超高强度钢帘线的生产试制
钢帘线开发技术准备

钢帘线钢帘线是线材制品中高技术含量的产品。
从1946年由法国米其林(Michelin)首创开始,钢帘线因具有很高的拉伸强度、突出的耐热性、耐冲击性,作为骨架材料被广泛地应用于轮胎、胶管、运输等橡胶制品中。
钢帘线规格极细(φ0.15mm~φ0.38mm),在轮胎中如同地球的子午线排列,这种轮胎被称为钢丝子午线轮胎。
(钢帘线和子午线轮胎结构如图1、图2)图1 钢帘线截面图图2 子午线轮胎截面图钢帘线主要用于全钢载重子午线轮胎的胎体和带束层,用于轻载子午线轮胎和轿车子午线轮胎的带束层,因此钢帘线的需求量直接与子午线轮胎的产量有关。
随着汽车工业和高速公路的迅速发展,汽车的钢丝子午线轮胎的使用量也不断增长。
在2000年发达国家钢丝子午线轮胎率已达到90%。
而我国起步较晚,在2001年国内轮胎行业对钢帘线的需求量只有8万吨左右。
根据我国“十一五”规划,中国橡胶工业协会提出了中国橡胶行业“十一五”科学发展意见,其中轮胎控制在3亿~3.2亿条,子午化率不低于70%,全钢载重子午线轮胎占20%~25%。
子午轮胎设计定额(表1)、子午线轮胎及钢帘线国内需求量情况(表2)。
表1 子午轮胎设计定额(kg/条)表2 子午线轮胎及钢帘线需求量情况一、相关标准及实物情况根据国标GB/T11181-2003的规定,钢帘线按照强度等级分为普通强度钢帘线(NT)高强度钢帘线(HT);目前已向超高强(ST)和特高强(UT)发展。
按照结构特性可分为普通结构钢帘线、开放型钢帘线(OC)、密集型钢帘线(CC)和高伸长型钢帘线(HE)。
钢帘线结构的标记方法如下:1.1 钢帘线的生产工艺及帘线用钢的质量要求帘线由拉拔成φ0.15mm~φ0.38mm的细丝捻绞而成(见图3),要求拉拔100km 不断丝,因此对钢帘线钢的质量和生产工序都有严格的要求,包括极其严格的化学成分控制范围,低的夹杂物级别包括夹杂物的类型、形状、尺寸、数量等的控制,凝固过程中的成分偏析降至最低,均匀的显微金相组织及良好的表面质量。
帘线钢的冶炼生产工艺路线控制.doc

YJ0409-帘线钢的冶炼生产工艺路线控制案例简要说明:依据国家职业标准和冶金技术专业教学要求,归纳提炼出所包含的知识和技能点,弱化与教学目标无关的内容,使之与课程学习目标、学习内容一致,成为一个承载了教学目标所要求知识和技能的教学案例。
该案例是帘线钢的冶炼生产工艺路线控制案例,体现了帘线钢的生产操作要点,铁水预处理、转炉炼钢、LF精炼、方坯连铸以及纯净钢生产等知识点和岗位技能,与本专业转炉炼钢课程中典型钢种的冶炼学习单元的教学目标相对应。
帘线钢的冶炼生产工艺路线控制张海臣(邢台职业技术学院)、李富伟(邢台钢铁有限责任公司)一、背景介绍某大型转炉炼钢厂,本着“信誉至上、管理为先、以人为本、永不满足”的企业理念,大力推进技术创新,产品结构、工艺技术结构全面优化,实现了从普钢到精品钢的战略转移。
企业生产的硬线系列产品主要用于生产高强度、低松驰预应力钢丝、钢铰线,满足铁路轨枕、高速公路、桥梁等工程建设需要,一批高科技含量产品已进入欧、美、东南亚等国际市场,在广大用户中赢得了良好口碑。
企业采用喷吹颗粒镁法铁水预脱硫,转炉吹炼,炉后吹氩工艺、LF 炉精炼、RH炉精炼,小/大方坯连铸的工艺生产满足中端或较高需求的帘线钢。
本案例结合企业生产实际分析帘线钢的冶炼生产工艺路线控制。
二、主要内容(一)帘线钢的用途和要求帘线钢盘条作为子午线轮胎用帘布层和胎体钢帘线生产的原料,随着国内外汽车工业带动轮胎产量的高速增长而呈快速增长的需求趋势。
据统计2012年我国钢帘线产量为120万吨,2013年将达到140万吨,预计2015年将超过180万吨。
随着汽车轻量化的需求,钢帘线向高强度和超高强度发展已经成为趋势,目前,高强度钢帘线的产量占总产量的70%以上。
钢帘线因具有强度高、变形小、耐疲劳性能好等优点而用作子午线轮胎的骨架材料,在生产和使用中承受拉伸、扭转、弯曲和冲击等复杂载荷,是线材制品中质量要求最严格和生产难度最大的品种之一。
橡胶轮胎和软管用高强度钢帘线盘条的研发
作者简介:刘湘慧 (1975-),男,学士,高级工程师,主要从事钢帘线研发创新、标准化和科技项目管理工作。
收稿日期:2020-06-011 引言钢帘线是一种高强度钢材料,在橡胶轮胎和软管等橡胶制品中作为增强材料。
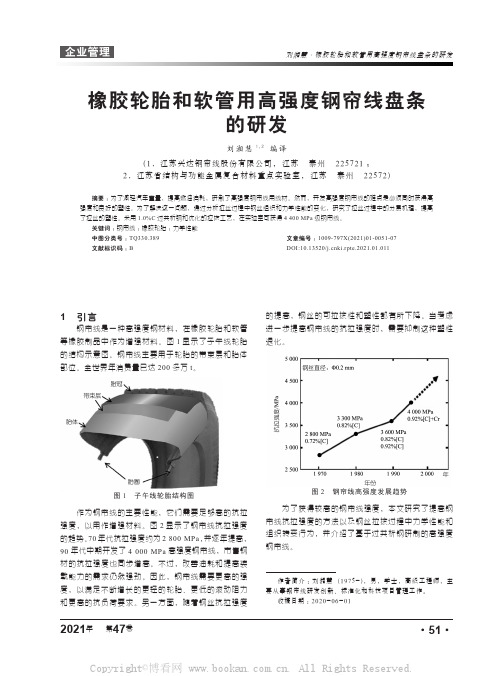
