大型钴基高温合金机匣新件研制
GH5605高温抗氧化性能GH605热处理制度
GH5605钴基高温合金简介合金中组成相的结构和性质对合金的性能起决定性的作用。
同时,合金组织的变化即合金中相的相对数量、各相的晶粒大小,形状和分布的变化,对合金的性能也发生很大的影响。
因此,利用各种元素的结合以形成各种不同的合金相,再经过合适的处理可能满足各种不同的性能要求.下面上海商虎带大家从不同的角度了解一下GH5605金属特性:一、GH5605材料说明GH5605 是以20Cr和15W固溶强化的钴基高温合金,在815℃以下具有中等的持久和蠕变强度,在1090℃以下具有优良的抗氧化性能,同时具有满意的成形、焊接等工艺性能。
适用于制造航空发动机燃烧室和导向叶片等要求中等强度和优良的高温抗氧化性能的热端高温零部件。
也可在航天发动机和航天飞机上使用。
可生产供应各种变形产品,如薄板、中板、带材、棒材、锻件、丝材以及精密铸件。
1.1GH5605材料牌号GH5605。
1.2GH5605相近牌号L605,HS25,WF-11,AlS1670,UNSR30605(美国)、KC20WN(法国)。
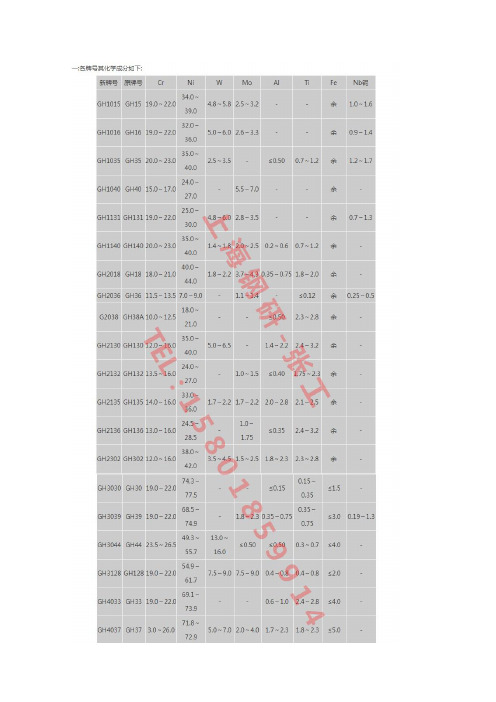
1.3GH5605材料的技术标准WS97053-1996《GH5605合金热轧板材、冷轧薄板和带材》Q/5B4021-1992《GH5605合金环形锻件技术条件》Q/5B4031-1992《GH5605合金棒材》Q/5B4032-1992《GH5605合金带材》Q/5B4033-1992《GH5605合金带材(硬态)》Q/5B4059-1992《GH5605高温合金冷拉焊丝》1.4GH5605化学成分C 0.05~0.15Cr 19.0~21.0Ni 9.0~11.0W 14.0~16.0Co 余量Mn 1.0~2.0Fe ≤3.0Si ≤0.40P ≤0.04S ≤0.031.5GH5605热处理制度板材、带材:1175~1230℃,快速冷却;环形件:1175~1230℃,保温不少于15min,水冷或快速空冷;棒材(机加工用):1175~1230℃,快速冷却。
高温合金材料的研究进展

高温合金材料的研究进展高温合金材料是指在高温环境下具有优异性能的金属材料,它们被广泛应用于航空、航天、能源等领域。
随着科学技术的快速发展,高温合金材料不断得到改良和升级,其性能有了显著提高。
本文将介绍高温合金材料的研究进展及其应用领域的最新成果。
一、高温合金材料的分类及特点高温合金材料主要分为镍基、钴基和铁基合金三类。
镍基合金的使用最为普遍,具有高温强度、耐蠕变和耐热腐蚀等特点,被广泛应用于航空、石化、电力等领域。
钴基合金具有高温强度和耐热腐蚀性能,是工作温度达到1100℃以上的超高温合金的首选材料。
铁基合金具有出色的高温强度和韧性,被广泛应用于发电、汽车发动机等领域。
二、高温合金材料的研究进展高温合金材料的研究分为两个方向:一是提高强度和耐用性,二是减轻材料的重量,同时保持性能不变或提升。
本节将介绍高温合金材料的研究进展。
1. 镍基合金的研究镍基合金是目前应用最为广泛的高温合金材料。
近年来,镍基合金的研究主要集中在提高其高温强度和抗氧化性能。
一些先进镍基合金已经实现了工作温度达到1200℃以上。
此外,材料的质量也得到了改良,比如采用更高纯度的材料制备、优化材料的成份和微观结构等方法。
2. 钴基合金的研究钴基合金是超高温合金的首选材料,因为它们可以在1100℃以上的高温环境下保持高强度和良好的韧性。
近年来,钴基合金的研究主要集中在改进其热稳定性和强度。
一些研究表明,添加Ti和Mo、纳米颗粒等元素或采用先进的材料制备技术可以明显提高钴基合金的稳定性和强度。
3. 铁基合金的研究铁基合金具有出色的高温强度和韧性,是发电、汽车发动机等领域的首选材料。
近年来,铁基合金的研究主要集中在提高其高温强度和减轻其重量。
研究表明,添加Mo、Cr等元素或采用先进的制备工艺可以明显提高铁基合金的强度和耐用性。
三、高温合金材料在航空航天、石化和能源领域的应用高温合金材料广泛应用于航空、航天、石化、电力等领域。
下面将着重介绍高温合金材料在航空、石化和能源领域的应用。
【研究】GH2035A(GH35A)成分、性能、指标...

上海钢研-张工:158–O185-9914GH2035A是Fe-Ni-Cr基沉积硬化型变形高温合金,运用温度在750℃以下,该合金是在GH2035合金的基础上调整了碳、硼、铝和钛的含量,并改变了热处理制度而发展成的。
该合金除了具有原合金的长处外,还具有更高的强度、更好的组织稳定性和良好的热加工性能。
主要产品有热轧棒材、锻制棒材、锻件和环件等。
GH2035A高温合金已用于制造多种航空发动机的涡轮内外环和支承环等十多种零部件,现已投入批量生产。
GH2035A高温合金长时间时效后分出σ相,但长大速度很慢,肯长大至必定长度后不再增加。
700℃*10000h和750℃*4000h时效后,分出的σ相尺度都在20μm以下,对合金的性能影响较小。
GH2035A相近牌号:高温新名称高温旧名称耐蚀新名称耐蚀旧名称国标牌号四、GH2035A化学成分:五、GH2035A材质规格:热扎棒10~100mm,锻制棒:100mm~350mm,冷扎薄板0.05mm-4.0mm,热扎板:4mm~14mm,带2mm-10mm,各尺寸规格锻件环件,库存个别牌号不定尺。
六、GH2035A物理性能:七、GH2035A力学性能:七、GH2035A加工处理和焊接性能:GH2035A合金热加工性能优良,加热温度范围宽,一次允许变形量大。
热处理制度固溶处理1080℃保温2小时,快冷时效处理680℃保温16小时,空冷。
密度:8.17高温合金分为三类材料:760℃高温材料、1200℃高温材料和1500℃高温材料,抗拉强度800MPa。
或者说是指在760--1500℃以上及一定应力条件下长期工作的高温金属材料,具有优异的高温强度,良好的抗氧化和抗热腐蚀性能,良好的疲劳性能、断裂韧性等综合性能,已成为军民用燃气涡轮发动机热端部件不可替代的关键材料。
按照现有的理论,760℃高温材料按基体元素主要可分为铁基高温合金、镍基高温合金和钴基高温合金。
按制备工艺可分为变形高温合金、铸造高温合金和粉末冶金高温合金。
钴基铸造高温合金K6509的研究
钴基铸造⾼温合⾦K6509的研究钴基铸造⾼温合⾦K6509的研究Study on Co bas ed Superalloy K6509张强,张宏炜,贾新云,谭永宁,黄朝晖(北京航空材料研究院先进⾼温结构材料国防重点试验室,北京100095) ZH ANG Qiang,ZH AN G H ong wei,JIA Xin yun,TAN Yong ning,H U ANG Zhao hui(National Key Laboratory of Advanced H igh T emperature StructuralMaterials,Beijing Institute of Aeronautical Materials,Beijing100095,China)摘要:K6509合⾦是本院新研制的钴基⾼温合⾦,将主要⽤于涡轮发动机的导向叶⽚材料,具有较⾼的持久性能,适⽤于铸造复杂型腔的薄壁空⼼叶⽚。
本⽂主要介绍了合⾦的成分特点,主要的物理和⼒学性能,并与K640,DZ40M合⾦的⼒学性能做了对⽐。
关键词:钴基⾼温合⾦;⼒学性能;微观组织中图分类号:TG1461⽂献标识码:A⽂章编号:10014381(2009)Suppl1014204Abstr act:K6509alloy is a newly developed Co based superalloy,mainly designed for turbine vane ap plications.The alloy has excellent stress r upture properties,which is suitable for complex cored thin wall airfoils.The composition and physical and mechanical properties are introduced.The mechanical properties of this alloy are compared with K640and DZ40M.Key words:cobalt base super alloy;mechanical property;microstr ucture⾼温合⾦被⼴泛应⽤于飞机、船舶、车辆的燃⽓涡轮机和⽤作宇宙飞⾏器、⽕箭发动机、核反应堆、蒸汽动⼒发电⼚装置、⽯油化⼯设备以及其它⽤途中的耐⾼温材料。
新型钴基高温合金成分设计的研究进展

㊀第43卷㊀第3期2024年3月中国材料进展MATERIALS CHINAVol.43㊀No.3Mar.2024收稿日期:2021-07-29㊀㊀修回日期:2021-11-25基金项目:国家自然科学基金钢铁联合研究基金重点项目(U1960204);国家自然科学基金面上项目(51871042,52171107);中央高校基本科研业务费专项资金项目(N2023026)第一作者:张旭明,男,1998年生,硕士研究生通讯作者:高秋志,男,1981年生,副教授,硕士生导师,Email:neuqgao@马庆爽,女,1989年生,讲师,硕士生导师,Email:maqsneuq@DOI :10.7502/j.issn.1674-3962.202107062新型钴基高温合金成分设计的研究进展张旭明1,2,马庆爽1,2,张海莲3,毕长波4,张会杰1,2,李会军5,高秋志1,2(1.东北大学秦皇岛分校资源与材料学院,河北秦皇岛066004)(2.东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110819)(3.秦皇岛市道天高科技有限公司,河北秦皇岛066000)(4.东北大学秦皇岛分校控制工程学院,河北,秦皇岛066004)(5.天津大学材料科学与工程学院,天津300354)摘㊀要:传统钴基高温合金的强化机制为固溶强化和碳化物强化,弱于有序γᶄ相沉淀强化的镍基高温合金的强化效果,日本学者发现了有序γᶄ相强化的Co-Al-W 系新型钴基高温合金,其强化效果明显优于传统钴基高温合金㊂由于新型钴基高温合金具有较传统镍基高温合金更高的承温能力以及更加优异的高温抗蠕变性能和抗氧化性能,因此被认为是最具潜力的航空发动机热端材料之一,近年来得到迅速发展㊂基于国内外学者对新型钴基高温合金的研究成果,系统总结多种合金元素(如Ta,Ti,W 和Nb 等)对新型钴基高温合金组织和性能的影响㊂在组织方面,总结合金元素对合金相变温度㊁γᶄ相的体积分数及形态㊁γᶄ相的尺寸㊁γ/γᶄ两相晶格错配度和有害相的影响;在性能方面,总结合金元素对合金抗氧化性能㊁力学性能及抗蠕变性能的影响,以期为新型钴基高温合金的成分设计提供参考㊂最后对新型钴基高温合金成分的高效率设计进行展望㊂关键词:钴基高温合金;成分设计;γᶄ相;组织性能;蠕变中图分类号:TG146.1+6㊀㊀文献标识码:A㊀㊀文章编号:1674-3962(2024)03-0230-08引用格式:张旭明,马庆爽,张海莲,等.新型钴基高温合金成分设计的研究进展[J].