垫片的冲孔落料复合模设计
毕业设计——垫片落料冲孔复合模设计
毕业设计——垫片落料冲孔复合模设计垫片是工业中常用的一种密封件。
在制造过程中,需要对垫片进行冲孔加工,以实现特定的密封效果。
然而,传统的冲孔模具设计存在着一些问题,如生产效率低,模具耗损严重等。
因此,本文将设计一种垫片落料冲孔复合模,以提高生产效率和延长模具使用寿命。
首先,本文将分析传统冲孔模具的优缺点。
传统冲孔模具通常由冲头和下模组成,冲头上有一个凸台形状的冲孔孔型,用于将材料冲剪出所需孔形。
然而,由于冲头磨损严重,需要定期更换,导致生产效率低下。
另外,由于垫片一般由金属材料制成,冲剪过程中容易造成材料破裂和扭曲等问题,导致垫片质量下降。
为解决上述问题,本文将设计一种垫片落料冲孔复合模。
该模具由上模、下模和冲孔模块三部分组成。
上下模均由耐磨合金材料制成,能够有效延长模具的使用寿命。
同时,上模和下模的孔形与所需垫片孔形相匹配,以实现精确的冲孔加工。
冲孔模块采用液压系统,能够提供稳定的冲剪力和加工速度,以确保垫片的质量。
在设计过程中,本文将充分考虑垫片材料的特性和加工要求。
首先,通过对不同材料的实验测试,确定适合冲孔加工的材料。
然后,根据材料的物理性质和加工过程中的力学原理,确定上下模的材料、形状和尺寸。
为了提高冲孔效率,本文将优化冲孔模块的结构,并选用高效的液压系统,以提供稳定的加工力和速度。
在完成设计后,本文将进行模具加工和试验验证。
通过实际加工样品的冲孔过程和冲孔孔形的测量,验证复合模具的加工精度和效率。
同时,还将对复合模具和传统模具进行对比试验,评估复合模具的生产效率和模具寿命等性能。
综上所述,本文将设计一种垫片落料冲孔复合模,以提高生产效率和延长模具使用寿命。
通过对材料特性和加工要求的分析,优化模具的结构和液压系统设计,实现精确的冲孔加工。
通过试验验证,评估复合模具的加工精度和效果。
期望该设计能够为垫片冲孔加工提供一种高效、可靠的解决方案。
垫片、落料、冲孔复合模课程设计说明书
模具制造工艺学课程设计说明书课题名称垫片落料、冲孔复合模设计院系:班级:10设计331姓名:学号:指导教师:目录1:产品工艺分析 (3)3:凸凹模刃口尺寸计算 (5)4:冲裁力的计算................................................................................................................. 错误!未定义书签。
5:压力中心的确定 (6)6:冲压设备的选用 (7)7:模架的选择 (7)8:零件加工工艺 (15)9:总结 (16)10:附件 (20)一、产品工艺分析1:结构工艺性:此产品形状简单、对称。
2:尺寸精度为IT143: 材料为Q235所以该产品适合冲裁(产品图)二、确定搭边根据材料厚度t=2确定搭边值。
查参考文献一,表2-7,两件工件之间搭边1a=1.2,边距a=1.5,所以步距S为41.2 选用条料宽度B=(D+2a)0δ-=(40+2×1.5)=(40+3)00.5 = 00.540-查参考文献一,表2-9得:a(排样图)三、垫片复合模冲压工艺方完成该零件的冲压加工所需要的冲压基本性质的工序只有冲孔和落料两道工序。
从工序可能的集中与分散,工序间的组合可能来看该零件的冲压可以有以下几种方案。
1、方案一采用单工序模生产方式,先落料再冲孔。
该零件方案模具结构简单需要需要两道工序,两副模具才能完成零件的加工,生产效率低,生产过程中由于零件较小,操作也不很方便。
同时孔边距尺寸00.6240--(220.26±)= 00.2618-精度不易保证。
2、方案二冲孔,落料连续冲压,采用级进模生产。
级进模生产适合于产品批量大,模具设计,制造与维修水平相对较高的外形较小零件的生产。
3、方案三采用复合膜生产,落料与与冲孔复合。
考虑到零件尺寸00.2618-精度较高,结构简单 ,为了提高生产率和保证零件尺寸精度,决定采用复合模生产,从工件的尺寸可知,凸凹模壁厚大于最小壁厚,为便于操作复合模采用倒装结构以及弹性卸料,定位钉定位方式。
垫片的冲孔落料复合模设计

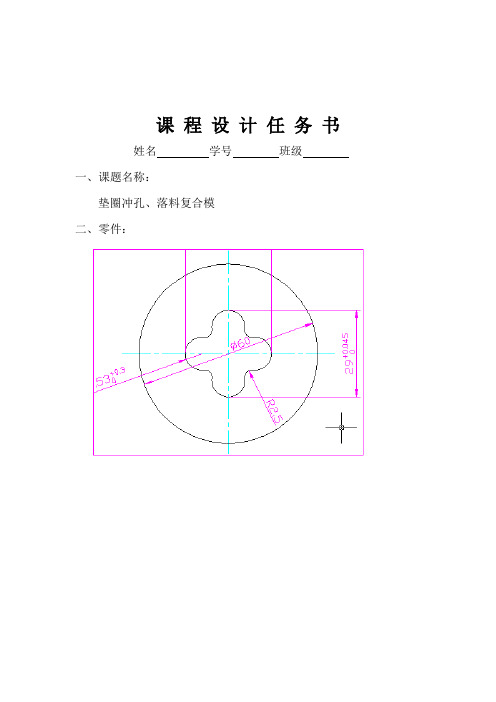
槌什题目,・婆片的冲孔或料复合模段针一、原始数据如图所示的垫片,外形直径D=80mm,内孔直径d=40mm,厚度3=3〃〃%,材料为A3(Q235),生产批量:大批量。
二、冲压件工艺分析1、材料性能A3(即Q235)是普通碳素结构钢,具有良好的冲裁成形性能,其抗拉强度为432~46IMpa,抗剪强度为304~373MPa.2、零件结构该零件结构简单且中心对称,无尖角,对冲裁成形加工较为有利。
零件中间有一圆孔,孔的最小尺寸为d=40mm,满足冲裁最小直径d ni in工1°t=3mm的要求。
同时,经过计算,孔的边缘距离零件外形的最小尺寸仇=gx(80-40)=20满足冲裁最小孔边距维M≥1∙0t=3mm的要求。
所以,该零件的结构满足冲裁件的结构要求。
3、尺寸精度查表得,该工件内外形所能达到的经济精度为IT12~m4级。
而零件图上标注了零件的尺寸公差,由公差表查得其公差要求为IT14级,未注公差由IT14级查取。
由此,通过普通冲裁可以达到零件的精度要求。
综合以上材料性能、零件结构、尺寸精度的分析,该零件可以采用普通冲裁的方法获得。
三、冲裁方案及模具类型的选择该零件包括冲孔和落料两个基本工序,可提出的加工方案如下:方案一:先落料,后冲孔。
采用两套单工序模生产。
方案二:落料一冲孔复合冲压。
采用复合模生产。
方案三:冲孔一落料连续冲压。
采用级进模生产。
方案一模具结构简单,模具制造容易,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二只需一副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高。