图1显示了子午线轮胎的结构示意图。
钢帘线主要用于轮胎的带束层和胎体部位。
全世界年消费量已达200多万t。
图1 子午线轮胎结构图作为钢帘线的主要性能,它们需要足够高的抗拉强度,以用作增强材料。
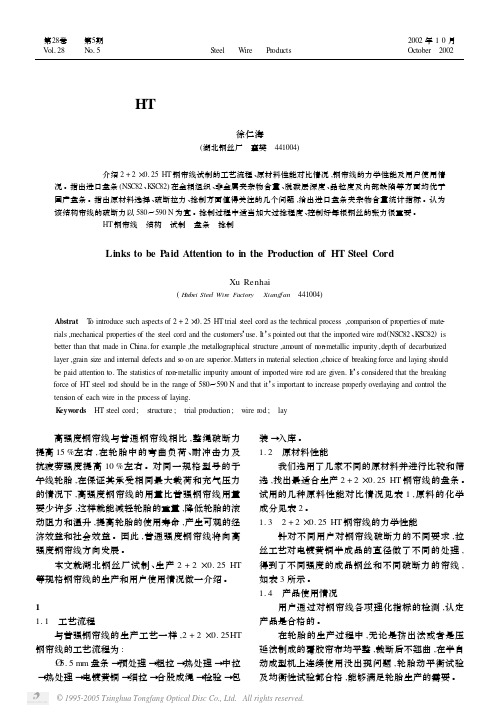
图2显示了钢帘线抗拉强度的趋势。
70年代抗拉强度约为2 800 MPa ,并逐年提高,90年代中期开发了4 000 MPa 高强度钢帘线,市售钢材的抗拉强度也同步增高。
不过,改善油耗和提高装载能力的需求仍然强劲。
因此,钢帘线需要更高的强度,以满足不断增长的更轻的轮胎、更低的滚动阻力和更高的抗负荷要求。
另一方面,随着钢丝抗拉强度橡胶轮胎和软管用高强度钢帘线盘条的研发刘湘慧1,2编译(1.江苏兴达钢帘线股份有限公司, 江苏 泰州 225721;2.江苏省结构与功能金属复合材料重点实验室, 江苏 泰州 22572)摘要:为了减轻汽车重量,提高燃油消耗,研制了高强度钢帘线用线材。
然而,开发高强度钢帘线的难点是必须同时获得高强度和良好的塑性。
为了解决这一问题,通过分析拉丝过程中钢丝组织和力学性能的变化,研究了拉丝过程中的分层机理,提高了拉丝的塑性。
采用1.0%C 过共析钢和优化的拉拔工艺,在实验室可获得4 400 MPa 级钢帘线。
关键词:钢帘线;橡胶轮胎;力学性能中图分类号:TQ330.389文章编号:1009-797X(2021)01-0051-07文献标识码:B DOI:10.13520/ki.rpte.2021.01.011的提高,钢丝的可拉拔性和塑性都有所下降。
当考虑进一步提高钢帘线的抗拉强度时,需要抑制这种塑性退化。
图2 钢帘线高强度发展趋势为了获得较高的钢帘线强度,本文研究了提高钢帘线抗拉强度的方法以及钢丝拉拔过程中力学性能和组织转变行为,并介绍了基于过共析钢研制的高强度钢帘线。
HT钢帘线生产应关注的几个环节
当 2 + 2 ×0. 25 HT 钢帘线破断力定为 605 N 时 , 考虑到捻制过程中的强度损失 ,留一定富余量 ,则单 丝强度应达到 3 400 MPa 左右 ,这样高的强度对确定 w (C) = 0. 82 %级别碳素钢丝半成品铅淬火后抗拉 强度 ,或钢丝直径都造成一定的困难 ,半成品钢丝铅 淬火后的抗拉强度超过 1 350 MPa 时钢丝硬 ,不好拉 拔 ,成品钢丝韧性不好 ,合股成绳易断丝 。另一方 面 ,半成品钢丝直径大于 1. 45 mm 时 ,总压缩率超过 97 % ,拉丝也困难 ,成品钢丝韧性较差 ,也不利于合 股成绳 。所以 ,对于 w (C) = 0. 82 %的钢丝 ,要同时 兼顾上述二项工艺参数并且得到 605~615 N 的破 断力是有一定难度的 ,除非选用 C 含量高 、或者含 某些合金元素的盘条 。 2. 3 捻制质量
tension of each wire in the process of laying. Keywords HT steel cord ; structure ; trial production ; wire rod ; lay
高强度钢帘线与普通钢帘线相比 ,整绳破断力 提高 15 %左右 ,在轮胎中的弯曲负荷 、耐冲击力及 抗疲劳强度提高 10 %左右 。对同一规格型号的子 午线轮胎 ,在保证其承受相同最大载荷和充气压力 的情况下 ,高强度钢帘线的用量比普强钢帘线用量 要少许多 ,这样就能减轻轮胎的重量 ,降低轮胎的滚 动阻力和温升 ,提高轮胎的使用寿命 ,产生可观的经 济效益和社会效益 。因此 ,普通强度钢帘线将向高 强度钢帘线方向发展 。
2 + 2 ×0. 25 HT 钢帘线可在 DT4 G 等双捻机上
钢帘线生产工艺
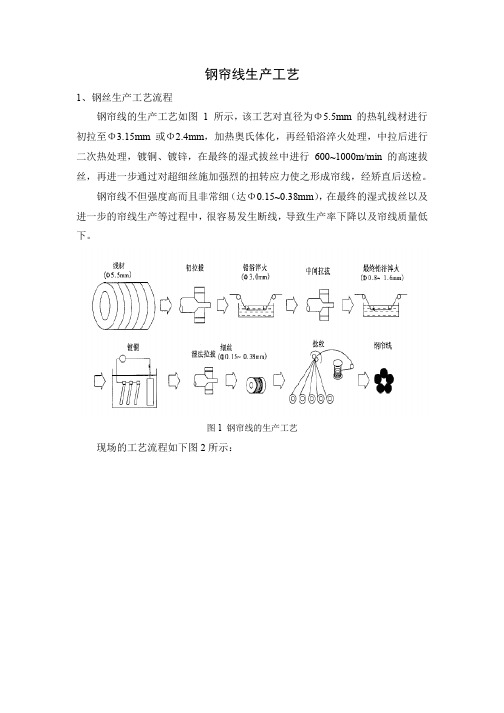
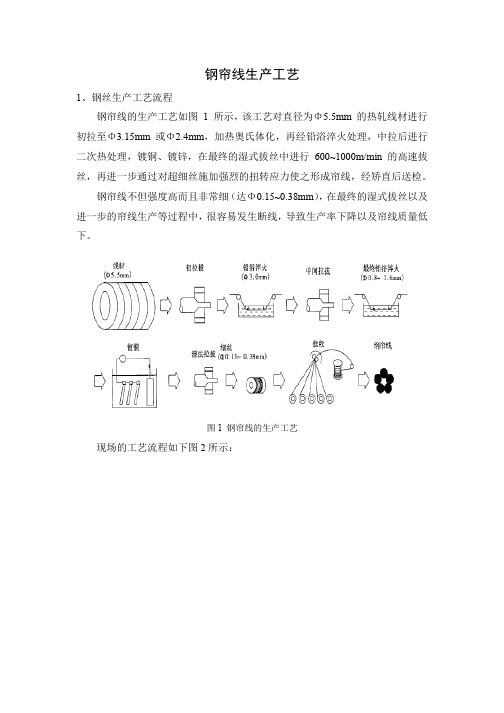
钢帘线生产工艺1、钢丝生产工艺流程钢帘线的生产工艺如图 1 所示,该工艺对直径为Φ5.5mm 的热轧线材进行初拉至Φ3.15mm 或Φ2.4mm,加热奥氏体化,再经铅浴淬火处理,中拉后进行二次热处理,镀铜、镀锌,在最终的湿式拔丝中进行600~1000m/min 的高速拔丝,再进一步通过对超细丝施加强烈的扭转应力使之形成帘线,经矫直后送检。
钢帘线不但强度高而且非常细(达Φ0.15~0.38mm),在最终的湿式拔丝以及进一步的帘线生产等过程中,很容易发生断线,导致生产率下降以及帘线质量低下。