中国材料进展,2024,43(3):230-237.ZHANG X M,MA Q S,ZHANG H L,et al .Research Progress on Composition Design of Novel Cobalt Based Superalloy[J].MaterialsChina,2024,43(3):230-237.Research Progress on Composition Design ofNovel Cobalt Based SuperalloyZHANG Xuming 1,2,MA Qingshuang 1,2,ZHANG Hailian 3,BI Changbo 4,ZHANG Huijie 1,2,LI Huijun 5,GAO Qiuzhi 1,2(1.School of Resources and Materials,Northeastern University at Qinhuangdao,Qinhuangdao 066004,China)(2.State Key Laboratory of Rolling and Automation,Northeastern University,Shenyang 110819,China)(3.Qinhuangdao Daotian High Technology Co.,Ltd.,Qinhuangdao 066000,China)(4.School of Control Engineering,Northeastern University at Qinhuangdao,Qinhuangdao 066004,China)(5.School of Materials Science and Engineering,Tianjin University,Tianjin 300354,China)Abstract :The strengthening mechanism of traditionalcobalt-based superalloys is solid solution strengthening and carbide strengthening whereas,both solid solution strength-ening and carbide strengthening are weaker than that of nickel-based superalloys with ordered γᶄprecipitation.Jap-anese scholars discovered a novel type of Co-Al-W superal-loys with ordered γᶄphase strengthening,and its strengthe-ning effect is significantly better than that of traditional co-balt-based pared with traditional nickel-based superalloys,the novel cobalt-based superalloys have higher temperature capability,more excellent high tempera-ture creep resistance and oxidation resistance,therefore,the novel cobalt-based superalloys are considered to be the㊀第3期张旭明等:新型钴基高温合金成分设计的研究进展most potential aeroengines hot side materials and have developed rapidly in recent years.In this review,based on the re-search results of the novel cobalt-based superalloys by scholars at home and abroad,the effects of various alloying elements (such as Ta,Ti,W,Nb and so on)on the structure and properties of novel cobalt-based superalloys were systematically summarized.In terms of microstructure,the effects of alloying elements on transformation temperature,volume fraction and morphology ofγᶄphase,the size ofγᶄphase,the lattice misfit ofγ/γᶄtwo phase and the harmful phase were summarized. Meanwhile,in terms of properties,the effects of alloying elements on oxidation resistance,mechanical property and creep resistance of the alloy were also discussed,it is expected to provide reference for the composition design of novel cobalt-based superalloys.Finally,the high efficiency design of novel cobalt-based superalloys are prospected.Key words:Co-based superalloy;composition design;γᶄphase;microstructure and properties;creep1㊀前㊀言高温合金是指能够在600ħ以上的高温环境下正常工作,承受较为复杂的机械应力,具有稳定性的同时又高合金化的金属材料[1]㊂常见的高温合金有铁基㊁镍基和钴基3种,高温合金具有组织稳定㊁强度高㊁抗氧化性好以及抗蠕变性能优良等特点,目前广泛应用于能源动力㊁航空航天等领域[2-4]㊂随着对高温合金性能要求越来越高,提高高温合金的承温能力尤为重要[5]㊂航空发动机和燃气轮机中应用最成功的是镍基高温合金,由于熔点的限制导致其承温能力的提升极为有限,因此开发承温能力更高的新型高温合金是未来该领域的重点研究方向[6]㊂沉淀强化型钴基高温合金即新型钴基高温合金,相比镍基高温合金具有更加优异的抗蠕变性能㊁抗腐蚀性能㊁耐磨性以及更高的熔点[7],开发潜力大,应用前景广阔[8]㊂实验证明,诸多合金化元素(如: Al,Ta,Ni等)能够提高钴基高温合金强化相的稳定性㊂目前关于合金元素对钴基高温合金组织和性能影响的研究相对独立,部分常见合金元素对钴基高温合金组织和性能的影响还尚未形成统一认识㊂本文系统总结了Ni, Ti,Mo和Cr等常见合金化元素对新型钴基高温合金组织性能的影响,以期为新型钴基高温合金的进一步成分设计和组织调控提供参考,并对该合金成分的设计进行了展望㊂2㊀新型钴基高温合金概述2006年,Sato等[9]开发了具有L12结构γᶄ-Co3(Al, W)强化相的新型Co-Al-W系高温合金,该合金的固㊁液相线温度比镍基单晶高温合金高100~150ħ[10-12]㊂相比常规镍基高温合金,新型Co-Al-W系高温合金具有更强的各向弹性异性[13],相关研究也表明Co-Al-W基新型高温合金的机械性能较为优异[14-17];但是γ/γᶄ两相区过窄[9,18]㊁γᶄ相的高温稳定性低[19-21]以及合金密度大等特点限制了该合金在航天工业中的应用㊂因此在提高新型钴基高温合金相稳定性的同时如何降低其质量密度是当前研究的重要问题[22]㊂钴基高温合金中常见相的晶体学参数如表1所示[5,23]㊂新型钴基高温合金的组织主要由γ-Co基体相和γᶄ-Co3X(X=Al,Ti和Ta等)两相组成㊂其中,γ-Co是面心立方(fcc)的相,高温下fcc结构的Co较为稳定㊂经热处理后的γᶄ相主要呈立方结构,但是由于晶格错配度的改变也可能呈球状[24]㊂一方面,固溶元素含量越高,固溶强化的效果也越显著,Mo和Ni等合金化元素可以提高γᶄ相的溶解温度[9,10,15,25-27];但另一方面,过量的合金化元素会导致有害二次相如β-CoAl㊁χ-Co3W和μ-Co7W6等在基体中析出,降低合金的组织稳定性㊂表1㊀钴基高温合金中常见相的晶体学参数[5,23] Table1㊀Crystallographic parameters of common phases in cobalt based superalloy[5,23]Phase Structure symbol ExampleεA3CoγA1CoγᶄL12Co3(Al,W)μD85Co7W6βB2CoAlηD024Ni3TiχD019Co3W3㊀合金化元素对新型钴基高温合金物理性能及组织的影响3.1㊀合金化元素对新型钴基高温合金相变温度及密度的影响㊀㊀高温合金相变温度的高低决定了合金承温能力的大小㊂合金相变温度越高,承温能力自然也就越高㊂Lass[28]利用CALPHAD热力学数据库探究了Ni元素对新型钴基高温合金的影响机理,结果表明,由于Ni元素倾向分布在γᶄ相中从而提高了γᶄ相的溶解温度,同时也扩大了Co-Al-W-Ni系新型钴基高温合金高温下稳定的γ/γᶄ两相区㊂Chen等[22]测量了分别添加多种合金化元素后的Co-5Al-14V-2X四元合金相变温度,如图1所示,Ti,Nb 和Ta等合金化元素可显著提高γᶄ相溶解温度,而Cr元132中国材料进展第43卷素增加了γᶄ相中Cr 原子与近邻原子的结合能,导致γᶄ相的生成能增加,使γᶄ相的溶解温度降低[29]㊂图1㊀Co-5Al-14V-2X 四元合金的γᶄ相溶解温度㊁固相线温度和液相线温度[22]Fig.1㊀γᶄsolvus,solidus and liquidus temperatures of the Co-5Al-14V-2X quaternary alloys [22]Jin 等[30]利用第一性原理计算了Co 3(Al,M )(M =Ti,V,Cr,Zr,Nb,Mo,Hf,Ta 和W)化合物的稳定性和力学性能,研究发现,大多数化合物都具有比较好的稳定性,Al 是稳定L12结构的重要元素㊂各种成分的钴基合金以及Mar-M-247镍基合金的相变温度如图2所示[15,22,31-34]㊂诸多新型钴基高温合金的相变温度高于传统镍基高温合金,尤其是含有难熔合金化元素的新型钴基高温合金,如Co-9Al-9W㊁Co-5Al-14V 等㊂这是因为Ti,Nb,Ta 和W等难熔合金化元素的加入在新型钴基高图2㊀基于文献整理的各种钴基合金的γᶄ相溶解温度㊁固相线温度和液相线温度[15,22,31-34]Fig.2㊀γᶄsolvus,solidus and liquidus temperatures of various Co-based alloys based on literature reviews [15,22,31-34]温合金中形成了高熔点的化合物,同时作为强γᶄ相形成元素,提高了γᶄ相的体积分数,从而实现了强化效果[26]㊂通常认为,高的γᶄ相溶解温度是提高高温合金服役温度的基础㊂低密度同样是高温结构材料不断追求的目标之一㊂图3为各种钴基高温合金的密度[22,33,35-39]㊂难熔元素的加入导致新型钴基高温合金密度大幅上升,其中Co-9Al-9.8W 高温合金密度最高,可达9.82g㊃cm -3,这是其较高的含W 量导致的㊂实验证明,其他合金化元素(Mo,Cr,V 和Ti 等)代替W 元素后,合金密度大幅下降,甚至可与传统镍基高温合金媲美㊂图3㊀基于文献整理的各种钴基高温合金的密度[22,33,35-39]Fig.3㊀Density of various Co-based superalloys based on literaturereviews [22,33,35-39]3.2㊀合金化元素对新型钴基高温合金中γᶄ相体积分数的影响㊀㊀合金中γᶄ相的体积分数主要由合金化元素向γᶄ相的分配决定,较高的γᶄ相体积分数使合金具有更优异的力学性能[40]㊂Chen 等[22]和Makineni 等[41]对不同Ni 含量的新型钴基高温合金中的γᶄ相体积分数进行了统计,发现γᶄ相的体积分数随着Ni 元素含量的增加大幅提升㊂Cr 元素含量增加会降低γᶄ相的体积分数,Cr 在合金中倾向于分布在γ相基体中[42],同时大量Cr 元素会导致合金中有害第二相的析出,从而消耗大量其他合金化元素,使γᶄ相体积分数降低㊂Ta,Ti 和Nb 等作为强γᶄ相形成元素,在合金中分布于γᶄ相之中,其含量增加可增加γᶄ相的体积分数;而Mo 元素在γ/γᶄ两相之间接近平均分232㊀第3期张旭明等:新型钴基高温合金成分设计的研究进展配,对合金中γᶄ相体积分数的影响较小[22,23,43-45]㊂Wang等[46]通过第一性原理计算发现Ru,Rh,Pd,Ir 和Pt 元素倾向于占据Co 3Ta 中的Co 位,而Re 元素倾向于占据Co 3Ta 中Ta 的位置,从而提高γᶄ的相体积分数㊂应该明确的是,较大的γᶄ相体积分数可增大位错运动的阻力,从而使得合金的瞬时拉伸强度和持久强度提高㊂3.3㊀合金化元素对新型钴基高温合金中γ/γᶄ相晶格错配度的影响㊀㊀新型钴基高温合金中γᶄ相的形态由界面自由能和错配应变能两方面因素共同决定㊂界面自由能与错配应变能之和越小,γᶄ相的形态越稳定㊂一般来说,界面自由能与错配应变能分别与界面面积和γ/γᶄ相的晶格错配度有关,晶格错配度绝对值越大,错配应变能越大[47]㊂新型钴基高温合金中晶格错配度一般为正值,当晶格错配度较小时,γᶄ相的形态由界面自由能主导,体积相同时球体的表面积最小,故γᶄ相倾向于呈球状;当晶格错配度较大时,γᶄ相的形态由错配应变能主导,由于金属弹性一般呈各向异性,故γᶄ相倾向于呈立方状㊂晶格错配度δ可定义为[41]:δ=2(a γᶄ-a γ)a γᶄ+a γ(1)其中,a γᶄ和a γ分别为γᶄ相和γ相的晶格常数㊂Ni 元素使γᶄ相的晶格常数变小,导致晶格错配度减小,促使γᶄ相球化㊂在含W 钴基高温合金中添加Cr 元素,由于Cr 原子占据W 原子的位置,导致合金晶格错配度减小而使γᶄ相趋于球状[48,49]㊂Gao 等[50]研究了不同成分钴基高温合金时效后的晶格错配度(图4),发现Cr 元素的加入降低了合金的晶格错配度㊂Ti 是钴基高温合金中γᶄ相形成元素之一,会增大γ/γᶄ两相的晶格错配度进而使合金中γᶄ相倾向于呈立方状㊂Ta 原子掺杂会引起更大的晶格畸变,所以Ta 元素对晶格错配度增加的贡献要大于Ti 元素[51]㊂Hf 也可以增大合金中γ/γᶄ相的错配度,因此同样有利于改善合金强度[52]㊂一般来说,合金化元素的原子半径与Co 