理基本知识及工艺原理

热处理基本知识及工艺原理1. 热处理的基础热处理听起来很高大上,其实说白了就是给金属“洗澡”,不过这澡可不是一般的洗澡,它是通过加热和冷却,让金属变得更结实、更耐用。
就像人要适当运动一样,金属也需要“锻炼”才能有更好的表现。
大家常常听到的“热处理”这两个字,实际上是金属加工中的一个重要环节,尤其是在制造一些需要承受高强度和高温的零件时,它的重要性就显得尤为突出。
1.1 热处理的类型热处理可分为几种主要的类型,比如淬火、回火、退火、正火等等。
这些名字听起来有点像高深的武功秘籍,但其实它们各有各的妙处。
淬火就像是给金属来个猛击,迅速让它从热状态转为冷状态,达到硬化的效果;而回火则是帮金属放松一下,避免太过刚强造成的脆弱。
退火则是金属的“慢养”,通过长时间的加热和缓慢冷却,让金属的内部结构得到调整。
正火呢,就像是在金属身上做个深层按摩,让它恢复到最佳状态。
1.2 热处理的原理那热处理的原理又是什么呢?其实也不复杂。
热处理过程中,金属的内部原子结构会发生变化,就像是大海中的波涛汹涌,时而平静,时而激烈。
加热的时候,原子就像聚会的朋友,欢快地跳动;冷却时,它们就得迅速找到自己的位置,有时候甚至会出现“打架”的情况,这就影响了金属的强度和韧性。
2. 热处理的工艺2.1 工艺步骤热处理的工艺流程一般包括加热、保温和冷却三个步骤。
先是加热,像开车一样,把温度开到理想值,这个过程要慢慢来,别着急;接着就是保温,保持一段时间,让金属的“细胞”好好“吸收养分”;最后是冷却,冷却的方法可以是水、油,甚至空气,各种各样的方式让金属在不同的环境中“转身”。
这整个流程下来,金属的性能就提升了好几个档次。
2.2 影响因素当然,热处理的效果也受很多因素影响,比如温度、时间、冷却速度等。
就好比炒菜,如果温度掌握不好,时间控制不当,最终的味道可就大相径庭了。
为了得到理想的效果,工艺参数的选择可得仔细斟酌。
3. 热处理的应用热处理在我们生活中无处不在,特别是在汽车、航空、机械等行业,都是大显身手的地方。
热处理基础知识培训(ppt 91页)

热处理质量的严格控制
1)工艺过程的自动化作业采用顺控器或微处理机按 热处理工艺的要求实现装料、加热、冷却、清洗、 回火,卸料等工序的自动化生产过程 2)工艺参数的严格控制对热处理工艺参数,如时间、 温度、炉气戒分和压力、淬火介质的浓度、杂质和 冷速(搅动程度)的严格控制可使工件保持稳定的高 质量,使工件的表面质量、表面和心部硬度、渗层 的渗入元素浓度和梯度、渗层深度都能得到有效的 控制。 3)严格的质量管理通过热处理行业协会开展的质量 管理信得过企业、规范企业评选活动和质理检验员 的培训,在本世纪初热处理企业的生产管理和质量 管理水平有了明显提高。
5
热处理技术发展历史
古代热处理技术发展 中国近代热处理进展 中国当代热处理进展 热处理生产技术的进步
6
古代热处理技术发展
热处理生产技术的进步
渗碳渗氮技术的进步 真空热处理技术的普及 感应加热的广泛应用 化学热处理的潜力得到发挥 离子热处理的盛行 激光和电子束热处理 热处理质量的严格控制 热处理标准化的进展
厚度 加工硬化 冷加工热加工 热处理批 中途出炉炉料 监测仪表 TUS ISC
11
特种工艺
特种工艺指那种对材料进行一系列精确控 制的工艺处理,使其产生物理、化学或冶 金性能变化,非经破坏性试验,仅从外观 无法衡量其是否符合规范要求的工艺。
12
金属热处理
