模具车间生产派工单
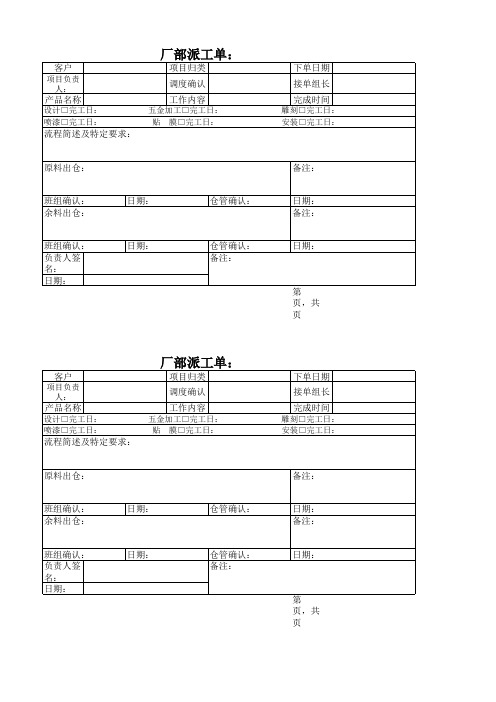
厂部派工单模板
日期: 备注:
班组确认: 负责人签名: 日期:
日期:
仓管确认: 备注:
日期:
第
页,共
页
日期:
仓管确认: 备注:Fra bibliotek日期:
第
页,共
页
厂部派工单:
客户
项目负责人:
产品名称
设计□完工日: 喷漆□完工日:
项目归类 调度确认 工作内容
五金加工□完工日: 贴 膜□完工日:
下单日期 接单组长 完成时间
雕刻□完工日: 安装□完工日:
流程简述及特定要求:
原料出仓:
备注:
班组确认: 余料出仓:
日期:
仓管确认:
厂部派工单:
客户
项目负责人:
产品名称
设计□完工日: 喷漆□完工日:
项目归类 调度确认 工作内容
五金加工□完工日: 贴 膜□完工日:
下单日期 接单组长 完成时间
雕刻□完工日: 安装□完工日:
流程简述及特定要求:
原料出仓:
备注:
班组确认: 余料出仓:
日期:
仓管确认:
日期: 备注:
班组确认: 负责人签名: 日期:
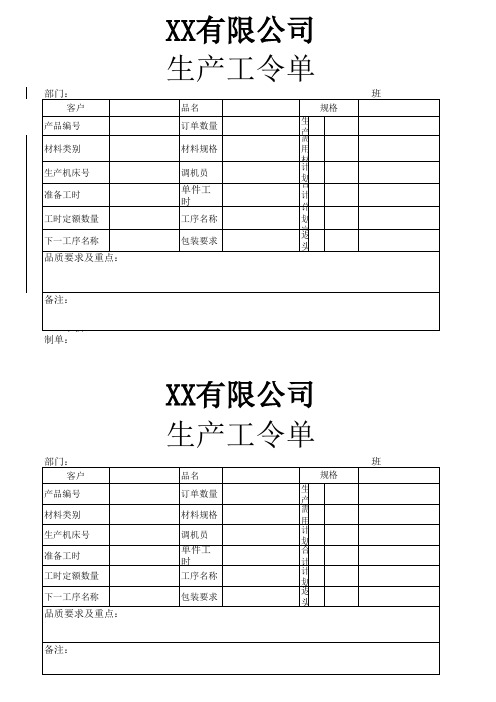
生产派工单(生产工令单)
班
规格
生 产 需 用 材 计 划 合 计 总 计 划 完返 头
XX有限公司
生产工令单
品名 订单数量
材料规格
调机员 单件工 时 工序名称
包装要求
班
规格
生 产 需 用 计 划 合 计 计 划 返 头
审核: 制单:
部门: 客户
产品编号 材料类别 生产机床号 准备工时 工时定额数量 下一工序名称 品质要求及重点:
备注: 审核:
制单:部门: ຫໍສະໝຸດ 户产品编号 材料类别 生产机床号 准备工时 工时定额数量 下一工序名称 品质要求及重点:
备注:
XX有限公司
生产工令单
品名 订单数量
材料规格
调机员 单件工 时 工序名称
包装要求
生产任务派单表LE20160101
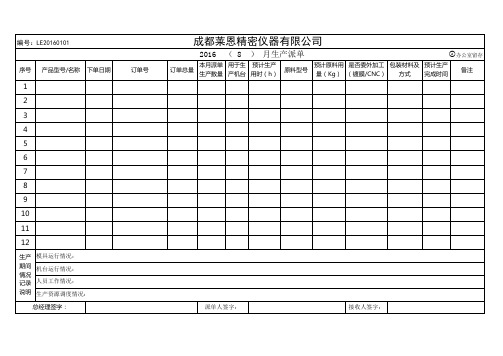
成都莱恩精密仪器有限公司
2016 ( 8 ) 月生产派单
原料型号 预计原料用 是否委外加工 包装材料及 预计生产 量(Kg) (镀膜/CNC) 方式 完成时间
办公室留存
备注
序号
产品型号/名称
下单日期
订单号
订单总量
本月派单 用于生 预计生产 生产数量 产机台 用时(h)
1 2 3 4 5 6 7 8 9 10 11 12
车间留存
备注
序号
产品型号/名称
下单日期
订单号ห้องสมุดไป่ตู้
订单总量
本月派单 用于生 预计生产 生产数量 产机台 用时(h)
1 2 3 4 5 6 7 8 9 10 11 12
生产 期间 情况 记录 说明 模具运行情况: 机台运行情况: 人员工作情况: 生产资源调度情况: 总经理签字: 派单人签字: 接收人签字:
生产 期间 情况 记录 说明 模具运行情况: 机台运行情况: 人员工作情况: 生产资源调度情况: 总经理签字: 派单人签字: 接收人签字:
编号:LE20160101
成都莱恩精密仪器有限公司
2016 ( 8 ) 月生产派单