原子半径相差越大,引起的图4㊀利用XRD 测量的γ/γᶄ两相之间的晶格错配度[50]Fig.4㊀Lattice misfit between the γ-and γᶄ-phases measured by high-energy synchrotron X-ray diffraction [50]晶格畸变越大,越会导致合金晶格错配度的提高,从而使γᶄ相越倾向于呈立方状㊂Zenk 等[49]发现提高γ/γᶄ两相界面处的晶格畸变,能够有效阻碍合金变形过程中位错的运动,提高合金力学性能㊂凡是能够增大γᶄ相晶格常数的合金元素(如Nb,Ti 和Ta 等),都能增加γᶄ相周围的共格应变,起到强化作用㊂但错配度太大会降低高温下γᶄ相的稳定性,容易聚集长大从而松弛弹性应力[52]㊂晶格错配度越小的γᶄ相则具有更高的高温稳定性,因而此类合金的抗蠕变性能也更加优异[53]㊂3.4㊀合金化元素对新型钴基高温合金中γᶄ相尺寸的影响㊀㊀影响γᶄ相尺寸和长大的因素主要有合金元素的扩散㊁晶格错配度㊁弹性模量等,γᶄ相的尺寸大小对合金的性能也具有至关重要的影响,一般来说γᶄ相的尺寸越小,分布越弥散,合金的性能越好[54]㊂不同含量的合金组织如图5所示,Chen 等[22]研究统计了不同Ni 质量分数(10,20,30)的合金组织中γᶄ相的平均尺寸分别为(324ʃ74),(425ʃ150)和(496ʃ153)nm,发现随着Ni 含量的增加γᶄ相出现了明显的粗化现象㊂图5㊀Co-x Ni-8Al-12V 合金在900ħ固溶退火处理72h 后的SEM 照片[22]:(a)x =10,(b)x =20,(c)x =30Fig.5㊀Field emission scanning electron microscope images of Co-x Ni-8Al-12V quaternary alloys annealed at 900ħfor 72h after solu-tion annealing treatment [22]:(a)x =10,(b)x =20,(c)x =30332中国材料进展第43卷㊀㊀Gao 等[50]对γᶄ相的尺寸统计结果显示,γᶄ相的平均尺寸随Ti 元素含量的增加而增加㊂Ti 原子在合金中的扩散速率比Al 原子更快,降低了两相之间的界面能导致γᶄ相生长的驱动力增大㊂Cr 和Mo 元素都能促进合金中γᶄ相的粗化,且Mo 元素的影响更大㊂Pandey 等[47]认为Lifshitz-Slyozov-Wagner(LSW)模型仅适用于含Ti 量较低的高温合金㊂一般来说,γᶄ相的长大分为2个过程,在时效时间较短即时效初期,γᶄ相依靠原子的扩散进行生长;在时效时间较长即时效后期,γᶄ相主要依靠互相合并进行长大[44,55]㊂3.5㊀合金化元素对新型钴基高温合金中μ相和η相的影响㊀㊀μ相是一种主要由2种不同大小的金属原子构成的拓扑密排相,其结构为D85结构㊂作为一种硬脆相,μ相可能会成为裂纹的形核位置和拓展通道[38],μ相析出的同时会消耗大量的合金元素,减弱合金固溶强化及沉淀强化作用㊂有害相一般在晶界析出,但当Cr 元素的含量足够高时,有害相也会在晶粒内部析出,从而强烈降低合金力学性能㊂图6为不同新型钴基高温合金的显微组织照片㊂可以发现,Cr 元素含量的增加导致W 元素在γ相和γᶄ相中的溶解度降低,促进μ相的沉淀析出[32,36,44]㊂同时有文献表明,Ni 元素能够提高合金的组织稳定性,有效减少μ-Co 7W 6有害相的析出,提高合金的力学性能[56]㊂η相是一种具有D024结构的有害相,与μ相类似,倾向于在晶界析出减弱强化作用,会对合金性能产生不良影响[23]㊂郭建亭[57]认为,Al /Ti 原子数比值是合金中能否形成η相的决定性因素,同时Al +Ti 含量和Al /Ti 原子数比值也是影响合金中γᶄ相体积分数和γᶄ/γ两相晶格错配度的关键因素,一般地,Al +Ti 含量越高γᶄ相体积分数越高,γᶄ/γ两相晶格错配度也越高;Al /Ti 原子数比值越高,γᶄ相体积分数越高,γᶄ/γ两相晶格错配度越低㊂因此要严格控制合金Al +Ti 含量和Al /Ti 原子比,避免η相的析出对合金组织稳定性和力学性能产生不良影响,同时保证钴基合金具有较高的γᶄ相体积分数和较宽的加工窗口㊂图6㊀不同Cr 含量合金固溶处理后的SEM 照片:(a)9Cr-A 合金[36],(b)12Cr 合金[44],(c)8Cr 合金[32],(d)12Cr 合金[44]Fig.6㊀SEM images of alloys with different Cr contents after solution treatment:(a)9Cr-A alloys [36],(b)12Cr alloys [44],(c)8Cralloys [32],(d)12Cr alloys [44]4㊀合金化元素对合金性能的影响4.1㊀合金化元素对钴基高温合金抗氧化性、抗热腐蚀性的影响㊀㊀抗氧化性和抗热腐蚀性也是衡量合金高温性能好坏的一项重要指标[58,59]㊂在新型钴基高温合金中,Al 除稳定γᶄ相外,还能在合金表面形成致密的Al 2O 3氧化薄膜来提高合金的抗氧化性[60]㊂但Ti 的存在会引入空位,降低Al 2O 3的热力学稳定性,从而降低合金的抗氧化性㊂Chung 等[32]证实Cr 降低了合金的氧化层厚度,随着Cr 浓度的增加,更薄的氧化层足以形成耐氧化的表面(图7)㊂同时有实验证明较高的Cr 含量有助于形成结构致密的Cr 2O 3和Al 2O 3,阻止O 进一步扩散到基体中[23]㊂Cr 元素与Al 元素可以协同作用加速Al 2O 3的形成,即降低形成Al 2O 3层所需的临界Al 浓度[36,61]㊂合金表面致密的Al 2O 3和Cr 2O 3氧化层阻断O 向基体的扩散,提432㊀第3期张旭明等:新型钴基高温合金成分设计的研究进展图7㊀不同合金的氧化层截面组织照片[32]:(a)L24-0Cr 合金,(b)L24-12Cr 合金Fig.7㊀Micrographs of oxide layer structure of different alloys[32]:(a)L24-0Cr,(b)L24-12Cr alloys高合金的抗氧化性㊂Chen 等[42]发现6Cr 钴基高温合金并没有优异的抗氧化性,因为合金中γᶄ相的体积分数减小导致γ相基体优先氧化,适当高的γᶄ相体积分数也能提高合金抗氧化性㊂Ni 元素能够促进Cr 2O 3的生长及延缓合金的结节性氧化,提高合金的抗氧化性能[62]㊂此外,Ta 的添加也被证实能在一定程度上提高合金的抗热腐蚀性能[52]㊂4.2㊀合金化元素对新型钴基高温合金力学性能及抗蠕变性能的影响㊀㊀作为结构构件的物质基础,结构材料的性能直接影响到构件能否满足使用要求,因此结构材料的设计往往对其力学性能提出要求㊂图8为Makineni 等[41]测试的Co-10Al-5Mo-2Nb 和Co-30Ni-10Al-5Mo-2Nb Co 基高温合金的拉伸性能,2种合金依靠高γᶄ相含量,室温下强度达到了800MPa,超过了诸多含W 钴基高温合金㊂W 能够引起明显的晶格膨胀,阻止位错运动,同时提高γᶄ相的体积分数,提高合金强度㊂Mo元素在钴基高温合金中易图8㊀不同Co 基高温合金在不同条件下的拉伸应力-应变曲线[41]:(a)室温下Co-10Al-5Mo-2Nb,(b)室温下Co-30Ni-10Al-5Mo-2Nb,(c)870ħ时Co-30Ni-10Al-5Mo-2NbFig.8㊀Tensile stress-strain curves of different Co-based alloys at dif-ferent conditions [41]:(a)Co-10Al-5Mo-2Nb at room temper-ature,(b )Co-30Ni-10Al-5Mo-2Nb at room temperature,(c)Co-30Ni-10Al-5Mo-2Nb at 870ħ与C 形成大量的MoC 碳化物,细小弥散的碳化物也可以改善合金的力学性能,同时也在一定程度上达到细晶强化的效果㊂Ti 会增大γᶄ相的粗化速率,对合金力学性能产生不利影响,但Bocchini 等[63]证明Ti 提高了合金的高温强度,这说明γᶄ相体积分数增大对合金的强度提升效果超过了组织粗化带来的负面影响㊂在Co-Al-W 基合金中,少量的B 元素能够促进富W 硼化物在晶界的析出,起到晶界强化的作用,有利于提高合金的力学性能[64]㊂高温合金需要在高温环境下长时间服役,因此要求它具有优异的抗蠕变性能㊂蠕变是指在恒应力或载荷下所发生的缓慢而连续的塑性变形,关于蠕变的研究对高温合金具有非常重要的意义㊂可通过探究合金化元素对新型钴基高温合金抗蠕变性能的影响及其机理进而对它进行针对性的设计㊂Cr 元素含量的增加显著增大了蠕变最小稳态应变速率[65],Povstugar 等[66]认为当合金中加入Cr 元素以后会生成有害的二次相并改变合金的堆垛层错能,恶化合金的抗蠕变性能,而Ni 能够部分抵消Cr 对合金抗蠕变性能的恶化[44]㊂W 和Nb 元素均能够强烈降低γ相基体的堆垛层错能,有效改善高温合金的抗蠕变性能㊂得益于晶界强化的作用,含B 合金拥有较其他合金更优异的抗蠕变性能㊂在Co-Al-W 基合金中加入Ta 元素能够明显提高合金的蠕变寿命,但与其他元素如Si 和Mo 等同时存在时会析出大量金属间化合物,降低合金抗蠕变性能[67]㊂在合金蠕变的过程中,经常出现γᶄ相的定向粗化,通常称之为筏化[66,68-70]㊂钴基高温合金一般表现出正晶格错配,在压缩状态下γᶄ相会在所施加压应力的垂直方向与拉应力的平行方向发生筏化[71]㊂如图9所示,0Cr 和4Cr 合金中的γᶄ相出现了筏化现象㊂8Cr 合金没有发生筏化是因为大量Cr 原子占据W 原子的晶格后降低了晶格错配度,导致γᶄ相缺乏各向异性的应力场,进而使筏化的驱动力减小[44]㊂5㊀结㊀语高温合金不仅是航空发动机的重要材料,也是能源㊁化工领域高温耐蚀部件的重要材料㊂新型钴基高温合金具有比镍基高温合金更高的γᶄ相溶解温度和熔点,但γᶄ相的高温稳定性还有待提高㊂本文主要针对不同合金化元素对新型钴基高温合金组织性能的影响做了总结梳理㊂Ni 能够有效提高合金性能,但过量的Ni 导致γᶄ相形态改变,新型钴基高温合金中的Ni 含量应保持在30%(原子数分数,下同)以下;Ti,Ta 和Nb 等强γᶄ相形成元素能够大幅提高γᶄ相的体积分数,过量将导致γᶄ相的加速粗化和密度增加,常见钴镍基高温合金中Ti,Ta 和Nb532中国材料进展第43卷图9㊀不同Co基合金蠕变后的SEM照片[44]:(a,b)0Cr,(c,d) 4Cr,(e,f)8CrFig.9㊀Post-creep SEM images of different Co-based alloys[44]:(a,b) 0Cr,(c,d)4Cr,(e,f)8Cr含量为2%~4%;Cr在提高合金的抗氧化性[72]的同时可促进有害相的析出,降低合金力学性能,新型钴基高温合金中Cr含量一般控制在4%~6%以下㊂新型钴基高温合金具有多项优于传统钴基高温合金的性能,是最具潜力的高温合金之一㊂但与发展相对成熟的镍基高温合金相比,新型钴基高温合金的发展和应用仍然具有很大的挑战,如合金的制造工艺以及零件的加工和热处理工艺尚不成熟等㊂目前我国合金成分设计数据库仍然不够健全,但随着计算材料学㊁材料基因工程等领域的发展,CALPHAD㊁第一性原理计算㊁机器学习等方法将在合金的高效设计中发挥更大的作用,将材料计算㊁计算机仿真模拟等多种设计思路与实验相结合有望实现新型钴基高温合金的高通量设计㊂参考文献㊀References[1]㊀杜金辉,吕旭东,董建新,等.金属学报[J],2019,55(9):1115-1132.DU J H,LV X D,DONG J X,et al.Acta Metallurgica Sinica[J], 2019,55(9):1115-1132.[2]㊀LIU Z,GAO Q,ZHANG H,et al.Materials Science&Engineering:A[J],2019,755:106-115.[3]㊀程远,赵新宝,岳全召,等.稀有金属材料与工程[J],2023,52(7):2599-2611.CHENG Y,ZHAO X B,YUE Q Z,et al.Rare Metal Materials and Engineering[J],2023,52(7):2599-2611.[4]㊀JIANG J,LIU Z,GAO Q,et al.Materials Science&Engineering:A[J],2020,797:140219.[5]㊀刘健.元素对γᶄ沉淀强化型钴基高温合金组织及力学性能的影响[D].合肥:中国科学技术大学,2019.LIU J.Effects of Alloying Elements on the Microstructure and Mechan-ical Behavior ofγᶄ-Strengthed Co-Base Superalloys[D].Hefei:Uni-versity of Science and Technology of China,2019.