变压器生产流程--工字型电感制作流程图
变压器制造工艺流程
变压器制造工艺流程之南宫帮珍创作
变压器制造主要由变压器的组装、线圈的制造、油箱及附件的制作几年夜部份组成.这几部份在变压器制造过程中几乎是同步进行的.各部件加工完成后进行总装配.
一、油箱及附件的制造.
1、下料(剪切、气割、机械加工下料).
2、油箱及附件组对、焊接与调整.
3、油箱及附件的除锈、除渣及清理.
4、油箱及附件的酸洗及试漏(油箱的机械强度试验).
5、油箱及附件的喷漆.
二、线圈的制造.
1、首先是绝缘件制作与准备.
2、线圈的卷制、起立、整形、干燥、迫压、浸漆、烘干等一系列的处置转装配待器身装配.
三、变压器组装.
1、铁芯制造, 其中包括硅钢片剪切、硅钢片的预叠、铁芯装配、铁芯绑扎及入炉干燥、铁芯试验.
2、器身装配, 其中包括绝缘件装配及线圈出头包扎处置, 线圈的套装、插板及夹铁、作器身半制品试验、引线装配(包括开关装配, 引线的制造与装配)、器身作半制品试验、器身入炉干燥(包括绝缘电阻丈量).
3、总装配, 其中包括器身的整理与紧固、铁芯对地绝缘电阻的丈量、检查器身清洁度及各零部件的紧固水平、分接线及引线绝缘距离、装箱注油(包括变压器附件装置), 送检, 作变压器出厂项目试验, 试验合格后装配包装, 并规画入库手续.。
变压器生产工艺流程图
拟制 审核
复核
批准 第 1页
共 1页
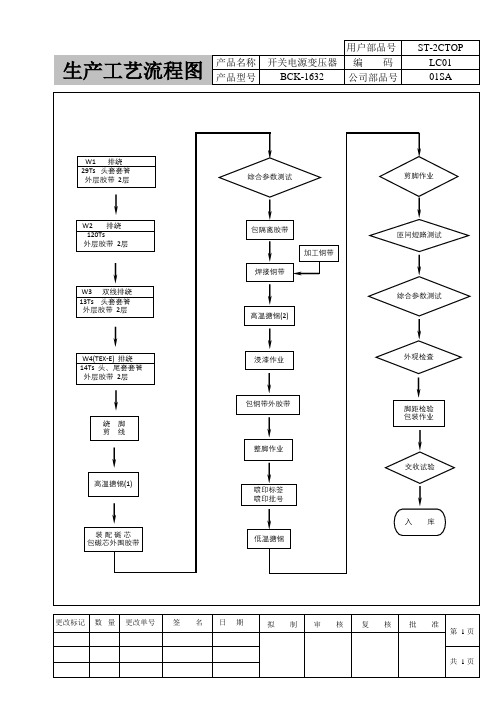
用户部品号 ENSTG--2KC1T6O02P1-
生产工艺流程图 产品名称 开关电源变压器 编 码 ZBCL1C6031200-
产品型号 BCK-1632 公司部品号
01SA
W1 排绕 29Ts 头套套管 外层胶带 2层
W2 排绕 120Ts 外层胶带 2层
W3 双线排绕 13Ts 头套套管 外层胶带 2层
W4(TEX-E) 排绕 14Ts 头、尾套套管 外层胶带 2层
绕脚 剪线
高温搪锡(1)
装配磁芯 包磁芯外围胶带
综合参数测试
包隔离胶带
焊接铜带
加工铜带
高温搪锡(2)
浸漆作业
包铜带外胶带
整脚作业
喷印标签 喷印批号
低温搪锡
剪脚作业 匝间短路测试
综合参数测试
外观检查 脚距检验 包装作业 交收试验 入库
更改标记 数 量 更改单号 签 名 日 期
变压器制作工艺流程教材演示文档
包铜箔
理線
焊錫
a
4
變壓器製作工藝流程---繞線作業流程
圖1:
圖2:
圖3:
羊 毛氈
繞線
磁環
圖4:
套管 銅線從磁環及羊毛毰
中引出,出線處必須
用套管保護,防止刮
傷銅線漆包膜 a
5
變壓器製作工藝流程---繞線作業流程
繞線
繞線:分為密繞、疏繞、平均疏繞、置中密繞、靠PIN端、
頂端密繞.
