Samkoon远程控制AKR触摸屏功能操作说明
安川机器人远程控制总结 _机器人端

安川机器人远程控制总结一、m aster程序1、master程序的设置单击【主菜单】—>选择屏幕上的【程序内容】—>【新建程序】,如图1-1。
图1-1单击【选择】显示如图1-2所示的界面,单击【选择】,输入程序名,单击软键盘【ENTER】,显示如图1-3所示的界面,单击【执行】,此处程序名为“MASTER”,程序创建完毕。
图1-2图1-3单击【主菜单】—>选择屏幕上的【程序内容】—>【主程序】,如图1-4。
图1-4单击【选择】,显示如图1-5所示的设置主程序界面。
图1-5单击【选择】,出现如图1-6所示的界面,单击【向下】选择“设置主程序”。
图1-6显示如图1-7所示的界面,单击【向下】选择“MASTER”单击【选择】。
如图1-7主程序设置完毕。
2、MASTER程序的编辑单击【主菜单】—>选择【程序内容】—>【选择程序】—>【选择】,出现如图1-7所示的界面,单击【向下】,选择“MSATER”,单击【选择】。
在如图2-1所示的界面下编辑主程序。
图2-1此处以2个工位,每个工位3种工件的工作站为例创建主程序内容,需要熟悉机器人示教器的基本操作(如【命令一览】【插入】【回车】【选择】)。
插入DOUT OT#(1) OFF程序举例:光标定位在左侧行号处,如图2-2,如图单击【命令一览】,选择【I/O】,单击【选择】,选择【DOUT】,如图2-3所示的界面图2-2图2-3单击【选择】,显示如图2-4所示的界面,光标定位在“DOUT”上,单击【选择】,显示如图2-5所示的界面,光标定位到“数据”行的ON,单击【选择】,切换成“OFF”,单击两次【回车】则可出入该指令。
需要指出的是在光标定位处插入指令是向下插入。
图2-4图2-5程序内容如下(安装在机器人中的MASTER程序见附件MASTER):第二行的NAME才是机器人控制器登录的程序名,单纯的修改文件名不能改变程序名/JOB//NAME MASTER//POS///NPOS 0,0,0,0,0,0//INST///DATE 2016/06/01 17:13///ATTR SC,RW///GROUP1 RB1NOP''=初始化=DOUT OT#(1) OFFDOUT OT#(2) OFF'=初始化=''=主程序=*MAIN'***工位1判断***JUMP *JOB1 IF IN#(6)=ON'***工位2判断***JUMP *JOB2 IF IN#(7)=ON'***无工位被选中***JUMP *MAIN'=主程序=''=工位1工件选择程序=*JOB1'***把IGH#(1)的4位赋给B000***DIN B000 IGH#(1)'***当B000=1跳到*JOB1-1标签*** JUMP *JOB1-1 IF B000=1'***当B000=2跳到*JOB1-2标签*** JUMP *JOB1-2 IF B000=2'***当B000=3跳到*JOB1-3标签*** JUMP *JOB1-3 IF B000=3 '***当无工件被选中,暂停***PAUSEJUMP *MAIN'=工位1工件选择程序=''=工位2工件选择程序=*JOB2'***把IGH#(1)的4位赋给B000***DIN B000 IGH#(1)'***当B000=1跳到*JOB2-1标签*** JUMP *JOB2-1 IF B000=1'***当B000=2跳到*JOB2-2标签*** JUMP *JOB2-2 IF B000=2'***当B000=3跳到*JOB2-3标签***JUMP *JOB2-3 IF B000=3'***当无工件被选中,暂停***PAUSEJUMP *MAIN'=工位2工件选择程序=''=工位1的1#工件焊接调用=*JOB1-1DOUT OT#(1) ONCALL JOB:JOB1-1DOUT OT#(1) OFFJUMP *MAIN'=工位1的1#工件焊接调用=''=工位1的2#工件焊接调用=*JOB1-2DOUT OT#(1) ONCALL JOB:JOB1-2DOUT OT#(1) OFFJUMP *MAIN'=工位1的2#工件焊接调用=''=工位1的3#工件焊接调用=*JOB1-3DOUT OT#(1) ONCALL JOB:JOB1-3DOUT OT#(1) OFFJUMP *MAIN'=工位1的3#工件焊接调用=''=工位2的1#工件焊接调用=*JOB2-1DOUT OT#(2) ONCALL JOB:JOB2-1DOUT OT#(2) OFFJUMP *MAIN'=工位2的1#工件焊接调用=''=工位2的2#工件焊接调用=*JOB2-2DOUT OT#(2) ONCALL JOB:JOB2-2DOUT OT#(2) OFFJUMP *MAIN'=工位2的2#工件焊接调用=''=工位2的3#工件焊接调用=*JOB2-3DOUT OT#(2) ONCALL JOB:JOB2-3DOUT OT#(2) OFFJUMP *MAIN'=工位2的3#工件焊接调用=END指令含义如下:IGH#()指令包含4个点,IGH#(1)包含IN#(1)—IN#(4),依次类推二、安川IO基板及端子台1、IO基板和端子台介绍机器人控制柜标配后面板4个机器人通用IO基板CN306~CN309(共40个IO,但是通用IO只有24个,其余16个作为专用IO,IO均是NPN信号,其中的CN307上的OUT17---OUT24为继电器输出,注意订货时端子板和数据连接线是否需另外购买。
机械手触摸屏说明
机械手触摸屏使用说明书一、 连接说明:1、将24V 连接至触摸屏24V 端子上,不要接错极性。
2、将随机带的232线连接到HMI —PLC 上。
3、通电屏上PWR 灯点亮,CPU 灯低频闪,COM 灯高频闪为正常。
4、屏幕先启动LOGO 画面后进入系统等待界面,点击选择项进入。
屏幕若出现报警信息,可根据报警信息处理故障。
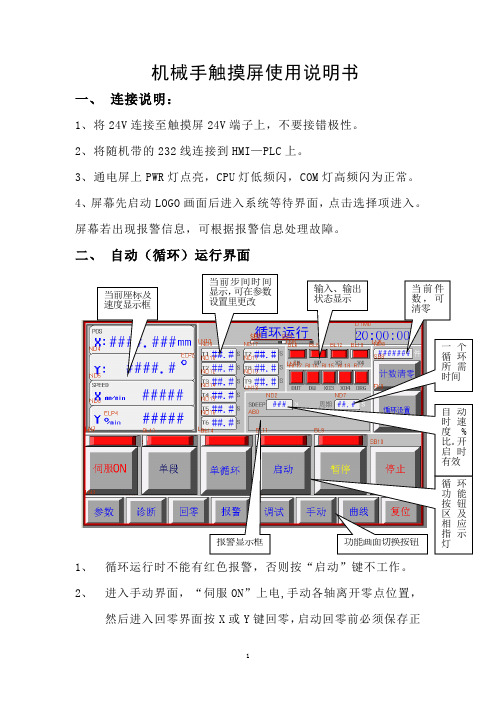
二、 自动(循环)运行界面1、循环运行时不能有红色报警,否则按“启动”键不工作。
2、 进入手动界面,“伺服ON ”上电,手动各轴离开零点位置,然后进入回零界面按X 或Y 键回零,启动回零前必须保存正确的零点坐标。
步进时间在参数设置界面里,不用延时为0。
3、 运行参数:X 轴行程-500~500最高运行速度80000mm/min,Y轴-360度~360度最高30000度/min 。
加减速No1: 500ms No2:1000ms ,其它值默认。
4、 “暂停”键按下循环暂停等待,再按下“启动”键工作。
5、 “单循环”键按下时,经过一次循环后停止,用于调试或工作结束回到起点。
单循环有周期显示,超过设定周期会报警。
6、 “单段”键主要用于步进调试,再按下“单段“键恢复循环。
7、 按循环设置键可转到各轴循环座标点及速度的设定。
8、 停止时按“停止”键,若再按“启动”键就要从起始点运行。
停止时吸盘等会保持当前状态,如果需要复位点击 “复位”键。
