IC封装质量可靠性测试
芯片封装测试
芯片封装测试芯片封装测试是指对芯片进行封装后的性能、可靠性等方面进行测试和评估的过程。
在芯片封装过程中,多个芯片被封装在一个封装体内,形成一个完整的电子器件。
芯片封装测试是为了验证封装后的芯片是否满足设计要求,并能够正常工作。
芯片封装测试主要包括以下几个方面:1. 封装完整性测试:测试封装后的芯片是否完整、无损伤,封装是否正确。
这一步主要通过目视检查和红外热成像等方法进行。
2. 封装尺寸测试:测试封装后的芯片尺寸是否符合设计要求。
可以通过光学显微镜、扫描电子显微镜等工具进行测量和观察。
3. 封装引脚测试:测试封装后的芯片引脚是否正确连接,并能够正常传输信号。
这一步可以通过引脚测试仪进行。
4. 封装可靠性测试:测试封装后的芯片在不同环境和工作条件下的可靠性。
这一步主要包括温度循环测试、湿热测试、气候老化测试等。
5. 封装性能测试:测试封装后的芯片的电性能和性能参数是否符合设计要求。
这一步可以通过引脚测试仪、逻辑分析仪、示波器等进行。
6. 封装耐久性测试:测试封装后的芯片在长时间使用和操作后的性能是否受影响。
这一步可以通过长时间工作测试、高压测试、冲击测试等进行。
芯片封装测试的目的是保证封装后的芯片能够正常工作,具备良好的可靠性和稳定性。
只有通过严格的测试和评估,才能提高芯片封装的质量和可靠性,确保芯片的长时间稳定运行。
除了上述的常规测试,还可以根据具体需求进行其他类型的测试。
例如,如果芯片被用于高温环境下的应用,可以进行高温下的热阻测试和功耗测试;如果芯片需要在低温环境下工作,可以进行低温下的性能测试和可靠性测试等。
总之,芯片封装测试是确保封装后的芯片质量和性能的重要环节,只有通过全面的测试和评估,才能保证芯片的可靠性和稳定性。
最新IC产品的质量与可靠性测试
IC产品的质量与可靠性测试(IC Quality & Reliability Test )质量(Quality)和可靠性(Reliability)在一定程度上可以说是IC产品的生命,好的品质,长久的耐力往往就是一颗优秀IC产品的竞争力所在。
在做产品验证时我们往往会遇到三个问题,验证什么,如何去验证,哪里去验证,这就是what, how , where 的问题了。
解决了这三个问题,质量和可靠性就有了保证,制造商才可以大量地将产品推向市场,客户才可以放心地使用产品。
现将目前较为流行的测试方法加以简单归类和阐述,力求达到抛砖引玉的作用。
质量(Quality)就是产品性能的测量,它回答了一个产品是否合乎规格(SPEC)的要求,是否符合各项性能指标的问题;可靠性(Reliability)则是对产品耐久力的测量,它回答了一个产品生命周期有多长,简单说,它能用多久的问题。
所以说质量(Quality)解决的是现阶段的问题,可靠性(Reliability)解决的是一段时间以后的问题。
知道了两者的区别,我们发现,Quality的问题解决方法往往比较直接,设计和制造单位在产品生产出来后,通过简单的测试,就可以知道产品的性能是否达到SPEC 的要求,这种测试在IC的设计和制造单位就可以进行。
相对而言,Reliability的问题似乎就变的十分棘手,这个产品能用多久,who knows? 谁会能保证今天产品能用,明天就一定能用?为了解决这个问题,人们制定了各种各样的标准,如JESD22-A108-A EIAJED- 4701-D101注:JEDEC(Joint Electron Device Engineering Council)电子设备工程联合委员会,,著名国际电子行业标准化组织之一。
EIAJED:日本电子工业协会,著名国际电子行业标准化组织之一。
等等,这些标准林林总总,方方面面,都是建立在长久以来IC设计,制造和使用的经验的基础上,规定了IC测试的条件,如温度,湿度,电压,偏压,测试方法等,获得标准的测试结果。
IC的可靠性测试
IC产品的质量与可靠性测试(IC Quality & Reliability Test )质量(Quality)和可靠性(Reliability)在一定程度上可以说是IC产品的生命,好的品质,长久的耐力往往就是一颗优秀IC产品的竞争力所在。
在做产品验证时我们往往会遇到三个问题,验证什么,如何去验证,哪里去验证,这就是what, how , where 的问题了。