[6]㊀刘兴军,陈悦超,卢勇,等.金属学报[J],2020,56(1):1-20.LIU X J,CHEN Y C,LU Y,et al.Acta Metallurgica Sinica[J], 2020,56(1):1-20.[7]㊀KLEIN L,SHEN Y,KILLIAN M S,et al.Corrosion Science[J],2011,53(9):2713-2720.[8]㊀JINSHAN H,MIN Z,LONGFEI L,et al.Materials Letters[J],2020,262:127042.[9]㊀SATO J,OMORI T,OIKAWA K,et al.Science[J],2006,312(5770):90-91.[10]SUZUKI A.Acta Materialia[J],2008,56(6):1288-1297.[11]WALTER C,HALLSTEDT B,WARNKEN N.Materials Science andEngineering:A[J],2005,397(1/2):385-390.[12]PARK H,LI C,JAKUS A E,et al.Scripta Materialia[J],2020,188:146-150.[13]SUZUKI A,INUI H,POLLOCK T M.Annual Review of MaterialsResearch[J],2015,45(1):345-368.[14]BAUER A,NEUMEIER S,PYCZAK F,et al.Superalloys[J],2012,2012:695-703.[15]AKANE S,GARRET C D,TRESA M P.Scripta Materialia[J],2006,56(5):385-388.[16]LU S,ANTONOV S,LI L,et al.Metallurgical and Materials Transac-tions A[J],2018,49(9):4079-4089.[17]SHI L,YU J J,CUI C Y,et al.Materials Science and Engineering:A[J],2015,620:36-43.[18]BOCCHINI P J,LASS E A,MOON K W,et al.Scripta Materialia[J],2013,68(8):563-566.[19]KOBAYASHI S,TSUKAMOTO Y,TAKASUGI T,et al.Intermetallics[J],2009,17(12):1085-1089.[20]LASS E A,WILLIAMS M E,CAMPBELL C E,et al.Journal ofPhase Equilibria and Diffusion[J],2014,35(6):711-723. [21]LASS E A,GRIST R D,WILLIAMS M E.Journal of Phase Equilib-ria and Diffusion[J],2016,37(4):387-401.[22]CHEN Y,WANG C,RUAN J,et al.Acta Materialia[J],2019,170:62-74.[23]LLEWELYN S C H,CHRISTOFIDOU K A,ARAULLO-PETERS V J,et al.Acta Materialia[J],2017,131:296-304.[24]BANTOUNAS I,GWALANI B,ALAM T,et al.Scripta Materialia[J],2019,163:44-50.[25]BAUER A,NEUMEIER S,PYCZAK F,et al.Scripta Materialia[J],2010,63(12):1197-1200.[26]OOSHIMA M,TANAKA K,OKAMOTO N,et al.Journal of Alloys&Compounds[J],2010,508(1):71-78.632㊀第3期张旭明等:新型钴基高温合金成分设计的研究进展[27]POLLOCK T M,DIBBERN J,TSUNEKANE M,et al.JOM[J],2010,62(1):58-63.[28]LASS E A.Metallurgical and Materials Transactions A[J],2017,48(5):2443-2459.[29]CHEN M,WANG C Y.Journal of Applied Physics[J],2010,107(9):093705[30]JIN M,MIAO N,ZHAO W,et putational Materials Science[J],2018,148:27-37.[31]RUAN J,XU W,YANG T,et al.Acta Materialia[J],2020,186:425-433.[32]CHUNG D W,TOININ J P,LASS E A,et al.Journal of Alloys andCompounds[J],2020,832:154790.[33]ZHANG Y,FU H,ZHOU X,et al.Intermetallics[J],2019,112:106543.[34]ZHANG Y,FU H,ZHOU X,et al.Materials Science and Engineer-ing:A[J],2018,737:265-273.[35]MAKINENI S K,NITHIN B,CHATTOPADHYAY K.Scripta Materia-lia[J],2015,98:36-39.[36]LI W,LI L,ANTONOV S,et al.Journal of Alloys and Compounds[J],2020,826:154182.[37]QU S,LI Y,HE M,et al.Materials Science and Engineering:A[J],2019,761:138034.[38]LIU J,YU J J,YANG Y H,et al.Materials Science and Engineering:A[J],2019,745:404-410.[39]PHILIPPE T,VOORHEES P W.Acta Materialia[J],2013,61(11):4237-4244.[40]REYES T F L,DUNAND D C.Journal of Materials Research andTechnology[J],2021,11:2305-2313.[41]MAKINENI S K,NITHIN B,CHATTOPADHYAY K.Acta Materialia[J],2015,85:85-94.[42]CHEN Y,XUE F,WANG C,et al.Corrosion Science[J],2019,161:108179.[43]XU W W,SHANG S L,WANG C P,et al.Materials&Design[J],2018,142:139-148.[44]NG D S,CHUNG D W,TOININ J P,et al.Materials Science and En-gineering A[J],2020,778:139108.[45]PYCZAK F,BAUER A,GOKEN M,et al.Journal of Alloys andCompounds[J],2015,632:110-115.[46]WANG C,LI K,HAN J,et al.Journal of Alloys and Compounds[J],2019,808:151068.[47]PANDEY P,RAJ A,BALER N,et al.Materialia[J],2021,16:101072.[48]OMORI T,OIKAWA K,SATO J,et al.Intermetallics[J],2013,32:274-283.[49]ZENK C H,NEUMEIER S,STONE H J,et al.Intermetallics[J],2014,55:28-39.[50]GAO Q,JIANG Y,LIU Z,et al.Materials Science and Engineering:A[J],2020,779:139139.[51]YAN H Y,COAKLEY J,VORONTSOV V A,et al.Materials Scienceand Engineering:A[J],2014,613:201-208.[52]郭建亭.高温合金材料学[M].北京:科学出版社,2010:152.GUO J T.Materials Science and Engineering for Superalloys[M].Bei-jing:Science Press,2010:152.[53]MANIAR G N,BRIDGE J E.Metallurgical Transactions[J],1971,2(1):95-102.[54]CHEN J,GUO M,YANG M,et putational Materials Science[J],2021,191:110358.[55]SAUZA D J,DUNAND D C,SEIDMAN D N.Acta Materialia[J],2019,174:427-438.[56]周鹏杰,宋德航,吴海斌,等.航空材料学报[J],2019,39(6):73-80.ZHOU P J,SONG D H,WU H B,et al.Journal of Aeronautical Ma-terials[J],2019,39(6):73-80.[57]郭建亭.金属学报[J],2010,46(5):513-527.GUO J T.Acta Mentallurgica Sinica[J],2010,46(5):513-527.[58]GAO Q,LU B,MA Q,et al.Intermetallics[J],2021,138:107312.[59]GAO Q,SHANG H,MA Q,et al.Materials and Corrosion[J],2022,73(4):513-525.[60]YU H,UKAI S,HAYASHI S,et al.Corrosion Science[J],2017,118:49-59.[61]GAO Q,LIU Z,LI H,et al.Journal of Materials Science&Technolo-gy[J],2021,68:91-102.[62]GAO B,WANG L,LIU Y,et al.Corrosion Science[J],2019,157:109-115.[63]BOCCHINI P J,SUDBRACK C K,NOEBE R D,et al.Materials Sci-ence and Engineering A[J],2017,705:122-132. [64]马启慧,王清,董闯.材料导报[J],2020,34(3):03157-03164.MA Q H,WANG Q,DONG C.Materials Reports[J],2020,34(3): 03157-03164.[65]MURAKUMO T,KOBAYASHI T,KOIZUMI Y,et al.Acta Materialia[J],2004,52(12):3737-3744.[66]POVSTUGAR I,ZENK C H,LI R,et al.Materials Science and Tech-nology[J],2016,32(3):220-225.[67]BAUER A,NEUMEIER S,PYCZAK F,et al.Materials Science andEngineering:A[J],2012,550:333-341.[68]COAKLEY J,LASS E A,MA D,et al.Scripta Materialia[J],2017,134:110-114.[69]LI Y,PYCZAK F,PAUL J,et al.Materials Science and Engineering:A[J],2018,719:43-48.[70]XUE F,ZENK C H,FREUND L P,et al.Scripta Materialia[J],2018,142:129-132.[71]CHUNG D W,NG D S,DUNAND D C.Materialia[J],2020,12:100678.[72]高杉,邹俭鹏.稀有金属材料与工程.[J],2022,51(3):814-820.GAO S,ZOU J P.Rare Metal Materials and Engineering[J],2022, 51(3):814-820.(编辑㊀费蒙飞)732。
【研究】Incoloy800H(N08810)成分、性能、参数...