原料型号 预计原料用 是否委外加工 包装材料及 预计生产 量(Kg) (镀膜/CNC) 方式 完成时间
生产派工单
生产派工单我是员工朋友们最忠实的伙伴,他们进行每一项作业前都要在我“身上”写好多内容,有派工时间、地点,有工作开展前的确认事项,有危险源辨识和落实的安全措施,还有各级领导的批示。
作业前员工会拿着我仔细查看核对,因为他们知道,只要按照我的记载程序作业,一定不会出现意外,时刻提醒和保障他们的安全。
其实刚开始的时候他们都很讨厌我,说我是多余的。
他们都认为自己有丰富的工作经验,干什么怎么干还用这小小的单子来管束?所以我被他们揉成一团,随手扔到角落,独自享受着黑暗。
后来,车间领导发现了我,将我捡起来认真的抚平,并召唤那个扔掉我的员工在办公室会面,至今他教导的话语还常常响在我的耳边。
领导十分生气地说:“你这都是老同志了,为什么不能服从指挥和号召,按照要求使用派工单呢?”员工辩解到:“这单子又没有啥用,除了一堆的废话就是没有多大用的措施,里面的东西我都会。
”领导提高嗓门怒吼道:“你这是不思进取,不接受新事物,你的想法很危险。
你认为你很有经验、很能干,但是你的思想里就没有考虑过安全。
不要小看这张派工单,它是保障我们作业安全的重要环节!你愣头愣脑地往前冲,你知不知道相关设备是什么情况?有没有可靠断电?安全措施是否落实到位?你自己都不确认,谁能保证你的个人安全?更如何做好互联互保?”听到这些,员工慢慢低下了头,领导的话似乎触动了他的心灵。
他重新抬起头,态度已经有了大的转变,他说:“我知道自己的错了,以后我一定用好这张派工单,既要保障作业顺行,又要注意安全。
不辜负领导对我们的关心。
”他小心翼翼的将我拿起,再小心翼翼地叠好,放在了靠着心口的口袋里面,我听见他的心脏在砰砰有力地跳动,他的一腔热血默默地告诉我,他要在工作岗位上挥洒激情,放飞青春,一往无前。
加工车间派工单
工作时间作业编号件号件名工序号工序数量单件工时值工时合计1052116Y-18-00036M020-W60大齿轮一序车A面78.7511000154-30-14122-36座板二序刨 3.751130023Y-30-01102-W20前面板一序划线 2.501130123Y-30-01102-W20前面板二序刨凸台14.50未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!未找到未找到未找到未找到#VALUE!0.00薪酬小计返回首页查询作业编号#VALUE!61.250.000.000.00#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!0.000.000.000.000.000.000.00。
生产派工单

