直线振动给料机
振动给料机使用说明书

矿山设备类型物料加工设备设备使用说明矿山机械名企
购买设备那些事
长城重工 河南矿山机械厂家,生产破碎机、磨粉机特沃重工碎机、高压磨粉机等设备卓亚矿机机械厂家,生产破碎磨粉
您当前的位置:平台首页 >> 想购买设备 >> 设备使用说明书 >> 筛分设备说明书
可控硅控制器和电磁振动给料机配套使用,用来控制给料机的产量。
由于电磁振动给料机的给料机随振幅的大小而相应变化,振幅又随通过电磁振动器线圈电流大小而变化,因此,可以控制通过电磁振动器的电流来调节给料量。
这目的是通过改变可控硅整流器的导通角(1)料仓或漏斗出口的布置,应尽可能的不使料仓的负荷直接压在给料机的槽体上。
为此,在料仓和漏斗出口与槽体之间应加一溜。
直线振动送料器[宝书]
![直线振动送料器[宝书]](https://img.taocdn.com/s3/m/60d0ddeb710abb68a98271fe910ef12d2af9a9bb.png)
直线送料器又称直线震动送料器,是一种能将振动盘输送出来的料进行直线传送的机械装置。
快速导航
目
录
∙1简介
∙2原理
∙3应用领域
大事记光影集锦
1简介
直线送料器又称直线震动送料器,是一种能将振动盘输送出来的料进行直线传送的机械装置。
2原理
常见直线送料器由三部分组成--直线轨道,电磁铁以及弹簧片。
通过对电磁铁接入220v交流电使电磁铁震动,电磁铁通过弹簧片带动直线轨道运动,从而达到直线送料的目的。
3应用领域[1]
直线送料器的应用领域非常广泛。
大致上来说,只要需要振动盘送料的地方就需要直线送料器进行直线送料!。
GZD-420×110振动给料机中英文说明书-副本讲解

GZD-420×110振动喂料机使用说明1.机器的用途本机是利用振动原理进行给料的设备,适用于选矿,建材,硅酸盐和化学工业,以下道工序递给(带筛分)粒度不大于580mm的矿石和岩石。
2.机器型号及说明主要技术参数GZD-420×110型振动喂料机主要由振动机架、弹簧、振动器、电机振动架及电机组成。
激振器是由二个特定位置的偏心轴以齿轮相啮合组成,装置时必须使两齿轮按标记相啮合,通过电动机驱动,使两偏心轴旋转,从而产生巨大合成的直线激振力,使机体在之承弹簧上作强制振动,物料则以此振动为动力,在料槽上作滑动及抛掷运动,从而使物料前移而达到给料目的。
当物料通过槽体上的筛条时,较小的料可同筛条间隙而落下,可不经过下道的破碎工序,起了筛分的效果。
4. 机器的安装调试与运转本机由制造厂装配合成台供应,,并经过空车实验。
用户收货后,应仔细检查,以便发现和排除在运输中可能带来的问题。
机器的安装,调试和试运转应注意:由于本机振动较大,故建议将机器安装在混泥土基础上,基础高度、深度和面积应按土质条件,单独计算。
建议基础重量大致为机器重量的1.5倍。
机器安装尺寸可参阅基础图。
喂料机基础高度及出料形式根据地形条件采用钢结构或混凝土台增减高度以使用下道工序的要求。
(用户自定)本机的排料溜槽均属机器的附属固定装置,与喂料机体的竖直方向间隙应保持90mm,水平方向的间隙应保持30mm。
安装电机及支架,应使电机槽轮与激振器槽轮中心线与水平线均成45度,电机支撑板与电机支架底板成15-20度,并注意符合图中所振动器的旋转方向。
激振器中注入润滑油,机器安装调整妥后,进行试运转。
空载试车应达到:(1)连续运转2小时;(2)所有紧固件牢固,无松动现象;(3)所有摩擦部位无损伤,掉屑和研磨现象,无不正常的响声,震动稳定。
负载试车除达到空载试车要求外,还应满足如下要求:(1)在为喂料机送料时,不能使物料强烈冲击机器槽体,不许偏载加料和堆满加料,以免损坏机体,支撑弹簧及影响机器稳定振动。
振动给料机系列主要技术参数

振动给料机系列主要技术参数ZTGL型给料机我要订购本产品产品概述ZTGL系列电机振动给料机由输送槽体、振动电机、吊杆及电器控制装置等构成。
该机工作原理是用两台单独的振动电机作反向同步旋转,其偏心体产生离心力(即激振力),轨迹为一直线,此直线相对输送槽体在垂直方向有一倾角,使输送槽内的物料产生连续的抛掷运动,从而使物料自受料端向出料端给出。
本机结构简单,振动频率低,振幅大,对于较难输送的粘性物料也有较强的输送能力,但强度高,安装维修方便,耗电少,运行费用低。
主要用途该机主要用于原煤或精选煤的均匀给料,也适用与其它尺寸不大于300mm块状物料。
能适应粘性不太大的物料的输送,用于煤矿、建材等行业。