解决了这三个问题,质量和可靠性就有了保证,制造商才可以大量地将产品推向市场,客户才可以放心地使用产品。
现将目前较为流行的测试方法加以简单归类和阐述,力求达到抛砖引玉的作用。
质量(Quality)就是产品性能的测量,它回答了一个产品是否合乎规格(SPEC)的要求,是否符合各项性能指标的问题;可靠性(Reliability)则是对产品耐久力的测量,它回答了一个产品生命周期有多长,简单说,它能用多久的问题。
所以说质量(Quality)解决的是现阶段的问题,可靠性(Reliability)解决的是一段时间以后的问题。
知道了两者的区别,我们发现,Quality的问题解决方法往往比较直接,设计和制造单位在产品生产出来后,通过简单的测试,就可以知道产品的性能是否达到SPEC 的要求,这种测试在IC的设计和制造单位就可以进行。
相对而言,Reliability的问题似乎就变的十分棘手,这个产品能用多久,who knows? 谁会能保证今天产品能用,明天就一定能用?为了解决这个问题,人们制定了各种各样的标准,如 JESD22-A108-A EIAJED- 4701-D101注:JEDEC(Joint Electron Device Engineering Council)电子设备工程联合委员会,,著名国际电子行业标准化组织之一。
EIAJED:日本电子工业协会,著名国际电子行业标准化组织之一。
等等,这些标准林林总总,方方面面,都是建立在长久以来IC设计,制造和使用的经验的基础上,规定了IC测试的条件,如温度,湿度,电压,偏压,测试方法等,获得标准的测试结果。
IC可靠度测试和失效分析方案

所谓失效分析,就是对失效的产品进行分析,以找出失效原因、改进原始设计和生产工艺。
正确的改进行动来源于正确的查找到缺陷所在并分析产生缺陷的原因。
IC的产品设计极具复杂的设计、制程繁多并且对环境要求极高的生产工艺和复杂的测试方法。
在这些设计和生产工艺中,任何一个环节控制的不好,都有可能导致IC产品的最终失效。
能有效地寻找到导致IC失效的根源所在,并改进和控制生产工艺IC,以提供良率是各IC设计公司和制造厂孜孜以求的目标。
因此,失效分析在IC领域占有举足轻重的作用。
失效分析的对象,以公司个体为研究对象,大体可以分为3类:(1)到达最终客户后发现不良而退回分析的产品(2)本公司生产最后道工艺后,最终测试发现的不良品(3)第三类就是上面介绍的可靠度测试过程中或过程之后发现的测试NG的IC产品。
2.失效分析的一般流程失效分析需要遵守一定的流程。
常见的IC失效分析流程如下(主要针对产品级的IC):(1)接收不良品失效的信息反馈和分析请求。
主要的信息包括:指失效模式,参数值,客户抱怨内容,型号,批号,失效率,所占比例等,与正常品相比不同之处。
(2)记录各项信息内容,以在长期记录中形成信息库,为今后的分析工作提供经验值(3)收信工艺信息,包括与此产品有关的生产过程中的人,机,料,法,环变动的情况。
(4)失效确认。
一般是用Tester或者Curve tracer量测失效IC的AC和DC的电性能,以确认失效模式是否与收集的失效模式信息一致。
AC方面的测试分析涉及到产品的功能层次,而DC方面的测试是设计针对产品的主要电性能(开路、短路、漏电、)。
对于开路和短路情况,要观察开路和短路测试值是开路还是短路,还是芯片不良,如是开路或短路,则要注意是第几脚开路或短路;对于非开短路的漏电流情况,产品要彻底清洗(用冷热纯水或有机溶剂如丙酮)后再进行下述烘烤试验:125度烘烤24小时或175度烘烤4小时以上,烘箱关电源后门打开45度角缓慢冷却1小时后再测其功能,如功能变好,则极有可能是封装或者测试问题,要对封装工艺要严查。
各类IC芯片可靠性分析与测试
各类IC芯片可靠性分析与测试随着现代科技的快速发展,各类IC芯片在电子设备中的应用越来越广泛。
为了确保这些IC芯片能够稳定可靠地工作,必须进行可靠性分析与测试。
本文将介绍IC芯片可靠性分析的基本原理和常用方法,并探讨IC芯片可靠性测试的关键技术。
IC芯片可靠性分析是指通过对IC芯片在特定工作环境下的性能与失效进行分析和评估,来确定其可靠性水平。
可靠性分析的目标是了解IC芯片的寿命特征、失效机制和影响因素,进而为设计优化和可靠性改进提供依据。
常用的IC芯片可靠性分析方法包括寿命试验、失效分析和可靠性预测。
