做麻花的方法是什么
炸麻花的做法和配方

炸麻花的做法和配方
步骤一:准备食材
- 面粉 500克
- 白糖 50克
- 酵母 5克
- 盐 3克
- 温水 250毫升
步骤二:制作面团
1. 将温水倒入一个大碗中,加入白糖和酵母,搅拌至完全溶解。
2. 将面粉和盐加入碗中,用筷子或手指搅拌均匀。
3. 逐渐倒入温水混合物,边倒边搅拌,直到面团开始形成。
4. 将面团放在台面上,用力揉搓10-15分钟,直到面团变得光
滑有弹性。
步骤三:发酵面团
1. 将揉好的面团放入一个大碗中,盖上湿布或保鲜膜。
2. 将面团放在温暖的地方,让其发酵1-2小时,直到体积增大
约一倍。
步骤四:制作麻花
1. 取出发酵好的面团,将其分成小块,每块约30克。
2. 将每块面团搓成长条状,然后将两端交叉绕在一起,形成麻
花状。
3. 重复以上步骤,将所有面团都制作成麻花。
步骤五:炸制麻花
1. 将食用油倒入锅中,加热至160°C-180°C。
2. 将麻花逐个放入热油中,炸至金黄色。
3. 用漏网或厨房纸巾将多余的油沥干。
步骤六:享用麻花
1. 可以撒上一些白糖或蜂蜜,增加甜度。
2. 可以配上一杯热茶或咖啡,享受美味的麻花。
注意事项:
- 麻花在热油中炸制时要小心,以免烫伤。
- 炸制时间要控制好,避免麻花炸焦。
- 麻花最好在炸制后尽快食用,以保持口感的脆香。
麻花的做法

麻花的做法
麻花是我国一种特色油炸面食小吃,种类很多。
大多数麻花都是要求口感酥脆,而通常的无铝泡打粉不能很好满足麻花的需要,制作的麻花口感发硬。
海韦力酥脆泡打粉(又叫无铝酥脆泡打粉)很适合制作麻花,能使加工的麻花口感十分酥脆。
酥脆泡打粉
说明:对于专门从事麻花的加工者,不需要改变自己现有制作麻花的习惯,只需根据面粉的重量,按照1.5%的添加量计算出酥脆泡打粉的用量,然后把酥脆泡打粉和面粉混合即可。
一、麻花的配料
配方说明:
1、上面表中是关于甜麻花的配方,制作者如果想制作咸麻花,不加白糖,加入1-1.5%的食盐,同时调整加水量即可。
2、如果制作者想使麻花更加香酥可口,和面时可以加入鸡蛋,建议一
斤面粉加一个鸡蛋即可。
二、麻花的制作工艺
1、和面
将海韦力酥脆泡打粉加入面粉中搅拌均匀,将食用油均匀的倒入面粉中,白糖充分溶解于水中,然后将糖水加入面粉中,和成均匀面团即可。
2、压面
将和面的面团在压面机上反复轧,直到面团光滑细腻,并轧制成长宽一致、厚度为1cm左右的面片。
3、成型
将长宽均匀一致的面片切成一个个的小剂子,然后搓麻花:左手往里搓,右手向外搓,慢慢上劲后,两头提起、对折、自动拧在一起,然后重复上面
的操作,再对折,自动拧成麻花状。
将一头插进另一头中,轻轻捏一下,防止炸制后分开。
4、醒发
将所有的麻花一次都做好后,醒发大约10-20分钟。
5、炸制
锅中加油,将油烧成四五成热,大约120-140℃,放入发好的麻花坯,小火炸成金黄色即可出锅。
海娟麻花的做法和配方