图1 钢帘线的生产工艺现场的工艺流程如下图2所示:图2现场钢帘线生产工艺流程2、盘条的处理盘条在拉拔前要进行预处理,主要是对盘条表面进行清理,使之适合拉拔的要求,减少拉拔阻力,保证成品表面质量。
热轧盘条冷却及中间处理后表面产生氧化皮及由于储存等原因产生的表面杂质,都要在拉拔前加以清除。
清除盘条表面氧化层(锈层)和其它杂质的方法主要有机械方法和化学方法。
机械除皮是将盘条的氧化皮用施加外力的方法使之疏松、破裂、剥落。
可用剥壳机、抛光、喷砂和钢丝刷清理等方法。
一般用剥壳机,盘条经过多次弯曲而使氧化皮剥落。
化学去锈法是利用氧化皮与化学溶剂的化学反应使氧化皮与铁基体剥离并溶解,一般用酸洗法。
现场酸洗工艺采用电解液酸洗,两次酸洗配比分别为H2SO4:200g/L±20、Fe2+:50g/l(max)、槽液温度:50℃(max)以及H2SO4:350g/L±50、Fe2+:≤50g/l(max)、槽液温度:50℃(max)。
为了能使盘条表面杂物彻底清除,往往是机械法与化学法并用。
盘条在拉拔前还需经过干燥、涂硼处理以改善拉拔中的润滑条件[1]。
3、电镀工艺镀铜是钢丝进行表面处理的主要工艺之一,在金属制品行业中的用量仅次于镀锌而居第二位,但其使用目的和所具功能却比镀锌更为广泛和重要。
它除了和镀锌一样具有防蚀和装饰功能之外,有时是为了提高钢丝的导电性能,有时是为了增加钢丝进一步拉拔时的润滑性能,有时是为了增加钢丝和橡胶的结合强度,还有时是为了在其上更便于实施镀锡和镀银等,随着科学技术和现代工业的迅速发展,钢丝镀铜技术近年来也获得了迅速发展。
超高强度帘线钢LX85A盘条开发与工艺试制

第46卷 第6期金 属 制 品2020年12月 Vol 46 No 6MetalProductsDecember2020 doi:10.3969/j.issn.1003-4226.2020.06.006超高强度帘线钢LX85A盘条开发与工艺试制刘 荣, 王 淼, 王薛鹏, 蒋 鹏, 纪文杰(江苏永钢集团有限公司, 江苏 张家港 215628)摘要:介绍了超高强度帘线钢LX85A盘条的工艺成分、生产流程、工艺试制方案以及产品实物质量。
制定了合适的生产工艺,通过低过热度浇注、强冷、高温扩散改善碳偏析,通过优化控冷工艺,钢中夹杂物控制在10μm以内,解决了盘条网状渗碳体问题,网状渗碳体级别控制在0.5级以内,中心偏析控制在1.0级以内,晶粒度控制在不小于8.0级。
盘条力学性能和金相组织满足用户使用要求。
关键词:LX85A;力学性能;偏析;网状渗碳体;夹杂物;晶粒度中图分类号:TG142.1 文献标识码:ADevelopmentandtechnologicaltrialproductionofultra highstrengthcordsteelLX85AwirerodLiuRong,WangMiao,WangXuepeng,JiangPeng,JiWenjie(JiangsuYongSteelGroupCo.,Ltd.,Zhangjiagang215628,China)Abstract:Tointroducedprocesscomposition,productionprocess,processtrialproductionplanandproductqualityofultra highstrengthcordsteelLX85Awirerod.Bydevelopedsuitableproductionprocesstoimprovecarbonsegregationthroughlowsuperheatpouring,strongcooling,andhightemperaturediffusion.Byoptimizingcontrolledcoolingprocess,inclusionsinsteelarewithin10μm,whichsolvestheproblemofwirerodnetworkcementite,networkcementiteleveliscontrolledwithin0.5grade,centersegregationiscontrolledwithin1.0grade,andgrainsizeiscontrolledatnolessthan8.0grade.Themechanicalpropertiesandmicrostructureofwirerodmeetuser’srequirements.Keywords:LX85A;mechanicalproperty;segregation;networkcementite;inclusions;grainsize 轻量化是未来汽车行业发展方向,减少钢帘线的用量可降低轮胎滚动阻力,进而降低油耗及成本,而要减少钢帘线的用量就必须提高钢帘线的强度[1]。