寿命试验是通过将IC芯片置于特定的工作环境下进行长时间的运行,以观察其寿命特征和失效情况。
寿命试验可以分为加速寿命试验和正常寿命试验两种。
加速寿命试验是通过提高温度、加大电压等方式来加速IC芯片的失效,从而缩短试验时间;正常寿命试验则是在设备正常工作条件下进行,以获取长时间的可靠性数据。
通过寿命试验可以得到IC芯片的失效率曲线和平均失效率,为预测其寿命和可靠性提供依据。
失效分析是通过对失效的IC芯片进行分析和检测,确定其失效机制和原因。
失效分析可以通过显微镜观察、电学测量、热学分析等手段来进行。
通过失效分析可以分析IC芯片的失效模式、失效位置和失效原因,为进一步改进设计和制造提供依据。
失效分析常用的方法包括扫描电子显微镜(SEM)观察、逆向工程分析和红外热成像。
可靠性预测是通过对IC芯片在特定环境下的性能特征和失效情况进行测量和分析,来预测其可靠性水平。
可靠性预测可以借助可靠性数学模型、统计分析和模拟仿真等手段来进行。
可靠性预测可以根据IC芯片在不同工作条件下的性能变化情况,进行寿命预测和可靠性评估。
常用的可靠性预测方法包括基于物理模型的可靠性预测和基于统计模型的可靠性预测。
除了可靠性分析,IC芯片的可靠性测试也是非常重要的一环。
可靠性测试是通过将IC芯片置于特定工作条件下进行工作,以评估其性能和可靠性水平。
封装的可靠性测试
封装的可靠度认证试验元器件的可靠性可由固有的可靠性与使用的可靠性组成。
其中固有可靠性由元器件的生产单位在元器件的设计,工艺和原材料的选用等过程中的质量的控制所决定,而使用的可靠性主要由使用方对元器件的选择,采购,使用设计,静电防护和筛选等过程的质量控制决定。
大量的失效分析说明,由于固有缺陷导致的元器件失效与使用不当造成的失效各占50%,而对于原器件的制造可分为微电子的芯片制造和微电子的封装制造。
均有可靠度的要求。
其中下面将介绍的是封装的可靠度在业界一般的认证。
而对于封装的流程这里不再说明。
1.焊接能力的测试。
做这个试验时,取样数量通常用高的LTPD的低数目(LTPD=50%=5PCS)。
测试时须在93度的水流中浸过8小时,然后,如为含铅封装样品,其导线脚就在245度(+/-5度误差)的焊材中浸放5秒;如是无铅封装样品,其导线脚就在260度(+/-5度误差)焊材中浸放5秒。
过后,样品在放大倍率为10-20X的光学显微镜仪器检验。
验证的条件为:至少导线脚有95%以上的面积均匀的沾上焊材。
当然在MIS-750D的要求中也有说明可焊性的前处理方法叫水汽老化,是将被测样品暴露于特制的可以加湿的水蒸汽中8+-0.5小时,,其实际的作用与前面的方法一样.之后要进行干燥处理才能做浸锡处理。
2.导线疲乏测试。
这测试是用来检验导线脚接受外来机械力的忍受程度。
接受试验的样品也为LTPD的低数目(LTPD=50%=5PCS),使试样放在特殊的仪器上,如为SOJ或TSOP型封装的小产品,应加2OZ的力于待测脚。
其它封装的产品,加8OZ于待测脚上。
机器接着使产品脚受力方向作90度旋转,TSOP的封装须旋转两次,其它封装的要3次旋转。
也可以根据实际情况而定。
然后用放在倍数为10-20X 倍的放大镜检验。
验证的条件为:导线脚无任何受机械力伤害的痕迹。
3.晶粒结合强度测试。
作这样的测试时,样品的晶粒须接受推力的作用,然后用放大倍数10-20X 的光学仪器检验。
IC封装测试工艺流程
IC封装测试工艺流程IC(集成电路)封装是将芯片封装在外部包装中,以保护芯片,便于安装和使用。
IC封装测试工艺流程是指在封装过程中对芯片进行检测和测试的一系列流程。
下面是一个1200字以上的IC封装测试工艺流程的详细介绍。
1.裸片测试裸片测试是在封装过程之前进行的一项关键测试。
它主要通过对芯片进行电学测试和可视检查,来检查芯片的功能和质量。
裸片测试的目的是排除芯片本身存在的问题,确保其质量达到封装的要求。
2.贴片贴片是将芯片粘贴在基板上的过程。
在贴片过程中,需要使用特殊的胶水来固定芯片,保证其位置准确。
贴片过程还包括焊接引脚,即将芯片的引脚与基板的焊盘相连接,以完成芯片和基板之间的电气连接。
3.焊接焊接是将芯片的引脚与基板的焊盘相连接的过程。
焊接可以通过手工焊接或自动焊接机进行。
手工焊接需要操作员亲自焊接每个引脚,而自动焊接机可以自动完成焊接过程。
焊接的目的是确保芯片和基板之间的电气连接质量可靠。
4.封装封装是将芯片包装在外部包装中的过程。