上海钢研-张工:158–O185-9914INCOLOY800H/HT是一种广泛应用于高温承压结构件的奥氏体耐热合金.800H/HT的高强度主要是由于添加了碳,铝,钛元素,并且在最低1149℃温度下退火以达到晶粒度ASTM5等级或者更粗。
介绍编辑对于800 H/HT在787℃以下使用,焊接使用 82(ER NiCr-3)的焊丝.R A 330-04(N08334)焊丝具有相匹配的热膨胀系数,更高的强度.如果希望获得最大的力学强度,最好使用焊丝617(ERNiCrCoMo-1)或者焊条117(ENiCrCoMo-1).为了避免800H/HT焊接部件在 538℃以上可能发生的应力松弛而导致晶界开裂, 需要在899℃进行焊后热处理,保温时间根据材料厚度每25毫米保温一小时(至少半小时/25毫米厚度),然后空冷.材料标准UNS 美标: N08811, N08810 W. Nr./EN 欧标: 1.4958, 1.4959 ASTM: B 409, B 408, B 407 ASME: SB-409, SB-408, SB-407 Code Case 1325应用领域1.硝酸冷凝器——耐硝酸腐蚀2.蒸汽加热管——很好的机械性能3.加热元件管——很好的机械性能对于应用于高达500℃的环境,合金供货态为退火态。
高温合金分为三类材料:760℃高温材料、1200℃高温材料和1500℃高温材料,抗拉强度800MPa。
或者说是指在760--1500℃以上及一定应力条件下长期工作的高温金属材料,具有优异的高温强度,良好的抗氧化和抗热腐蚀性能,良好的疲劳性能、断裂韧性等综合性能,已成为军民用燃气涡轮发动机热端部件不可替代的关键材料。
按照现有的理论,760℃高温材料按基体元素主要可分为铁基高温合金、镍基高温合金和钴基高温合金。
按制备工艺可分为变形高温合金、铸造高温合金和粉末冶金高温合金。
按强化方式有固溶强化型、沉淀强化型、氧化物弥散强化型和纤维强化型等。
航空耐高温材料综述-
航空耐高温材料综述摘要:现在的航空耐高温材料都围绕着解决高速飞行而进行巨大的研究工作,由于高速飞行的发展,无论是飞行器表面还是内部动力装置都带来了高温问题。
因此对于材料的耐高温性能有更高的要求,本文重点介绍几种发动机常用耐高温材料。
关键词:耐高温、镍基合金、钛基合金、航空发动机一.耐热材料发展的简述:早在1820年,法国Faraday Stodart和Borthiu分别研制出铁—镍、铁—铬合金。
1902年在法国发展了镍铬钢,当时都作为抗腐蚀材料的用途,1912年德国Kruppt获得了两种镍铬钢的专利(铁素体钢 0.15%C、14%Cr、1.8%Ni;奥氏体钢 0.25%C 20%Cr 7%Ni)它们都是现在耐热不锈钢和Fe基耐热合金的基础。
在镍铬钢发展的年代里,1910年美国Haynes研制了钴基合金,由于钴基合金具有高的硬度,当时主要呗用作切削工具等。
直到30年代里,人们对钴基合金的耐高温性质有了新的认识,并在蒙氏合金的基础上发展了镍基合金。
这就是后来被广泛应用在燃气涡轮叶片等材料的钴基合金与各种镍基耐热合金的开端。
地面燃气涡轮动力在工业上的发展,在30年代里有力的推动了耐热材料的发展。
Fe基耐热合金是当时用作涡轮盘和叶片的主要材料。
40年代初钴基合金铸造问题的改进与镍基合金高温强化问题的解决,从材料上提供了航空燃气涡轮发展的条件。
二次大战以后,随着航空喷气动力技术的迅速发展,各国对耐热合金材料相继进行了大量的研究和改进,在原有基础上不断提高镍基钴基合金的高温性能;在陶瓷、金属陶瓷以及高熔点的金属材料领域展开了广泛的研究工作。
二.现代航空耐高温材料现在的航空耐高温材料都围绕着解决高速飞行而进行巨大的研究工作,由于高速飞行的发展,无论是飞行器表面还是内部动力装置都带来了高温问题。
提高发动机的推理与有效工作系数,需要提高工作温度或压缩比,比如:涡轮喷气发动机的进气温度从815度升高到1040度,推理相应增大30%--40%。
先进高温合金近净形熔模精密铸造技术进展
先进高温合金近净形熔模精密铸造技术进展一、本文概述随着航空、航天、能源等领域的快速发展,对材料性能的要求日益提高,高温合金作为一种重要的结构材料,在这些领域中发挥着至关重要的作用。
其中,先进高温合金因其优异的高温性能、抗氧化性和抗腐蚀性,成为当前研究的热点。
然而,先进高温合金的制备技术仍面临许多挑战,尤其是其近净形熔模精密铸造技术,更是制约其应用的关键因素。
本文旨在全面综述先进高温合金近净形熔模精密铸造技术的最新研究进展,包括其基本原理、工艺流程、关键技术难题及解决策略等,以期为推动该领域的技术进步提供参考。
本文将简要介绍先进高温合金的基本特性及其应用领域,阐述近净形熔模精密铸造技术在先进高温合金制备中的重要性。
然后,重点分析近净形熔模精密铸造技术的关键工艺环节,包括熔模制备、型壳制造、熔炼与浇注、凝固控制等,并讨论各环节的优化策略。
接着,本文将深入探讨近净形熔模精密铸造技术在先进高温合金制备过程中遇到的主要技术难题,如氧化、热裂纹、缩孔等,并提出相应的解决方案。
本文将展望先进高温合金近净形熔模精密铸造技术的发展趋势,探讨新材料、新工艺、新技术在该领域的应用前景。
通过本文的综述,期望能为相关领域的研究人员和技术人员提供有价值的参考信息,推动先进高温合金近净形熔模精密铸造技术的进一步发展。
二、高温合金及其特性高温合金,也称为超合金,是一类能在高温下保持优异机械性能和化学稳定性的金属材料。
它们主要由铁、镍或钴作为基体,辅以各种合金元素,如铬、铝、钛、钨、钼、铌和钽等,通过精密的合金化工艺制成。
这些合金元素能够增强基体材料的强度、硬度、抗氧化性、抗热腐蚀性和抗蠕变性能,使得高温合金能够在600℃甚至更高的温度下长期稳定运行。
高温强度:高温合金在极高温度下仍能保持较高的强度,这使得它们成为制造高温部件,如航空发动机燃烧室、涡轮叶片等的理想材料。
良好的抗氧化性和抗热腐蚀性:通过添加特定的合金元素,高温合金能在高温环境下形成一层致密的氧化物保护膜,防止了基体材料的进一步氧化和热腐蚀。
异形薄壁高温合金机匣环锻件整体精密环轧技术研究
2019年15期工艺创新科技创新与应用Technology Innovation and Application异形薄壁高温合金机匣环锻件整体精密环轧技术研究刘智,刘其源,刘峰,何涛,吴久喜,王骏(无锡派克新材料科技股份有限公司,江苏无锡214100)引言在现代航空发动机制造业中,高温合金广泛应用于航空发动机中,目前该合金占所有高温合金总用量的40%以上,同时其产量占变形镍基合金的45%以上,占所有高温合金总产量的35%以上。
高温合金在-253至650°C 以下具有高强度,高疲劳性能和良好的塑形、组织稳定性,在深冷和高温条件下均得到极其广泛应用[1]。
固溶时效强化型镍基高温合金,在锻造变形过程中,变形抗力较大,对设备能力要求较高,因此需要对低压涡轮机匣锻件生产过程进行全流程设计,保证在制坯过程中,能够合理的分配截面材料,保证最终异形薄壁机匣能够顺利轧制成形。
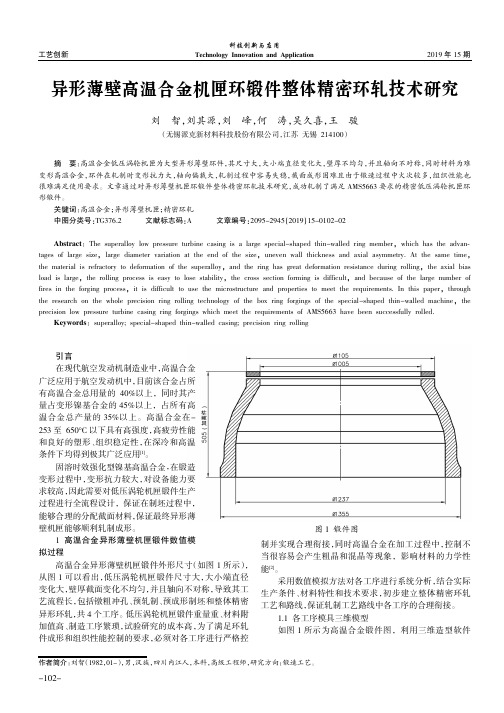
1高温合金异形薄壁机匣锻件数值模拟过程高温合金异形薄壁机匣锻件外形尺寸(如图1所示),从图1可以看出,低压涡轮机匣锻件尺寸大,大小端直径变化大,壁厚截面变化不均匀,并且轴向不对称,导致其工艺流程长,包括镦粗冲孔、预轧制、预成形制坯和整体精密异形环轧,共4个工序。
低压涡轮机匣锻件重量重、材料附加值高、制造工序繁琐,试验研究的成本高,为了满足环轧件成形和组织性能控制的要求,必须对各工序进行严格控制并实现合理衔接,同时高温合金在加工过程中,控制不当很容易会产生粗晶和混晶等现象,影响材料的力学性能[2]。
采用数值模拟方法对各工序进行系统分析,结合实际生产条件、材料特性和技术要求,初步建立整体精密环轧工艺和路线,保证轧制工艺路线中各工序的合理衔接。
1.1各工序模具三维模型如图1所示为高温合金锻件图,利用三维造型软件摘要:高温合金低压涡轮机匣为大型异形薄壁环件,其尺寸大,大小端直径变化大,壁厚不均匀,并且轴向不对称,同时材料为难变形高温合金,环件在轧制时变形抗力大,轴向偏载大,轧制过程中容易失稳,截面成形困难且由于锻造过程中火次较多,组织性能也很难满足使用要求。
【研发】Haynes188(UNS R30188、W.Nr.2.4683)钴基高温合金特性
五、HAYNES188(HAYNES188)工艺性能与要求 5.1 HAYNES188(HAYNES188)成形性能 5.1.1 HAYNES188(HAYNES188)锻造加热温度 1180℃,终锻温度不低于 980℃。铸造组织 破碎后们可以采用大变形量,以减少再加热次数和细化晶粒。 5.1.2 HAYNES188(HAYNES188)板材再固溶处理后塑性良好,可以采用任何冷成形工艺成 形,但其最小变形量应大于 12%,以避免退火后产生粗大晶粒(临界变形组织)。 5.1.3 HAYNES188(HAYNES188)工艺塑性 5.1.3.1 HAYNES188(HAYNES188)高温扭转塑性图见图 5-1;高温拉伸塑性图见图 5-2。
2、时效强化型合金
使用温度为-253~950℃,一般用于制作航空、航天发动机的涡与叶片等结构件。 制作涡的合金工作温度为-253~700℃,要求具有良好的高低温强度和抗疲劳性能。例 如:GH4169 合金,在 650℃的高屈服强度达 1000MPa;制作叶片的合金温度可达 950℃, 例如:GH220 合金,950℃的拉伸强度为 490MPa,940℃、200MPa 的持久寿命大于 40 小 时。
2.4 HAYNES188(HAYNES188)磁性能 合金无磁性。 2.5 HAYNES188(HAYNES188)化学性能 2.5.1 HAYNES188(HAYNES188)抗氧化性能 2.5.1.1 HAYNES188(HAYNES188)在空气介质中试验 100h 的氧化速率见表 2-6。
变形高温合金主要为航天、航空、核能、石油民用工业提供结构锻件、饼材、环件、 棒材、板材、管材、带材和丝材。
上海商虎具备交货及时,按需轧制,按需切割加工的供货能力,确保准确快速 地为用户提供合格优质的高端产品。我们的特长是专业于高端进口材料的供应,无论是 板材,带材,棒材,管材(焊管、无缝管),还是管件,法兰,钢板切割件(厚 2-200mm), 不论您是需要 1 公斤还是 10 吨,我们都有能力通过自有库存或空运,海运及时为您供 货。我们提供的材料已广泛用于高温、强腐蚀等复杂环境,代表行业主要为:热处理、 冶炼、环保、、造纸、压力容器、热交换、电炉、电力设备等。