注意事項及重點:
1. 繞線須平整,不可交叉重疊.
a
11
變壓器製作工藝流程---繞線作業流程
包銅箔
圖1:
圖2:
包繞組銅箔
a
包內銅箔
12
變壓器製作工藝流程---繞線作業流程
包銅箔
包銅箔:銅箔分為繞組銅箔和內銅箔. 繞組銅箔起承受大電流作用,內銅箔起屏蔽作用.
注意事項及重点: 1. 兩銅箔焊點不可重疊,且放置位置須正确(一般放在線包轉角處), 2. 防止線包超胖. 3. 2. 焊銅箔時銅箔焊點須光滑,且不可有冷焊,未焊飽滿等不良現象 4. 3. 銅箔的首尾端是否有絕緣且重疊2-3mm. 5. 4. 點檢烙铁的溫度是否在SOP規定的範圍內.(425℃±5℃)
圖1:
圖2:
密繞
圖3:
疏繞
圖4:
平均疏繞
a
靠PIN端密繞
7
變壓器製作工藝流程---繞線作業流程
包膠帶
圖1:
圖2:
a
8
變壓器製作工藝流程---繞線作業流程
包膠帶
注意事項及重點:
1. 包膠帶的圈数是否與SOP相符,以免安規不良.
2. 包膠帶時膠帶不可有反折,打皺等不良現象.
网络变压器生产流程
诺威培训教材
密级:内部公开
8
标题:Transformer 制造过程(制程)
变压器制流程
七:装配绕脚
●使用工具:绕脚板、镊子、胶棒; ●使用物料:已穿好的磁环线圈、胶壳; 操作步骤 1、根据胶壳的1脚点统一方向,将胶壳固定在绕脚板上; 2、再根据相对应的脚位,将磁环的线头绕在脚仔上; 注意事项 绕线时候一定要将线绕在脚针的卡槽内 将磁环线圈的线头绕在脚仔上2~3圈 如右图所示
注意事项
1、锡炉温度控制在410℃±10℃ 2、无假焊、连锡、锡点大、虚焊等现象
诺威培训教材 密级:内部公开 11
标题:Transformer 制造过程(制程)
变压器制造流程
十:半成品浸锡检查
●使用工具:放大镜 ●使用物料:浸好过的半成品 操作步骤 1、按半成品工艺标准进行检查 2、焊点不可超出胶壳支柱
注意事项:
麻花线不能有扭结现象 不能损伤漆包线的漆皮
诺威培训教材
密级:内部公开
3
标题:Transformer 制造过程(制程)
变压器制造流程 二:穿磁环线圈(1)
●使用工具:绕线板、白胶带、胶盘、钩针; ●使用物料:按作业指导书要求选用规定的磁环和备好的麻花线
如由图所示
诺威培训教材
密级:内部公开
4
诺威培训教材
密级:内部公开
5
标题:Transformer 制造过程(制程)
变压器制造流程
四:穿磁环线圈(2)
●使用工具:绕线板、白胶带、胶盘、钩针; ●使用物料:穿好的磁环线圈1 注意事项 1、均匀布线 2、圈数准确 如右图所示:
变压器流程
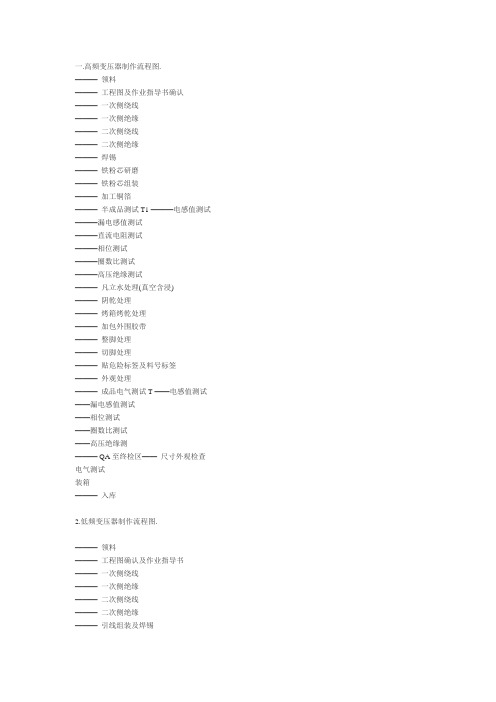