尽模具结构较方案一复杂,但由于零件的几何形状较简单,模具制造并不困难。
方案三也只需一副模具,生产效率也很高,但与方案二比生产的零件精度稍差欲保证冲压件的形位精度,需在模具上设置导正销导正,模具制造、装配较复合模略复杂。
所以,综合尚需三个方案,宜采用方案二生产。
现对复合模中凸凹模壁厚进行核,当材料厚度为S=3即时,可查得凸凹模最小壁厚为C=3机机,现零件上的最小孔边距为维in=2()mm,有bπi i n>C,满足该凸凹模结构要求,所以可以采用复合模生产,即采用方案二。
(精选)冲压_垫片冲孔落料复合模设计说明书
设计说明书院系机械工程班级11 级专业材控一班姓名李硕学号1106031022指导教师周伟目录一序言 --------------------------------------------1二设计任务书及零件图-------------------------------2三垫片冲压工艺分析---------------------------------4四垫片冲压工艺方案的确定-----------------------5五垫片冲模结构的确定-------------------------------6六压力计算与压力机的选择---------------------------7七模具刃口尺寸和公差的计算-------------------------9八凸模、凹模、凸凹模的结构设计---------------------11九校核模具闭合高度及压力机有关参数--------------------13 十模具总体设计及主要零部件设计------------------------14 十一参考资料-----------------------------------------16一序言现代工业的迅猛发展使冲压技术得到越来越广泛的应用,随之而来的便是对冲压模具设计与制造的要求越来越高。
冲压模具是冲压生产的主要工艺设备,其设计是否合理对冲压件的表面质量、尺寸精度、生产率以及经济效益等影响巨大。
因此,研究冲压模具的各项技术指标,对冲压模具设计和冲压技术发展是十分必要的。
我们这次课程设计的任务是设计一套垫片落料、冲孔复合模,即由老师给出零件及生产要求与精度要求,在老师的指导下设计出一套符合要求的复合模。
由于是初次设计,经验不足,因此在设计过程中难免走了不少弯路,犯了不少错误,但是这些都将成为我们以后进行设计的宝贵经验。
虽已经过多次计算、修改,但仍可能还存有疏漏和不当之处,敬请批评、指出。
垫片的落料冲孔复合模具毕业设计(doc 25页)
垫片的落料冲孔复合模具毕业设计(doc 25页)表1-7江门职业技术学院学生毕业论文(设计)摘要:本文通过在江门职业技术学院的学习,设计该零件的冲裁模.首先对冲压件进行工艺性分析,对冲压模具总体结构设计,画装配图.冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。
冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程技术关键字: 冲压凸模凹模模架凸凹模前言模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)流动,使之形成所需要的形体,用模具制造零件以其效率高,产品质量好,材料厂消耗低,生产成本低而广泛应用于制造业中。
模具工业是国民经济的基础工业,是国际上公认的关键工业。
模具生产技术水平的高低是衡量一个国家产品制造水平高低的重要标志,它在很大程度上决定着产品的质量,效益和新产品的开发能力。
振兴和发展我国的模具工业,正日益受到人们的关注。
早在1989年3月中国政府颁布的《关于当前产业政策要点的决定》中,将模具列为机械工业技术改选序列的第一位。
模具工业既是高新技术产业的一个组成部分,又是高新技术产业化的重要领域。
模具在机械,电子,轻工,汽车,纺织,航空,航天等工业领域里,日益成为使用最广泛的主要工艺装备,它承担了这些工业领域中60%~90%的产品的零件,组件和部件的生产加工。
模具制造的重要性主要体现在市场的需求上,仅以汽车,摩托车行业的模具市场为例。
汽车,摩托车行业是模具最大的市场,在工业发达的国家,这一市场占整个模具市场一半左右。
汽车工业是我国国民经济五大支柱产业之一,汽车工业重点是发展零部件,经济型轿车和重型汽车,汽车模具作为发展重点,已在汽车工业产业政策中得到了明确。
汽车基本车型不断增加,一个型号的汽车所需模具达几千副,价值上亿元。
模具设计课程设计垫片落料冲孔复合模
目录1、冲压工艺性分析及工艺方案的确定 (3)1.1 冲压工艺性分析 (3)1.2 冲压工艺性方案 (3)2、毛坯展开及毛坯排样 (3)3、冲压力和压力中心计算 (4)3.1 落料力的计算 (4)3.2 冲孔力的计算 (4)3.3 冲裁力的计算 (4)3.4 卸料力的计算 (4)3.5 推件力的计算 (5)3.6 总冲压力的计算 (5)3.7 压力中心的确定 (5)4、冲压设备的选用 (5)5、凸模凹模凸凹模刃口及结构尺寸计算 (5)5.1 计算模具刃口尺寸 (5)5.2 落料凹模结构尺寸计算 (7)5.3 冲孔凸模与凸凹模结构尺 (8)6、模具总体结构设计 (9)7、模具总装图 (10)题目:图为一垫片零件图,材料为Q235,厚度2mm,大批量生产。
要求按照冷冲模具的设计步骤完成整体设计,编写设计说明书画出模具总装图1、冲压工艺性分析及工艺方案的确定1.1 压工艺性分析该材料为Q235钢,冲压性能较好,形状结构简单,尺寸精度不高,且孔与边缘的距离较大。
因此,该零件具有良好的工艺性。
1.2 冲压工艺性方案由该零件的形状特点可看出,该零件的成形包括冲孔、落料2种基本工序。
由于该零件的生产批量大,形状简单,而且它的孔边距满足凸凹模壁厚要求,因此,该零件宜采用复合模成形方式加工。