封装可以分为多种形式,如晶圆级封装、卡式封装、塑封封装等。
不同形式的封装适用于不同的应用场景和要求。
封装的目的是保护芯片,增强其机械强度,并便于安装和使用。
5.功能测试功能测试是在封装完成后对芯片进行的一项关键测试。
它主要通过对芯片进行电学测试和功能验证,来检查芯片的性能和功能是否符合要求。
功能测试的目的是确保封装后的芯片能够正常工作,达到设计要求的性能指标。
6.温度循环测试温度循环测试是对封装后的芯片进行的一项重要测试。
它主要通过在不同温度下对芯片进行加热和冷却循环,来检查芯片能否在不同温度环境下正常工作。
温度循环测试的目的是评估芯片的温度稳定性和可靠性。
7.可靠性测试可靠性测试是对封装后的芯片进行的一项关键测试。
它主要通过对芯片进行加速老化和环境应力测试,来评估芯片的可靠性和使用寿命。
可靠性测试的目的是确保封装后的芯片能够在长时间、恶劣环境下稳定可靠地工作。
一文了解IC半导体产品的质量与可靠性测试方法及标准,收藏
一文了解IC半导体产品的质量与可靠性测试方法及标准,收藏质量(Quality)和可靠性(Reliability)在一定程度上可以说是IC(集成电路)半导体产品的生命。
质量(Quality)就是产品性能的测量,它回答了一个产品是否合乎规格(SPEC)的要求,是否符合各项性能指标的问题;可靠性(Reliability)则是对产品耐久力的测量,它回答了一个产品生命周期有多长,简单说,它能用多久的问题。
所以说质量(Quality)解决的是现阶段的问题,可靠性(Reliability)解决的是一段时间以后的问题。
知道了两者的区别,我们发现,质量(Quality)的问题解决方法往往比较直接,设计和制造单位在产品生产出来后,通过简单的测试,就可以知道产品的性能是否达到SPEC 的要求,这种测试在IC的设计和制造单位就可以进行。
相对而言,可靠性(Reliability)的问题似乎就变的十分棘手,这个产品能用多久,谁会能保证今天产品能用,明天就一定能用?为了解决这个问题,人们制定了各种各样的标准,如: JESD22-A108-A、EIAJED- 4701-D101,注:JEDEC(Joint Electron Device Engineering Council)电子设备工程联合委员会,著名国际电子行业标准化组织之一;EIAJED:日本电子工业协会,著名国际电子行业标准化组织之一。
虽然我们可能不是生产IC产品,但是为了达到产品质量和可靠性的都会是有异曲同工之处,相信在控制同类问题是可以借鉴,小编就从网络收集整理了下面的测试标准和要求以供大家参考学习。
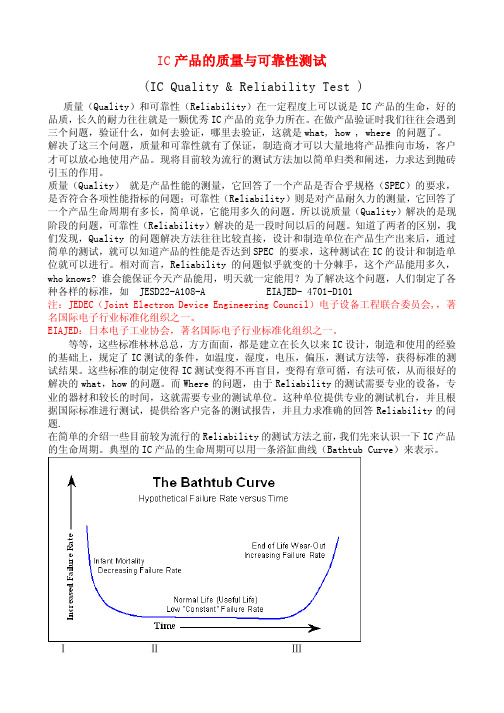
在介绍一些目前较为流行的可靠性(Reliability)的测试方法之前,我们先来认识一下IC产品的生命周期。
典型的IC产品的生命周期可以用一条浴缸曲线(Bathtub Curve)来表示。
Ⅰ Ⅱ ⅢRegion (I) 被称为早夭期(Infancy perio)这个阶段产品的failure rate 快速下降,造成失效的原因在于IC 设计和生产过程中的缺陷;Region (II) 被称为使用期(Useful life period)在这个阶段产品的failure rate保持稳定,失效的原因往往是随机的,比如温度变化等等;Region (III) 被称为磨耗期(Wear-Out period)在这个阶段failure rate 会快速升高,失效的原因就是产品的长期使用所造成的老化等。
芯片质量与可靠性测试
芯片质量与可靠性测试质量(Quality)和可靠性(Reliability)在一定程度上可以说是IC产品的生命,好的品质,长久的耐力往往就是一颗优秀IC产品的竞争力所在。
在做产品验证时我们往往会遇到三个问题,验证什么,如何去验证,哪里去验证,这就是what, how , where 的问题了。
解决了这三个问题,质量和可靠性就有了保证,制造商才可以大量地将产品推向市场,客户才可以放心地使用产品。
本文将目前较为流行的测试方法加以简单归类和阐述,力求达到抛砖引玉的作用。
Quality 就是产品性能的测量,它回答了一个产品是否合乎SPEC的要求,是否符合各项性能指标的问题;Reliability则是对产品耐久力的测量,它回答了一个产品生命周期有多长,简单说,它能用多久的问题。