金属热处理是重要的航空制造技术之一。 金属热处理是将金属材料在固态下加热到
1. 热处理技术发展历史
1. 古代热处理技术发展的基础是火 2. 中国近代热处理进展 3. 中国当代热处理进展 4. 热处理生产技术的进步
1. 热处理质量的严格控制 2. 热处理标准化的进展
热处理相关基础知识共36页

31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
热处理相关Leabharlann 础知识11、用道德的示范来造就一个人,显然比用法律来约束他更有价值。—— 希腊
12、法律是无私的,对谁都一视同仁。在每件事上,她都不徇私情。—— 托马斯
13、公正的法律限制不了好的自由,因为好人不会去做法律不允许的事 情。——弗劳德
14、法律是为了保护无辜而制定的。——爱略特 15、像房子一样,法律和法律都是相互依存的。——伯克
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑性
塑性:是指在外力作用下,金属产生塑 性变型而不产生断裂的能力。工程上一 般用材料被拉断后所留下的残余变形来 表示材料的塑性,一般用两个指标来表 示:
延伸率: l1 l 10% 0
l
收缩率: AA1 10% 0
A
硬度
硬度:材料抵抗压入物压陷的能力, 即材料对局部塑性变形的抵抗能力。 工程上常用的洛氏硬度和布氏硬度分 别为:HRC和HBC。
铸造性:是指浇注时液态金属的流动性、 凝固时的收缩性和偏析倾向等。
灰口铸铁和青铜有良好的铸造性能。
锻造性:是指材料在压力加工时,能改 变形状而不产生裂纹的性能。
低碳钢的锻造性好,铸铁没有锻造性。
焊接性:是指材料在通常的焊接方法和 焊接工艺条间下,能否获得良好焊缝的 性能。
低碳钢的焊接性能好,铸铁的焊接性能差。
金属零件的表面处理
表面处理是在金属表面附上一层覆盖层, 以达到防腐、改善性能及装饰的作用。 通常分电镀、化学处理和涂漆三种。
电镀
电镀是应用电解原理在某些金属(或非 金属)表面镀上一薄层其它金属或合金 的过程。
分为:镀铬 、镀镍 、镀锌
化学处理
金属零件表面的化学处理主要有氧化和 磷化。
氧化是零件表面形成该金属的氧化膜, 以保护金属不受侵蚀,并起美化作用;
回火:将淬火后的工件加热到临界温度 以下,保温一定时间后在空气或水或油 中冷却。
目的:硬度、强度略有降低,但消除了 内应力和脆性。
调质:淬火+高温回火,可以使钢材获 得良好的综合机械性能。
表面化学热处理
化学热处理是将钢件放在某种化学介质 中,通过加热、保温、冷却的方法使介 质中的某些元素渗入钢件表面,改变了 表面层的化学成分,从而使其表面具有 与内部不同的特殊性能。一般都是使表 面获得高硬度、高疲劳极限,以及耐磨、 防腐蚀性能。
2.3 机械工程材料及钢的热处理
金属材料的机械性能及工艺性能 金属材料的热处理及零件表面处理 常用金属材料 常用非金属材料 选用材料的一般原则
金属材料的机械性能及工艺性能
金属材料的机械性能 金属材料的机械性能主要是指在外力作用 下表现出来的特性。 如:强度、刚度、塑性、硬度、韧性、 疲劳强度等。
2、正火:将钢件加热到临界温度以上30 -50度,保温一段时间后从炉中取出在 空气中冷却。
目的:正火和退火相似,但正火后机械 强度略高。
3、淬火和回火 淬火是将工件加热到临界温度以上30-50度,
保温一定时间,然后在水或盐水或油中急速冷 却。