2、毛坯展开及毛坯排样根据该零件毛坯的形状特点,可确定采用直列单排的排样模式,查表可得条料边缘的搭边和工件间的搭边分别为1.5mm和2mm。
从而可计算出条料宽度和送进步距分别为:送进步距 h=52+b=52+1.5=53.5mm条料宽 B=52+2a=52+4=56mm排样图3、冲压力和压力中心计算3.1 落料力的计算F落=KLtτ F落---落料力L----冲裁轮廓总长 t----材料厚度τ----材料抗拉强度 K=1.3L=πD=3.14×52=163.28τ=340MPaF落=1.3×163.28×2×340=144.34KN3.2 冲孔力的计算F=KLtτL=πD=3.14×25=78.5mmF冲孔=1.3×78.5×2×340=69.39KN3.3 冲裁力的计算F冲裁力=F落+F冲孔=144.3+69.39=213.69KN3.4 卸料力的计算F K F=卸卸落料力卸K—卸料力因数卸K=0.05F卸=0.05×144.34=7.217KN3.5 推件力的计算F推=KF冲孔力推K—推件力因数推K=0.55F推=0.55×69.39=38.16KN 3.6 总冲压力的计算F总=F冲裁力+推卸FF+=213.69+7.21+38.16=259.06KN初选设备为开式压力机J23—353.7 压力中心的确定该零件形状结构对称,所以选用零件的几何中心为压力中心。
圆垫片落料冲孔复合模设计.
冲压模具设计说明书一、课题名称:垫片冲孔落料连续模二、设计要求:1.主要内容(1)编制冲压工艺(2)设计模具(分析、计算、装配图、非标零件图)(3)编制模具主要零件制造工艺(4)分析估算工时,确定完成工期(5)核算成本,报价(6)编写全套设计制造说明书2.基本要求:(1)分析计算全面,图纸表达准确;(2)工艺水平规程制定,力求符合实际;(3)必要的数据须进行市场调查;(4)分析核算工期、成本,着重于过程。
第2章工艺分析及模具结构设计2.1 制件的工艺性分析及工艺计算2.1.1 工艺分析,方形垫片,结构如图所示,材料08,t=1.2mm。
精度要求为IT14。
三、主要内容1、制件的工艺性分析1.1、可行性分析1.1.1、形状、尺寸:制件形状规则、简单、对称。
1.1.2、精度:该制件尺寸精度为IT14,用一般精度制造模具即可满足。
1.1.3、材料:08是冲压用钢板中沸腾钢的一种牌号(中国称08,日本称S9CK,德国用C10,前苏联用08)08指的是含碳量万分之八;特性:强度低和硬度、塑性、韧性好,易于深冲、拉延、弯曲和焊接。
用途:钢板用作深冲压和深拉延的容器,如搪瓷制品、仪表板、汽车驾驶室盖板等。
圆钢用作心部强度要求不高的渗碳或氰化零件。
力学性能:抗拉强度σb (MPa):≥295(30)屈服强度σs (MPa):≥175(18)伸长率δ5 (%):≥35断面收缩率ψ (%):≥60硬度:未热处理,≤131HB推荐热处理/℃:正火930正火推荐保温保温时间≤30min,空冷;淬火推荐保温时间≤30min,70.80和85钢油冷,其余钢水冷;回火推荐保温时间≤1h。
2、总体工艺方案的确定2.1、冲压工序性质的确定:先进行冲孔再进行落料。
2.2、冲压方案的确定:方案一:采用单工序模生产。
方案二:采用复合模生产。
因为方案二的工件精度和生产效率较高,属于大批量生产,所以选用方案二最为合适。
3、主要工艺计算3.1、排样设计3.1.1、排样方式:查《冷冲压工艺及模具设计》P53,表2-7,确定排样方式为单行直排。
垫片落料冲孔复合模设计大学论文
垫片落料冲孔复合模设计【摘要】复合模具是模具生产的一种,是指通过一定工序将坯料冲裁成形的模具。
按照冲压的工艺性质分类,复合模具是使材料发生变形的冲裁模具。
我的课题包括零件的工艺分析,凸凹模的计算,冲压工序的确定分析的两套模具,正确的选用标准零件和其它的零件,对冲压结构进行了工艺分析已选取压力机。
绘制模具二维装配图和零件图。
此毕业设计需要用到CAD绘图,数控车床的加工打磨。
通过一系列的选择,我最终选择了冲压模零件的设计,主要介绍的是冲压模具的凸凹模计算,工艺顺序,模具的工作原理。
关键词:模具行业发展结构设计引言 (1)一、冲裁零件工艺性 (2)(一)零件分析 (2)(二)工序顺序确定 (2)(二)零件工艺分析 (2)(三)确定冲裁工艺方案 (2)二、确定模具总体结构方案 (3)(一)模具类型 (3)(二)选取操作与定位方式 (3)(三)卸料与出件 (3)(四)模架的类型选取 (3)三、冲件的工艺与计算 (3)(一)排样方案 (3)(二)排样图 (4)(三) 送料冲裁的示意图 (4)(四)条料宽度导料板间距计算 (4)(五)计算冲压力选取压力机 (4)四、凸、凹模刃口尺寸计算 (6)(一)落料凹模刃口尺寸的计算方法 (6)(二)冲孔凹模的刃口尺寸计算 (6)五、冲件凸凹模部件的结构与设计 (7)(一)凹模的设计 (8)(二)凸模的设计 (9)(三)凸凹模结构的设计 (9)六、模具总装图 (11)七、冲模的安全措施.............................................................................. 错误!未定义书签。
(一)冲模的结构安全....................................................................................... 错误!未定义书签。
(二)冲模安全装置........................................................................................... 错误!未定义书签。
毕业设计——垫片冲孔落料复合模具设计 (2)
垫片冲孔落料复合模具设计摘要改革开放以后,我们国家在飞速发展,尤其在工业方面呈现飞跃式的发展,一跃成为工业大国。