极高强钢帘线生产工艺探索

第46卷 第2期金 属 制 品2020年4月 Vol 46 No 2MetalProductsApril2020 doi:10.3969/j.issn.1003-4226.2020.02.001极高强钢帘线生产工艺探索周志嵩1,2, 姚海东1,2, 孙 忍1,2, 苗为钢1,2(1.江苏兴达钢帘线股份有限公司, 江苏 泰州 225721;2.江苏省结构与功能金属复合材料重点实验室, 江苏 泰州 225721)摘要:设计4种方案生产2×0.30极高强钢帘线。
试验结果表明,电镀热处理后, 2.05mm、 1.96mm镀铜丝的抗拉强度均达到设计目标值。
方案2和方案4生产的 0.30mm单丝抗拉强度均符合极高强钢帘线的目标值。
其中,方案4生产的单丝扭矩-扭角曲线呈平滑状,无分层现象。
捻制过程中,方案4生产的单丝满足生产,且钢帘线破断力符合极高强钢帘线设计要求。
关键词:极高强度;钢帘线;扭转性能;破断力中图分类号:TG356.4+5 文献标识码:AExplorationonmegatensilestrengthsteelcordproductiontechnologyZhouZhisong1,2,YaoHaidong1,2,SunRen1,2,MiaoWeigang1,2(1.JiangsuXingdaSteelTyreCordCo.,Ltd.,Taizhou225721,China;2.JiangsuKeyLaboratoryforStructuralandFunctionalMetalCompositeMaterials,Taizhou225721,China)Abstract:Fourschemestoproduce2×0.30megatensilestrengthcordaredesigned.Experimentalresultsshowthatthetensilestrengthofdiameter2.05mmanddiameter1.96mmsteelwirehavereachedthetargetvaluesafterpatentingandelectroplating.Thetensilestrengthofdiameter0.30mmfilamentinscheme2andscheme4achievedthetargetvalueofmegatensilestrength.Thefilamentproducedinscheme4showsmoothtorque torsionalanglecurvewithoutdelaminationphenomenon.Duringtwistingprocess,thefilamentproducedinscheme4meetstheproduction,andbreakingforceofsteelcordmeetsthedesignrequirementsofmegatensilestrengthsteelcord.Keywords:megatensilestrength;steelcord;torsionproperty;breakingforce 在轮胎轻量化的趋势下,作为轮胎骨架材料的钢帘线在不断往更高强度的方向发展[1-2]。
钢帘线性能及测试
钢帘线性能及测试贝卡尔特中国技术中心MuratBasaran1.O简介现代子午线轮胎要求具有长的使用时间而不损失完整性,甚至在有时使用条件不合适的情况下。
钢帘线补强因为其具有优异的性能和良好的性价比而广泛应用于所有子午线轮胎的带束层以及卡车和客车子午线轮胎的胎体。
但是,必须根据轮胎的用途来选择专门为此而设计的钢丝帘线。
因此,钢帘线的设计者不但应该非常了解轮胎的结构,不同部位的应力/应变,同时也能将这些要求转化成为对轮胎增强材料的要求。
本文主要讨论钢帘线的基本性能,它们对轮胎性能的意义以及贝卡尔特的评估方法。
2.O断裂强度,定伸应力及伸长率21意义·充气压力引发轮胎的胎体及带束层的张力,特别是卡车轮胎因为充气压力相对较高而要求胎体强度越高。