循环运行时进入手动界面各动作键操作无效。
三、手动操作界面1、 手动各轴。
在不回零时也可运行,但不会显示座标,回零后才能显示。
2、 在参数设置界面可预置手动速度值,再经过手动倍率开关选择运行速度,指针是指示速度的倍率,有12种倍率选择。
3、 手动动作状态键只有在循环停止后才有动作输出。
四、 回零操作界面1、 座标栏的数都置零,回零后当前座标显示栏XY 值都应是0,然后手动移动各轴找到机械手的初始位置,将此时显示座标输入至零位座标栏并保存,再次回零后就是零点座标,也就确定了工作循环的初始位置。
触摸屏控制器使用说明书
一. 触摸屏控制器型号:FX-TK04U;FX-TK04R;FX-TK05U;FX-TK05R信息发布内容:1)深圳方显科技触摸屏控制器可用于任何四线、五线电阻屏,11位AD转换,分辨率可到2048*2048。
RS232/USB接口可选。
简单的通讯指令即可实现触摸功能。
支持操作系统:MS-DOS,WINDOWS3.X/9X/ME/NT/2000/XP/CE,LINUX单片机专用触摸屏控制器,车载专用触摸屏控制器,直接提供菜单式操作,大大节约嵌入式MCU资源;MCU专用接口,使您的产品无须改动直接接入触摸屏控制。
2) 深圳方显科技4线触摸屏控制器产品概述FX-TK04R/FX-TK04U触摸屏分辨率:2048x20484点定位25点定位支援鼠标右键支援画线测试驱动程序包括:Windows 98, 2000, NT4, Me, XP, XP Tablet Edition, CE 2.12, CE 3.0, , Linux, DOS & iMac多语系的操作窗口支援多个监视器具备视觉旋转度触摸屏通讯接口:RS232 或USB计算机通讯接口:Pin Header电气参数电源要求: +5VDC ( Maximum 100mA, typical 70mA, 50mV peak to peak maximum ripple)工作温度: 0 to 50℃贮存温度: -40 to 80℃湿度: 95% at 60℃通讯协定:RS232 Model: 9600 bauds, None parity, 8 data bits, 1 stop bitUSB Model: USB 1.1 Low speed采样速度:RS232 Model: Max. 160 points/secUSB Model: Max. 160 points/sec最大按压延迟时间: Max. 35 ms出线顺序: X+, Y+, X-, Y-电阻范围: 200 ~ 900 ohm ( pin to pin on the same layer3) 单片机专用触摸屏控制器FX-TK04RMCU深圳方显科技是国内著名显示及触控产品的专业厂商。
Akko Multi-modes Plus 用户手册说明书

用户手册User ManualMulti-modesPlus规格参数1目录Technical SpecificationsHotKeysSystem Commands (Windows)System Commands (Mac)Backlight SettingsBluetooth Feature OverviewBluetooth Setup Instruction 1Bluetooth Setup Instruction 2Key/Lighting Effects Customization Instruction Akko Warranty and Service Statement 11 12 13 14 15 16 17 18 19 20Menu1规格参数约335*146*42mm约0.88kg中国机械键盘2.4G模式或者有线模式均可搭配驱动实现自定义支持支持PBT材质蓝牙 / 无线 / 有线Type-C To USB2500mAh组合键功能23系统功能(Windows)Fn + 左Win 锁Win键长按 Fn + ~ 5秒恢复出厂设置长按Fn + 右Ctrl 3秒将Ctrl变成Menu (App)键音量/ 灯光亮度_+旋钮功能按下切换4系统功能(Mac)F1 F2 F3 F4降低显示屏亮度增加显示屏亮度开放任务控制呼出SiriF7F8F9F10向后跳(音频)暂停/播放(音频)向前跳过(音频)静音F11F12左Win左Alt调低音量调高音量OptionCommand右Alt Command背光调节5 ArrayCaps Lock电量指示灯锁Win6蓝牙使用指南1.切换到蓝牙模式① 键盘不插USB线未连接电脑使用的状态下,底部电源拨动开关或往左进入Windows系统/或往右进入Mac系统,长按Fn + E / R / T可进行蓝牙匹配,E / R / T按键上蓝灯快闪,即可进入蓝牙匹配模式。
深圳显控触摸屏用户手册

深圳显控 SamDraw 组态软件
用户手册 V3.3
注意 (1) 未经同意,不得对本书的部分或全部内容进行转载、复制。 (2) 本手册的内容,包括规格会有所变动,恕不另行通知。 (3) 本书力求严谨,若您发现不明、错误之处,请与手册卷末公司地址联络,并告知手 册封面上的编号
关于商标等事项 ●Windows 是美国Microsoft 公司的注册商标。 ●可编程序控制器(PLC)名称为各公司的产品。
安全注意事项 在此将安全注意事项分为[危险]、[注意]两种。 危险:误操作会引起险情,有可能造成死亡或重伤。 注意:误操作会引起险情,有可能造成中度损伤或轻伤。 但标记为注意的事项在某种场合会造成严重事故。 请务必遵守记载事项。
警 告
● 在安装、拆卸、连接导线、保养或检测之前,请将电源关闭,否则会导致触电、误操 作或故障发生。 ● 请在触摸屏外部设置紧急停止回路、连锁装置等。否则触摸屏发生故障会引起机械损 坏或造成事故。 ● 通电时请不要触摸端子等有电部分。否则会引起触电。
注 意
● 请不要使用在开箱时发现已损坏或变形的产品,否则会导致故障或误操作。 ● 请不要使本机受到如坠落或翻倒等类似冲击,否则会造成产品损坏、故障。 ● 请在操作说明书及使用手册规定的环境下保管及使用。 在高温、多湿、结霜、灰尘、腐蚀性气体、油污、有机溶剂、润滑剂、大振动、冲击 等环境下保管及使用,有可能造成触电、火灾、误动作等故障。 ● 请在确保安全的情况下,在运行中传送画面数据。否则有可能因误操作造成机械破损 或故障。 ● 在软件工作中(与连接设备通讯)请不要关闭电源,否则会造成数据丢失、机器损坏 或故障。 ● 请在手册中规定的软件动作环境下使用及操作。否则会造成故障、误动作。 ● 确实连接通信电缆并紧固。否则有可能造成故障、误动作。
安川机器人远程控制总结机器人端
安川机器人远程控制总结一、m aster程序1、master程序的设置单击【主菜单】—>选择屏幕上的【程序内容】—>【新建程序】,如图1-1。
图1-1单击【选择】显示如图1-2所示的界面,单击【选择】,输入程序名,单击软键盘【ENTER】,显示如图1-3所示的界面,单击【执行】,此处程序名为“MASTER”,程序创建完毕。