产品名称生产工艺实际完成日期实际完成日期领料数量报废数量(件)报废数量(件)回收数量(件)回收数量(件)合格数量(件)返工数量(件)返工数量(件)定额金额(元)加工数量费用(元)加工费(元)差错损失费(元)结算金额(元)结算金额(元)备注□下料□车床□钻床□铣床□焊工□辅助□仓储调度员:质检员:产品名称生产过程实际完成日期日期领料数量报废数量(件)报废数量(件)回收数量(件)使用数量(件)合格数量(件)合格数量(件)返工数量(件)定额(元)加工费(元)加工费(元)差错损失费(元)(元)结算金额(元)结算金额(元)备注□切割□车床□钻床□铣床□焊工□辅助□检验员:质检员:加工员姓名通知:工具费不得超过工资成本的5%,超出部分50%由本人承担;废料数量不超过2%,报废量不超过2%,由下属负责赔偿;若该批次报废,则赔偿材料成本的30%加上上上工序加工费。
注:工装费不超过工资的5%,超出部分由自己承担50%;报废数量不超过2%,超过2%的由下级负责赔偿;如批量报废,材料费按30%加上上上道工序加工费补偿。
调度工单总统计员:批准:订单日期要求完成日期要求完成日期调度工单处理人姓名要求完成日期要求完成日期要求完成日期批准:总统计员:发票(又称工单或传票、工作计划)是指生产管理人员向生产人员发放生产指令。
装运清单是最基本的生产单据之一。
它不仅具有开工、发料、装卸、核对生产指令等功能,还具有控制在制品数量、检查生产进度、核算生产成本的功能。
在工业企业中,工人被分配生产任务,并记录其生产活动的原始记录。
描述处理操作优先级的工作中心文档。
描述工作中心在一周或一个周期内完成的生产任务。
它还指示何时开始加工、何时结束加工、计划加工量是多少、计划加工时间是多少、生产中的生产地点是什么、工时率、计件率、加班率和外包率。
没有信息集成系统,就不可能手工管理这些报表。
生产派工单
产品名称生产过程实际完成日期实际完工日期领料数量报废数量(件)报废数量(件)回收量(件)回收量(件)合格数量(件)返工数量(件)返工数量(件)固定金额(元)加工数量成本(元)加工费(元)误差损失费(元)结算金额(元)结算金额(元)备注□切割□车床□钻床□铣床□焊机□辅助□仓库调度员:质检员:产品名称生产工艺日期实际完工日期领取数量报废数量(件)报废数量(件)回收量(件)用量(件)合格数量(件)合格数量(件)返工数量(件)定额(元)加工费(元)加工费(元)误差损失费(元)(元)结算金额(元)结算金额(元)备注□切割□车床□钻床□铣铣机□焊工□助理□检验员:质检员:处理器名称通知:刀具费不超过工资成本的5%,超过50%由本人承担;报废金额不超过2%,报废金额不超过2%,由下属负责赔偿;如果该批报废,将补偿材料成本的30%,并支付上工序的加工费。
注:工装成本不超过工资的5%,超出部分由50%承担;报废数量不超过2%,报废数量超过2%由下级负责赔偿;批量报废的,材料成本加上上一次工艺加工费补偿30%。
调度工单总统计员:审批:订单日期要求完成日期要求完成日期要求完成日期派遣工单处理人员名称要求完成日期要求完成日期要求完成日期批准:首席统计员:发票(也称工单或传票、工作计划)是指生产管理人员向生产人员下达生产指导书。
发货单是最基本的生产文件之一。
它不仅具有启动、发布、装卸、检查生产指令等功能,还具有控制在制品数量、检查生产进度、核算生产成本等功能。
在工业企业,工人被分配生产任务,并记录生产活动的原始记录。
描述处理操作优先级的工作中心文档。