一.高频变压器制作流程图.———领料———工程图及作业指导书确认———一次侧绕线———一次侧绝缘———二次侧绕线———二次侧绝缘———焊锡———铁粉芯研磨———铁粉芯组装———加工铜箔———半成品测试T1 ———电感值测试———漏电感值测试———直流电阻测试———相位测试———圈数比测试———高压绝缘测试———凡立水处理(真空含浸)———阴乾处理———烤箱烤乾处理———加包外围胶带———整脚处理———切脚处理———贴危险标签及料号标签———外观处理———成品电气测试T ——电感值测试——漏电感值测试——相位测试——圈数比测试——高压绝缘测——— QA至终检区——尺寸外观检查电气测试装箱———入库2.低频变压器制作流程图.———领料———工程图确认及作业指导书———一次侧绕线———一次侧绝缘———二次侧绕线———二次侧绝缘———引线组装及焊锡———半成品断线测试T1———线架组装及矽钢片组装———矽钢片补片敲平———铁带组装———半成品测试T2 电压测试电流测试高压绝缘测试———凡立水处理(真空含浸) ———阴乾处理———烤箱烤乾处理———加包外围胶带———整脚处理———切脚处理———贴危险标签及料号标签———外观处理———成品电气测试T3 电压测试电流测试高压绝缘测试——— QA至终检区--—尺寸外观检查电气测试装箱———入库3. 圆盘制作流程图.———领料———工程图确认及作业指导书———铁芯加工———固定铁芯———绕线———固定———上线盘———刷凡立水———阴乾———剪线———剥漆———上套管,端子———焊锡———外观———贴标签———包装———入库4.ADAPTOR制作流程图.———领料———工作指令及作业指导书确认———插件———焊锡———切脚———补焊———焊DC CORD———剪DC 线头———清理PCB板———折PCB板——— PCB板测试T1———焊次级至PCB———焊初级至AC PIN ———半成品电气测试T2 ———组装CASE———超音波封壳———成品电气测试T3———贴铭板———尺寸外观检查———装箱——— FQC检验———入库5. T CORE 线圈制作流程图.———领料———工程图确认及作业指导书———裁线———钩线———上底座———压脚.整脚———焊锡———半成品测试T1———含浸处理———阴乾处理———烘烤处理———冷却处理———剪脚———外观———成品测试T2———包装——— FQC检验———入库6. R CORE 线圈制作流程图.———领料———工程图确认及作业指导书———卷线———焊锡———上铁芯(点A.B胶)———烤胶———上套管(或含浸处理)———烘烤套管(或烤乾凡立水)———切脚———外观———测试T1———包装——— FQC检验———入库7. DR CORE 线圈制作流程图.———领料———工程图确认及作业指导书———绕线———理线压脚———焊锡———上套管———烘烤套管———切脚———外观———测试T1———包装——— FQC检验———入库Ⅴ.工程图工程图内容包括:线路图、剖面图、使用之CORE、BOBBIN、绕制说明、电气测试、外观图等说明一. 