海娟麻花的做法和配方
海娟麻花是一种经典的中国传统糕点,口感酥脆香甜,非常受欢迎。
下面是海娟麻花的做法和配方的详细步骤:
配料:
- 面粉:500克
- 油:200克
- 白砂糖:150克
- 鸡蛋:2个
- 碱水:50毫升
- 芝麻:适量
步骤:
1. 将面粉倒入一个大碗中,用筷子在面粉中搅拌,然后将油倒入面粉中,继续搅拌均匀。
2. 在搅拌过程中,逐渐加入白砂糖,并继续搅拌至糖完全溶解。
3. 打入鸡蛋,继续搅拌均匀。
4. 慢慢地加入碱水,同时不断搅拌,直到面团变得光滑有弹性。
5. 将面团放在案板上,揉搓几分钟,使其更加柔软。
6. 将面团分成小块,每块约30克左右。
7. 取一块面团,用手掌将其滚成细长的条状。
8. 将条状面团两端交叉,然后再次扭转几圈,最后将两端捏在一起,成为麻花形状。
9. 重复以上步骤,直到所有的面团都制作成麻花形状。
10. 麻花制作完成后,将芝麻撒在表面,轻轻按压一下,使芝麻粘附在麻花上。
11. 准备一个蒸锅,将麻花放在蒸锅屉上,用中火蒸约15分钟,至麻花熟透。
12. 取出蒸好的麻花,待其冷却后即可食用。
希望你能成功制作出美味的海娟麻花!。
发面麻花的做法和配方
发面麻花的做法和配方发面麻花是广东传统的街头小吃,也是很多人喜爱的早餐之一、下面,我将为您介绍发面麻花的做法和配方。
主料:1.高筋面粉500克2.温水250毫升3.酵母5克4.食用油适量5.盐适量辅料:1.白芝麻适量2.柠檬1个3.蘸料(花椒粉、辣椒粉、盐)适量步骤一:发面1.将高筋面粉放入碗中,加入酵母,用温水慢慢加入,同时用筷子搅拌均匀。
2.搅拌均匀后,揉成团状,并在工作台上反复揉搓十几分钟,直到面团变得光滑、有弹性。
3.将揉好的面团放入碗中,用湿布盖住,放置在温暖处发酵1.5至2个小时,直到面团体积变大两倍。
步骤二:制作麻花1.取出发酵好的面团,揉搓以去除气泡,然后将面团分成等份。
2.取出一份面团,在案板上用手掐成长条状,并做成麻花状。
3.重复以上步骤,将所有的面团都做成麻花状。
步骤三:煎麻花1.将煎锅加热,倒入适量的食用油。
2.当油温达到150度时,将麻花放入锅中,小火煎制。
3.煎至两面金黄,麻花呈脆状,取出沥干油。
步骤四:制作蘸料1.将白芝麻放入炒锅中,用小火炒香后磨碎备用。
2.将柠檬切成小块备用。
步骤五:装盘1.将煎好的麻花放入盘中,撒上磨碎的白芝麻。
2.在旁边放上柠檬块,为食客提供榨柠檬汁。
3.可根据个人口味喜好,在麻花上撒上花椒粉、辣椒粉和盐。
发面麻花以其酥脆、香甜的口感而受到广大食客们的喜爱。
它的制作过程简单易行,口味浓郁美味。
希望上述的步骤和配方能够帮到您,祝您制作成功,享受美食的乐趣!。
炸麻花的配方与做法是什么

炸麻花的配方与做法是什么
关于《炸麻花的配方与做法是什么》,是我们特意为大家整理的,希望对大家有所帮助。
儿时一到新年,每家每户便会做煎炸食品,在其中最受小朋友热烈欢迎的也要说成炸糖糕。
如今许多的地区都是卖炸糖糕,但是便是沒有儿时的味儿了。
要想吃出儿时的味儿也要自己做,那炸麻花的配方与作法是啥?它是大伙儿想要知道的,下边就为大伙儿简易的介绍一下,期待能够协助到大伙儿。
炸麻花的配方与作法是啥?
食物:小麦面粉250克、生鸡蛋一个、发孝粉3克、糖65克、食用油4克、牛乳65克
流程/方式:
1.把鸡蛋液打匀,添加白砂糖,食用油,牛乳调为汁,汗,我牛乳忘掉放了,分对外开放的,把小麦面粉和发孝粉筛粉一下,沒有骰子还可以,要反复翻拌,随后把调准的汁倒进。
2.揉面,揉面的全过程很沾手,粘得不好的情况下,两手稍抹的点再和。
3.面合好和,揪成小面糊,团发展条,放进一块儿。
随后刷上一层油,盖上保鲜袋,醒40分钟。
4.随后搓麻花。
揉成细条有木筷那麼粗。
双手向反过来方位用力,随后提到两边,他们会全自动上力,再放进砧板上,按着一头,另一头用手搓。
再提起來全自动上力,把另一头开启一个口将头穿进来,面坯就制成了。
5.文火,一定要文火,火稍大就黑了,炸成橙黄色,捞起来,不要担心里边不太熟,里边是发醇的气泡,非常容易熟的。
炸好后晾凉,外边有点儿松脆,里边是柔软的。
上文便是有关炸麻花的配方与作法是啥的详细介绍,如今知道吧!现如今的电视机和互联网上,针对食品不安全的报导是经常会出现的,以便亲人吃的安全性与安心,自己做这道炸糖糕是很非常好的,尤其是小朋友喜欢吃的东西,最好父母自己做,健康安全!。
老式麻花的制作方法