然而,工业的发展跟模具行业是离不开的,国家的发展同时也给模具行业的发展打下基石。
因此,各类模具变应运而生,推动着中华文明走向一个新的纪元。
此次我选择的是冷冲压,所选的零件为垫片。
垫片是一种常见而且结构非常简单的零件,我们生活中随处可见的一种零件。
因为垫片使用比较广泛,所以制作过程中就要控制好垫片的成本,这样才能使企业在市场中占据绝对的优势。
论文中设计的垫片冲设计,选材,模具制造,压力机选择都是在市场竞争中占据优势的。
关键词:冲孔落料零件复合模具模具凸模模具凹模计算机协助设计目录引言 (1)一、冲孔落料件的工艺分析............................ 错误!未定义书签。
(一)零件图 (4)(二)零件图的工艺分析 (4)二、冲裁力、卸料力、顶出力的计算 (5)(一)冲裁力的计算 (5)(二)卸料力的计算 (5)(三)顶件力的计算 (5)(四)计算总冲裁力 (6)三、初选压力机 (6)四、凸模的结构设计 (7)(一)凸模选取原则 (7)(二)凸模的结构 (7)(三)计算凸模的长度 (7)(四)凸模强度的校核 (8)五、凹模的结构设计 (9)(一)凹模结构 (9)(二)计算凹模的厚度 (9)六、刃口的尺寸计算 (10)七、压力中心的计算 (10)八、卸料装置的设计 (11)(一)卸料板的选用 (11)(二)弹性元件的选取及计算 (11)(三)卸料螺钉的选取: (12)九、顶料装置的设计 (13)十、冲模的导向选用 (13)十一、整个模具的动作分析 (14)总结................................................ 错误!未定义书签。
参考资料............................................ 错误!未定义书签。
垫片的冲孔落料复合模具课程设计
课程设计报告课程设计名称:垫片的冲孔落料复合模具课程设计学生姓名:学院:机电工程学院专业及班级:材料成型及控制工程学号:指导教师:2013年1月3日摘要模具是现代工业的重要工艺设备,随着科学技术的不断进步,它在民经济中占有越来越重要的地位,发展前景十分广阔。
本次课程设计的内容为垫片,完成冲孔、落料两道工序。
根据设计零件的尺寸、材料、批量生产等要求,首先分析零件的工艺性,确定冲裁工艺方案及模具结构方案,然后通过工艺设计计算,确定排样和裁板,计算冲压力和压力中心,初选压力机,模具采用倒装复合模,由打杆顶出制件,橡胶垫驱动的卸料板卸除条料。
排样方式为对排,由始用挡料销和导料销定位、导料。
使用AUTOCAD 完成零件图和装配图。
其中在结构设计中,主要对凸模、凹模、凸凹模、定位零件、卸料与出件装置、模架、冲压设备、紧固件等进行了设计,并且在结构设计的同时,对部分零部件进行了加工工艺分析,最终完成这篇冲压课程设计。
关键词:模具;倒装复合模具;冲裁件;冲孔和落料;Abstract: The mold is important modern industrial process equipment, As science and technology continue to progress, it occupies an increasingly important position in the national economy, very broad prospects for development.The content of the curriculum design gaskets, complete punching, blanking the two processes. Analysis part of the process according to the size of the design parts, materials, mass production requirements, first, determine the Stamping Process Project and die structure program, then through process design calculations to determine the nesting and cutting board, calculation of Chong pressure and center of pressure, early election presses, molds flip compound die from playing peak of the staff out of parts, the stripper plate rubber mats driven removable strip. Nesting on the row, by beginning with a the backgauge pin and stock guide pin positioning, derivative material. Complete part and assembly drawings using AUTOCAD. Structural design, the main punch, die, punch and die, positioning parts, unloading out pieces of apparatus, formwork, stamping equipment, fasteners, design, and structural design, part the parts process analysis, eventually finish this stamping curriculum design. Keywords: mold; flip composite mold; blanking pieces; punching