线路图:1. 符号说明:A. 表示起绕点B. 表示出线引到线轴的端子上.C. 表示不接PIN的出线.F1为英文FLYING-LEAD的字头,意思为飞出来的引线,我们可称之为飞线.D. 表示变压器的铁芯,其左边为初级,右边为次级,E. 表示铜箔.F. 表示外铜箔G. 表示套管Ⅵ.变压器制作工法(A:高频类)一.绕线1.材料确认1.1 BOBBIN规格之确认.1.2不用的PIN须剪去时,应在未绕线前先剪掉,以防绕完线后再剪除时会刮伤WIRE或剪错脚,而且可以避免绕线时缠错脚位.1.3 确认BOBBIN完整:不得有破损和裂缝.1.4将BOBBIN正确插入治具,一般特殊标记为1脚(斜角为PIN 1),如果图面无注明,则1脚朝机器. 1.5须包醋酸布的先依工程图要求包好,紧靠BOBBIN两侧,再在指定的PIN上先缠线(或先钩线)后开始绕线,原则上绕线应在指定的范围内绕线2.绕线方式根据变压器要求不同,绕线的方式大致可分为以下几种2.1一层密绕:布线只占一层,紧密的线与线间没有空隙.整齐的绕线. (如图6.1)2.2 均等绕:在绕线范围内以相等的间隔进行绕线;间隔误差在20%以内可以允收.(如图6.2)2.3 多层密绕:在一个绕组一层无法绕完,必须绕至第二层或二层以上,此绕法分为三种情况:a.任意绕:在一定程度上整齐排列,达到最上层时,布线已零乱,呈凹凸不平状况,这是绕线中最粗略的绕线方法.b.整列密绕:几乎所有的布线都整齐排列,但有若乾的布线零乱(约占全体30%,圈数少的约占5%REF).c.完全整列密绕:绕线至最上层也不零乱,绕线很整齐的排列著,这是绕线中最难的绕线方法.2.4 定位绕线:布线指定在固定的位置,一般分五种情况(如图6.3)2.5 并绕:两根以上的WIRE同时平行的绕同一组线,各自平行的绕,不可交叉.此绕法大致可分为四种情况:(如图6.4)3.注意事项:3.1当起绕(START)和结束(FINISH)出入线在BOBBIN同一侧时,结束端回线前须贴一块横越胶布(CROSSOVER TAPE)作隔离。
变压器制造工艺流程

变压器制造工艺流程一、引言变压器是电力系统中常见的电气设备,用于变换电压和电流。
它在电力传输和分配中起着至关重要的作用。
本文将介绍变压器制造的工艺流程,包括原材料准备、铁芯制造、线圈制造、组装和测试等环节。
二、原材料准备变压器的主要原材料包括铁芯、线圈、绝缘材料和冷却介质等。
在制造过程中,首先需要准备这些原材料。
铁芯通常由硅钢片叠压而成,以减小磁损耗。
线圈则由导电材料制成,常用的是铜或铝。
绝缘材料用于隔离线圈和铁芯,以防止电流泄漏。
冷却介质则用于散热,常见的有油冷和风冷两种方式。
三、铁芯制造铁芯是变压器的核心部件,用于传导磁场。
铁芯的制造通常包括切割、堆叠和焊接等步骤。
首先,将硅钢片按照设计要求进行切割,然后将切割好的片材堆叠在一起,形成铁芯的形状。