镍基高温合金的研究现状与发展前景

镍基高温合金的研究现状与发展前景唐中杰;郭铁明;付迎;惠枝;韩昌松【期刊名称】《金属世界》【年(卷),期】2014(000)001【总页数】5页(P36-40)【作者】唐中杰;郭铁明;付迎;惠枝;韩昌松【作者单位】兰州理工大学甘肃省有色金属新材料省部共建国家重点实验室,甘肃兰州730050;兰州理工大学甘肃省有色金属新材料省部共建国家重点实验室,甘肃兰州730050;兰州理工大学有色金属合金及加工教育部重点实验室,甘肃兰州730050;兰州理工大学甘肃省有色金属新材料省部共建国家重点实验室,甘肃兰州730050;兰州理工大学甘肃省有色金属新材料省部共建国家重点实验室,甘肃兰州730050;兰州理工大学甘肃省有色金属新材料省部共建国家重点实验室,甘肃兰州730050【正文语种】中文内容导读航空发动机的工作叶片、涡轮盘、燃烧室等关键的高温部件都会使用镍基高温合金。
它不但有良好的高温抗氧化和抗腐蚀能力,而且有较高的高温强度、蠕变强度和持久强度,以及良好的抗疲劳性能。
文章综述了镍基高温合金的研究进展,主要介绍了合金体系、强化方式、主要制备工艺、应用领域,以及合金中的夹杂物及净化的情况,并介绍了镍基高温合金的发展趋势做了展望前景。
镍基高温合金应向低制作成本、高强度、抗热腐蚀性、小密度的方向发展:保持组织稳定性,提高材料高温强度;发展耐热腐蚀性能优越的单晶合金;开发密度尽量小的单晶高温合金;降低成本,减少昂贵的金属元素添加量。
镍基高温合金一般在600℃以上承受一定应力的条件下工作,它不但有良好的高温抗氧化和抗腐蚀能力,而且有较高的高温强度、蠕变强度和持久强度,以及良好的抗疲劳性能。
主要用于航天航空领域高温条件下工作的结构部件,如航空发动机的工作叶片、涡轮盘、燃烧室等。
但是制备镍基合金的过程中会混入夹杂物,严重影响材料的疲劳性能,使结构材料部件的寿命得不到保证,限制了合金的更广泛应用。
本文介绍了国内外关于镍基高温合金的研究进展情况,以及合金体系、强化方式、制备方法以及应用领域,同时对合金中的夹杂物及净化的进展情况也做了介绍。
大型镍基高温合金Waspaloy燃烧室机匣铣加工技术研究

快进给粗铣刀具( 飞碟铣刀) 是近年来各刀具厂商竞相开发的新型 刀具, 材质为硬质合金, 该刀具具有陶瓷刀具的高进给和硬质合金刀片 低 廉 的价格 , 是 未来粗铣 加工的发展 方向 。陶瓷铣 刀因为无法 浇注冷 却 液, 所 以绝 大部 分热 量需要 通过 切 屑带走 , 且 Wa s p a l o y 材 料 的热 传 导 率较低 , 切削热排出困难 , 应用陶瓷刀具时, 零件加工部位积累大量切 削热 , 会产 生严重 的热变形 和切 削应力 , 甚 至 因为 过热导致 加工 部位 变 色, 影响材料组 织性能 。 3 . 1 . 1 按 照正常编程 方法进行 实验 通 过实验 发现 , 在 深度 方 向切 削第 一 、 第 二层 的 时候 , 刀具 切削 的 十分轻快 , 磨损不大, 但是当切到第三层 以后, 刀具在进刀时会产生很 大 的噪音 , 并 且刀具 R最大 外径处 崩刃 , 通过 对刀 片形 状 和相 关资料 的 研究 , 发现 该类 刀具对 切深 的要求 非 常严格 , 正 常切 入到 第三 层 以后 , 进刀处 就会 在凸 台边 形成直 壁 ,其实 际切深 超出允许 的最 大切深 从而 导致崩 刃 , 实验失败 。 3 . 1 . 2改变程 序切 削方式后 进行实验 程序进行如下修改 : 程序使用顺铣切削方式, 沿切线切入零件 . b . 刀具向切削前进方向倾斜 0 . 0 1 度; c . 将可能形成侧边直壁的地方 , 每层 之 间偏 移—个 编程半径 的距 离 。 通过 实 验发现 , 效果 十分 明显 , 刀刃 全部 为正 常磨损 , 再 无打 刀情 况 出
科技创新与应用 l 2 0 1 3 年 第2 9 期
科 技 创 新
大型镍基高温合金 Wa s p a l o y燃烧 室机 匣 铣 加工 技术研 究
【研究】GH2761(GH761)热处理、性能、参数..

上海钢研-张工:158–O185-9914GH2901是Fe-Ni-Cr基沉积硬化型变形高温合金,合金以亚稳的γ'{Ni3(TI,Al)}相进行时效强化,微量的铝按捺γ'向ηNi3Ti相的转化。
合金在650℃以下具有较高的屈从强度和耐久强度,760℃以下抗氧化性能杰出,长时间使用安排稳定。
主要产品有涡轮盘、压气机盘、轴颈、静结构件、涡轮外环及紧固件等。
GH2901高温合金已用于制作航空发动机及地上燃气涡轮的转动件和紧固件,合金零部件的使用寿命较长。
GH2901高温合金经规范热处理在550℃-750℃规模内经不同时刻长时间时效后均元缺口灵敏。
但当铸造时,若工艺参数选择或操作不其时,经规范热处理后可在晶界分出长条状或片状的有害相Ti2SC以及大颗粒状硼化物和Ti(CN)相,导致耐久实验时产生缺口灵敏,此时不可能通过热处理消除缺口灵敏,而只能重新热加工变形才能获得适宜安排。
合金的膨胀系数接近铁素体型热强合金钢,使用是两种材料能够衔接且对热胀没有特殊规则。
GH2761相近牌号:GH2761化学成分:GH2761材质规格:热扎棒10~100mm,锻制棒:100mm~350mm,冷扎薄板0.05mm-4.0mm,热扎板:4mm~14mm,带2mm-10mm,各尺寸规格锻件环件,库存个别牌号不定尺。
GH2761物理性能:GH2761力学性能:热处理准则固溶11090℃保温180分钟,水冷或空冷时效处理775℃保温4小时,空冷+705-725℃保温24小时,空冷密度:8.21高温合金分为三类材料:760℃高温材料、1200℃高温材料和1500℃高温材料,抗拉强度800MPa。
或者说是指在760--1500℃以上及一定应力条件下长期工作的高温金属材料,具有优异的高温强度,良好的抗氧化和抗热腐蚀性能,良好的疲劳性能、断裂韧性等综合性能,已成为军民用燃气涡轮发动机热端部件不可替代的关键材料。
按照现有的理论,760℃高温材料按基体元素主要可分为铁基高温合金、镍基高温合金和钴基高温合金。
【研究】GH159(MP159)成分、性能、指标...
上海钢研-张工:158–O185-9914GH159 合金是在国外多相钴基高温合金(MP合金)的基础上发展起来的一种新型高强度多相钴基高温合金。
它的主要特点是:利用冷变形首先在面心立方基体中诱发产生交叉网状分布的片关ε相来阻止位错的长程运动而产生强化,再经过时效处理析出弥散的Ni3X相补充强化。
该合多金具有超高强度、良好的塑韧性和高的应力腐蚀抗力等综合性能,并且在650℃的高温下仍能保持其高强度的特性。
该合金不仅可广泛用于航空发动机的高温紧固螺栓等零件,也可用于应力腐蚀环境下(如海洋大气环境)服役的飞机用超高强度紧固件。
供应的主要品种是冷拉棒材。
GH159钴基高温合金材料的技术标准Q/6S 992-1992《高温紧固件用GH159合金冷拉棒材》(北京航空材料研究所)C3S 284-1993《高温紧固件GH159合金合金冷拉棒材》协上五高28-1993《高温紧固件GH159合金合金冷拉棒材》化学成分热处理制度固溶处理1040~1055℃,4~8h,水冷+在室温进行48%±1%的冷拔变形+时效处理650~675℃,4~4.5h,空冷。
品种规格与供应状态可以生产d5~25mm的冷拉棒材,状态为冷拔态。
熔炼与铸造工艺合金采用真空感应加真空电弧重熔的双联生产工艺。
应用概况与特殊要求该合金主要用于航空发动机的紧固件,在600℃下性能稳定,可长期使用,是2018年综合性能最好的航空发动机紧固件材料。
合金主要是经过冷变形诱发产生大量网关分布的ε相进行强化。
因此,对冷拔变形的工艺参数要严格控制。
变形量过小,强度不足,变形量太大,强度升高,但塑性降低。
实践证明,当冷变形量控制在下限时合金具有较好的综合性能。
物理及化学性能物理性能化学性能该合金具有较好的抗缝隙腐蚀和应力腐蚀开裂的能力。
在典型的氯化铁实验中未发现缝隙腐蚀和点蚀。
在擦盐试验中未发生损坏。
交替浸渍证明该合金具有良好的抗氢脆和应力腐蚀开裂的能力。
组织结构相变温度γ+ε两相区温度范围为540~700℃,540℃以下的γ相为亚稳定合金组织结构合金在上临界温度(约为700℃)以上为稳定的面心立方γ相,在下临界温度仪下(约为540℃)为稳定的密排六方ε相;两温度之间为γ+ε的两相区。
L605(GH605)

上海钢研-张工:158–0185-9914高温合金分为三类材料:760℃高温材料、1200℃高温材料和1500℃高温材料,抗拉强度800MPa。
或者说是指在760--1500℃以上及一定应力条件下长期工作的高温金属材料,具有优异的高温强度,良好的抗氧化和抗热腐蚀性能,良好的疲劳性能、断裂韧性等综合性能,已成为军民用燃气涡轮发动机热端部件不可替代的关键材料。
按照现有的理论,760℃高温材料按基体元素主要可分为铁基高温合金、镍基高温合金和钴基高温合金。
按制备工艺可分为变形高温合金、铸造高温合金和粉末冶金高温合金。
按强化方式有固溶强化型、沉淀强化型、氧化物弥散强化型和纤维强化型等。
高温合金主要用于制造航空、舰艇和工业用燃气轮机的涡轮叶片、导向叶片、涡、高压压气机盘和燃烧室等高温部件,还用于制造航天飞行器、发动机、核反应堆、石油化工设备以及煤的转化等能源转换装置。
760℃高温材料变形高温合金变形高温合金是指可以进行热、冷变形加工,工作温度范围-253~1320℃,具有良好的力学性能和综合的强、韧性指标,具有较高的抗氧化、抗腐蚀性能的一类合金。
按其热处理工艺可分为固溶强化型合金和时效强化型合金。
GH后位数字表示分类号即1、固溶强化型铁基合金 2、时效硬化型铁基合金 3、固溶强化型镍基合金 4、钴基合金 GH 后,二,三,四位数字表示顺序号。
1、固溶强化型合金使用温度范围为900~1300℃,高抗氧化温度达1320℃。
例如GH128合金,室温拉伸强度为850MPa、屈服强度为350MPa;1000℃拉伸强度为140MPa、延伸率为85%,1000℃、30MPa应力的持久寿命为200小时、延伸率40%。
固溶合金一般用于制作航空、航天发动机燃烧室、机匣等部件。
2、时效强化型合金使用温度为-253~950℃,一般用于制作航空、航天发动机的涡与叶片等结构件。
制作涡的合金工作温度为-253~700℃,要求具有良好的高低温强度和抗疲劳性能。
【研究】Nimonic 75(N06075)性能、含量、标准...