and blanking;目录摘要 (2)一冲压件 (3)二零件的工艺性分析 (4)2.1 零件的工艺性分析 (4)2.2 冲裁件的精度与粗糙 (5)2.3 确定工艺方案 (5)三冲压模具总体结构设计 (6)3.1 模具类型 (6)3.2 操作与定位方式 (7)3.3 卸料与出件方式 (7)3.4 模架类型及精度 (7)四冲压模具工艺与设计计算 (8)4.1 排样设计与计算 (8)4.2设计冲压力与压力中心,初选压力机. (9)4.3计算凸凹模刃口尺寸及公差 (9)五模具的总张图与零件图 (10)5.1冲压模具的零件图 (10)(1)凹模的设计 (11)(2)凸模的设计 (11)(3)凸凹模的设计 (12)5.2选择坚固件及定位零件 (12)(1) 螺钉规格的选用 (13)(2) 活动挡料销 (13)5.3设计和选用卸料与出件零件..................... . (14)(1)卸料板 (15)5.4选择模架及其它模具零件 (15)(1) 模架 (16)(2) 模柄 (16)(3) 垫板 (17)(4) 凸模固定板 (17)(5)凸凹模固定板 (17)5.5压力机的校核 (18)5.6复合模具的装配图............................. . (18)六总结 (19)七参考文献 (20)垫片的冲孔落料复合模具课程设计一.冲压件冲压件图如下图所示:冲压技术要求:1.材料:10钢2.材料厚度:0.8mm3.生产批量:大批量二 .零件的工艺性分析.2.1 零件的工艺性分析该零件材料为10钢结构简单,抗剪强度为300mpa形状对称,只有落料,冲孔两个工序具有良好的冲压性能,适合冲裁。
五孔矩形垫片的落料冲孔倒装复合模设计
五孔矩形垫片的落料冲孔倒装复合模设计介绍矩形垫片是一种常用的密封元件,用于填补两个物体之间的间隙,防止液体或气体泄漏。
为了提高矩形垫片的密封性能,可以在其上设置多个孔眼,使其能够更好地适应不同形状的连接零件。
本文将介绍一种五孔矩形垫片的落料冲孔倒装复合模设计方案,以提高生产效率和产品质量。
落料冲孔倒装复合模设计的优势传统的制造方法中,矩形垫片的加工过程需要经过多个工序,包括落料、冲孔、倒装等。
而采用落料冲孔倒装复合模设计可以将这些工序整合在一起,大大提高生产效率和产品质量。
在传统的制造方法中,落料是将平板材料切割成所需形状的工序,需要使用切割机等设备,操作复杂且容易产生浪费。
在落料冲孔倒装复合模设计中,利用特殊的模具可以直接在材料上冲孔,无需经过落料工序,大大简化了制造过程。
冲孔是将孔眼加工到矩形垫片中的重要工序。
采用传统的冲孔方法,需要使用专用的冲孔机进行操作,而且由于矩形垫片形状复杂,冲孔过程中容易产生变形或者孔眼偏离的情况。
采用落料冲孔倒装复合模设计可以通过模具的精准定位来保证冲孔的准确性,减少了变形和偏离的可能性。
倒装是将冲孔好的矩形垫片进行翻转的操作,以便进行下一步的加工或组装。
传统的制造方法中,需要操作工人手工进行倒装,容易产生操作疏忽导致垫片损坏的问题。
而采用落料冲孔倒装复合模设计,可以通过模具的自动倒转来实现倒装操作,确保了操作的准确性和一致性。
综上所述,落料冲孔倒装复合模设计可以大大简化制造流程,提高生产效率,降低劳动强度,并且保证了产品的质量和一致性。
五孔矩形垫片的落料冲孔倒装复合模设计方案设计需求设计一种落料冲孔倒装复合模,用于加工五孔矩形垫片。
要求模具能够精确冲孔并自动倒转矩形垫片,提高生产效率和产品质量。
设计步骤1.设计落料冲孔倒装复合模的整体结构。
根据矩形垫片的尺寸和形状要求,设计出合适的模具结构。
整体结构包括底板、冲孔模块和倒装模块。
2.设计冲孔模块。
根据矩形垫片的孔眼位置和尺寸要求,设计出冲孔模块。
垫片落料冲孔复合模具的设计
目录摘要 (3)前言 (5)绪论 (4)一、国内模具的现状与发展趋势 (4)1.国内模具的现状 (4)2、国内模具的发展趋势 (4)二、国外模具的现状与发展趋势 (5)第一章任务来源及设计意义 (6)1.1 设计任务来源 (6)2.1设计目的及意义 (6)第二章冲压工件的工艺性分析 (6)2.1冲压及冲裁件的工艺性的概念.......................................................................... 错误!未定义书签。
2.2零件工艺性分析.................................................................................................. 错误!未定义书签。
2.2.1材料........................................................................................................... 错误!未定义书签。
2.2.2工件结构................................................................................................... 错误!未定义书签。
2.2.3尺寸精度................................................................................................... 错误!未定义书签。
2.2.4结论:....................................................................................................... 错误!未定义书签。
垫圈冲孔落料复合模设计