对钢帘线来说,因为其固有的高拉伸强度,高定伸模量及低伸长率,单层钢丝帘布即可满足轮胎的强度,尺寸稳定性要求。
·通过提高钢帘线强度来减轻轮胎重量及降低滚动阻力是当今的发展趋势。
贝卡尔特开发了4种强度规格的钢帘线,即普通强度,高强度,超高强度和特高强度。
假如用特高强度代替低强度钢帘线,通常可降低约40%的重量。
2.2试验方法·钢丝或钢帘线固定在特殊的夹具上通过拉伸来测试其断裂强度,定伸模量及伸长率。
在特定的伸长率下,其某一个横截面开始变细(颈缩)并最终断裂。
在断裂点测到的拉力为断裂强度,应力一应变曲线上的斜率为定伸模量,、在断裂点的变形称为断裂伸长率。
3.0帘线刚度3.1意义·轮胎转向性能,乘用性能及磨耗性能都与带束层的刚度有直接关系。
橡胶的定伸应力,帘线角度,帘线密度以及帘线刚度是决定带束层刚度最重要的因素。
3,2试验方法一6一.Taber测试法:可测定帘线裸样及埋胶样的弯曲刚度及弹性。
.三点弯曲刚度测试法:测定帘线裸样及埋胶样的弯曲刚度及弹性。
4.0抗压能力41意义.胎冠部分下的胎体和带束层承受压缩力,而在轮胎转弯时还会升高。
超高强度钢帘线的生产试制
拔 总压缩率为 9 . % ~ 7 5 , 55 9 . % 部分压缩率为 1 % 一1% 比较合适 。超高强度帘线 钢丝 比高强度帘线钢丝抗拉强 4 6
度提高约 9 但扭 转值 降低 1 %左右 , %, 5 合成帘线后 , 帘线线密度下降约 1 % , 3 破断拉力上升为 1 。超 高强度帘线 %
s e g h a d tu h e s atrd a i g t n n o g n s f r w n .R w mae a e tr s g e ai n a d n n d f r b e n n meal n l so h u d r t e a tr S c n e e r g t n o — eoma l o — tli i cu in s o l i l o c b o t l d t v i r r a i g h u e —t n h se l o d p o e sf w, ee t n p n i l f e t ra me t r n e c nr l oa od wi b e kn .T e s p r s e g te r r c s l oe e r t c o s lci r c pe o a e t n ,t — o i h t a
超 高 强度 钢 帘 线 的 生产 试 制
曹秀岭 , 焦 小鹏 , 翟振华
09 高强帘线钢概述及实物质量分析

2、技术要求③-尺寸、性能、表面质量
1)尺寸公差
公称直径 5.5mm 直径公差 ±0.2mm 椭圆度 ≤0.25mm
2)力学性能
钢种 72C 82C 87C 抗拉强度(Mpa) 950~1120 1050~1200 1100~1250 面缩率 ≥40% ≥35% ≥33%
3)表面质量 表面不允许有折叠、结疤、耳子、麻点、划痕等缺陷,凹 坑和凸起的深度或高度≤0.10mm,表面无锈蚀
一、钢帘线的市场需求和生产工艺
钢帘线是按一定的结构由几根表面镀有黄铜镀层的高强度微细钢丝捻制而成的 钢丝绳。它是子午线轮胎的骨架材料,表面电镀黄铜呈金黄色,是一种特殊用途 的细规格钢丝绳。 根据拉拔直径和碳含量,分为:普通强度(NT)、高强度(HT)、超高强度(ST)、极 高强度(UT)。
不同橡胶增强材料的性能
1、钢帘线的市场需求及现状
◈
受经济下行、产能过剩、美国“双反”等一些列因素影响,中国轮胎行业2014
年遭受到严重的困难,据轮胎世界网从2015中国橡胶年会上了解,中国骨架材料行 业2014年整体开工率维持在70%左右,随着美国对华轮胎“双反”调查展开,骨架 材料行业订单减少,库存增加,开工率下降。
2、技术要求①-夹杂物
夹杂物中 Al2O3含量 在20%左右
为使夹杂物 中Al2O3含量 低于20%, 渣中Al2O3含 量低于8%
大型不变形夹杂物容易引起 拉拔断丝,因此必须控制炼 钢过程,要求夹杂物的塑性 要好,通常夹杂物熔点越低, 在轧制和拉丝过程中的变形 能力越好。 尽量保证盘条中夹杂物尺寸 ≤10μm,不能有Ti夹杂0
中高碳钢 5.5~14mm
SWRH42~82A、 SWRH42B~82B、 SWRH42B-B~72B-B等帘线钢 Fra bibliotek.0~10mm