所以说Quality解决的是现阶段的问题,Reliability解决的是一段时间以后的问题。
知道了两者的区别,我们发现,Quality的问题解决方法往往比较直接,设计和制造单位在产品生产出来后,通过简单的测试,就可以知道产品的性能是否达到SPEC 的要求,这种测试在IC的设计和制造单位就可以进行。
相对而言,Reliability的问题似乎就变的十分棘手,这个产品能用多久,who knows? 谁会能保证今天产品能用,明天就一定能用?为了解决这个问题,人们制定了各种各样的标准,如MIT-STD-883E Method 1005.8JESD22-A108-AEIAJED- 4701-D101等等,这些标准林林总总,方方面面,都是建立在长久以来IC设计,制造和使用的经验的基础上,规定了IC测试的条件,如温度,湿度,电压,偏压,测试方法等,获得标准的测试结果。
这些标准的制定使得IC测试变得不再盲目,变得有章可循,有法可依,从而很好的解决的what,how的问题。
而Where的问题,由于Reliability的测试需要专业的设备,专业的器材和较长的时间,这就需要专业的测试单位。
IC可靠性测试报告
IC可靠性测试报告1. 引言本文档旨在提供IC可靠性测试的结果和分析。
IC可靠性测试是评估集成电路(IC)在特定环境下是否可以持续工作的重要过程。
2. 测试方法我们采用了以下测试方法来评估IC的可靠性:- 温度循环测试:在不同温度下进行连续的循环测试,以模拟现实应用中的温度变化。
- 湿度测试:将IC置于高湿度环境下,并进行长时间测试,以评估其在潮湿条件下的可靠性。
- 速度测试:通过对IC进行频率和电压的改变,测试其在不同工作条件下的可靠性。
- 电热老化测试:将IC放置在高温和高电压条件下进行连续测试,以模拟长期工作环境。
3. 测试结果经过以上测试方法后,我们得出以下结果:- 温度循环测试表明,IC在-40°C至85°C的温度范围内工作稳定,没有出现性能衰减或损坏。
- 湿度测试表明,IC在95%湿度下连续工作72小时后,没有出现性能异常。
- 速度测试表明,IC在不同频率和电压条件下工作正常,没有出现丢失信号或数据错误的情况。
- 电热老化测试表明,IC在高温(100°C)和高电压(5V)条件下连续测试1000小时后,没有出现功能失效或损坏。
4. 结论综上所述,经过IC可靠性测试,我们可以得出结论:该IC在各种环境下都表现出稳定的工作性能,具有较高的可靠性和耐久性。
5. 建议基于测试结果,我们建议在实际应用中继续对该IC进行测试和监测,以确保其长期可靠性和性能稳定性。
此外,应注意遵循制造商的使用和维护指南,以最大程度地保护IC的可靠性。
以上是IC可靠性测试报告的内容,供参考。
如果您有任何疑问或需要进一步的信息,请随时联系我们。
IC可靠性测试报告
IC可靠性测试报告1. 简介本报告是对IC(集成电路)进行可靠性测试的结果进行总结和分析。
通过这次测试,我们评估了IC在不同环境条件下的可靠性表现,并为客户提供了评估结果和建议。
2. 测试方法我们使用了以下测试方法对IC进行可靠性测试:- 温度循环测试:将IC置于高温和低温环境中进行周期性的温度变化。
- 湿度测试:将IC暴露在高湿度环境下,以评估其抗湿度性能。
- 机械冲击测试:通过施加冲击力来检验IC的抗震性能。
- 静电放电测试:模拟静电放电过程,以评估IC的抗静电能力。
3. 测试结果在测试过程中,我们记录了IC在不同测试条件下的性能表现。
以下是我们的主要发现:- 温度循环测试表明,IC的性能在温度变化时保持稳定,并且没有出现功能故障。
- 湿度测试显示,在高湿度环境下,IC的功能没有受到明显的影响。
- 机械冲击测试表明,IC具有较好的抗震性能,没有出现损坏或失效情况。
- 静电放电测试显示,IC具有良好的抗静电能力,没有出现静电放电引起的问题。
4. 结论根据我们的测试结果,可以得出以下结论:- IC在温度循环和湿度方面表现稳定,适合在不同环境条件下使用。
- IC具有良好的抗震性能,适用于需要承受机械冲击的应用。
- IC具有较强的抗静电能力,可以防止由静电放电引起的损坏。
基于以上结论,我们建议客户在设计和制造过程中,合理选择IC,并且在实际应用中遵循相关的使用和保护措施,以确保IC的可靠性和稳定性。
5. 免责声明本报告仅基于我们进行的测试和评估,结果可能受到测试条件的限制。