目的:提高钢的硬度和强度。但急速冷却引起 内应力,使钢变脆,所以淬火后必须回火,以 得到较高的强度、硬度和韧性。
钢的热处理可以改善钢的加工工艺性能、提高 钢的机械性能、增加寿命、耐磨性等。
热处理方法:
1、退火:将钢件加热到临界温度以上20-30
下,然 后在空气中冷却。
目的:降低钢的硬度,改善切削性能;细化钢 的晶粒,减少组织的不均匀性,消去工件在锻 造、铸造中出现的内应力。
磷化是在金属表面生成一层不溶于水的 磷酸盐薄膜,可以保护金属。
常用金属材料
铸铁 碳素钢 合金钢 有色金属材料
常用金属材料
1、铸铁:铸铁是含碳量大于2.11%的铁碳合 金。
性能:具有良好的铸造性、耐磨性、吸振性及 切削加工性能,而且价格低廉,生产设备简单。 因此,它是应用最多的一种金属材料。
强度
强度:是指材料抵抗塑性变形和断裂的 能力。
强度极限 b 和屈服极限 s 是表征强度的主
要性能指标。 屈服极限是材料发生塑性变型时的应力; 强度极限是材料发生断裂时的应力。
刚度
刚度:是指材料抵抗弹性变形的能力。 弹性模量E:在弹性变形范围内,应力与应 变的比值E为常数,称为弹性模量;
弹性模量E是表征材料刚度的主要性能指 标。
切削加工性:是指对材料进行切削加工 的难易程度。
灰口铸铁具有良好的切削加工性。
金属材料的热处理与零件的表面处理
钢的热处理:将钢在固态范围内施以不同形式 的加热、保温和冷却,从而改变(或改善)其 组织结构,以达到预期性能的操作工艺。
热处理不改变工件形状,只改变内部组织结构, 以获得不同的机械性能。
合金钢
为了改善钢的性能,专门在钢中加入一种 或数种合金元素的钢叫做合金钢。
前的应力循
应 力
环次数N之
间的关系曲
线,称为疲
劳曲线。
107
循环次数N
金属材料的工艺性能
是指金属材料所具有的能够适应各种加 工工艺要求的能力。
金属材料常用的加工工艺方法: 铸造、压力加工、焊接、切削加工等。
各种工艺方法对材料提出的要求
铸造:将熔融金属浇注、压射或吸入铸 型型腔中,待其凝固后而得到的一定形 状和性能的铸件的方法。
韧性和疲劳强度
材料抵抗冲击载荷和变载荷的能力。
韧性:在冲击载荷作用下,材料抵抗破 坏的能力。
疲劳强度:金属材料受到交变载荷作用 时会产生交变应力,即使其应力未超过 屈服极限,但当应力循环次数增加到某 一数值N后,材料也会发生断裂,这种现 象,叫金属的疲劳。
疲劳曲线
材料承受交
变或重复应
力与其断裂
渗碳
将低碳钢工件放在大量含碳的固体(木 炭粉和碳酸盐)或气体(天然气、煤气 等)介质中,加热到850~950℃,保温 一段时间,使碳扩散到钢表面层内,使 表面层的含碳量达到0.8%~1.2%。再经 淬火和低温回火,从而获得高硬度和耐 磨性。
氮化
将钢件放入含有氮的介质或利用氨气加 热分解的氮气中,加热到500~620℃, 持续保温20~50小时,使氮扩散渗入钢 件表面层内。经氮化处理的钢件不再经 淬火便具有很高的表面层硬度及耐磨性, 并大大提高疲劳极限、耐腐蚀性能及耐 热性。
分类:(1)灰口铸铁;(2)可锻铸铁; (3)球墨铸铁;(4)合金铸铁
碳素钢
通常把含碳量在0.02%~2.11%之间的铁碳合 金称为钢(碳素钢)。
碳素钢可以轧制成板材和型材,也可以锻造成 各种形状的锻件,但锻件的形状一般比铸件简 单。
分类 (1)普通碳素结构钢:Q195、Q215等 (2)优质碳素结构钢:30、45号钢等 (3)碳素铸钢:ZG310-570等 (4)碳素工具钢;T10等