图1-2图1-3单击【主菜单】—>选择屏幕上的【程序内容】—>【主程序】,如图1-4。
图1-4单击【选择】,显示如图1-5所示的设置主程序界面。
图1-5单击【选择】,出现如图1-6所示的界面,单击【向下】选择“设置主程序”。
图1-6显示如图1-7所示的界面,单击【向下】选择“MASTER”单击【选择】。
如图1-7主程序设置完毕。
2、MASTER程序的编辑单击【主菜单】—>选择【程序内容】—>【选择程序】—>【选择】,出现如图1-7所示的界面,单击【向下】,选择“MSATER”,单击【选择】。
在如图2-1所示的界面下编辑主程序。
图2-1此处以2个工位,每个工位3种工件的工作站为例创建主程序内容,需要熟悉机器人示教器的基本操作(如【命令一览】【插入】【回车】【选择】)。
插入DOUT OT#(1) OFF程序举例:光标定位在左侧行号处,如图2-2,如图单击【命令一览】,选择【I/O】,单击【选择】,选择【DOUT】,如图2-3所示的界面图2-2图2-3单击【选择】,显示如图2-4所示的界面,光标定位在“DOUT”上,单击【选择】,显示如图2-5所示的界面,光标定位到“数据”行的ON,单击【选择】,切换成“OFF”,单击两次【回车】则可出入该指令。
需要指出的是在光标定位处插入指令是向下插入。
图2-4图2-5程序内容如下(安装在机器人中的MASTER程序见附件MASTER):第二行的NAME才是机器人控制器登录的程序名,单纯的修改文件名不能改变程序名/JOB//NAME MASTER//POS///NPOS 0,0,0,0,0,0//INST///DATE 2016/06/01 17:13///ATTR SC,RW///GROUP1 RB1NOP''=初始化=DOUT OT#(1) OFFDOUT OT#(2) OFF'=初始化=''=主程序=''=工位2工件选择程序=*JOB2'***把IGH#(1)的4位赋给B000***DIN B000 IGH#(1)'***当B000=1跳到*JOB2-1标签*** JUMP *JOB2-1 IF B000=1'***当B000=2跳到*JOB2-2标签*** JUMP *JOB2-2 IF B000=2'***当B000=3跳到*JOB2-3标签***JUMP *JOB2-3 IF B000=3'***当无工件被选中,暂停***PAUSEJUMP *MAIN'=工位2工件选择程序=''=工位1的1#工件焊接调用=*JOB1-1DOUT OT#(1) ONCALL JOB:JOB1-1DOUT OT#(1) OFFDOUT OT#(2) OFFJUMP *MAIN'=工位2的1#工件焊接调用=''=工位2的2#工件焊接调用=*JOB2-2DOUT OT#(2) ONCALL JOB:JOB2-2DOUT OT#(2) OFFJUMP *MAIN'=工位2的2#工件焊接调用=''=工位2的3#工件焊接调用=*JOB2-3DOUT OT#(2) ONCALL JOB:JOB2-3DOUT OT#(2) OFFJUMP *MAIN'=工位2的3#工件焊接调用=END指令含义如下:IGH#()指令包含4个点,IGH#(1)包含IN#(1)—IN#(4),依次类推二、安川IO基板及端子台1、IO基板和端子台介绍机器人控制柜标配后面板4个机器人通用IO基板CN306~CN309(共40个IO,但是通用IO只有24个,其余16个作为专用IO,IO均是NPN信号,其中的CN307上的OUT17---OUT24为继电器输出,注意订货时端子板和数据连接线是否需另外购买。
步科触摸屏使用说明
步科组态使用说明、创建一个简单的工程“便用便捷"迪EV 3DDD粗恚软件的最大优点.在罐里我忙寒通过演视作一牛只包廿牛开美整劃无伶的工他IE橙朋£V5W0工程的前单狮方也£1此榨舟本书榊瑚L而其它鮎的制惮肓注山花*开知网作方是基本上类此2.1#-#•首克’空白的工程1.鱼翱 EV5OO0 就忡辰ft[ Jf jft]/[fiff]/ [eri w]/I £V3OOO_IW“ 税刑应駅< 3TJ30a-H u«封Vnki^dl罩!!i*uim_nt;. a・3. M•单亦】里的[砒工皐血鼻出知下然话怪 *\MMx&SMl*・:t也可 d点来进矗您庚建文特的徹難.在魁我忙命名为杯3』1**・点击I建立]即可.王选吕耀于爭心巴換乔绘号.诧其范入工程结构羞匚=汝开蓋呵•密学&虹下对话框;T.适当移动HKI 和PLC 的位置.将连接瑞口靠近延採线匚乞意一堆•僵可農眦利把它们连接起亲° 注意=连接愷用的端口号要与实际的勒理连接一致u 这样就诫功的在PLC 与HMI 之闾建立了连接. 拉呐战I 威涓'M L 惶查迤接线星否浙幵.如:杲不斯幵嵐我朮連接成及°4.选样懋所需的通讯连接方式P MT5000立持串口・以太网连接,点击元件库窗口里社通讯连接* 选中您所需的连接方式拖入工程结构窗口申即可. ■^200 町以选择水平或垂也方式施亦•山:水乎还是垂宜便用桓摸屏.然后点由“or^认* 6选羟您需姿违线的卩戊类型‘拖入工屈纷构瞬U3U 如卞图所示:.t'MIU.tOMlIcOPLCOO ■&然后网击HMTO图标;就会奔Hi下图所不的对话框『■ s屯"在此对话框中瞬的IP 地址和第口号.srjRifc 便用的基覃机系読"且不押s 组售車囘接在叙篠拟"JW 可沈平必險賈此窗口.如果总便用了以克朋赛机互联或趾衣网下戟显 迤鶴功能* illM!卷所在的尺域PTM 編给您他魅摸弄甘配唯一% :F 毘士. IT 果期堵内役有沖先・建加禺*心孟血⑺ 斟如 在萍屮王一浪1 .風性:框里切操剰【率口 I口 1茕參£; f 如慈想的PLC 连蚁情尢*谡畫遡汽类翅曲HS2H2+ KS483^W 疏RS4S5-2W ・胖匹 与PLC 二H 的谀 #*i ■(砒和皎验d 垢亡也暉■性.户.TR 移塞&场*乩収击PLL 左*>黒PLX 逆揍在WMD* 竝——一虹站号沖幅应的PM 站号,亦I«* 1P ] 1 - Z —din Ut^ VISUAL 口。
显控(samkoon)HMI人机界面在五轴喷涂机上运用

Samkoon触摸屏在五轴喷涂机上的应用
该设备完全数字化电脑操作,可记忆存储资料参数,图形显示界面人性化,喷涂调试简单,一般工件调试在15分钟内完成,程序编写是以工件某一个表面作为一个整体程序段,避免了以往繁琐的程序清单。
在该设备中选用深圳显控(Samkoon)双串口人机界面作为上位监控系统,松下FP-X,三菱1S系列PLC作为下位机。
设备总共2个PLC,6轴脉冲输出,两套PLC程序要同时相互兼容运行,配方参数多,配方数据2个PLC要同时用并且要求参数同步。
使用深圳显控(Samkoon)双串口人机界面直接通讯2台PLC,COM1通过RS232通讯松下FP-X系列PLC,COM2通过RS422通讯三菱1S系列PLC。
通过资料传输功能,可以使2台PLC的参数通用。
其中P轴的脉冲参数是松下FP-X里面的地址传送给三菱1S的地址的。