最后,通过焊接将铁芯固定在一起,以确保其稳定性和可靠性。
四、线圈制造线圈是变压器的另一个重要组成部分,用于传导电流。
线圈的制造包括绕线和绝缘处理两个主要步骤。
首先,将导线按照设计要求绕制成线圈的形状。
绕线时需要注意导线的绝缘,以防止电流泄漏。
绕制完成后,对线圈进行绝缘处理,通常采用绝缘纸或绝缘漆进行包裹,以提高绝缘性能。
五、组装在组装过程中,将铁芯和线圈组装在一起,形成变压器的基本结构。
首先,将线圈放置在铁芯上,并确保线圈的位置和绝缘与设计要求相符。
然后,将绝缘材料用于隔离线圈和铁芯,以防止电流泄漏。
最后,将变压器的外壳安装好,并进行固定,以确保整体结构的稳定性。
六、测试在制造完成后,需要对变压器进行各项测试,以确保其性能符合设计要求。
测试内容包括电阻测试、绝缘测试、负载测试和温升测试等。
通过这些测试,可以评估变压器的电气性能、绝缘性能和散热性能等指标,以确保其安全可靠地运行。
七、总结变压器制造工艺流程包括原材料准备、铁芯制造、线圈制造、组装和测试等环节。
每个环节都需要严格控制和操作,以确保变压器的质量和性能。
通过合理的工艺流程和严格的质量控制,可以制造出高质量、可靠的变压器,为电力系统的正常运行提供保障。
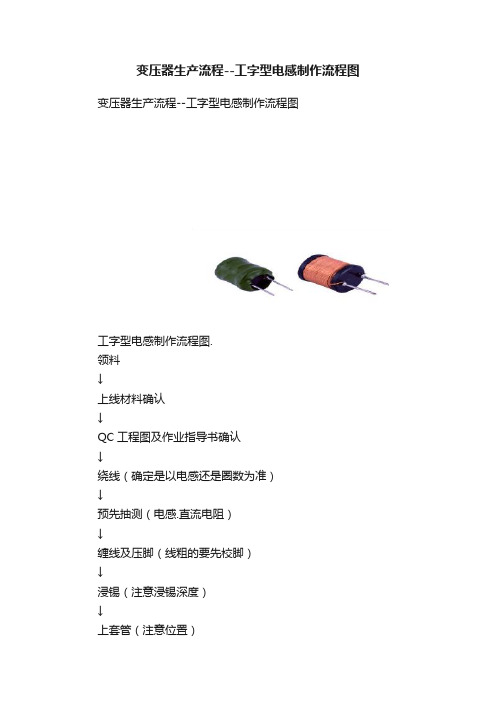
变压器生产流程--工字型电感制作流程图
变压器生产流程--工字型电感制作流程图
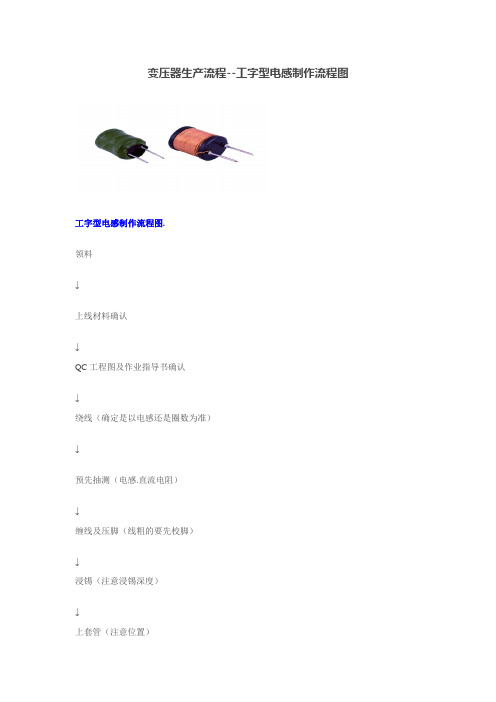
工字型电感制作流程图.
领料
↓
上线材料确认
↓
QC工程图及作业指导书确认
↓
绕线(确定是以电感还是圈数为准)
↓
预先抽测(电感.直流电阻)
↓
缠线及压脚(线粗的要先校脚)
↓
浸锡(注意浸锡深度)
↓
上套管(注意位置)
↓
烘烤套管
↓
剪脚(注意尺寸)
↓
喷码印字(注意方向)
↓
外观检查处理
↓
校脚
↓
测试(电感.直流电阻)
↓
验脚包装
↓
送检QA检验
↓
外观尺寸检验(治工具确认)↓
电性检验(仪器设备调试)↓
上锡实验
↓
印字恒久性实验
↓
入库.装箱
↓
出货资料准备(出货检验报告.材质证明.ICP测报告.耐压保证书.ROHS保证书)等.
1.线细的产品必须注意浸锡温度不能过高,否则易断线!
2.线粗的产品尽量在先校好脚后再浸锡处理,以免脚被拉变形浸锡后无法校直.。
网络变压器生产流程

九:半成品浸锡/清洗 /烘干
●使用工具:无铅自动锡炉、清洗盆、清洗夹、牙刷、胶篮; ●使用物料:绕好脚的半成品、无浸锡夹具上,在绕线的端脚上沾脚长的1/2的助焊 剂,将摆放好的夹具放在机器的活动架上,然后踩动脚踏开关开始浸锡;
变压器制造流程
十:半成品浸锡检查
●使用工具:放大镜 ●使用物料:浸好过的半成品
操作步骤 1、按半成品工艺标准进行检查 2、焊点不可超出胶壳支柱
诺威培训教材
.