优秀设计课题垫圈冲孔落料复合模设计系别专业班级姓名/学号指导教师课程设计任务书姓名学号班级一、课题名称:垫圈冲孔、落料复合模二、零件:材料:Q235 料厚:0.8 批量:20万三、设计要求:1、绘制零件图及编制冲压工艺卡(A4)。
2、设计模具总装图(A0/A1)。
3、设计模具工作零件图(A3/A4)。
4、编写设计说明书(15页以上)。
5、将说明书和图纸装订成册(按A4尺寸装订)目录前言 (1)第一章零件的工艺性分析 (2)1.1 材料 (2)1.2 结构与尺寸 (2)1.3 精度 (2)第二章确定工艺方案 (3)2.1 工序性质与数量 (3)2.2 工序顺序 (3)2.3工序组合确定 (3)第三章确定模具总体结构 (4)3.1 类型 (4)3.2 结构 (4)3.2.1工作零件 (4)3.2.2 定位零件 (4)3.2.3 卸料、出件 (4)3.2.4导向零件 (4)3.2.5支撑零件 (5)第四章工艺与设计计算 (6)4.1 排样 (6)4.2计算冲压力和压力中心 (8)4.3 弹性元件 (9)第五章设计零件、绘制总装配草图 (10)5.1 工作零件 (13)5.2 定位零件 (14)5.3 卸料与出件 (14)5.4 模架与其他零件 (15)5.5 校核 (15)第六章绘制总装图和各零件图 (16)工艺卡 (17)参考文献 (18)设计小结 (19)前言本说明书是我根据《冷冲模工艺与模具设计》、《模具设计指导》等有关教材。
引用了其中的公式,查找书中的表格,并得到了同学的帮助完成的。
本说明书主要介绍了冲裁模的工艺分析、工艺方案的确定、模具总体结构的选择、工艺与设计计算、零件图总装图尺寸计算及绘制。
为了能够很好地掌握本课程的设计过程,根据课内及课外来所学的知识,编写了该说明书以使老师可以在评阅的过程中能够更好地指导.垫圈冲孔、落料复合模具设计第一章零件的工艺性分析1.1 材料Q235为普通碳素钢σs=235MPa σb=450 MPa σs/σb=0.52冲压性能良好1.2 结构与尺寸零件形状规则,冲孔尺寸与落料外形有15.5mm,其它无极限特征,适合冲裁加工1.3 精度零件除R5.53+00.3精度为IT14,29+00.045精度为T13-IT14之间,其余未注公差按IT14考虑。
冲压模具设计方案研究以垫片落料冲孔复合模为例

SolidWorks软件概述
SolidWorks是一款由达索系统开发的三维CAD软件,它适用于各种机械设计 领域,包括模具设计。SolidWorks具有强大的图形绘制功能,支持零件建模、装 配体设计、工程图制作等。此外,软件还提供了丰富的材料库、标准件库和渲染 工具,方便设计师进行产品建模、性能分析和效果图制作。
3、设计模具结构:根据工艺分析结果,设计模具的结构,包括垫片的定位、 落料口的尺寸和位置、冲孔的形状和深度等。
4、选用材料和标准件:根据模具的结构和设计要求,选用合适的材料和标 准件,如模架、弹簧、螺栓等。
5、完成细节设计:对模具的细节部分进行设计,如斜楔、导柱、加热元件 等。
6、绘制模具图:完成模具结构设计后,绘制模具装配图和零件图,标注技 术要求和加工信息。
制造质量和生产效率。经过实际生产验证,该模具的定位准确、运行稳定, 能够高效地生产出合格的刹车片产品。与传统的冲压工艺相比,垫片落料冲孔复 合模的使用简化了生产流程,提高了生产效率,降低了生产成本和劳动强度。
因此,垫片落料冲孔复合模在汽车刹车片的生产中取得了良好的应用效果和 经济效果。
结论
本次演示对垫片落料冲孔复合模的设计方案进行了研究,重点探讨了模具的 结构设计、制造工艺和关键技术点。通过案例分析,阐述了垫片落料冲孔复合模 在工业生产中的应用及实际效果。结果表明,合理的模具设计方案对于提高模具 的制造质量和生
冲压工艺与冲压模具设计在制造业中具有重要地位,特别是在汽车、机械制 造等领域。本次演示将从冲压工艺和冲压模具设计的基本概念入手,深入探讨其 原理、特点和未来发展趋势。
一、冲压工艺基本原理及分类
冲压工艺是一种利用压力机将金属板料变形或分离,以获得一定形状、尺寸 和性能的零件的制造方法。冲压工艺按照工艺特点可分为分离工序和成形工序两 大类。分离工序是指将金属板料分割成若干个小部分,如冲裁、剪切等;成形工 序则是指将金属
垫片零件落料冲孔复合模设计
飞行器制造工程专业专业课程设计题目:落料冲孔复合模设计专业班级姓名起止日期至指导教师(签名)飞行器制造工程专业专业课程设计课题单班级姓名题目:垫片零件落料冲孔复合模设计图纸:设计资料(数据)及要求:工件名称:垫片生产批量:中批量材料:08F厚度:2mm设计要求:1、绘制钣金零件图;2、编制钣金工艺规程;3、绘制模具总装图和非标准零件图;4、编写设计计算说明书。
起止日期至指导教师(签名)目录一、冲压件工艺分析 (5)二、冲压工艺方案的确定 (5)三、主要设计计算 (5)四、主要零部件设计 (9)五、工艺规程卡 (12)六、设计小结 (13)七、参考文献 (13)一、冲压件工艺分析此工件只有落料和冲孔两个工序。
材料为08F,具有良好的冲压性能,适合冲裁。
工件结构相对简单,有两个φ10mm的孔;孔与孔之间的距离、孔与边缘之间的距离也满足要求,壁厚为2mm。
工件的尺寸全部为自由公差,可取作IT14级,尺寸精度较低,普通冲裁完全能满足要求。
二、冲压工艺方案的确定该工件包括落料、冲孔两个基本工序,可有以下三种工艺方案:方案一:先落料,后冲孔,采用单工序模生产;方案二:落料-冲孔复合冲压,采用复合模生产;方案三:冲孔-落料级进冲压,采用级进模生产;方案一模具结构简单,但成本高而生产效率低,工序较多;方案二工件的精度及生产效率都较高,易于批量生产,操作简单,而且工件精度也满足要求;方案三生产效率高,模具、工件精度高,但操作、生产难度大,制造成本相对于方案二较大。
结论:方案二为佳方案。
三、主要设计计算1、排样方式的确定及其计算设计复合模,首先要设计条料排样图。
根据材料形状规则,为了达到最大的材料利用率采用直对排。