老式麻花的制作方法麻花做法:面粉、花生油、盐、水、将面粉放盆中倒入油g面粉放40g油、5g盐、用手将面粉和油搓均、(油多则后面难操作)、搓透后加水揉成面团(面团不可太硬)盖湿布饧20分钟。
将饧好的面团拿出再次揉均、搓成长条切出小剂子、盖湿布再饧10分钟。
饧好后均匀的搓成细长条、两头向不同方向搓上劲、合并两头捏紧。
再重复一次、制成麻花生坯。
依次做好所有的小剂子、成麻花生坯。
锅内摆多油火烧至2成热时下进麻花生坯(2成热的油温变化并不大用手放在油锅上面微微感觉有点热)。
奶油、芝麻及巧克力等甜味小麻花可作为早餐食品,又可以作为休闲食品零吃,也可满足糖尿病患者的需要,又可以作为主食和面条煮食,和小南瓜及粉条炒菜吃;特色火锅小麻花下火锅吃,风味特香;桂花小麻花具抗癌、清火、化痰、散结之功效;鸡汁小麻花高蛋白高营养。
天津麻花所指的就是桂发祥十八街小麻花,历史悠久。
很豆腐很香。
稷山麻花是咸的,有普通的和油酥的,色香味诱人,做主食和零食都可。
1、稷山麻花稷山麻花是运城的传统风味小吃。
据传,麻花原是宫廷食品,传至民间时成为两股面粘在一起的形状。
清乾隆年间,翟店镇西位村的一位商人把它带回家乡运城,制作出售,食者甚多。
后来,这位商人不断改进制作技术,将麻花由两股改成三股,然后拧成炸制,呈金黄色细丝花纹状。
稷山麻花已进入北京、深圳、黑龙江等20多个省市销售,远销台湾、新加坡、马来西亚、印度尼西亚、美国、日本等多个国家和地区,颇受欢迎。
2、天津麻花桂发祥麻花的创始人是范贵才、范贵林兄弟,他们曾在天津大沽南路的十八街各开了桂发祥和桂发成麻花店,因店铺坐落于十八街,人们又习惯称其为十八街麻花。
十八街麻花就是经过反反复复积极探索展开技术创新,在白条和麻条中间夹一条所含桂花、闵姜、桃仁、瓜条等多种小料的豆腐馅,并使炸开的麻花smell香甜与众不同,缔造出来的什锦夹馅小麻花。
其特点就是香、豆腐、多汁、辣,在潮湿通风处置放数月不太厚,不绵软、不变质。
麻花制作方法与配方