配方功能强大,通过一键式按钮,可以在当前画面显示不同的配方参数,操作简单方便。
通过RWI0配方索引地址改变配方编号,就可以在当前画面的配方地址RWI1地址显示不同的配方参数。
在配方数据较多的情况下,显示全部配方参数简单直接。
提供现成的配方功能按钮包括下载配方到PLC、上载PLC配方到HMI、保存当前配方等
等。
为配方组态提供简洁高效的方法。
同时,还可以通过内部地址LB4013和LB4014来分别显示当前配方下载和上载的状态。
有关FANUC BOOT触摸屏操作总结
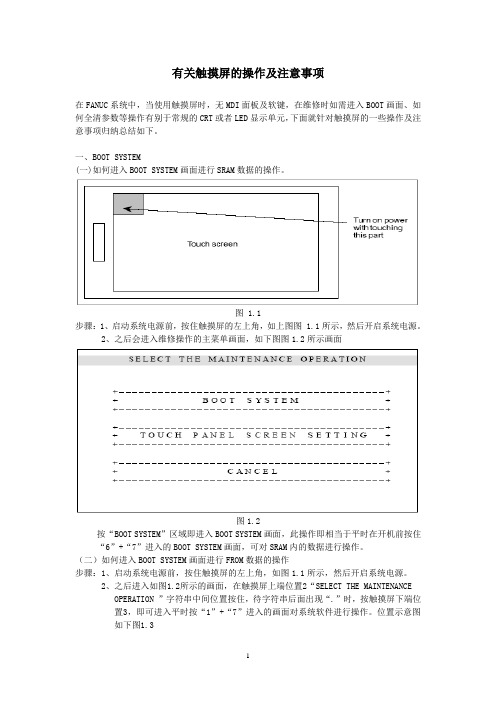
有关触摸屏的操作及注意事项在FANUC系统中,当使用触摸屏时,无MDI面板及软键,在维修时如需进入BOOT画面、如何全清参数等操作有别于常规的CRT或者LED显示单元,下面就针对触摸屏的一些操作及注意事项归纳总结如下。
一、BOOT SYSTEM(一)如何进入BOOT SYSTEM画面进行SRAM数据的操作。
图 1.1步骤:1、启动系统电源前,按住触摸屏的左上角,如上图图 1.1所示,然后开启系统电源。
2、之后会进入维修操作的主菜单画面,如下图图1.2所示画面图1.2按“BOOT SYSTEM”区域即进入BOOT SYSTEM画面,此操作即相当于平时在开机前按住“6”+“7”进入的BOOT SYSTEM画面,可对SRAM内的数据进行操作。
(二)如何进入BOOT SYSTEM画面进行FROM数据的操作步骤:1、启动系统电源前,按住触摸屏的左上角,如图1.1所示,然后开启系统电源。
2、之后进入如图1.2所示的画面,在触摸屏上端位置2“SELECT THE MAINTENANCEOPERATION ”字符串中间位置按住,待字符串后面出现“.”时,按触摸屏下端位置3,即可进入平时按“1”+“7”进入的画面对系统软件进行操作。
位置示意图如下图1.3①②③图1.3二、触摸屏显示屏的设置在维修中,若更换触摸屏后,需对触摸屏重新进行定位设置,此时,需按图1.2中“TOUCH PANEL SCREEN SETTING”选项,出现如下图图2.1所示画面。
图2.1其中[CONTRAST TURNING]:调整液晶显示屏的亮度。
[CALIBRATION OF TOUCH PANEL]:调整触摸屏的位置[OTHERS]:包含三个选项,分别为:1、DIAGNOSIS INFORMATION2、CONTROL SOFTWARE MAINTENANCE3、OTHERS SETTING[EXIT]:退出“TOUCH PANEL SCREEN SETTING”画面。
三菱触摸屏 -GOT-A900系列操作手册(入门篇)
A-5
A-5
介绍
感谢您选择三菱 GOT(图形操作终端)。 在使用该设备之前,请仔细阅读本手册,以在使用时发挥设备的最佳性能。
内容
有关手册 ................................................................................. A- 8 本手册所包含的缩略语及专用术语 ........................................................... A- 9
4.4.1 为屏幕切换设定触摸键功能 ......................................................... 4- 4 4.4.2 设定水平面显示功能 ............................................................... 4- 7 4.4.3 设定指针仪表盘显示功能 ........................................................... 4- 9 4.4.4 设置报警列表显示功能 ............................................................. 4-11 4.5 保存创建的屏幕数据 ................................................................... 4-13 4.6 读取保存的屏幕数据 ................................................................... 4-14
显控(samkoon)HMI人机界面在纺织行业运用
Samkoon在纺织机械上应用
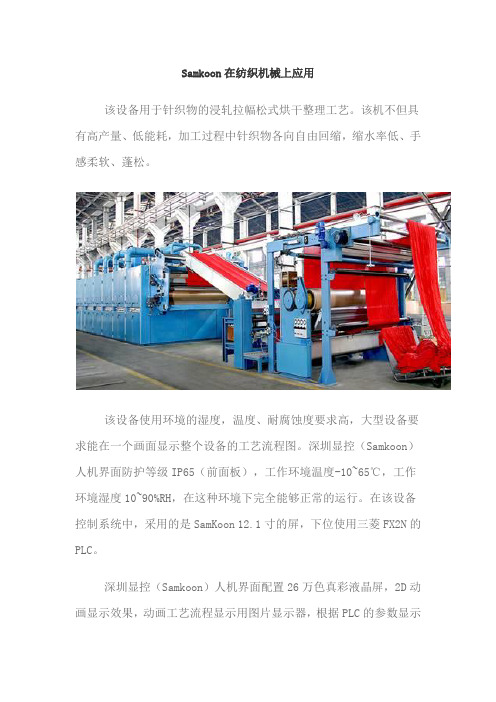
该设备用于针织物的浸轧拉幅松式烘干整理工艺。
该机不但具有高产量、低能耗,加工过程中针织物各向自由回缩,缩水率低、手感柔软、蓬松。
该设备使用环境的湿度,温度、耐腐蚀度要求高,大型设备要求能在一个画面显示整个设备的工艺流程图。
深圳显控(Samkoon)人机界面防护等级IP65(前面板),工作环境温度-10~65℃,工作环境湿度10~90%RH,在这种环境下完全能够正常的运行。
在该设备控制系统中,采用的是SamKoon 12.1寸的屏,下位使用三菱FX2N的PLC。
深圳显控(Samkoon)人机界面配置26万色真彩液晶屏,2D动画显示效果,动画工艺流程显示用图片显示器,根据PLC的参数显示不
同的工艺状态下的流程动作,使用图形移动控件,根据设置要求在屏上画面自由移动,动画控件制作简单,简洁高效的实现工艺流程监控组态。
关于昆仑通态触摸屏的用法
7
(2) 设置ModbusTCP子设备 标准ModbusTCP子设备必须挂接在“通用TCPIP父设备”下 ,双击进 入属性设置,如图。 设备地址必须和实际设备地址相一致,取值范围为0-255。通讯等待 时间是以太网收发需要的时间,视具 体设备而不同。平时设为200就可以。 16位整数解码顺序:调整字元件的解 码顺序。0-12:表示字元件高低字节 不颠倒(默认值,一般都使用这种形 式)1-21:表示字元件高低字节颠倒。 32位整数解码顺序:调整双字元件的 解码顺序。0-1234:表示双字元件不 做处理直接解码(默认值,一般都使 用这种形式)。2-3412:表示双字元 件高低字颠倒,但字内高低字节不颠 倒。这个我们在触摸屏和968E直接通 讯时用到,上送遥脉,它这么规定:
6
设备必须挂在父设备下,一个父设备可以挂多个子设备。像 WENVIEW触摸屏是直接在编辑里系统参数里设置PLC类型和辅助设备 的类型,而昆仑通态是通过父设备和子设备设置。 (1) 设置通用TCPIP父设备。 接着上面,我们已经为PLC选择通用TCPIP父设备和标准Modbus TCP 子设备。 通用TCP/IP父设备主要为连
题,都是自己定义,窗口背景自己
选择颜色。
在扩充属性中,有窗口宽度和窗口
高度,是代表窗口的大小,定义这 个的时候,最好是在窗口最大化的 情况下定义,而且,要把显示滚动 条这一项给勾上。这样,实际窗口 显示到触摸屏上才不会失真,才会 填满整个触摸屏。窗口的大小是根 据分辨率来定的,为640x480。