技术参数参数| 型号ZTGL50 ZTGL60 ZTGL70 ZTGL90 ZTGL100 ZTGL110 ZTGL130 ZTGL150槽体尺寸长(mm)1400 1400 1400 1600 1600 1600 1800 1800 宽(mm)500 600 700 900 1000 1100 1300 1500 高(mm)258 258 258 258 308 308 308 308给料粒度(mm)0~150 0~150 0~200 0~300 0~300 0~300 0~300 0~300安装角度5~10 5~10 5~10 5~10 5~10 5~10 5~10 5~10 双振幅(mm)6~12 6~12 6~12 6~12 6~12 6~12 6~12 6~12料层厚度(mm)350 350 350 450 500 550 550 600给料量(t/h )精煤200~500 250~550 290~540 340~640 420~850原煤70~150 100~200 150~230 300~700 350~750 400~800 500~1000 600~1200型号ZT10-6 ZT10-6 ZT10-6 ZT10-6 ZT10-6 ZT10-6 ZT10-6 ZT10-6振动电机振次(r/min )960 960 960 960 960 960 960 960功率(kw)×2×2×2×2×2×2×2×2仓口尺寸(mm)600×400 600×500 600×600 800×800 900×900 1000×1000 1000×1200 1000×1400 单支点静负荷(N)1784 2294 2744 4323 6573 7214 8612 10368 单支点动负荷(N)192 192 192 205 298 336 280 304浏览次数:60 次我要订购本产品振动给料机主要技术参数型号料槽尺寸(mm)最大进料粒度(mm)生产能力(t/h)功率(kw) 机器重量(t)安装倾角外型尺寸(mm)GZD-850×3000 850×3000 400 120 ×25o 3110×1800×1600 GZD-1000×3600 1000×3600 500 150 ×25o 3850×1850×1630 GZD-1100×4200 1100×4200 580 240 ×25o 4400×2050×1660 GZD-1100×4900 1100×4900 580 280 ×25o 5200×2050×1700 GZD-1300×4900 1300×4900 650 450 11×25o 5200×2350×1750 注:远华机械保留更改产品设计与规格的权利,恕不另行通知。
振动给料机技术协议

600万吨/年清洁能源综合利用项目电机振动给料机(2台)技术协议买方:签字:卖方:签字:2020年12月23日目录1. 总则2. 设计基础3.执行标准4.技术参数5.技术要求6.供货范围:(每台套)7. 设备包装运输和标志8. 设备检验与监造9. 质量保证与服务10.资料图纸交付11.其它附件:数据表1.总则XXXX有限公司 (以下简称买方)和XXX有限公司(以下简称卖方)就XXXX综合利用项目电机振动给料机(2台)配置、设计、制造及试验等事宜,经充分协商达成本技术协议。
本技术协议作为订货合同的附件, 是该合同不可分割的一部分, 具有相同的法律效力。
2.设计基础2.1 大气条件2.1.1大气温度年平均 8.3 ℃极端最高温度38.6℃极端最低温度-30℃2.1.2相对湿度平均56%2.1.3.大气压力年平均89.69 KPa2.1.4海拔高度:1146 m2.2公用工程条件2.2.1 电源高压电 10000V三相50Hz低压电 380V 三相50Hz低压电 220V 单相50Hz2.2.2.冷却水(1)循环水供水压力0.45MPa; 供水温度32℃回水压力0.25MPa; 回水温度42℃(2) 新鲜水供水压力0.4MPa(3)除盐水供水压力0.4MPa2.2.3.蒸汽低压蒸汽供汽压力1.0MPa;供汽温度250℃2.2.4.