钢帘线生产工艺
钢帘线生产工艺1、钢丝生产工艺流程钢帘线的生产工艺如图 1 所示,该工艺对直径为Φ5.5mm 的热轧线材进行初拉至Φ3.15mm 或Φ2.4mm,加热奥氏体化,再经铅浴淬火处理,中拉后进行二次热处理,镀铜、镀锌,在最终的湿式拔丝中进行600~1000m/min 的高速拔丝,再进一步通过对超细丝施加强烈的扭转应力使之形成帘线,经矫直后送检。
钢帘线不但强度高而且非常细(达Φ0.15~0.38mm),在最终的湿式拔丝以及进一步的帘线生产等过程中,很容易发生断线,导致生产率下降以及帘线质量低下。
图1 钢帘线的生产工艺现场的工艺流程如下图2所示:图2现场钢帘线生产工艺流程2、盘条的处理盘条在拉拔前要进行预处理,主要是对盘条表面进行清理,使之适合拉拔的要求,减少拉拔阻力,保证成品表面质量。
热轧盘条冷却及中间处理后表面产生氧化皮及由于储存等原因产生的表面杂质,都要在拉拔前加以清除。
清除盘条表面氧化层(锈层)和其它杂质的方法主要有机械方法和化学方法。
机械除皮是将盘条的氧化皮用施加外力的方法使之疏松、破裂、剥落。
可用剥壳机、抛光、喷砂和钢丝刷清理等方法。
一般用剥壳机,盘条经过多次弯曲而使氧化皮剥落。
化学去锈法是利用氧化皮与化学溶剂的化学反应使氧化皮与铁基体剥离并溶解,一般用酸洗法。
现场酸洗工艺采用电解液酸洗,两次酸洗配比分别为H2SO4:200g/L±20、Fe2+:50g/l(max)、槽液温度:50℃(max)以及H2SO4:350g/L±50、Fe2+:≤50g/l(max)、槽液温度:50℃(max)。
为了能使盘条表面杂物彻底清除,往往是机械法与化学法并用。
盘条在拉拔前还需经过干燥、涂硼处理以改善拉拔中的润滑条件[1]。
3、电镀工艺镀铜是钢丝进行表面处理的主要工艺之一,在金属制品行业中的用量仅次于镀锌而居第二位,但其使用目的和所具功能却比镀锌更为广泛和重要。
它除了和镀锌一样具有防蚀和装饰功能之外,有时是为了提高钢丝的导电性能,有时是为了增加钢丝进一步拉拔时的润滑性能,有时是为了增加钢丝和橡胶的结合强度,还有时是为了在其上更便于实施镀锡和镀银等,随着科学技术和现代工业的迅速发展,钢丝镀铜技术近年来也获得了迅速发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
拔工艺可获得高强度、超高强度钢丝, 然而在提高强 度的同时很难保证钢丝有足够的韧性, 尤其是钢帘 线用钢丝, 需要较高的塑性和韧性, 以保证合股捻制
过程中不断丝。研究表明, 在现有的钢帘线用钢化 学成分的基础上提高 C含量并适当添加 Cr[ 1] , 保证 钢丝后续加工有足够韧性的同时, 可明显提高钢丝 的强度。图 1是碳含量对直径 1. 70~ 2. 0mm 的过 共析钢钢丝抗拉强度的影响。
从图 1可以看出碳质量分数每增加 0. 01% , 钢 丝抗拉强度提高约 8. 8M Pa。
提高碳含量的同时, 还需控制钢的中心偏析和 不可变形的非金属夹杂物。成分偏析必然导致盘条 通条性能不均, 最终造成钢丝性能不均甚至断裂; 偏 析严重时由于形成马氏体和过共析渗碳体, 钢丝粗 拉时就产生内裂, 进一步拉拔时断裂。非金属夹杂 物会在拉拔时引起盘条基体组织连续破坏, 导致钢 丝塑性、韧性降低, 钢丝断裂, 拉拔的钢丝越细, 影响
表 2 1. 70 mm 90钢最终热处理前后力学性能对比 Tab le 2 D iam e te r 1. 70 mm 90 stee l mechan ica l p roper ty con trast be fo re and a fte r the fina l hea t trea tmen t
钢帘线是子午线轮胎 骨架材料的重要 组成部 分, 减少钢帘线的用量可降低轮胎滚动阻力, 进而降 低油耗及成本。要想减少钢帘线的用量, 就必须提 高钢帘线的强度。随着轮胎的发展需要, 帘线钢丝 强度等级正由过去的普通强度、高强度向超高强度 的方向发展, 伴随轮胎轻量化的趋势, 超高强度钢帘 线的需求量逐渐增大。笔者就生产 1 3 0. 28SHT 超高强度钢帘线的情况作介绍。
第 36卷 Vol 36
第 5期 No 5
金属制品 M e tal P roducts
do :i 10. 3969 / .j issn. 1003- 4226. 2010. 05. 002
超高强度钢帘线的生产试制
2010 年 10 月 O ctobe r 2010