客户在使用IC时应自行进行验证和测试,并遵循相关法规和标准。
本报告不对IC在特定应用中的适应性做出保证。
如有其他问题或需要进一步讨论,欢迎与我们联系。
工业级芯片可靠性试验项目条件_芯片可靠性测试项目,工
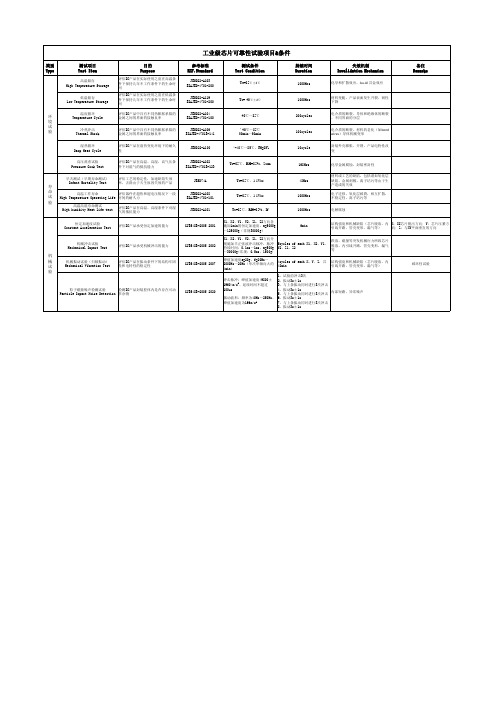
类别Type测试项目Test Item目的Purpose参考标准REF.Standard测试条件Test Condition持续时间Duration失效机制Invalidation Mechanism备注Remarks高温储存High Temperature Storage评估IC产品在实际使用之前在高温条件下保持几年不工作条件下的生命时间JESD22-A103EIAJED-4701-200Ta=85℃±5℃1000Hrs化学和扩散效应,Au‐Al 共金效应低温储存Low Temperature Storage评估IC产品在实际使用之前在低温条件下保持几年不工作条件下的生命时间JESD22-A119EIAJED-4701-200Ta=-40℃±5℃1000Hrs材料变脆,产品表面发生开裂、韧性下降温度循环Temperature Cycle评估IC产品中具有不同热膨胀系数的金属之间的界面的接触良率JESD22-A104EIAJED-4701-100-40℃~85℃200cycles电介质的断裂、导体和绝缘体的断裂、不同界面的分层冷热冲击Thermal Shock评估IC产品中具有不同热膨胀系数的金属之间的界面的接触良率JESD22-A106EIAJED-4701B-141’-40℃~85℃30min~30min100cycles电介质的断裂、材料的老化(如bondwires)导体机械变形湿热循环Damp Heat Cycle评估IC产品在湿热变化环境下的耐久性JESD22-A100‘-40℃~85℃,RH=85%10cycle封装外壳膨胀、开裂,产品电特性改变高压蒸煮试验Pressure Cook Test评估IC产品在高温、高湿、高气压条件下对湿气的抵抗能力JESD22-A102EIAJED-4701B-123Ta=85℃、RH=85%、2atm168Hrs化学金属腐蚀,封装密封性早夭测试(早期寿命测试)Infant Mortality Test评估工艺的稳定性,加速缺陷失效率,去除由于天生原因失效的产品JESD74A Ta=85℃、1.1Vcc48Hrs材料或工艺的缺陷。
IC半导体封装测试流程
IC半导体封装测试流程前端测试:1.补片测试:在封装前,进行补片测试,即对每个已经通过前工艺裸片的可靠性和功能进行全面测试。
主要测试项目包括电特性测试、逻辑功能测试、功耗测试以及温度应力等测试。
2.功能性测试:将裸片运行在预先设计好的测试平台上,通过对接触型探针测试仪进行电学特性测试,检查电参数是否在设计要求范围内,包括电流、电压、功耗、时序等。
3.可靠性测试:对于高可靠性要求的芯片,需要进行可靠性测试,例如高温老化测试、低温冷却测试、热循环测试、温度湿度测试等,以确保芯片能够在不同工况下正常运行。
后端测试:1.静态测试:将已经封装好的芯片放置在测试夹具上,通过测试仪器进行接触测试,对封装好的芯片进行功能性测试和电学特性测试,例如功耗测试、输入输出电压测试、输入输出缓存电流测试等。
2.动态测试:通过给封装芯片输入数据信号和控制信号,测试芯片的逻辑功能和时序特性,使用逻辑分析仪等设备检测信号的变化和时机。
3.热测试:对已封装好的芯片进行高温老化测试,以验证芯片能在高温工作环境下正常工作,检测芯片工作温度范围和性能。
4.特殊测试:根据项目需求可能会进行一些特殊测试,如EMI(电磁干扰)测试、ESD(静电放电)测试、FT(功能测试)等。
5.优化测试:在测试过程中,可能会发现一些性能不佳的芯片,需要进一步分析问题原因,调查并解决问题,确保芯片能够满足设计要求。
6.统计分析:对测试结果进行统计分析,对芯片的测试数据进行归档和总结,以评估生产线的稳定性和测试过程的可靠性。
总结:IC半导体封装测试流程包括前端测试和后端测试,从裸片测试到封装后测试全面测试芯片的电特性和功能,以保证封装后的芯片能够正常工作。
测试过程中还会进行可靠性测试、热测试和特殊测试等,以确保芯片在各种环境下的稳定性和性能。
通过优化测试和统计分析,可以不断改进测试流程,提高生产效率和产品质量。