2021/4/8
关于昆仑通态触摸屏的
2021/4/8
用法
1
主要内容
• 设备的建立和安装 • 画面的建立和动态连接 • 实时数据库的建立 • 运行策略的建立 • 关于主控窗口
Kodak 使用智慧触控1.5版 说明书
使用智慧觸控功能內容概述 (1)啟動智慧觸控 (2)使用具有預設功能編號及預定義工作的智慧觸控 (3)「設定」視窗 (4)掃瞄至設定 (4)掃瞄選項 (7)掃瞄為設定 (8)自訂工作 (9)協力廠商應用程式 (11)自訂應用程式 (11)設定智慧觸控以掃瞄至SharePoint伺服器 (13)智慧觸控SharePoint工具 (15)可能的錯誤狀態 (16)設定智慧觸控以掃瞄至Web Mail目的地 (17)列印智慧觸控捷徑索引 (19)智慧觸控「編輯」視窗 (20)刪除在系統匣中的掃瞄機圖示 (22)常見問題解答 (23)此文件適用於下列柯達掃瞄機:柯達 i1210 掃瞄機柯達 i1220 掃瞄機柯達 i1310掃瞄機柯達 i1320掃瞄機除非特別註明,否則本手冊的所有資訊將適用於各掃瞄機型號。
依據掃瞄機型號,截圖可能稍有不同。
概述(僅適用於 Windows 作業系統)智慧觸控功能可以讓您迅速輕鬆執行最常執行的掃瞄任務。
可被分配及執行的功能有九項。
預先定義的任務將會分配到各個功能,從而讓您可以在裝後立即使用這些功能。
但是,您可以輕鬆配置各個功能來處理您最重要的任務。
若要獲得更高級的批次擷取功能,包括高級索引、影像處理和輸出功能,請考慮購買柯達 Capture Pro 軟体。
柯達 Capture Pro 軟体是支援柯達掃瞄機以及眾多不同製造廠商超過 160 個其他掃瞄機型號的全功能擷取應用程式。
具備許多自動化功能、靈活升級、無需連結收費,以及一系列的多種輸出選擇,柯達 Capture Pro 軟体肯定能為您的投資提供巨大回報。
如需詳細資訊,請瀏覽 /go/capturepro,或聯絡您當地的柯達經銷商。
啟動智慧觸控智慧觸控從系統匣執行。
正確安裝軟體驅動程式和掃瞄機後,智慧觸控將會啟動,而掃瞄機圖示將會在系統匣上顯示。
從掃瞄機啟動:•按捲動按鈕以瀏覽功能編號及選擇所需的功能,然後按開始按鈕。
與所選功能編號關聯的任務將會執行。
昆仑通态触摸屏应用说明
昆仑通态触摸屏应用打开MCGSE组态环境 (2)新建工程 (2)添加驱动 (4)新建变量 (8)新建I量 (12)新建Q量 (13)新建UINT量 (13)新建INT量 (14)新建窗口 (17)画面编辑 (19)1、文本 (20)2、数值显示 (22)3、调试窗口文本显示 (24)4、按钮(窗口切换) (27)5、柱状图 (28)6、断路器 (30)7、手车 (31)8、操作命令 (32)工程下载 (36)工程下载时主控窗口的属性设置 (38)触摸屏设置 (39)打开MCGSE组态环境新建工程点击“新建工程(N)”,选择触摸屏型号,点击“确定”,点击“工程另存为(A)”,选择保存的路径,输入文件名,点击“保存”。
添加驱动点击“设备组态”,右击选择“设备工具箱(X)”,点击“设备管理”,双击“GE90TCPIP”,双击“GE90TCP”,右栏会出现“GE90TCP”,选中,点击“确认”,双击“GE90TCP”,新建变量双击“设备0—[GE90TCP]”PLC IP地址,GE9030端口号为18245“采集优化”选择“0—不优化”,否则%R1--%R200地址的值在通道里能看到,窗口里无法显示触摸屏IP地址,本地端口号为1281PLC IP地址,GE9030端口号为18245除默认生成的设备通道,新建I量新建UINT量点击“确认(A)”。
选中“0001”,点击“快速连接变量”,选中“0011”,点击“快速连接变量”,输入“数据对象”,通道个数,点击“确认”,选中“0021”,点击“快速连接变量”,输入“数据对象”,通道个数,点击“确认”,选中“0031”,点击“快速连接变量”,输入“数据对象”,通道个数,点击“确认”,新建窗口点击“新建窗口”,出现“窗口0”,选中“窗口0”,点击“窗口属性”,修改窗口名称等,可修改窗口名称、窗口背景色,点击“确认”。
画面编辑选中“主菜单”,点击“动画组态”,1、文本点击“确认”调整字体大小2、数值显示选择显示输出可乘任意系数选择数值量输出2位小数3、调试窗口文本显示DI_01=1时,显示“1”DI_01=0时,显示“0”4、按钮(窗口切换)5、柱状图点击“”,先横向拖,再纵向拉升,6、断路器7、手车:先用直线画线小车图形,组包后,再设置可见性。
老虎触屏控台说明书

老虎触屏控台说明书Tiger Touch Operator’s Manual Version 3.0 1 控台设置 (8) 1.1 控台向导 (8)1.2 连接 (12)1.2.1主电源连接 (12)1.2.2启动与关闭 (12)1.2.3 连接DMX线 (12)1.2.4连接一个VDU(视频显示器) (13) 1.2.5其他连接 (13) 1.3 使用触摸屏和VDU(视频显示器) (14) 1.3.1工作窗口 (14) 1.3.2 触摸屏菜单区 (16)1.3.3 工具栏 (18)1.3.6 按键功能配置文件 (21)1.3.7 宏按键功能 (22)1.3.8 Tiger Touch Titan的应用 (22)1.4 读取和保存show (23)1.4.1手动保存和加载 (23)1.4.2自动保存 (24)1.4.3 备份现有的文件在U盘 (25)1.5 清除控制台 (25)2.配接 (26)2.1创建 (26)2.1.1灯具选择按键 (26)2.1.2 配接常规灯(Dimmer) (27)2.1.3 配接电脑灯 (28)2.1.4 Visualiser自动配接 (30)2.2 编辑 (30)2.2.1. 更改电脑灯的DMX地址 (30)2.2.2 命名 (31)2.2.3 查看配接 (32)2.2.4灯具调换(Fixture Exchange) (33) 2.2.5 更新灯库文件 (34) 2.3 复制和移动 (34)2.3.1 复制或移动配接的电脑灯 (34) 2.3.2 使用复制灯具 (35) 2.4 删除 (36)2.4.1 删除一个已配接的电脑灯 (36) 2.5 高级选项 (36)2.5.1 调换水平和垂直功能 (36)2.5.2 反转属性 (37)3. 控制常规灯和电脑灯 (38)3.1 创建 (38)3.1.1 选择灯具来控制 (38)3.1.2 设置灯具的开始位置 (39)3.1.3 清除选择按键 (40)3.1.4 更改控制轮的属性 (41)3.1.5使用触摸屏设置属性 (43)3.1.6 使用数字设置属性 (44)3.1.7 通过数字选择fixtures和dimmers (45)3.1.8 模式选择(Selecting using a pattern) (46)3.1.9 属性组–IPCGBES (47)3.1.10 灯具编组(group) (47)3.1.11 步进式一次选择一个灯具 (49)3.1.12 选择灯具输出高亮状态 (49)3.1.13 排列灯具(Align) (49)3.1.14 翻转(Filp) (50)3.1.15 扇形散开(Fan)模式 (50)3.2 编辑 (51)3.2.1 网格通道窗口 (51)3.3 高级选项 (52)3.3.1 Tools/Menu Latch按键 (52)4.