气体(1)净化风压力0.6MPa; 温度:常温(2)氮气压力0.2MPa; 温度:常温2.2.5仪表信号气信号:0.02~0.1 MPa电信号:4~20 mA2.2.6 安装位置:料仓下部出料口2.2.7 防爆、防护要求:见附后数据表三、产品设计、制造、验收标准电机振动给料机的设计、制造、安装、验收以国家标准(GB)为基础,并参考下列标准和规范: GB 16490-1996 振动给料机安全规范JBT 7555-1994 惯性振动给料机JBT 7555-2008 惯性振动给料机JBT 9981-2008 矩形槽或梯形槽电机振动给料机型式和基本参数GB3836.1 爆炸性环境用防爆电气设备通用要求GB3836.2 爆炸性环境用防爆电气设备隔爆型电气设备JB4002 矿用隔爆型低压电器用接线端子JB4262 防爆电器用橡套电缆引入装置MT/T661-1997 煤矿井下用电器设备通用技术条件GB14048.1-2006 低压开关设备和控制设备第一部分总则GB2423 电工电子产品基本环境试验规程GB14048.1 低压电器基本实验方法GB3768 噪声源功率级的测定简易法GB5783 六角头螺栓 A和B级GB/T13306 标牌GB/T1604 矿山机械产品型号编制方法JB/T5000.1-1998 产品检验通用技术条件JB/T5000.2-1998 火焰切割件通用技术条件JB/T5000.3-1998 焊接件通用技术条件JB/T5000.9-1998 切削加工件通用技术条件JB/T5000.10-1998 装配通用技术条件:JB/T5000.13-1998 设备的包装按包装通用技术条件GB191—1990 包装储运图示标志GB/T9969.1—1988 工业产品使用说明书所有标准按最新版本执行,技术协议、标准、数据表有冲突时,按有利于买方的最严条款执行。
ZG系列振动给料机

ZG系列振动给料机一、用途及特点ZG系列振动给料机是一种新型、节能通用给料设备。
该机采用新型振动电机做激振源,具有结构简单、紧凑,使用及维修方便,给料连续均匀,料槽磨损小,使用寿命长等优点,常与振动输送机、振动筛、斗式提升机、破碎机等配套使用,用于自动配称、定量包装、自动控制的工艺流程中,是冶金、矿山、煤矿、电力、建材、化工、机械等行业理想的给料设备。
二、工作原理机结构特点ZG系列振动给料机是利用新型振动电机驱动,使筛体沿槽体方向做周期直线往复振动来实现均匀、定量给料。
ZG系列振动给料机由给料槽体、振动电机、减振装置组成。
三、型号说明五、敞开式给料机外形尺寸表型号 L L1 L2 B B1 B2 H (自振源) H (振动电机)H1 H2 ZG-35-90 900 200 900 512 355 350 460 400 150 220 ZG-40-90 900 200 900 550 405 400 460 400 150 280 ZG-45-90 1000 215 900 612 455 450 465 450 200 290 ZG-70-90 1124 262 1000 864 706 700 532 535 230 380 ZG-80-90 1281 351 1200 1008 806 800 550 634 250 400 ZG-90-90 1535 392 1500 1058 906 900 600 650 300 900 ZG-95-901535392 1500 1158 956 950600650 300 900 ZG-140-90 1846 430 1800 1634 1408 1400760400 1160 ZG-160-90 184643018001834160816008325001175六、封闭式给料机技术参数表参数型号t/h双振幅 激振力 参考重量单点动 功率KW振频 HZmmKNkg负荷N㈡亠L 「L1◎自振源型入料粒处理量 度mmB 2E振动电机型号ZG-35-900-6025WHZY-2*2.5-4YZO-2.5-40.25*2252-4 2.5*224035 ZG-40-900-6030WHZY-2*2.5-4YZO-2.5-40.25*2252-4 2.5*225635 ZG-45-900-10050WHZY-2*5-4YZO-5-40.4*2252-45*229545 ZG-70-1000-150100WHZY-2*8-4YZO-8-40.75*2252-48*239455 ZG-80-1200-150200WHZY-2*17-4YZO-17-4 1.5*2252-417*243265 ZG-90-1500-150300WHZY-2*20-4YZO-20-4 2.0*2252-420*265690 ZG-95-1500-150400WHZY-2*20-4YZO-20-4 2.0*2254-620*2694100 ZG-140-1800-150750YZO-30-4 2.5*2254-630*21258200 ZG-160-1800-1501000YZO-50-4 