封装的可靠性测试
封装的可靠度认证试验元器件的可靠性可由固有的可靠性与使用的可靠性组成。
其中固有可靠性由元器件的生产单位在元器件的设计,工艺和原材料的选用等过程中的质量的控制所决定,而使用的可靠性主要由使用方对元器件的选择,采购,使用设计,静电防护和筛选等过程的质量控制决定。
大量的失效分析说明,由于固有缺陷导致的元器件失效与使用不当造成的失效各占50%,而对于原器件的制造可分为微电子的芯片制造和微电子的封装制造。
均有可靠度的要求。
其中下面将介绍的是封装的可靠度在业界一般的认证。
而对于封装的流程这里不再说明。
1.焊接能力的测试。
做这个试验时,取样数量通常用高的LTPD的低数目(LTPD=50%=5PCS)。
测试时须在93度的水流中浸过8小时,然后,如为含铅封装样品,其导线脚就在245度(+/-5度误差)的焊材中浸放5秒;如是无铅封装样品,其导线脚就在260度(+/-5度误差)焊材中浸放5秒。
过后,样品在放大倍率为10-20X的光学显微镜仪器检验。
验证的条件为:至少导线脚有95%以上的面积均匀的沾上焊材。
当然在MIS-750D的要求中也有说明可焊性的前处理方法叫水汽老化,是将被测样品暴露于特制的可以加湿的水蒸汽中8+-0.5小时,,其实际的作用与前面的方法一样.之后要进行干燥处理才能做浸锡处理。
2.导线疲乏测试。
这测试是用来检验导线脚接受外来机械力的忍受程度。
接受试验的样品也为LTPD的低数目(LTPD=50%=5PCS),使试样放在特殊的仪器上,如为SOJ或TSOP型封装的小产品,应加2OZ的力于待测脚。
其它封装的产品,加8OZ于待测脚上。
机器接着使产品脚受力方向作90度旋转,TSOP的封装须旋转两次,其它封装的要3次旋转。
也可以根据实际情况而定。
然后用放在倍数为10-20X 倍的放大镜检验。
验证的条件为:导线脚无任何受机械力伤害的痕迹。
3.晶粒结合强度测试。
作这样的测试时,样品的晶粒须接受推力的作用,然后用放大倍数10-20X 的光学仪器检验。
IC封装检验报告
IC封装检验报告一、引言IC封装是指将IC芯片封装为其中一种形式的封装体,以便于安装在电路板上使用。
IC封装的质量直接影响着芯片的性能和可靠性,因此对IC封装的质量进行检验是十分必要的。
本报告旨在对型号IC封装的质量进行检验,并从外观、尺寸、引脚、焊接等方面进行分析和评价。
二、检验内容本次检验主要包括以下几个方面:1.外观检查:主要检查封装体表面是否平整、是否有划痕、氧化等问题。
2.尺寸检查:主要检查封装体的外形尺寸是否符合设计要求,是否存在明显的偏差。
3.引脚检查:主要检查引脚的数量、排列是否正确,是否存在损坏或者变形的情况。
4.焊接检查:主要检查焊接质量,包括焊盘是否饱满、焊点是否均匀、焊接是否完全等问题。
三、检验方法1.外观检查:使用放大镜对封装体进行观察,注意对比设计图纸进行检查。
2.尺寸检查:使用专业的尺寸测量仪器对封装体的长、宽、高及引脚位置等进行测量。
3.引脚检查:通过对比设计图纸,用放大镜对引脚进行检查,确保引脚数量和排列正确。
4.焊接检查:检查焊盘的外观质量,焊点的均匀度以及焊接是否完全。
四、检查结果1.外观检查结果:经过外观检查,封装体表面平整,无划痕和氧化现象,符合设计要求。
2.尺寸检查结果:封装体的外形尺寸和设计要求基本一致,无明显的尺寸偏差。
3.引脚检查结果:封装体的引脚数量和排列与设计要求一致,无损坏和变形情况。
4.焊接检查结果:焊盘饱满,焊点均匀,焊接完全,无明显的焊接质量问题。
五、问题分析根据检查结果,我们可以得出该型号IC封装的质量良好,符合设计要求。
在检验过程中未发现明显问题。
六、改进建议尽管本次检验结果良好,但仍有一些改进和注意事项:1.加强尺寸控制:在生产过程中,应严格控制封装体的尺寸,防止出现明显的尺寸偏差。
2.提高焊接质量:在焊接过程中,应确保焊盘饱满、焊点均匀,以提高焊接质量和可靠性。
3.增强质量管理:加强对封装体生产过程的质量管理,确保每个环节都符合标准要求,减少潜在的质量问题。
各类IC芯片可靠性分析与测试
l
The purpose of pre-condition test is:
(1) To simulate(模擬) the procedure (程序)of shipping, storage and SMD board mount.