麻花制作方法与配方
麻花是一种传统的中国小吃,香脆可口,深受人们喜爱。
制作麻花的方法简单,配方也不复杂,下面我将为大家介绍一下麻花的制作方法与配方。
首先,我们需要准备的食材有,面粉、食用油、白糖、鸡蛋、小苏打、盐等。
1. 面粉的选择,制作麻花的面粉可以选择普通面粉或者低筋面粉,根据个人口感偏好来选择。
2. 食用油的使用,食用油的选择可以根据个人喜好,可以选择花生油、菜籽油等。
3. 其他辅料,白糖、鸡蛋、小苏打和盐的使用量可以根据个人口味来调整。
接下来,我们来介绍一下麻花的制作步骤:
1. 将面粉、食用油、白糖、鸡蛋、小苏打和盐混合在一起,揉
成面团。
2. 将揉好的面团醒发片刻,让面团更加柔软。
3. 将面团擀成长条状,然后将长条面团对折,再擀成长条状。
4. 将擀好的面团再次对折,然后用手指捏住两端,扭转成麻花状。
5. 热锅热油,将麻花放入油锅中炸至金黄色,捞出沥干油。
6. 制作好的麻花可以根据个人口味来撒上芝麻、白糖等作为装饰。
通过以上步骤,我们就可以制作出美味的麻花了。
制作麻花的过程并不复杂,只需要一些耐心和技巧,就可以做出香脆可口的麻花了。
总的来说,麻花的制作方法并不复杂,只需要准备好食材,按照上述步骤进行操作,就可以制作出美味的麻花了。
希望大家都能在家里尝试一下,制作属于自己的麻花,享受制作美食的乐趣。
麻花的做法
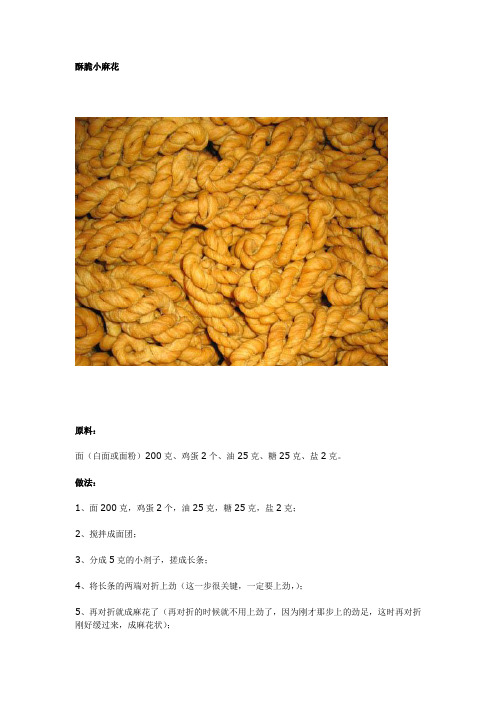
酥脆小麻花原料:面(白面或面粉)200克、鸡蛋2个、油25克、糖25克、盐2克。
做法:1、面200克,鸡蛋2个,油25克,糖25克,盐2克;2、搅拌成面团;3、分成5克的小剂子,搓成长条;4、将长条的两端对折上劲(这一步很关键,一定要上劲,);5、再对折就成麻花了(再对折的时候就不用上劲了,因为刚才那步上的劲足,这时再对折刚好缓过来,成麻花状);6、取一个下油锅试油温;7、再下8个这样子一起炸(记着要小火呀,慢慢炸才行);8、这时的麻花颜色已经很漂亮了,不过可不要拿出来,再炸一分钟,才能确保酥脆。
(全部取出来已经再重复刚才的动作)自制东北大麻花麻花的用料:面粉250克、发酵粉5克、白糖5克、鸡蛋1个、油15克、盐2克、小苏打1.2克、水130克。
麻花的做法:1、先用温水混合酵母,再加入混合均匀的鸡蛋、油,加入面粉及所有材料,揉成光滑面团;2、盖上盖子,置于温暖处发酵两倍大;3、面案上涂油,放入面团,上面盖上保鲜膜,用手按压成大片,静置十几分钟;4、用刀切成长条;5、用手揉搓成光滑的条状;6、把粗条朝相反的方向拧,提起两端,自然拧劲儿;7、再把拧好的劲朝相反的方向拧,提起两端拧起,把一头塞入另一头即成;8、排入平盘中,盖上保鲜膜,放温暖处二次发酵35分钟;9、锅中油150度,下麻花,起小泡;10、麻花浮起后翻动,炸至两面金黄即可。
蜂蜜麻花的做法(软麻花)材料:高筋粉150G、面包粉100G、白糖粉50G、奶粉15G、食盐1G、酵母3G、丙酸钙1G、面包改良剂1G、吉士粉8G、鸡蛋50G、奶油25G、水大约75-80G做法:1、将白糖粉、奶粉、丙酸钙、面包改良剂、吉士粉、鸡蛋、奶油、水全部放入搅拌桶中慢速搅拌均匀。
2、将高筋粉、面包粉加入酵母搅拌均匀,过筛后倒入搅拌桶。
3、加入食盐搅拌成筋性面团(拉开成网状;这个过程在搅拌桶中操作会很快,如果打算自己揉搓估计会很累,呵呵。
有面包机帮忙就好多啦,不过我还没有实验过需要多长时间,最近实在太忙了)。
大同地区的麻花做法

大同地区的麻花做法
一、麻花是用什么做成的
麻花,是中国的一种特色油炸面食小吃。
麻花是用面粉、玉米油、鸡蛋、白糖以及其它原料一起和出一个面团,然后用这个面团搓出麻花,最后入油锅炸出来的。
常见的麻花,基本也就是咸麻花和甜麻花这两种。
咸麻花可以用来做菜,可以用来下火锅,甜麻花更多的则是直接吃。
不管是甜麻花还是咸麻花,做法基本都是一样的,就是一个放糖,一个放盐,一个是长条形,一个是扭8字形而已。
也有很多人在做麻花的时候喜欢做成酸奶麻花。
酸奶麻花不仅吃起来特别好吃,而且营养也非常丰富,特别适合小孩子吃。
有很多人在做麻花的时候都喜欢用烤箱而不喜欢用油炸,因为油炸出来的麻花太酥脆。
二、麻花怎么做才能又酥又脆
炸麻花的锅要提前烧热,然后油温8成热的时候用中小火炸麻花,具体做法如下:
材料:牛奶60克、鸡蛋2个、中筋面粉300克、盐3克、酵母5克、花生油大量、芝麻少许。
做法:
1、面粉加入盐,酵母、牛奶、鸡蛋、加少许油,少许温水,揉成面团,揉好面团后发酵30分钟。
2、面团发酵好后取出一小团,案板撒些面粉,然后用擀面杖擀薄。
3、擀好皮后用擀面杖对齐,用刀划成一条条。
4、用两手搓成小圆条。
5、放案板上,左上右下搓出小卷。
6、两头合一起,搓紧的小卷会自动卷起来。
7、再放案板上左下右上(相反)搓。
8、再两头合一起,把开口一头捏紧,不然炸时候会散开。
9、起锅烧热后倒入适量的油,油温8成热时放入麻花用中小火炸。
10、撒芝麻将麻花炸至金黄即可。
炸麻花怎么做酥脆好吃