曹秀岭, 焦小鹏, 翟振华
(江苏兴达钢帘线股份有限 公司, 江苏 兴化 225721)
o f hype r eu tec to id stee l
标对比。
表 1 高强度和超高强 度钢帘线用盘条的性能指标对比
Tab le 1 P er formance index con tra st be tw een high strength and super streng th stee l co rd
第 5期
曹秀岭, 等: 超高强度钢帘线的生产试制
& 9&
图 3 90钢最终热处理金相组织图 F ig. 3 The me ta llograph ic structure of 90
s tee l fina l hea t trea tm ent
在实际生产中总压缩率的选择既要考虑帘线钢丝的 强度, 同时要考虑帘线钢丝的韧性和塑性, 而单纯追 求高的破断力不一定可取。超高强度帘线钢丝拉拔 总压缩率选择, 在保证钢帘线破断力有一定富余前 提下, 宁小勿大。生产实践中, 拉拔 0. 28 mm 超高 强度钢丝时, 半成品钢丝直径大于 1. 75 mm, 总压缩 率达到 97. 5% , 成品钢丝韧性相对较差, 捻制时断 丝严重。
摘 要 增加超高强度钢 帘线用原材料中 C 的含量并适当添 加 C r, 可提高钢 丝拉拔后的抗拉强 度和韧性, 为防止 断丝还需控制原料的中心偏析和不可变形的非金属夹杂物。给出超高强度钢帘 线生产工艺 流程、热处理淬火 转变 温度选择原则及处理后钢丝的力学性能。超高强度帘线钢丝拉拔宜适当减少拉 拔道次并增 加部分压 缩率, 钢 丝拉 拔总压缩率为 95. 5% ~ 97. 5% , 部分压缩率为 14% ~ 16% 比较合适。超高强度帘线钢丝比高强度帘线钢丝抗拉强 度提高约 9% , 但扭转值降低 15% 左右, 合成帘线后, 帘线线密度下降约 13% , 破断拉力上升为 1% 。超高强度帘线 钢丝可通过调节热处理及拉拔工艺来减少扭转分层现象。 关键词 超高强度钢丝; 高强度 钢帘线; 拉拔; 热处理; 扭转分层 中图分类号 TG365. 4
型号
w ( C) / %
w (Mn) / %
w ( S i) / %
w ( P) / %
w ( S) / %
w ( C r) / %
抗拉 强 度 /M P a
断面收 缩率 /%
HT
0. 80~ 0. 86 0. 44~ 0. 56 0. 15~ 0. 30 ! 0. 015
! 0. 020
! 0. 05
实际生产中, 半成品钢丝淬火后的抗拉强度过 高, 拉拔后成品钢 丝的韧性变差, 合股捻制 时易断 丝。淬火转变温度可根据淬火后钢丝的抗拉强度来 选择, 当帘线破断力确定后, 可考虑适当降低钢丝淬 火后的抗拉强度, 同时需考虑捻制过程中一定的强 度损失, 并留有余量。表 2 为 1. 70 mm 90钢最终 热处理前后力学性能。
图 2 不同 C, Cr含量在相应转变温度和 不同的冷却条件下对珠光体片层间距的影响 F ig. 2 Re la tionsh ip be tween C, Cr con ten t of d iffe ren t transition tempe ra ture coo ling cond itions
对淬火高碳钢丝来说, 最适宜转变温度的判断 标准, 从微观组织上看, 是得到细的珠光体以确保高 抗拉强度和扭转延伸性; 从力学性能看, 是获得最大 的抗拉强度和加工硬化。图 2显示不同的碳、铬含 量在相应的转变温度和不同的冷却条件下对珠光体 片层间距 的影响。根据 Zener关系, 温度 高于 625 % 时, 珠光体的片层间距与过冷温度成反比, 对碳含 量的依赖程度较小; 而温度低于 600 % 时, 珠光体的 片层间距随 C 含量的增加而减少 [ 2] , 细的珠光体组 织将改善钢丝的拉拔 性能。图 3 是超高强 度钢丝 经过最终热处理的金相组织, 为正常的珠光体。
and pear litic space
2. 3 拉拔 在超高强度钢帘线生产流程中, 要经过三次拉
拔即粗丝拉拔、中丝拉拔和湿式拉拔, 其中帘线钢丝 湿式拉拔最为关键。湿式拉拔工艺中, 主要考虑总 压缩率和部分压缩率配合问题。总压缩率的选择可 根据钢丝拉拔前后直径和屠林科夫经验公式计算得 出, 拉拔帘线钢丝的总压缩率为 95. 5% ~ 97. 5% [ 3] 。
& 8&
金属制品
第 36卷