查《冲压工艺与模具设计》表 2.5.2,两工件之间按L<50mma=2.0mm,沿边a=2.2mm。
件取搭边值工件间1采用有侧压装置的模具,能使条料始终沿基准导料板送料,因此条料宽度可以按下式计算:条料宽度为B=D+2a+0(δ),查《冲压工艺与模具设计》表-δ2.5.3,2.5.4得,条料下料剪切公差错误!未找到引用源。
垫圈落料冲孔复合模具设计

垫圈落料冲孔复合模具设计一、设计原则1.尺寸精确:模具设计的尺寸要精确,以确保最后制作出的垫圈符合规格要求。
2.结构紧凑:模具的结构要简单紧凑,以提高生产效率和质量。
3.制造成本低:要考虑到模具的制造成本,选用合适的材料和加工工艺,以降低生产成本。
4.使用寿命长:模具的设计要考虑到使用寿命,尽可能延长模具的寿命,避免频繁更换。
二、构造设计1.上模和下模:上模和下模是构成模具的主要部分,上模用于冲孔,下模用于落料。
上模和下模的尺寸要与垫圈的规格相匹配,确保加工出符合要求的垫圈。
2.垫圈导向机构:为了确保垫圈在冲压过程中位置准确,需要设计导向机构来限制垫圈的运动方向。
导向机构可以采用导向销、导向板等方式。
3.冲孔机构:冲孔是模具的主要功能之一,冲孔机构需要设计合适的冲头和冲孔座,确保冲出的孔径和位置准确。
4.落料机构:落料机构用于将原料板料送入模具,落料机构需要设计合适的导向和定位装置,确保原料板料的位置准确。
5.排渣机构:在冲孔过程中会产生大量的废料和渣滓,需要设计排渣机构,将废料排出,保持模具的干净。
6.压紧机构:在落料和冲孔过程中需要采用压紧机构,将模具和板料固定在一起,确保加工精度和质量。
三、工艺参数1.材料选择:模具的材料应选择具有较高硬度和韧性的特点,常用的材料有合金工具钢、高速钢等。
2.加工精度:模具加工的精度要求要与垫圈的规格相匹配,冲孔精度要小于垫圈的公差要求。
3.加工表面处理:为了延长模具的使用寿命,可以对模具进行表面处理,如镀硬铬、镀涂层等。
4.模具安装:模具的安装要牢固可靠,确保加工过程中没有松动和位移。
总结:垫圈落料冲孔复合模具设计的关键是尺寸精确、结构紧凑、制造成本低以及使用寿命长等。
通过合理的构造设计和工艺参数,可以实现高效、精确的垫圈制造。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设计题目:垫片的冲孔落料复合模设计一、 原始数据如图所示的垫片,外形直径D=80mm ,内孔直径d=40mm ,厚度3mm δ=,材料为A3(Q235),生产批量:大批量。
二、 冲压件工艺分析1、 材料性能A3(即Q235)是普通碳素结构钢,具有良好的冲裁成形性能,其抗拉强度为432~461Mpa ,抗剪强度为304~373MPa 。
2、 零件结构该零件结构简单且中心对称,无尖角,对冲裁成形加工较为有利。
零件中间有一圆孔,孔的最小尺寸为d=40mm ,满足冲裁最小直径min d ≤1.0t=3mm 的要求。
同时,经过计算,孔的边缘距离零件外形的最小尺寸()118040202b mm =⨯-=,满足冲裁最小孔边距min b ≥1.0t=3mm 的要求。
所以,该零件的结构满足冲裁件的结构要求。
3、 尺寸精度查表得,该工件内外形所能达到的经济精度为IT12~IT14级。
而零件图上标注了零件的尺寸公差,由公差表查得其公差要求为IT14级,未注公差由IT14级查取。
由此,通过普通冲裁可以达到零件的精度要求。
综合以上材料性能、零件结构、尺寸精度的分析,该零件可以采用普通冲裁的方法获得。
三、 冲裁方案及模具类型的选择该零件包括冲孔和落料两个基本工序,可提出的加工方案如下: 方案一:先落料,后冲孔。
采用两套单工序模生产。
方案二:落料—冲孔复合冲压。
采用复合模生产。
方案三:冲孔—落料连续冲压。
采用级进模生产。
方案一模具结构简单,模具制造容易,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二只需一副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高。
尽 模具结构较方案一复杂,但由于零件的几何形状较简单,模具制造并不困难。
方案三也只需一副模具,生产效率也很高,但与方案二比生产的零件精度稍差 欲保证冲压件的形位精度,需在模具上设置导正销导正,模具制造、装配较复合模略复杂。
所以,综合尚需三个方案,宜采用方案二生产。
现对复合模中凸凹模壁厚进行 核,当材料厚度为3mm δ=时,可查得凸凹模最小壁厚为3C mm =,现零件上的最小孔边距为min 20b mm =,有min b C >,满足该凸凹模结构要求,所以可以采用复合模生产,即采用方案二。
因材料厚度较大,也为了方便卸料和排出冲孔废料,进而提高生产率,宜采用倒装式复合模生产。
综上得,该零件采用冲孔落料倒装式复合模生产。
四、 零件的工艺计算1、 刃口尺寸计算冲孔模刃口尺寸计算公式: 凸模:()00.02400.02479.42079.6300.210p mm D --==-凹模:()min dp dd d z δ+=+落料模刃口尺寸计算公式 凹模:()2max dd D D x δ+=-∆凸模:()min 0pp d D D z δ-=-由0.62040d+=∅得max 40.620mm d =,min 40.000mm d =,10.620mm =∆由00.74080D -=∅得max 80.000mm D =,min 79.260mm D =,20.740mm =∆ 由材料A3及料厚3mm δ=,查表8-4得冲裁双边间隙:max 0.270z mm =,min 0.210z mm = 凸模制造公差:()()max min 0.60.2700.2100.0360.6d z z mm δ-=⨯-== 凹模制造公差:()()max min 0.40.2700.2100.0240.4pz z mm δ-=⨯-==由公差表差得,零件的尺寸公差要求为IT14级,依此查得间隙系数0.5x =。