炸麻花怎么做酥脆好吃
炸麻花是一道非常受欢迎的家常小吃,多数人都喜欢它的酥脆美味。
它可以在家自制,也可以在专卖店购买。
在家制作炸麻花时,可以预先准备好一些材料,例如:淡面粉、植物油、盐和鸡蛋,以及一些口味料,等等。
首先,将淡面粉和盐放入一个干净的搅拌碗中,以中等火加热植物油,热油的温度达到一定程度时,把淡面粉混合加入植物油中,用一只勺子或者一个搅拌机来搅拌,搅拌得到一个均匀的面团。
然后,取出面团,用一只手捏开,再用另一只手把面团分割成许多小块,然后把它们摊成圆形。
在每个面团上稍稍按压一下,这样会更容易在油锅里炸。
接着,将鸡蛋和一些口味料加入一个容器中,搅拌均匀,把每一个面团放入蛋液里,再把它们放入锅中,中火烧热,把面团炸至金黄酥脆,最后,把炸好的麻花捞出来晾凉,撒上一些精心挑选的香料,即可享用。
炸麻花是一道非常简单和可口的下饭家常菜,如果想要做出酥脆美味的炸麻花,一定要注意以下几点:
一、面团的制作是非常关键的,要将淡面粉和盐放入一个干净的搅拌碗中,火温适宜,把淡面粉混合加入植物油中,用勺子或者搅拌机,搅拌均匀即可。
二、鸡蛋的搭配很重要,除了鸡蛋以外,还可以加入一些口味料,增加口感和香气。
三、油温也非常重要,油要烧热,才能使面团炸得酥脆美味。
四、炸出来的麻花要及时出锅,然后撒上一些香料,才能再次激发食客的味觉。
总之,炸麻花是一道不可多得的家常小吃,既可口又实惠,有一定的营养价值,而且非常容易制作,在家就可以制作出酥脆美味的炸麻花。
只要记住上述的几个重要点,就可以制作出更加美味的炸麻花了。
麻花的做法和配方

麻花的做法和配方关于《麻花的做法和配方》,是我们特意为大家整理的,希望对大家有所帮助。
桃酥早已是在我国很具备特点的一种小食品了,在街上四处都能够见到卖桃酥的,尤其是天津大麻花是很知名的哦,无论是吃没有吃过,总之大家都听过,小的时候最喜欢吃的便是桃酥,非常是和糊辣汤一起吃,味儿就会更好了,那麼大伙儿想掌握麻花的做法和秘方吗?针对桃酥大伙儿应当全是非常了解的,非常是小的时候常常吃的便是桃酥,新年的情况下去朋友家也全是拿的桃酥,桃酥有清甜味的还盐味的,下边我们讨论一下麻花的做法和秘方,更强的掌握麻花的制作。
麻花制作方式:麻花做法:小麦面粉、食用油、盐、水、将小麦面粉放盆里倒进油400g小麦面粉放40g油、5g盐、用力将小麦面粉和油搓均、(油更多就是后边难实际操作)、搓透后放水搓成面糊(面糊不能太硬)盖湿抹布饧20分钟。
将饧好的面糊取出再度揉均、搓发展条切出来小剂子、盖湿抹布再饧10分钟。
饧好后匀称的揉成长细条、两边向不一样方位搓上力、合拼两边捏住。
再反复一次、制成桃酥生胚。
先后搞好全部的小剂子、成桃酥生胚。
锅内放多油烧至2成热当下入桃酥生胚(2成热的水温转变并不大用力放置锅中上边略微觉得有点儿热)。
社会主义民主食品桃酥是一种食品。
用两三股条形的面拧在一起,以煎炸成。
桃酥是我国的一种特点身心健康食品,关键原产地在湖北崇阳县、天津市和山西稷山县,湖北崇阳以小麻花知名,而天津市以生产大麻花知名,稷山麻花是咸的,一尺上下长(有尺寸几类),有一般的和油酥饼的,每根都数次扭曲抻拉伸缩而成,色香味俱全诱惑,做正餐和零食都可以。
桃酥因其制做简易,服用便捷,被历年来的文人雅士倍加称赞。
宋朝的文学家苏轼就曾定有一首赞扬麻花的诗,《寒具诗》:“纤手揉成玉数寻,碧油炸出品绿深,夜来春睡无轻和重,挤扁丽人缠臂金。
”麻花的做法和秘方大伙儿应当知道吧。
在我们的生活起居中桃酥早已是一种很休闲娱乐的小食品了,也是大家都喜欢吃的吧,从之前到现在桃酥拥有许多的转型了,可是无论怎样变,桃酥的味儿全是我们不能够忘掉的,也是一种儿时的追忆。
小麻花的制作方法,麻花怎么做更酥脆
小麻花的制作方法,麻花怎么做更酥脆关于《小麻花的制作方法,麻花怎么做更酥脆》,是我们特意为大家整理的,希望对大家有所帮助。
平时很多人都喜欢吃小零食,特别是小麻花,一般我们都是在超市购买,其实自己也可以制作小麻花,大家可以按照下面的方子做,做出来的小麻花一定又酥又脆。
一、酥松小麻花材料面粉,鸡蛋,色拉油,盐(一点点),糖,泡打粉,奶粉做法做法:1.把上述材料一起混合(色拉油除外),揉成光滑的面团,醒15分钟。
2.揪下小剂子,搓成长条。
两头向相反的方向拧,拎起两头,它自然会卷起,再重复一次就卷成小麻花了。
3.油温在3成热的时候放入,小火翻炸至浅黄色时即可。
又酥又软,放了点奶粉,奶香味十足!二、鸡蛋小麻花材料配料:中筋面粉(即普通面粉)150克,细砂糖16克,鸡蛋45克,水30克,小苏打1/4小勺(1.25ml),盐1克炸油:花生油足量做法1、将面粉和小苏打、盐混合。
另取一个碗,将打散的鸡蛋、水、糖混合。
2、将液体配料倒入面粉里。
3、揉成一个光滑的面团。
根据面粉吸水性不同,所需的水量也不同,配方里的水量供参考。
如果面团揉出来太软,可适当加点面粉,反之如果太硬,可适当多加点水。
4、揉好的面团静置15分钟(建议盖上保鲜膜或湿布防止面团表面干燥)。
5、案板上撒一些薄粉,将面团擀开成长方形。
6、用轮刀比着擀面杖将面团切成细细的面条(和切手擀面一样一样的。
如果没有轮刀,就直接用刀切吧)。
7、将细面条搓圆,放在案板上,两手向相反的方向搓面条,搓到上劲。
8、将面条对折,面条会自动缠绕在一起。
捏紧一端,用手指套在面条上顺着面条缠绕的方向多绕几圈,使面条进一步缠紧。
9、再次对折,面条缠成四股铰链状,麻花生坯的形状就出来了。
10、将面条并拢的那一端捏紧,以免炸的时候散开。
依次做好所有的麻花生坯。
11、锅里倒入足量的花生油(至少能够淹没麻花的高度)。
中火烧热以后,放入麻花生坯。
12、炸到麻花变成金黄色,就可以捞出来了。
油炸麻花的做法和配方