上海钢研-张工:158–O185–9914Nimonic75英国牌号:Nimonic75镍基高温合金美国牌号:UNS N06075德国牌号:2.4951Nimonic75(N06075)概述:Nimonic 75(N06075)镍基合金是一种镍-铬合金,其钛、铁的含量极低,具有优秀的高温性能。
该合金加入与基体金属原子尺寸不同的元素(铬、钨、钼等)引起基体金属点阵的畸变,加入能降低合金基体堆垛层错能的元素(如钴)和加入能减缓基体元素扩散速率的元素(钨、钼等),以强化基体。
1、沉淀强化:Nimonic 75通过时效处理,从过饱和固溶体中析出第二相(γ’、γ"、碳化物等),以强化合金γ‘相与基体相同,均为面心立方结构,点阵常数与基体相近,并与晶体共格,因此γ相在基体中能呈细小颗粒状均匀析出,阻碍位错运动,而产生显著的强化作用。
γ’相是A3B型金属间化合物,A代表镍、钴,B代表铝、钛、铌、钽、钒、钨,而铬、钼、铁既可为A又可为B。
镍基合金中典型的γ‘相为Ni3(Al,Ti)。
γ’相的强化效应可通过以下途径得到加强:对应商标:W.NR 2.4951 W.NR 2.4630 UNS N06075 AWS 032 适用标准:BS HR 5 BS HR 504Nimonic 75是一种具有杰出耐蚀性和耐热性的镍铬合金。
使用领域包含:航天紧固件Nimonic 75(N06075)镍基合金制造工艺及特性:1、Nimonic 75(N06075)镍基合金不含或少含铝、钛的高温合金,一般采用电弧炉或非真空感应炉冶炼。
含铝、钛高的高温合金如在大气中熔炼时,元素烧损不易控制,气体和夹杂物进入较多,所以应采用真空冶炼。
为了进一步降低夹杂物的含量,改善夹杂物的分布状态和铸锭的结晶组织,可采用冶炼和二次重熔相结合的双联工艺。
冶炼的主要手段有电弧炉、真空感应炉和非真空感应炉;重熔的主要手段有真空自耗炉和电渣炉。
2、固溶强化型合金和含铝、钛低(铝和钛的总量约小于4.5%)的合金锭可采用锻造开坯;含铝、钛高的合金一般要采用挤压或轧制开坯,然后热轧成材,有些产品需进一步冷轧或冷拔。
【研究】GH4099(GH99)航空材料

上海钢研-张工:158–O185-9914GH4099(GH99)是一种高合金化的镍基时效板材合金,用钴、钨、和铝、钛等元素综合强化,使合金具有较高的热强行,900℃以下可以长期使用,最高工作温度可达1000℃。
该合金组织稳定,并具有满意的冷热加工成型和焊接工艺性能,适合于制造航空发动机燃烧室和加力燃烧室等高温板材承力焊接结构件,用该合金制造的大型板材结构件,可在固溶处理后不经时效处理直接使用。
主要产品有板材和丝材,也可以生产板材和锻件。
GH4099(GH99)概述GH4099(GH99) 热处理制度板材经1140~1160℃,空冷处理;焊丝经1100~1140℃,空冷处理。
GH4099(GH99) 品种规格与状态供应的冷轧薄板δ0.8~4.0mm的冷轧薄板和d0.3~10mm的冷拉丝材,均固溶处理和碱酸洗后供应。
GH4099(GH99) 熔炼与铸造工艺合金采用真空感应炉加电渣重熔工艺生产。
GH4099(GH99) 应用概况与特殊要求用该合金板材制成的航空发动机加力可调喷口壳体,已经过长期使用考核,并投入批量生产,可减轻发动机重量和延长寿命。
1.1、材料牌号GH4099(GH99)1.2、GH4099(GH99)相近牌号ЭП693,ХН68МВКТЮР(俄罗斯)工艺性能与要求编辑3.1、成形性能3.1.1、合金锻造装炉温度≤700℃,加热温度1120~1160℃,开锻温度不低于1050℃,终锻温度不低于980℃。
板坯热轧加热温度1110~1150℃,终轧温度不低于850℃。
板材荒轧加热温度1130~1150℃,精轧加热温度为1110~1130。
3.1.2、合金的极限深冲系数为2.08,极限翻遍系数为1.64,最小问去半径小于0.77δ,极限旋薄率为 71.7%3.1.3、当冷变形两位30%时,板材的开始再结晶温度为900℃,完全再结晶温度为1080℃。
3.2 、焊接性能合金具有满意的焊接工艺性能,十字塔接焊接裂纹倾向性小于15%,可以用手工氩弧焊、自动钨级氩弧焊、缝焊和点焊等方法进行联合焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一
2一
中国新技术新产品
高 新 技 术
CnNw e noea o : ha e T h li nP d t i c ogs drus c
浅谈广播 电视发射系统 中滤波器 的设计
于恩 龙
( 吉林 省 广播 电影 电视 局 3 1台 , 3 吉林 永 吉 12 0 ) 3 2 0
1 _ 3工艺难点
该零件从设计图纸进行工艺分析 , 从工艺 路线 、加工 、刀具三个方 面对加 工难点进行论 述。 1. .1机械加工 3 零件 的材料硬度大 , 型面复杂: 切削零件材料 时 , 零件材料硬 度大 , 型面加 工长 。 在进行半 精车时进行深槽加工 , 普通刀具
摘 要 : 频 滤波 器的 功能 是将 频 率 不一样 的信 号通 过 一定 方法 分 离 , 所 需信 号提 出来进 入 广播 电视 系统 作 为应 用 内容 , 射 将 而将 无 关的信 号 分 离 出去 , 因此 , 波 器 已经成 为广 电事 业的 必要 内容 , 对 滤波 器的功 能 以及 选择 依 据展 开讨 论 , 助 于熟 悉其 工作 流 滤 本文 有
:
C ia Ne T c n lge n r d cs h n w e h oo is温 合 金机 匣新 件研制 新 术 高 技
史 韵 琦 赵 宇 2 关 宁 曹 琳1
( . 工业沈阳黎 明航空发动机 ( 团) 限责任公司 , 宁 沈阳 10 4 ;. 1中航 集 有 辽 1 03 2沈阳市万事达汽车改装厂 , 宁 沈阳 10 4 ) 辽 10 3
程 。
关 键 词 : 播 电视 发 射 ; 广 系统 滤波 嚣 ; 计 设 中图分 类 号 : 4 22 U 5.
文献标 识 码 : A
是针 对一 些异 常频 率 ,这种 滤 波器 的组 成元 素 为特殊 的谐 振 器 ,对 于 内部短 截线 的 波长 的 显示 , 常 为 1 , 通 / 这与 谐 振 器 中 停顿 波 长 4 值几 乎相 等 。 带通 的使 用 范 围最 大 , 于其 远高 他几 种 ,也是 广播 电视 系统 中最 为基 础 的应 用 内容 , 据 带宽 的 实 际情况 来 划分 , 宽与 根 有 窄两 种情 况 ,一般 来说 窄 带 滤波 在宽 度上 要 小 于 1 , 带 的值 则 会大 于 25 这是 区分 / 而宽 5 /, 二者 的关 键 , 电系统 更倾 向于选 择 窄带 , 广 其 代 表 有频 道滤 波 器 ,窄带 带通 滤 波器 最典 型 的结 构就 是级 联 式耦 合谐 振 腔结 构 。带 通滤 波器 里 面 一 个非 常重 要 的 成分 为 谐 振 腔 , 在 定 范 围内 ,它可 以对 电磁 能量进 行 控制 和 约束 。谐 振腔 的状 况 优劣 可直 接 影 响滤 波器 的状 态好 坏 ,对谐 振腔 功 能 的判 断可 以通 过 两 种方 法 , 称 为谐 振频 率 , 一个 是 品 一种 另外 质 因数 , 振频 率 的概 念是 说 , 谐 在谐 振 刚路 上 握与滤波器有关 的参数 , 确定谐振腔的多少 , 电磁 能量 进行 转换 的频率 ,它 的情 况 跟 回路 而规划处理应当具备的形态之后 ,再通过电 路 线情 况 关联 很大 ,而 谐 振 回路 出现磨 损 和 路 结构 的调 整 实现最 终形 态 。 消耗 等也 会给 品质 因素 ,也 就是 Q值 造成 影 2 滤波 器 的典 型 结构 响 ,它 的 内涵是 说 在谐 振 时广 播 电视发 射 系 调频的发射频率为 5M Z 0 H ,为 V F波 统 中所 储存 的磁 能 或 电能 和一 个周 期 内 系统 H 段 , 电视 的发射 频 率则 为 80 H , U F 损 耗能 量 比的 二倍 。谐 振 腔 中的 品质 因数 越 而 6M Z为 H 波段 , 者 的发射 频率 均相 对较 高 。 二 如果 滤 波 高 ,表 明其 谐 振响 应 曲线 就越 尖锐 。通 常 来 功能 通过 集 中 参数 元件 来 实现 ,对 器件 有 很 说 ,开 路谐振 腔或 者 同轴 短路 的典 型无 级 品 大损 伤 , 降低 使用 时 间 , 置 本 身 的功率 被 影 质 因数 大概 为 几千 ,问轴谐 振 腔 的品质 因数 装 响 , 法 正 常发 挥 , 以产 生 稳定 效 用 , 此 要 明显 小 于波 导 的品质 因数 ,而矩 形波 导 的 无 难 因 平 常状 态下 ,高 频滤 波 器 的工作 状 态 的形 成 品质 因数 又低 于 圆波 导 的品质 因数 。通 常 圆 要利 用 电容 的分 配状 态 以及 电感 的 分配 形 成 波 导典 型无 载 品质 因数 大 概 在 2 00 40 0 0 0 ~0 0 的 ,波导 和 问轴传 输 线是 微 波滤 波 器功 能 能 之 间 , 而矩 形波 导 典 型无 载 品质 因数 的值 m O 够展 开 的前 提 , 据 频率 通带 的 情况 , 波 器 在 1 0 0 2 0 0 间 。 根 滤 00 ~ 00 之 可 以分 成 四种 , 通 、 通 以及带 通 和 带 阻 , 低 高 比较常用 的谐振 腔 有 波导 和 同轴谐 振 腔 在 广 电事 业 中 , 四种形 式都 会 被使 用 , 带通 两种 , 中 V F U F以及 F 频段 主要 采用 而 其 H ,H M 是使 用最 宽泛 的一 种 。 同轴谐 振腔 , 常见 的同轴 谐 振腔 为一 端 短路 , 21低 通 和高通 滤 波器 . 端 加 载 的同轴 腔 。 同轴 线 的内外 导体 长度 、 低通 滤波 器一 个 非常 典型 的 结构 就是 高 同轴 线 的特性 阻抗 直 接影 响着腔 内的谐 振频 低 阻 抗传 输线 的交 替 级联 所组 成 的糖 葫 芦式 率 , 的大 小 由功率 容量 来决 定 。而 I 腔体 波段 滤 波 器 ,其 电感是 采 用高 阻抗 线进 行 等效 串 及 U F高 端等 微 波波 段 主要 采用 波导 腔 , H 波 联 的 ,而 电容 则是 通 过低 阻抗 线 实现 等效 并 导 腔又 有 网 柱 波导 腔 及 矩 形 波导 腔 两 种 , 所 联 的。通 过对 其高 低 阻抗 值 和长度 的调 整就 谓 的 圆柱 波 导 腔 是 一个 封 闭 的 圆柱 金 属 简 , 能 制 造 出性能 好 、 构 简单 的低通 滤 波器 。 结 而 其谐 振频 率 的高低 由腔体 实 际物 理 尺寸 的大 高 通 滤 波 器 的一 般 结 构 是 币 I 用 同 轴 短 路 小 及 腔 内电磁 场模 式 来决 定 。所 谓 的矩形 波 J 短 截线 进 行 电感 的并 联 ,电容 的 串联 则是 在 导腔 是一 个长 方体 金 属 盒 , 同样 的 , 体 实 际 腔 内导体 圃盘 中铺垫 聚 四氟 乙烯 来 实现 ,最 后 物理 尺寸 的大 小 和腔 内 电磁场 模 式决 定其 谐 构 成梯 形 的高通 滤波 器 。 振 波 的频 率大 小 。把 数个 谐振 频 率一 样 的谐 22带 通和 带阻 滤波器 . 振腔 按照 一定 的辐合 方 式级 进行 联 接 ,就组 广 电发 射装 置 中对 于 带阻 滤波 器 的选 择 成 了传统 带通 滤 波器 ,对 其输 入 输 出端 和各