将以上数据代入对应公式,得 冲孔模:()00.02400.02440.31040.0000.50.620pmm d --==+⨯()0.03600.36040.52040.3100.210d mm d ++==+落料模:()0.03600.36079.63080.0000.50.740d mm D ++==-⨯()00.02400.02479.42079.6300.210p mm D --==-2、 排样计算根据零件形状,采用单排的有废料排样方法,如图(1) 搭边值的确定由零件外形尺寸80D mm =∅,查表得12a mm =, 2 2.5a mm =(2) 条料宽度的确定(导料销导向)条料宽度计算公式:()0max 2D a z B -∆-∆=++查表得,0.4z mm =, 0.8mm ∆=代入公式,得()0000.80.8802 2.50.485.4mm B -∆--=+⨯+=(3) 材料利用率()()224020100%100%54%85.4802ABS πη⨯-=⨯=⨯=⨯+3、 冲压力的计算(1) 冲裁力的计算平刃冲模冲裁力 b F K L t τ=其中,系数 1.3K =,材料厚度3t mm =,材料A3的抗剪强度304~373b MPa τ=,取350b MPa τ=, 冲孔冲裁力:1 1.3403350171.5F kN π=⨯⨯⨯⨯= 落料冲裁力:2 1.3803350343F kN π=⨯⨯⨯⨯= (2) 卸料力、推件力的计算 卸料力 ()12X X F K F F =+ 推件力 ()12T T F nK F F =+其中,1033h n t ==≈。
由材料厚度3t mm =,查得卸料力系数0.045X K =,推件力系数0.05T K =, 代入,计算得卸料力:()0.045171.534323.15X K kN =⨯+= 推件力:()0.053171.534377.17X K kN =⨯⨯+= 该模具采用弹性卸料装置和下出料装置, 所以,总的冲裁力为12171.534323.1577.17614.8X T F F F F F kN =+++=+++= 根据总的冲裁力,初选设备为开式双柱可倾压力机JB23-63。
4、 压力中心的计算零件外形为中心对称图形,所以该零件的压力中心即为零件的几何中心。
五、 冲压设备的选用根据冲压力的大小,选择开式双柱可倾压力机JB23-63,其主要参数如下: 公称压力:630kN 滑块行程:100mm最大闭合高度:400 mm 闭合高度调节量:80 mm 滑块中心线到床身距离:310mm 工作台尺寸:570 mm ×860 mm 工作台孔尺寸:310 mm ×450 mm 模柄孔尺寸:φ50 mm ×70 mm 垫板厚度:80 mm六、 模具零部件的确定1、标准模架的选用标准模架的选用,依据凹模的外形尺寸确定,所以需要计算凹模的周界大小。
凹模高度 ()15h kb mm => ()92- 凹模壁厚 ()(1.5~2)30~40C h mm =≥ ()93- 由材料厚度3t mm =,最大外形尺寸80b mm =,查表9-3得0.35k =,代入,计算得 0.358028h mm =⨯=()1.5~22842~56C mm =⨯= 因零件结构较简单,取较小值,45C mm =。
凹模的长度 280245170L b C m m =+=+⨯= 凹模的高度 280245170B b C m m =+=+⨯= 选用标准模板 20020028m m m m m m⨯⨯ 因冲压件精度要求不高,故选用后侧导柱模架,根据计算结果,查GB2872.1-90,得,模架的规格如下上模座:20020050mm mm mm ⨯⨯ 下模座:20020060mm mm mm ⨯⨯ 导 柱:325190A mmh mm ⨯导 套:32611548A mmH mm mm ⨯⨯ 垫 板:2002008mm mm mm ⨯⨯ 固定板:20020022mm mm mm ⨯⨯ 卸料板:20020020mm mm mm ⨯⨯2、卸料装置中弹性元件的选用与计算根据不同橡胶弹性体的性能特点,结合模具卸料的需要,冲裁一般选用较硬的橡胶。
聚氨酯弹性体是常用的一种橡胶垫,具有较高的弹性及强度、优异的耐磨性、耐油性、耐疲劳性及抗震动性,其压缩量一般在10%~35%之间。
故选用聚氨酯弹性体作为弹性元件。
(1) 橡胶的预压力23.15X F F k N ≥= (2) 橡胶的自由高度()001315~1018~260.25~0.300.25~0.3t H h mm ++=+=+=取025H mm =。
(3) 橡胶垫预压缩量()000.10~0.15 2.50~3.75H H mm ∆== 取03H mm ∆=。
橡胶需在预压后使用,股橡胶的安装高度 0025322H H H mm =-∆=-= (4) 橡胶垫允许最大压缩量()max 00.35~0.458.75~11.25H H mm ∆==(5) 橡胶的截面面积3223.1510463000.5X F A mm p ⨯===橡胶的直径2242.8D mm ===此时,有0250.10.5242.8H D ==≤,不满足00.5 1.5H D≤≤的要求,故需将该弹性体分割为若干块。
根据需要,选择6个聚氨酯弹性体,每块的直径为45D mm '=,自由高度为025H mm =。
每个橡胶弹性体承受的压力323.1510385866X F F N ⨯'===。
而该弹性体在压缩量00.3H H ∆=时的最大工作负荷为[]6390F N =,有[]F F <,所以满足要求。
综上得,选用聚氨酯弹性体4512.525mm mm mm ∅⨯⨯。
3、其它零部件的结构凸模由凸模固定板固定,两者采用过渡配合关系。
模柄采用凸缘式模柄,根据设备上模柄孔尺寸,选用规格A50×100的模柄。
其它零部件参照标准选用。
七、 模具装配图八、 模具零件图。