油炸麻花的做法和配方
材料:
- 面粉 300克
- 快餐酵母 5克
- 白糖 50克
- 盐 3克
- 油 20克
- 温水 150毫升
步骤:
1. 将面粉、白糖、盐和快餐酵母混合在一个大碗中。
2. 慢慢倒入温水,并同时搅拌成一个有弹性的面团。
3. 把面团放在一个干净的表面上,用手慢慢揉搓5-10分钟,直到面团变得光滑。
4. 将面团放回大碗中,盖上湿布,让面团静置以发酵,大约需要1-2小时,或面团的大小翻倍。
5. 发酵完毕后,将面团取出,轻轻按压排气。
6. 将面团分成若干小块,根据自己喜好来决定大小。
7. 把每个小块的面团在案板上擀成长条形,长度约为20-30厘米。
8. 把两端按在一起,形成一个麻花的形状。
9. 重复步骤7-8,直到将所有面团都制成麻花形状。
10. 热锅里倒入油,加热至160-180摄氏度。
11. 将麻花放入油中,小心翻动,炸至金黄色。
12. 用漏网将炸好的麻花沥干油。
13. 等麻花冷却后,即可食用。
温馨提示:
- 可根据个人口味,加入一些特殊的调料如五香粉、花椒粉等。
- 如果油炸时间过长,麻花可能会过于干燥,过短时间则可能
会不熟。
所以要注意掌握好油温和时间的平衡。
厨房美食菜谱:酥脆的麻花的做法

厨房美食菜谱:酥脆的麻花的做法
喜欢吃麻花。
可以少加点糖,免得不健康。
油也是用的新油,自家做的才是比较健康的了。
街上的麻花油是反复用的,况且本来那油也不是好油。
想吃就动手吧。
简单好做的麻花。
食材
主料:
面粉500克
油50克
绵白糖100克
酵母粉5克
水230毫升
鸡蛋1个
步骤
1.面,油,糖倒在装面粉的容器里
2.酵母粉事先用温水溶化,酵母粉倒进面粉里
3.揉成光滑的面团,密封发酵。
大约90分钟左右
4.发酵的面排气,分成大小一样的麻花面胚
5.把面胚搓成细细的面条搓上劲
6.二端合在一起自然成为麻花
7.如图二端扣在一起
8.保鲜膜盖上二发,二发结束就可以炸了
9.下锅的时候用手抻一下麻花,小火炸油温不要太高了。
10.分享酥脆麻花
小贴士:1,发面的时候可隔热水发酵比较快。
2,面里必须加油这样麻花酥脆
3,炸麻花的油自行掌握看锅的大小。
膨化机做麻花操作方法