越大, 可见, 钢 成分偏 析的减 少与 纯净度 的提 高, 是钢帘线盘条具有较好的冷加工塑 性不可缺少的
条件。
实践证明, 原材料盘条的质量是影响超高强度 钢丝生产的最基本因素, 只有高质量的盘条才能用
于超高强度钢丝的生产。国外超高 强度钢帘线用
盘条有日本神户制钢所、新日铁株式会社 等, 国内
Production trial of super strength steel cord
CAO X iu ling, J IAO X iao peng, ZHA I Zhen hua
( J iang su X ingda Steel T yre Cord Co. , L td. , X inghua 225721, China)
部分厂 家也开 始了超 高强度 钢帘 线用 盘条 生产。
生产中可 选用不 同厂家 的原 材料, 进 行比较 和筛
图 1 碳质量分数对过共析钢抗拉强度的影响 F ig. 1 Carbon in fluence to the tensile strength
选, 最终确定适合生产的 超高强度钢帘 线用盘条。 表 1为高强度和超高强度钢帘线用 盘条的性能指
1 140 ∀ 70
# 38
SHT 0. 90~ 0. 95 0. 20~ 0. 45 0. 15~ 0. 30 ! 0. 015
! 0. 015 0. 15~ 0. 30 1 240 ∀ 70
# 30
2 超高强度钢帘线生产工艺 2. 1 工艺流程
与高强度钢帘线生产工艺流程一样, 超高强度 钢帘线生产工艺: 5. 5 mm 盘条 ∃ 预处理粗拉 ∃ 中 丝热处理 ∃中丝拉拔 ∃ 热处理电镀黄铜 ∃湿拉 ∃ 合 股成绳 ∃ 包装。 2. 2 热处理
Ab stract A dding carbon in supe r streng th stee l cord raw m a terial and appropr iate chrom ium to increase the tensile strength and toughness after draw ing. R aw m ate rial s center seg regation and non deform able non m e tallic inc lusion shou ld be contro lled to avo id w ire breaking. T he super streng th steel cord process flow, se lection princ ip le of hea t treatm ent, tran sition temperature, and m echanical prope rty o f processed steel are demonstrated. T he draw ing passes of steelw ire fo r super strength steel cord should be reduced but part draugh t shou ld be increased. T ota l draught 95. 5% ~ 97. 5% and part draught 14% ~ 16% are ava ilable. Com par ing w ith h igh strength cord steel w ire, the tensile streng th o f super strength in creased 9% and tw ist leve l decreased 15% ; after com pound ing to cord, cord linear dens ity dec reased by 13% and b reaking fo rce increased by 1% . T o ad just heat treatm ent and draw ing pro cess is the way o f reducing tw isting and de lam ination. K eyword s super streng th steel w ire; h igh streng th stee l cord; draw ing; heat trea tm en t; tw isting and de lam ination.