素材(Palettes) (53)4.1 创建 (53)4.1.1 素材以相对值保存 (53)4.1.2 哪个属性存储到素材中 (54)4.1.3保存一个素材 (54)4.1.4 快速保存 (56)4.2 重放 (56)4.2.1. 调出一个素材值 (56)4.2.2素材页面 (57)4.2.3 快速素材 (57)4.2.4 在一个重放中设置素材到灯具 (57)4.3. 编辑 (58)4.3.1.编辑素材 (58)4.3.2. 命名素材 (58)4.4 复制和移动 (59)4.4.1 复制或移动一个素材 (59)4.5 删除 (60)4.5.1 删除素材 (60)4.6 时间 (60)4.6.1 渐变(fade)一个素材和灯具交叠(fixture overlap) (60)4.6.2 素材主控时间(Master Time) (61)5.内置效果(Shapes) (62)5.1 重放 (63)5.1.1 创建一个内置效果 (63)5.1.2 修改内置效果的大小和速度 (64)5.1.3 在多个灯具中扩散内置效果 (65)5.2 编辑 (67)5.2.1 编辑运行中的内置效果 (67)5.2.2 反转内置效果 (67)5.3 删除 (67)5.3.1 删除内置效果 (67)5.4 高级选项 (68)5.4.1 内置效果的淡入淡出模式 (68)6. Cues (69)6.1创建 (69)6.1.1 编程时Tiger Touch如何工作 (69)6.1.2 创建一个cue (70)6.1.3 在cue中使用图形 (71)6.2重放 (71)6.2.1 HTP和LTP (72)6.2.2 重放一个cue (72)6.2.3 更改重放页面 (73)6.2.4释放运行的重放 (73)6.3编辑 (74)6.3.1 编辑一个cue (74)6.3.2 查看cue和重放 (75)6.3.3调入(Include)功能 (76)6.3.4 使用“Off”从cue中移除一个属性 (77) 6.4 复制,移动和链接 (78)6.4.1复制或移动一个cue (78)6.5 删除 (79)6.5.1.删除一个cue (79)6.6 时间 (79)6.6.1 为一个cue设置渐变时间和交叠 (80) 6.6.2 改变灯具顺序 (82)6.6.3 为一个cue设置属性的渐变时间 (83) 6.7 高级选项 (84)6.7.1 释放遮盖 (84)6.7.2 推杆控制图形的大小/速度 (85)6.7.3 曲线 (85)6.7.4 手柄页面锁定(Handle Paging) (85) 6.7.5 重放优先级别 (85)6.7.6 按键功能配置文件(Key Profile) (86)7. 多步程序(Chase) (87)7.1 创建 (87)7.1.1 编辑一个多步程序(chase) (87)7.2 重放 (88)7.2.1 运行一个多步程序 (88)7.2.2 连接一个多步程序到控制台 (89)7.2.3 设置多步程序的速度,交叉淡入淡出(crossfade) (90)7.2.4 手动控制多步程序的步 (90)7.2.5 改变多步程序的方向 (91)7.2.6 跳到一个步 (91)7.3 编辑 (91)7.3.1 打开编辑一个多步程序 (91)7.3.2 用 Unfold(展开)编辑一个多步程序 (92)7.4 复制,移动和连接 (93)7.4.1 复制或者移动一个多步程序 (93)7.5 删除 (94)7.5.1 删除多步程序 (94)7.5.2 从多步程序中删除一个步 (94)7.6 时间 (95)7.6.1 设置多步程序中global的时间 (95)7.6.2 设置时间并且关联到单独的步 (96)7.6.3 设置属性淡入淡出的时间并且关联到单独的步 (98) 7.7 高级选项 (99)7.7.1 循环/停止一个cue (99)7.7.2 向前/向后/退回/随机 (99)7.7.3 步的链接 (99)7.7.4 记住cue (99)8. Cue Lists (100)8.1 创建 (101)8.1.1 编程一个 cue list (101)8.1.2 为cue list中的cue重命名 (102)8.1.3 在一个cue list中自动加载一个重放 (103)8.2 重放 (104)8.2.1运行一个cue list (104)8.2.2 快速终止(kill)一个 cue list (105)8.3 编辑 (105)8.3.1使用展开(Unfold)编辑一个cue list (105)8.3.2 编辑一个正在运行的 cue list (106)8.3.3 编辑一个正在记录的cue list (107)8.4 复制,移动和链接 (108)8.4.1复制或移动一个cue list (108)8.5 删除 (109)8.5.1.删除cue list (109)8.5.2 删除cue list中的一个cue (109)8.6 时间 (110)8.6.1 Cue List的时间和重放选项 (110)8.6.2 Cue链接和链接反转(Link Offset) (111)8.6.3 设置属性的渐变时间 (113)8.6.4 灯具交叠(Fixture Overlap) (113)8.6.5 使用时间码运行一个cue list (114)8.7 高级选项 (115)8.7.1 释放遮盖 (116)8.7.2 推杆工作模式(Fader mode) (116) 8.7.3手柄页面锁定(Handle Paging) (116) 8.7.4 Cue选项 (117)8.7.5 自动加载 (117)8.7.6按键功能配置文件(Key Profile) (117)9. 运行演出(Running the show) (118)9.1 重放 (118)9.1.1 备份show (118)9.1.2 工作模式 (118)9.1.3 主控推杆(Master fader) (118)9.1.4 Flash 和 swop 按键 (119)9.1.5 重放优先 (119)9.1.6 预置重放 (119)9.1.7 手动控制show (120)9.2 触摸屏和视频显示工作区 (121)9.2.1 查看菜单 (121)9.2.2 Tiger Touch Titan应用窗口 (121)9.3 使用移动功能 (122)10. 遥控 (123)10.1 设置遥控 (123)10.1.1 网络设置(Network setup) (124) 10.1.2 控台设置 (125) 10.2 操作遥控 (126)10.2.1 键盘 (126)10.2.2 灯具列表 (128)10.2.3 重放列表 (129)10.2.4 设置屏幕 (129)10.3 故障检测(Troubleshooting) (130)11. 