膨化机做麻花操作方法
膨化机做麻花的操作方法如下:
1. 准备原料:将麻花的原料准备好,通常是面粉、水、食用碱水和其他调料。
2. 启动膨化机:将膨化机连接电源并打开开关,等待机器预热至设定温度。
3. 搅拌原料:将面粉、水、食用碱水和调料按照配方比例放入膨化机内的搅拌桶中,启动搅拌机,将原料充分搅拌均匀。
4. 开始挤出:将搅拌好的原料装入挤出口,启动挤出机,按照需要的形状和大小挤出麻花面团。
5. 烘烤麻花:将挤出的麻花放入烤箱进行烘烤,直至变得金黄色即可。
6. 排放产品:待麻花烘烤完毕后,将其排放到适当的容器中,让其冷却后即可食用或包装。
请注意,以上操作仅为一般操作指南,具体操作方法还需根据膨化机的具体型号和使用说明书来进行。
酥脆小麻花的做法和配方有哪些?

酥脆小麻花是一款非常受欢迎的小吃,它的口感酥脆,味道香甜,深受大家的喜爱。
那么,如何制作这款美食呢?下面,我将为大家介绍酥脆小麻花的做法和配方。
我们需要准备以下材料:面粉、糖、鸡蛋、芝麻、油、酒、盐、水。
将面粉、糖、鸡蛋、芝麻、油、酒、盐、水混合在一起,揉成面团。
将面团擀成长条状,然后将两端对折,用手捏成花状。
将花状面团放入油锅中炸至金黄色即可。
酥脆小麻花的制作过程非常简单,但是要注意以下几点:
1.面团的揉制要均匀,不能有任何结块。
2.面团的擀制要适当,不能太厚或太薄。
3.炸制时要注意火候,不要炸过头或不熟。
4.炸制后要尽快捞出,放在纸巾上吸去多余的油分。
除了以上的基本做法,还可以根据自己的口味添加一些特别的配料,比如巧克力、果酱等等,增加口感的多样性。
酥脆小麻花是一款非常简单易做的美食,但是它的味道却非常美妙。
无论是在家里自己制作,还是在外面购买,都能够带给人们美好的味觉体验。
麻花的家常做法和配方
麻花的家常做法和配方
1、碗中打入一个鸡蛋、一勺白糖、100克牛奶、一把熟白芝麻增香、少许小苏打,搅拌均匀,再放入干面粉,搅成面絮,然后放入食用油,再稍微搅拌一下,再上手揉成光滑的面团,然后盖上保鲜膜醒至20分钟
2、时间到时,拿出揉成长条,切成大小均匀的面剂子,再一个一个地搓成长条。
准备一个盘子,底部刷上一层食用油,放入搓好的长条,上面再刷上一层食用油。
用保鲜膜的套子套起来,醒至十分钟
3、时间到时,再把面剂子拿出来搓成长条,然后两只手反向搓上劲,再给它拎起来,就自然形成麻花状了,再把结尾处从一头这个孔穿进去,麻花就做好了
4、油温五成热。
下入麻花下锅炸,千万不能开大火,开中小火慢炸,一面金黄再轻轻地翻动一下,再炸一分钟左右,炸制金黄酥脆飘起就可以捞出来了。
稍微冷却一下用手一些,酥得掉渣。
做麻花怎样做好吃又酥又脆

做麻花怎样做好吃又酥又脆
麻花是一道过年的传统小吃,从小伴随着我们一路成长,但是外面买的总也不放心,现在学会自己做,可随时品尝哦!
材料:面粉150克、白砂糖20克、鸡蛋1个、小苏打1茶匙、盐半茶匙、水30ml
做法:
1、把面粉和小苏打,盐混合在一起
2、鸡蛋打散,放入水和糖搅拌均匀;
3、把调好的蛋液倒入面粉内,搅拌成絮状;
4、和成面团,盖上保鲜膜放置20分钟;
5、把和好的面团擀成开,用刀贴着擀面棍把面皮切成细条;
6、用手把面条搓到卷起;
7、把面条对折它会卷在一起,注意一头留出洞洞;
8、再卷几下对折卷成麻花状,尾巴塞进洞洞,柠成麻花,处理好的麻花分开摆放;
9、锅内倒入足够的油烧热后,转中小火下麻花炸制,炸的过程中要多翻动,让其均匀受热;
10、将麻花炸至表面金黄,自动浮起,捞出即可;
【小提示】:
1、炸麻花切勿用大火,要用中小火炸,否则外面焦了里面不熟。
2、面条最好搓细一些,这样容易炸熟,别搓太粗了哦,做的太大炸起来不容易酥脆。
3、炸麻花的油要盖过麻花,炸制时要勤拨动,防止沉锅底。
4、如果喜欢咸酥麻花,可以去掉方子中的糖,换成盐,就可以做成咸酥麻花。
麻花做法和配方教程