Reference: JESD22-A113, J-STD-020
PDF created with pdfFactory Pro trial version
MSD control process
Process Material Receive 1. 2. 3. 1. 2. 1. Warehouse storage 2. 3. Control Item Do not open vacuum packing. Check is there any damage of vacuum packing. If vacuum pack damage, ask buyer inform supplier to rework, or change vacuum bag internally by receiving warehouse ,or base on indicator color to decide baking or not when take off vacuum packing.. Finish incoming inspection within 30 minutes after open vacuum packing, then re-packing again. Stick (粘貼)a control label on the bag, to record open/re-packing time for floor life evaluation. Check vacuum packing before issue material, no damage, no improper sealing. For reel package, one reel as one unit when issue material. For tray package, base on MO Q’ty, issue material within 30 minutes. If open the vacuum packing, it’s necessary to stick a control label on the bag to record open/repacking time for floor life evaluation. Check the indicator immediately when take off vacuum bag. If there is no indicator, check is there any control label from IQC or warehouse. Take off vacuum packing on line, and control by component’s moisture sensitive level. Store the MSD component in the moisture-proof cabinet(防潮柜) when line down or SMT machine down time. Record open time & entrance cabinet time on the control label, to evaluate floor life. Programming MSD IC within 1 hour. Use tray & vacuum packing after IC programming. Stick a control label on it for floor life evaluation. Follow component MSL to bake PCBA before repairing. Take of NG IC from PCBA by heat up under the PCBA to avoid IC delamination.
IC封装测试流程详解
IC封装测试流程详解IC封装测试是指对集成电路芯片(Integrated Circuit)在封装完成后进行的一系列测试流程。
IC封装测试的目的是验证芯片在封装完毕后的性能和可靠性,从而确保封装后的芯片质量符合设计规范和市场需求。
下面将详细介绍IC封装测试的流程。
首先,IC封装测试的第一步是准备测试设备和环境。
这包括测试台架、测试仪器、测试软件以及工作环境的净化等。
测试台架需要具备固定芯片位置的夹具和与测试仪器相连的接口,以便进行测试。
测试仪器包括电源和信号发生器等,用于提供电源和信号以激励芯片进行测试。
测试软件则用于控制测试仪器和收集测试数据。
在准备测试环境方面,由于IC封装测试需要对芯片进行高频率、高电流的测试,在测试环境中需要避免干扰源和噪声,确保测试结果的准确性。
第二步是对芯片进行外观检查。
外观检查主要是检查芯片封装是否完好无损,是否有氧化、划痕、尘埃等影响芯片质量的因素。
这可以通过肉眼观察或使用显微镜来进行检查。
外观检查是IC封装测试的第一道关,如果芯片在封装过程中出现了问题,例如焊接不良、封装不完全等,那么该芯片将被认定为不合格。
第三步是对芯片进行电气性能测试。
电气性能测试是IC封装测试的核心环节,通过对芯片的电压、电流、频率等参数进行测试,来验证芯片的性能是否符合设计要求。
电气性能测试包括静态参数测试和动态参数测试。
静态参数测试主要是对芯片的静态电气特性进行测试,例如输入输出电压、电流、电阻、电容等。
动态参数测试则是对芯片的时序特性进行测试,例如芯片的时钟频率、响应速度、功耗等。
电气性能测试需要使用测试仪器提供合适的电源和信号来激励芯片,并采集其输出信号进行分析和验证。
第四步是对芯片进行功能测试。
功能测试是对芯片的功能实现进行测试,通过对芯片的输入信号进行变化,验证其输出信号是否符合设计要求和规范。
功能测试需要根据芯片的设计规格书,编写测试用例,设计合适的输入信号模式,并分析验证输出信号的正确性。
集成电路封装测试政策
集成电路封装测试政策集成电路封装测试政策是为了确保集成电路(IC)封装的质量和可靠性,以满足市场需求和用户期望而制定的一系列政策措施。
集成电路封装测试涉及到产品的功能、性能、可靠性等方面的测试,旨在保证产品的良好工作状态和长期稳定性。
首先,集成电路封装测试政策涉及到测试的标准和规范。
制定了一系列测试方法和技术要求,确保产品在制造过程中能够按照指定的标准进行测试,从而保证产品质量的稳定性和可靠性。
这些标准和规范通常由行业组织或国家相关部门进行制定和管理。
其次,集成电路封装测试政策还包括对测试设备和环境的要求。
为了确保测试的准确性和可靠性,需要有先进的测试设备和完善的测试环境,包括温湿度控制、尘埃防护等方面的要求。
同时,还需要对测试设备进行定期维护和校准,以确保测试结果的准确性和一致性。
此外,集成电路封装测试政策还关注产品的可追溯性和标识管理。
为了保证产品质量,需要对每个产品进行唯一标识,并建立完善的记录和追溯系统。
这对于后期的产品追溯和问题分析非常重要,能够及时准确地定位和解决问题,提高产品质量和用户满意度。
最后,集成电路封装测试政策还涉及到对测试结果的评估和报告。
测试完成后,需要对测试结果进行全面的评估和分析,生成详细的测试报告。
该报告包括产品的测试情况、关键参数的评估、产品的可靠性分析等内容。
这些信息对于产品的进一步改进和市场推广非常重要。
综上所述,集成电路封装测试政策确保了集成电路封装产品质量和可靠性,为企业提供了生产和质量管理的指导和依据。
通过合理的政策制定和执行,能够使产品质量得到有效控制,提高生产效率和用户满意度,推动集成电路封装产业的可持续发展。