用户设置和其他选项 (131)11.1 配置工作窗口 (131)11.1.1 打开工作窗口 (131)11.1.2 选择和定位工作窗口 (131)11.1.3 保存工作窗口 (132)11.1.4 兼容性视图 (133)11.1.5 配置外接显示器 (134)11.2 按键概况 (135)11.2.1 创建和编辑按键 (136)11.2.2 选择一个键设置 (137)11.2.3 单个重放键设置 (137)11.3 系统菜单 (138)11.3.1 Avotalk安全 (138)11.3.2 网络设置 (138)11.3.3 用户设置 (138)11.3.4 键设置 (139)11.3.5 清除 (139)11.3.6 显示设置 (140)11.4 VDU工具菜单 (140)11.4.1 Virtual面板 (140)11.4.2 Visualiser (140)11.4.3 VDU(视频显示器)用户设置 (140)11.4.4 出厂设置 (142)11.4.5 交换灯具 (143)11.4.6 设置DMX输出口 (143)11.4.7 热键功能 (143)11.5 曲线 (143)11.6 升级软件 (145)11.7 恢复/重新安装系统 (146)11.7.1 USB恢复棒引导 (146)11.7.2 安装说明 (147)11.7.3 安装以后 (147)11.7.4 前面板按键BOIS映射 (148)12. 灯库文件(Fixture Personalities) (149)12.1.1 从Avolite网站上下载灯库文件 (149)12.1.2 在控台上更新的灯库文件缓存区(Cache) (150) 12.1.3 申请一个新的的灯库文件 (151)12.1.4 向Avolites报告灯库错误 (151)12.1.5 在紧急情况下 (151)13. 网络 (153)13.1 设置Tiger T ouch IP地址 (153)13.1.1 设置IP地址 (153)13.2 设置DMX输出 (154)13.2.1 DMX输出安装窗口 (155)13.3 ArtNet (156)13.3.1 一个简单的ArtNet系统 (156)13.3.2 设置一个Art Net 系统 (158)13.3.3 附加Artnet资源 (159)13.4 用ACDI(异步通讯设备接口)连接模拟器(160) 13.4.1 ACDI (160)13.5 模块设置 (161)13.5.1 安装额外的模块 (162)13.6 AvoTalk (162)13.7 有关IP地址内容 (162)13.7.1 设置你的IP地址 (163)13.7.2 子网掩码 (164)13.7.3 选择一个IP地址和子网掩码 (164)13.7.4 自动分配IP地址(DHCP) (165)13.7.5专用IP地址范围 (166)13.8修复网络连接 (166)14. Tiger Touch用户说明 (167)14.1 控制和屏幕 (167)14.2 新的编程功能 (169)15. 版本备注(Release notes) (171)16. 术语表(Glossary of terms) (171)1 控台设置本章提要:连接主电源,DMX 信号线,视频显示;控台配置和各种视频显示窗口;控台向导;加载和保存show 。
海克斯康机器操作说明书

海克斯康机器操作说明书 Prepared on 24 November 2020NO. 操作说明图片1 1.每天开机前,必须先检查供气压力是否达到要求,如果达到,方可开控制柜。
检查气压时,还需看下过滤器内是否有水和油,当杯中的油水混合物达到5mm时,需手动将水和油放干净。
只需旋开过滤器下的黑色的阀即可(具体气压要求见右方)。
如滤杯中的滤芯太脏,则需要通知机修更换滤芯。
每台机器的气压表都在机器的右下方。
CMM1气压: Mpa CMM3气压: barCMM2气压: Mpa CMM5气压: Mpa图(1)气压表过滤油的过滤水的排放阀22、测量室的温湿度要求温度必须在:20±2℃湿度必须在:50±10%RH如果温湿度没有在上述范围内,请及时上报主管,并调整空调温度或相应措施。
图(2)温湿指示针温湿指示针5保养机台所用的擦拭布必须是高织纱纯棉布或无尘布,酒精必须是无水酒精,注意,严禁使用酒精擦拭机台喷漆表面及Renishaw光栅。
图(12)控制柜上必须保证无铝削,以防止铝削不慎掉入控制柜内,长时间高温,导致主板烧掉。
图(11)图(11) 图(12)台面上的正确放置66、操作盒的使用和注意事项使用操作盒是,应注意操作盒的操作杆在旋转时是否有旋不动,或很难旋,或还没旋Z轴就直接下滑现象,如有上述现象,需立即和技术员反映,技术员将对操作杆进行更换。
在测量打点时,快接近踩点位置时,需按减速键。
如操作面板有破损时,请及时和技术员反映,将进行面板更换。
图(13)SLOW键--控制手动采点测头慢速移动,防止打点有回旋型箭头标志的↓键--控制测头前后运动SPEED键--控制测头移动速度的,按↑标记说明是加速度,按↓标记说明是减←→键--控制测头左右移动紧急按钮键—一般不用,出现紧急事情时才DONE键--确认键当采点结束需操作杆--控制测头上下左右运动ENABLE键--测头须运动时和黑色操作杆结合用,缺一MACHSTART键键--开机时用来加电的,测量过程中测针撞停后,绿灯不亮时,需要加电。
触摸屏使用说明书
1. 前言 (2)1.1 功能介绍 (2)1.2 技术指标 (3)1.3 注意事项 (3)2. 流水线操作指南 (4)2.1 启停控制 (4)2.2 故障复位操作 (6)2.2.1单工位故障复位 (6)2.2.2 断电故障复位 (7)2.3 屏蔽单工位操作 (9)2.4 单双线控制 (9)2.5 单独工位检测操作 (10)3. 触摸屏说明 (12)3.1 控制面板按钮说明 (12)3.2 触摸屏主页 (12)3.3辅助功能键 (14)3.3.1 辅助功能键F1 (14)3.3.2 辅助功能键F2 (15)3.3.3 辅助功能键F4 (16)3.3.4 辅助功能键F6 (18)4. 工控机说明 (19)4.1 打标机操作界面 (19)4.2 监控软件wincc (19)5.常见故障及处理 (19)5.1 单工位常见机械故障及处理 (19)5.2 报警处理 (20)5.3 电感式接近开关故障处理 (21)1. 前言1.1 功能介绍如上图所示为阀门检测流水线的平面视图,标有红色开始位置为阀门的手工上件处,也是整条流水线的起点。
本瓶阀检测流水线可以实现对瓶阀的流量、低压开启气密性、高压开启气密性、高压闭合气密性、外螺纹、内螺纹通规、内螺纹止规等的精确检测,同时对检测合格的产品进行压口和打标处理,对不合格的产品根据不合格的类型进行自动分拣。
上图中,气密性检测的A线和B线是功能相同的两条线,设置A、B线主要是为了提高检测效率。
阀门检测流水线分双线、A单线、B单线三种工作模式。