麻花做法和配方教程
麻花是一种深受大众喜爱的小吃,其口味鲜美,具有独特的美味口感。
一般来说,制作麻花需要一些基本的原料,如面粉、水、油以及增香剂,另外,可以根据自己的喜好加入其他食材,如芝麻、芥茉等。
1.首先,准备好足够的面粉(及芝麻,芥茉等),然后将面粉放入大型的容器中,拌入适
量的水,用手动搅拌方法将其大致搅拌均匀;
2.将搅拌好的面糊放入案板上揉搓,边揉搓边点入一汤匙油,以及其他你愿意添加的调料,揉搓成一块面团;
3.将面团分割成小块,并用擀面杆将其擀成0.4~0.7厘米厚度的薄片;
4.将薄片用双手揉成长圆毛状约1.2cm 厚度;
5.将毛状面团卷成长形,压紧两端,将它捏成圆柱形;
6.用拧棍将面团拧成麻花状,然后放入锅中,用中小火炸至金黄色;
7.将熟的麻花捞出控干水分,放入冰箱中晾冷。
麻花制作完成,孩子们,一起赏玩吧。
以上就是制作麻花的基本步骤和配方,在此基础上还可以结合不同的口味添加不同的调料,调制出个性独特的口感,让人垂涎欲滴,而这对于拥有丰富厨艺的你来说,定能做出美味麻花来,享受其丰富多样的口感!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
做麻花的方法是什么
很多朋友都喜欢吃麻花,对于想学做麻花的朋友来说,是很有必要去了解一下做麻花的方法的,那么麻花怎么做呢?做麻花的方法有哪些呢?接下来,本文就为大家介绍三种麻花的做法,仅供大家参考,对学做麻花感兴趣的朋友不妨来看看哦!下面请看详细的介绍。
做法一
材料:面粉适量、花生油适量、盐适量、水适量。
做法:
1、面粉、花生油、盐、水、将面粉放盆中倒入油400g面粉放40g油、5g盐、用手将面粉和油搓均、(油多则后面难操作)、搓透后加水揉成面团(面团不可太硬)盖湿布饧20分钟。
2、将饧好的面团拿出再次揉均、搓成长条切出小剂子、盖湿布再饧10分钟。
3、饧好后均匀的搓成细长条、两头向不同方向搓上劲、合并两头捏紧。
4、再重复一次、做成麻花生坯。
5、依次做好所有的小剂子、成麻花生坯。
6、锅内放多油烧至2成热时下入麻花生坯、(2成热的油温变化不大用手置于油锅上面微微感觉有点热)。
7、在2成热的油温中炸至8-9分钟、颜色金黄即可捞出。
做法二
材料:面粉200g,鸡蛋2个,油30ml,白糖20g。
做法:
1、准备好材料。
2、鸡蛋倒入油碗中,放入白糖,鸡蛋搅拌均匀至白糖融化。
3、倒入面粉,揉成面团,醒20分钟。
4、擀成面片,面片切成长条,取两根长条拧在一起,按住长条的一边,另一边往反方向拧上劲,对折拧成麻花状。
5、依次做好所有的麻花。
6、锅中放油,7成热的时候放入麻花胚,炸至两面金黄即可。
做法三
材料:面粉500克,白糖100克,水130克,鸡蛋2个,泡打粉5克,植物油300克。
做法:
1、将水、鸡蛋、白糖、10克植物油、面粉、泡打粉,依次倒入面包机桶里。
2、揉成光滑的面团,搓成小剂子,每个剂子上均匀抹上植物油。
3、盖上保鲜膜饧一个小时,饧好的面搓成长条,两头朝相反的方向拧。
4、捏住两头,提起,很自然地扭成麻花,再次往相反的方向拧再次扭一次,然后将头塞进去。
5、将所有的剂子都做成麻花原坯,锅里倒入油烧到四成热,放入麻花原坯炸至金黄,颜色稍微深一点时出锅,晾凉后就很脆了。
以上就是关于做麻花的方法有哪些的相关介绍,上面介绍的三种做麻花的方法都是比较简单的,相信朋友们看了以后已经知道怎么制作麻花了。
当然啦,关于做麻花的方法不止上面介绍的这些,在此就不一一介绍了。
总的来说,做麻花的方法都是差不多的哦!。