摘 要 :E公 司是世界 上 最著名 的航 空发 动机 供应 商之 一 , G 本篇 论 文研 究的是 美 国 G E公 司 G 9 E 0型发 动机 中的 大型机 匣零 件一 高 压涡轮 机 匣新件 对其 结构研 制加 工工 艺进行详 细 分析说 明 。 关键 词 : 机械 加 工工 艺 ; E公 司 ; G 钴基 高温合金 ; 难切 削 中图 分类 号 : Q 2 .7 1 T 3 06 + 文献标 识码 : A 该 零 件 外 形 均 由 曲 面 构 成 ,壁 厚 为 37m , . 5 m 外圆型面上有八 个大岛屿与一个小 岛 1 屿, 在前端 面有 14 4 处孔 , 向孔有 2 处 。 径 0 在零 件后端 面有 10 6 处孔 , 向孔有 2 处 , 径 1 并有 2 1 处花边 。针对零 件在加工 中受到零件材料难 加 工, 及零件型 面复杂 的制约 , 进行 了大量 的 我们 研制工作 。本篇论 文论 述 了高压涡轮机 匣加 工 研制 的整个过程 。 本论文 内容 主要包含 以下两个部分 : a 概述部分 : 介绍 G 公 司大型钴 基高温 E 合金机 匣的结构特 点和加工工艺难点 ; b 工艺路线及机械加工 : . 针对零件结构特 点 和加工难点论述零件 加工工艺和机械加工过 精加工单边留有 3 m余量 ; m O0 N3 修后端面基准 : 热处理后 , 进行修基准 工序 , 为下道车加工做准备 。 O 5 N3 半精车前端及型面 : 在零件 型面处加 工 到零件设 计 图尺寸 ,端 面 留有余 量 l m余 m 量 。( N 2 工序应力释放后 , 在 O0 型面加工 到零 件设计 图尺寸 ) O0 N4 半精车后端及型面 :在零件型面处加 难 于加 工该 处 。 工到零件 设计 图尺寸 ,端面 留有余量 I m余 m 铣加工表 面 : 在进行粗 铣削加工时 , 零件型 量。( N 2 工序应力 释放 后 , 在 O0 型面加工 到零 面余 量大 , 最大处达到 1r 9 m余量 , 时需用 件设 计图尺寸 ) a 加工 大量刀具。 o0 N7 修基准 : 车零件的止 口端面及外 圆 , 用 2加工工艺研究 于零件的装夹找正。 程。 2 工艺路线 . 1 O5 N7 精车前端 : 将零件端面尺寸加工到零 1零件及加工概述 通过以上的分析制定工艺路线 ,编制工艺 件最终尺寸 , 并扎槽 。 1 零件 结构 . 1 规程 , 由于零件整体结 构 比较复杂 , 加工路线 已 O0 N8 精车后端 : 将零件端 面尺寸加 工到零 高压涡轮机匣为钴基高温合金环形静止 零 先车加工零 件外形 , 进行粗铣加工去余量 , 后 然 件最终尺寸 , 扎槽。 并 2 . 3铣加工 件, 轮廓 以曲面为 主 , 大外 径尺寸 ‘ 17 m, 后进行热处 理工序 。再进行精铣加工零件 的型 最 p 3m 1 高 16 9m 型面壁 厚 3 1m , 面上有八 面 , 焊接 , A 7 m, 1 . 9 m型 6 后 再进 行零件 的精 车加工 , 对零件 后 零件的精铣加工 : 个大 岛屿及一个小岛屿 ; 零件分前后端 面 , 前端 进行铣花边及钻孔 , 最后对零件内部进行喷涂。 零件 的精铣加工 , 在精铣加工 时 , 注意合 理 面有 14 1 个通孔 , 向孔有 2 处 。在零件 后端 径 0 的安 排零件的加工路线 , 加工的先后顺 序 , 工 加 2. .1工艺路线制定 i 面有 10 6 处孔 ,径向孔有 2 处 , 1 并有 2 处花 l 工 艺 路线 : 0毛料 一 5车后 端 面基 准 一 时的走 刀路线 。具体精铣的加工路线如下 : O N O N 边 。零件整体如 图 1 Nl 粗车 前端及 型面 一 l 粗 车后 端及 型面 一 o0 O N5 第 一步 : 工零 件型面 ,在加工零 件型面 加 O0 N2 粗铣 外型 面一 2 去应 力热处 理一 3 修 时 , O N 5 O N0 采用切线 进刀 , 工零 件型 面时 , 用上 在加 采 后端 面基准 一 3 半 精车 前端及 型 面一 4 半 下往复铣加工 , O N 5 O N0 保证零件的表面质 量 , 零件的表 精车后 端及 型面一 5 精 铣外 型面 一 5 o N0 O N 5去毛 面粗糙度 , 铣削零件的型面 。 刺一 6 焊接 连接 座一o0 O N0 N7 修基准一 o5 N7 精车前 第二步 : 加工 岛屿 凸 台表 面 , 中2 刀 铣 用 0 端一 o0 N8 精车后端 一 8 钻前 端面孔 、 O N5 径向孔并 具铣加工凸台表面 , 在零件表面方 向进刀切削 铣端 面槽 一c0 后端 面孑 、径 向孔 并铣端 面 NO 钻 L 第三步 : 加工岛屿大孔及 岛子 台阶。 槽一 L0 O N O 攻螺纹一 l5 印一 l0 O N 0标 o 1 N 清洗-15 J1 第 四步 : 清理大 岛屿两 侧 ,  ̄ 0 3 行 用 2R 进 中间检验 一2 荧 光检 查一 2 清洗 一3 集 件一 清理岛屿两侧。 10 15 10 15 3 装配 一4 清洗 一4 喷 涂一5 10 15 10车涂层 一5 15 第五步 :清理小岛屿 ,在小 岛屿外层走两 修 喷涂表面-10 J6 最终检 验一6 入库 15 次, 将零件铣型面的残余 清除。 2. .2工装和刀具选择 1 第六 步 : 清理小 岛屿下 部 , R 球刀进 行 用 6 工装 : 主要 根据 G 公 司提供的车床 和铣 清根 , E 清根时需注意刀具的磨损 。 床夹具结构图纸进行设计并 制造 , 检测用 约束 2 关键和难点 A 测具 为 自主设计制造 。 高压涡轮机匣加工 的关键在 于车加工的车 图 1 高压 涡 轮 机 匣 刀具 的选择 : 钴基 高温合金是 一种难切削 槽及铣加工 的工艺路线 。 1 . 2零件材料及特点 材料 , 刀具 本身成分 内含有 钴成 分 , 在加 工 中, 2 .进行 粗铣零件型 面 , 41 注意走刀 路线 的 11 2 钴基高温合金 刀具材料容易 与零件 材料产生亲和 ,刀具很容 刀路 , 在粗铣时 , 大量去除零件余量。 故选用刀 具时 , 选用耐 磨涂层 , 应 防止 2. A 2除零 件余 量后需 要对 零件 进行 热处 高压涡轮机匣材质为 R N 4 ,毛料为钴 易磨损 , E E1 基 高温合 金模 锻件 ,含有 金属 主要成分 有镍 、 零件在加工时 , 刀具磨损 , 刀具有 更高耐磨 理 , 件粗车及粗铣 时的残余应力释放 。 使得 将零 零件 2. 43后进行 车基准及半精车加工 。 在半精 铬 、 和少量 的钼 、 、 、 钨 铌 钽 钛等合金 元素 。钴基 性 , 得到更 好的表 面质量且延长刀具寿长 。 车时 , 先用 R .球 刀进行粗扎槽 , 用 R 球 刀 2 5 在 2 高 温合金具有较 高的强度 、 好 的抗热疲劳 、 良 抗 2 . 2车加 工 在遇到特殊槽型时 , 选用非标刀 片进 热腐蚀 、 和耐磨腐蚀性能 。 于制作航空 喷气发 用 车加工共 有 9 道工序 : 5 o N 车后端 面基准一 进行精车 。 动机 、 工业燃气轮机 、 舰船燃气 轮机 的涡轮增压 Nl 粗 车前 端及 型面一 l 粗 车后 端及 型面一 行车加工零件的型面。 oO O N5 2 A 进行精铣加 工时 , A 注意零件 的走刀 路 器。 正是 由于这种性能 , 材料用 于高压 涡轮机 N3 修 后端 面基准 一 o5 该 O0 N3 半精 车前端 及 型面一 匣。 合理的安排刀路 , 出零件 的型面 。 加工 1 0半精车 后端及 型面 一b0 基准 一o5 '  ̄- b7 修 N7 精 线 , 1 2 加工特点 . 2 车前 ̄- 8 精 车后端 o N o 3加工 工艺总结和推广 钴基高温合金材料 由于成分 的原 因 , 质 材 随着 民用航空飞机 的发展 , 类似钴基 高温 O 车后端面基准 : N5 本道工序车加 工零件 的 硬 难于切 削 , 在加工 时受切削力影响变形不 大 。 内孔及外 圆, 合金被越来越 多的应用 ,钴基合金材料应用 领 用于下一道工序的找正及压 紧; 零 件的结构特 点对工艺路线 、 刀具及加工 的方 OO Nl 粗 车前端及型面 : 去除大部分余量为 域 的越来越广泛 ,必将 对制造业提 出更高 的要 法有所要 求 ,在新件的研制 阶段需要合理 安排 精加工单边 留有 3 m余量 ; 求, 对特种合金加工工艺的研 究也 会更加深入。 a r 工艺路线及安排合理 的加工方法 。 O 5 N1 粗车后端及 型面 : 去除大部分余量为 此次对钴基高温合金类大 型机 匣件工艺方