描述工作中心在一周或一个周期内完成的生产任务。
还说明了何时开始加工,何时结束加工,计划加工量是多少,计划的加工时间是什么,生产中的生产地点,工时率,工件率,加班率和外包率。
没有信息集成系统,就不可能手动管理这些报告。
车间临时派工单

任务完成情况:
3
4
5
6
质量状况:□合格
□异常
7
分派人签字:验收签字:
临时派工单
时间:201年月日时分
加工人员
任务要求
任务依据
完成状态
备注
1
□样件
□图纸
□现场要求
□其它要求
总用工时间:时分
2
任务完成情况:
3
4
5
6
质量状况:□合格
□异常
7
分派人签字:验收签字:
临时派工单
时间:201年月日时分
加工人员
任务要求
任务依据
完成状态
备注
1
□样件
□图纸□现场要求□源自它要求总用工时间:时分2
任务完成情况:
3
4
5
6
质量状况:□合格
□异常
7
分派人签字:验收签字:
临时派工单
时间:201年月日时分
加工人员
任务要求
任务依据
完成状态
备注
1
□样件
□图纸
□现场要求
□其它要求
总用工时间:时分
模具制造派工单
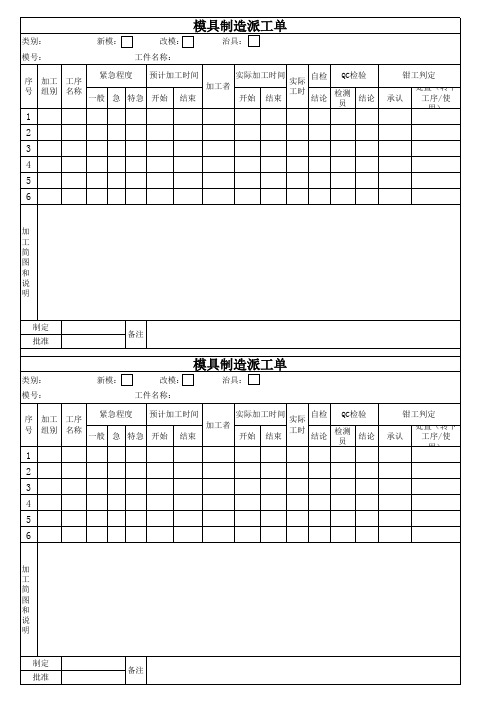
类别: 模号: 序号 加工 工序 组别 名称 紧急程度 新模: 改模: 工件名称: 预计加工时间 加工者 一般 急 特急 开始 结束 开始 结束 实际加工时间 实际 工时 自检 QC检验 钳工判定 承认 处置(转下 工序/使 用) 治具:
结 工 简 图 和 说 明
制定 批准
备注
模具制造派工单
类别: 模号: 序号 加工 工序 组别 名称 紧急程度 新模: 改模: 工件名称: 预计加工时间 加工者 一般 急 特急 开始 结束 开始 结束 实际加工时间 实际 工时 自检 QC检验 钳工判定 承认 处置(转下 工序/使 用) 治具:
结论 检测员 结论
1 2 3 4 5 6
加 工 简 图 和 说 明
制定 批准
备注
派工单模具

机组出厂编号Serial
油型Oil Type
故障描述Fault Description
处理过程Resolving Action
零件Parts
□保用□收费□内部转账□保养
保用索赔Warranty Claim
□是□否
零件名称Description
零件编号P/N
派工单
维修记录编号:
派工时间:
年月日
客户姓名Customer:
BP号/Pro ject NO.:
地址Address:
省市区街道
电话
Tel:
传真
Fax.:
性质(请在相应□内打‘√’)
□前期/PI□开机/TC□保用/WR□保养/PM□维修收费/SR□内部转账/IT
机组Unit
机组型号Unit Model
数量Qty.
维修主任批准
Approved by officer
生产厂批准
Approved by fty.
总计数量Total Qty.
工程师Engineer/工作事件记录(Log.)
日期
Date
工程师Eng
出发时间D.T.
到工地时间A.T.
离开工地时间L.T.
实际工时A.T.
去往
W.S.
正常工时HRS.
旅途
T.T.
加班
O.t、
(备注):