12
标题:Transformer 制造过程(制程)
变压器制造流程
十一:半成品综合测试
●使用工具:测试架、综合测试仪、高压测试仪 ●使用物料:待测试的半成品
13
标题:Transformer 制造过程(制程)
变压器制造流程
十二: 灌胶
●使用工具: 胶瓶、吸管、玻璃板、烤箱 ●使用物料:灌胶材料、待灌胶的产品、稀释剂
操作步骤 1、配胶 2、灌胶 3、烘烤
注意事项 1、配胶比例应按照所有胶料的性质不同而有所不同 2、灌胶量应根据不同产品和所用胶料的不同而决定灌胶量的多少 3、严格按照作业指导书的要求设置烤箱温度和烘烤次数
23 22 21 20
19 18
CABLE SIDE
17 16 15 14
13
33
标题:网络变压器电路设计要求
典型1000M变压器电路及参数
1000BASE-T ELECTRICAL CHARACTERISTICS @ 25oC
INDUCTANCE:
350uH MIN WITH 8mADC BIAS
的温度称为居理点,也叫居理温度。 Volume Resistivity(Ρ) 体电阻率:即1立方米两边的电阻。 Loss Factor(1/uq) 损耗因数:是指磁芯在交变磁场的作用下,功率损耗的大
变压器生产工艺流程
变压器生产工艺流程变压器是一种将高电压转换成低电压或低电压转换成高电压的电器设备,它在电力系统中起着至关重要的作用。
下面将介绍一下变压器的生产工艺流程。
1. 材料准备:变压器的主要组成部分是铁芯和线圈。
铁芯通常由取向硅钢片制成,具有优良的导磁性能。
线圈主要由铜线或铝线绕制而成。
在生产工艺开始前,需要对这些材料进行充分的准备和检验,确保其质量合格。
2. 铁芯制造:铁芯制造是变压器生产中的关键步骤。
首先,将取向硅钢片剪裁成所需的形状和尺寸。
然后将这些片层叠组装起来,并进行表面处理和热处理,以提高其导磁性能和耐腐蚀性。
3. 线圈制造:线圈是变压器的另一个重要组成部分。
根据设计要求,将铜线或铝线绕制成所需的匝数和层数,并进行绝缘处理,以避免电流泄漏和短路。
4. 组装:在变压器的组装过程中,首先将铁芯和线圈组装在一起,并进行绝缘和固定处理,确保它们的位置和连接稳固可靠。
然后,将绝缘材料和冷却装置安装到变压器中,以提高其绝缘性能和散热效果。
5. 测试和调试:完成组装后,需要对变压器进行全面的测试和调试,以确保其工作正常并符合设计要求。
测试项目包括绝缘耐压测试、漏电流测试、温升测试、负载和空载试验等。
6. 包装和出厂检验:完成测试和调试后,将变压器进行包装,并进行出厂检验。
出厂检验包括外观检查、功能检测、标志和说明书的填写等,以确保变压器能够安全运输和正确使用。
总结起来,变压器的生产工艺流程包括材料准备、铁芯制造、线圈制造、组装、测试和调试以及包装和出厂检验。
通过这些工序的精心操作和严格检验,可以确保所生产出的变压器具有优良的性能和可靠的品质。
变压器生产流程--工字型电感制作流程图
变压器生产流程--工字型电感制作流程图变压器生产流程--工字型电感制作流程图
工字型电感制作流程图.
领料
↓
上线材料确认
↓
QC工程图及作业指导书确认
↓
绕线(确定是以电感还是圈数为准)
↓
预先抽测(电感.直流电阻)
↓
缠线及压脚(线粗的要先校脚)
↓
浸锡(注意浸锡深度)
↓
上套管(注意位置)
↓
烘烤套管
↓
剪脚(注意尺寸)
↓
喷码印字(注意方向)
↓
外观检查处理
↓
校脚
↓
测试(电感.直流电阻)
↓
验脚包装
↓
送检QA检验
↓
外观尺寸检验(治工具确认)↓
电性检验(仪器设备调试)↓
上锡实验
↓
印字恒久性实验
↓
入库.装箱
↓
出货资料准备(出货检验报告.材质证明.ICP测报告.耐压保证书.ROHS保证书)等.
1.线细的产品必须注意浸锡温度不能过高,否则易断线!
2.线粗的产品尽量在先校好脚后再浸锡处理,以免脚被拉变形浸锡后无法校直.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变压器生产流程--工字型电感制作流程图
工字型电感制作流程图.
领料
↓
上线材料确认
↓
QC工程图及作业指导书确认
↓
绕线(确定是以电感还是圈数为准)
↓
预先抽测(电感.直流电阻)
↓
缠线及压脚(线粗的要先校脚)
↓
浸锡(注意浸锡深度)
↓
上套管(注意位置)↓
烘烤套管
↓
剪脚(注意尺寸)
↓
喷码印字(注意方向)↓
外观检查处理
↓
校脚
↓
测试(电感.直流电阻)↓
验脚包装
↓
送检QA检验
↓
外观尺寸检验(治工具确认)
↓
电性检验(仪器设备调试)
↓
上锡实验
↓
印字恒久性实验
↓
入库.装箱
↓
出货资料准备(出货检验报告.材质证明.ICP测报告.耐压保证书.ROHS保证书)等.
1.线细的产品必须注意浸锡温度不能过高,否则易断线!
2.线粗的产品尽量在先校好脚后再浸锡处理,以免脚被拉变形浸锡后无法校直.。