默认状态为双线运行模式,即A、B线同时运行,其检测的效率为36秒/个;A单线或B单线运行模式下,检测的效率均为72秒/个。
1.2 技术指标1.主控制柜输入电源电压AC380V,最大电流20A;控制柜内部弱电电压DC24V。
2.流水线正常工作气压:0.5~0.7Mpa;高压气密性检测的高压气体压力2.5MPa,低压检测的低压气体压力0.05Mpa。
Samkoon远程控制(AK-R触摸屏)功能操作说明
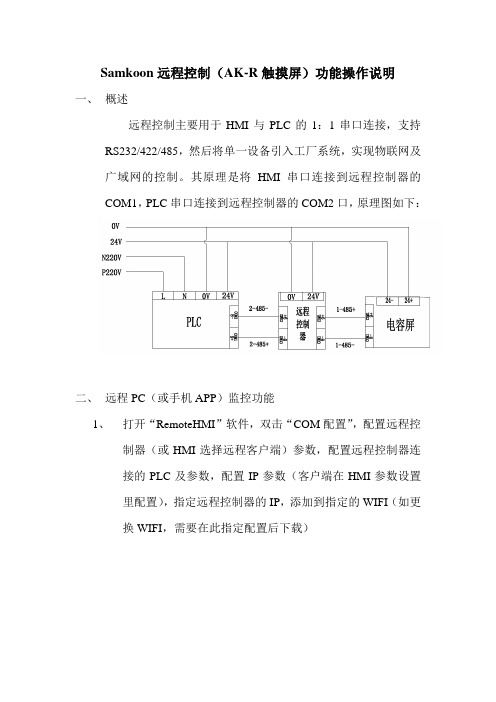
Samkoon远程控制(AK-R触摸屏)功能操作说明一、概述远程控制主要用于HMI与PLC的1:1串口连接,支持RS232/422/485,然后将单一设备引入工厂系统,实现物联网及广域网的控制。
其原理是将HMI串口连接到远程控制器的COM1,PLC串口连接到远程控制器的COM2口,原理图如下:二、远程PC(或手机APP)监控功能1、打开“RemoteHMI”软件,双击“COM配置”,配置远程控制器(或HMI选择远程客户端)参数,配置远程控制器连接的PLC及参数,配置IP参数(客户端在HMI参数设置里配置),指定远程控制器的IP,添加到指定的WIFI(如更换WIFI,需要在此指定配置后下载)控制操作,如下图:3、然后,找到RemoteHMI安装后的位置,点击打开“dllserver.exe”文件,这样PC才能通过服务器远程监控数据,如下图:4、打开浏览器,输入:/,如没有用户,请先注册用户再行登录,如下图:5、登录后,添加远程控制器(AK-HMI则是背后的SN序列号)的SN,一般远程控制器正上部会贴有“RG+12位数字”,输入后,在远程控制器上插入U盘,点击获取验证码,正常情况下,会听到“滴”的一声,说明获取验证码成功,拔出U盘,插入电脑,打开U盘里“SecurityCode.txt”文件,提取验证码,输入到浏览器,确定添加设备成功,如下图:浏览器添加设备6、下载对应的HMI组态工程项目到HMI,PLC程序到PLC,一切配置成功,我们就可以通过PC打开“pcAppsys”或者手机APP打开“HMI Client”远程监控PLC的数据了,如下图:7、这样即可进入对应画面远程监控PLC数据。
注意这儿的监控画面是独立于HMI工程画面,对关键参数的监控,需要独立编程组态。
8、VNC模式,是对HMI全部工程画面的监控,需要数据量、通信速率较高,目前也在持续开发中。
三、通过远程控制器下载上传PLC程序及监视PLC1、首先配置虚拟串口,需要安装“vspd7.2.308”软件,安装后,打开“Configure Virtual Serial Port Driver”快捷方式,如下图:Add pair 添加配置了一组虚拟串口,案例中添加了COM1,22、在RemoteHMI,新建开关控件,关联功能“下载PLC程序”,如下图:3、下载到远程控制器,然后运行“PcAppSys”,点击“下载PLC程序”,配置COM口,这边选1,则PLC那边选择COM2,测试通信这样就可以下载PLC程序了,如下图:远程监控运行后,配置为COM1PLC软件里配置为COM2,通信测试正常,就可以下载PLC程序了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S a m k o o n远程控制A K R触摸屏功能操作
说明
文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]
Samkoon远程控制(AK-R触摸屏)功能操作说明
一、概述
远程控制主要用于HMI与PLC的1:1串口连接,支持RS232/422/485,然后将单一设备引入工厂系统,实现物联网及广域
网的控制。
其原理是将HMI串口连接到远程控制器的COM1,PLC
串口连接到远程控制器的COM2口,原理图如下:
二、远程PC(或手机APP)监控功能
1、打开“RemoteHMI”软件,双击“COM配置”,配置远程控制器(或
HMI选择远程客户端)参数,配置远程控制器连接的PLC及参
数,配置IP参数(客户端在HMI参数设置里配置),指定远程
控制器的IP,添加到指定的WIFI(如更换WIFI,需要在此指定
配置后下载)
2、新建画面,可添加连接设备或PLC的相关变量进行监控和控制操
作,如下图:
3、然后,找到RemoteHMI安装后的位置,点击打开“”文件,这样PC
才能通过服务器远程监控数据,如下图:
4、打开浏览器,输入:,如没有用户,请先注册用户再行登录,如
下图:
5、登录后,添加远程控制器(AK-HMI则是背后的SN序列号)的
SN,一般远程控制器正上部会贴有“RG+12位数字”,输入后,在
远程控制器上插入U盘,点击获取验证码,正常情况下,会听到
“滴”的一声,说明获取验证码成功,拔出U盘,插入电脑,打开
U盘里“”文件,提取验证码,输入到浏览器,确定添加设备成功,
如下图:
浏览器添加设备
提取U盘的验证码
6、下载对应的HMI组态工程项目到HMI,PLC程序到PLC,一切配
置成功,我们就可以通过PC打开“pcAppsys”或者手机APP打开
“HMI Client”远程监控PLC的数据了,如下图:
7、这样即可进入对应画面远程监控PLC数据。
注意这儿的监控画面
是独立于HMI工程画面,对关键参数的监控,需要独立编程组
态。
8、VNC模式,是对HMI全部工程画面的监控,需要数据量、通信速
率较高,目前也在持续开发中。
三、通过远程控制器下载上传PLC程序及监视PLC
1、首先配置虚拟串口,需要安装“”软件,安装后,打开“Configure
Virtual Serial Port Driver”快捷方式,如下图:
Add pair 添加配置了一组虚拟串口,案例中添加了COM1,2
2、在RemoteHMI,新建开关控件,关联功能“下载PLC程序”,如下
图:
3、下载到远程控制器,然后运行“PcAppSys”,点击“下载PLC程
序”,配置COM口,这边选1,则PLC那边选择COM2,测试通
信这样就可以下载PLC程序了,如下图:
远程监控运行后,配置为COM1
PLC软件里配置为COM2,通信测试正常,就可以下载PLC程序了。
上载PLC也是一样,通信建立后亦可对PLC程序进行在线监控。
四、通过AK-R触摸屏连接外网下载HMI组态程序
1、在RemoteHMI软件,新建工程,COM配置选择“远程客户端”,组态开关控件,关联“下载组态程序”(HMI组态工程文件)
配置成功后,首先下载到远程控制器;
2、然后打开“AKWorkshop”软件打开要下载的工程,下载—选择U
盘下载—转存为“”文件,点击“下载”即可存储到相应的位置,如下图:
3、然后PC上运行“pcAppsys”,选择对应的HMI进入监控画面,点
击刚配置的“下载HMI程序”按钮,选择“”下载到HMI(PC可和远程控制器不在同一网络下,即远程控制器为手机4G路由wifi,PC采用公司电信网络)。
4、上传HMI组态也是一样
五、备注
深圳显控自动化
2015-12-18。