3.7*2254-650*21446200七、封闭式给料机外形尺寸表11型号LL1L2B B1B2源)ZG系列外形安装尺寸图(封闭型配振动电机)ZG-35-90 900 200 730 512 355 350 460 400 150 220 300*200 350*120 ZG-40-90 900 200 755 601 405 400 460 400 150 280 350*200 400*120 ZG-45-90 910 225 675 701 506 500 465 450 200 290 450*200 500*160 ZG-70-90 1000 262 765 913 706 700 532 535 230 380 650*200 700*200 ZG-80-90 1181 351 859 1056 806 800 550 634 250 400 750*200 600*200 ZG-90-90 1456 392 1170 1058 906 900 600 650 300 900 800*400 900*260 ZG-95-90 1456 392 1170 1158 956 950 600 650 300 900 850*400 960*260 ZG-140-90 1676 492 1380 1884 1408 1400 720 760 400 1160 1300*500 1400*350 ZG-160-90 1752 510 1331 2230 1608 1600 815 832 500 1175 1400*500 1700*440。
振动盘基础知识 -直线送料器简介

振动盘基礎知識
----ห้องสมุดไป่ตู้-入門學
讲师:李永刚 日期:2013年10月25日
一、直線送料器簡介
1 . 側拉直振
1.1 特點: 頻率可變,控制器標準裝備 調整體積板彈,中心間隙不許調 整,可取得均勻的振動安裝,定 位簡單適用範圍廣泛,因使用最 大斜槽重量,長支桿適用範圍更 加擴大,驅動振幅小,與送料器 的振動幾乎沒有干涉,送料器組 裝簡單,有各種各樣的組裝條件, 可在各種系列中選擇適應工件的 大小形狀。
一、直線送料器簡介
5 . 直振安裝注意事項
5.1.1 料道要有只够的剛度,否則難以形成共振。 5.1.2 當機器處於懸空支撐時,支撐橫樑必須使用加強筋。 5.1.3 當多台直振機被安裝在同一支撐座上時,形成的干涉會產生噪音, 同時會使工件的傳送發生位置偏移。在這種情況下,應該為每一台直振機 配置單獨的支撐座。 5.1.4 如果料道,支撐或框架缺乏剛度時,會產生以下情況: A. 傳送中的工件會往回走動。 B. 傳送中的工件在上下跳動并堵塞在料道前後。 C. 工件離開料道槽時快時慢不穩定。 D. 傳送中的工件產生有規律的干涉現象。 5.1.5 在安裝料道前必須將防松板卸下。
3.1 特點: 能平穩的輸送一般微小,精 密零件,排除浪費。簡單緊湊的 小型電磁式驅動部件,用直接組 裝的全波驅動方式能有效實現小 容量的一般微小零件的送料,並 且保養簡單,成本低。
一、直線送料器簡介
4. 橡皮墊防振直振
4.1 特點: 全新高頻可變的控制器,板座 彈簧調整及中間間隙不需過多得 調整,安裝簡單,使用方便,特 別是后部平衡位置調整實現了誰 都可以進行的簡單構造,減少了 橫向的振動,與送料器不會發生 干涉,從而能穩定的送料:三種 系列的良好組合式產品的大小, 形狀都可作出相應完善的選擇。
振动给料机的工作原理
振动盘工作原理2009-04-15 09:37振动盘是一种自动定向排序的送料设备。
振动盘的组成:料斗、底盘、控制器、直线送料器振动盘的工作原理:料斗下面有个脉冲电磁铁,可以使料斗垂直方向振动,由于弹簧片的倾斜,使料斗绕其垂直轴做扭摆振动。
料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到出料口。
振动盘是一种自动定向排序的送料设备。
其工作目的是通过振动将无序工件自动有序定向排列整齐、准确地输送到下道工序。
振动盘主要由料斗、底盘、控制器、直线送料器等配套组成。
振动盘的料斗分为筒形料斗、螺旋、线料斗、锥形料斗、等分线料斗五种;底盘有正拉底盘、侧拉底盘、压电式底盘、精密底盘四种;控制器分为普通控制器、分极控制器、调频控制器、带缓启动控制器、数显调频控制器五种;直线送料器可根据客户需求订制各式各样型号直线送料器亦可根据产品要求订制.一. 振动盘的调整步骤与要点(1)确认振动本体位于盘面确实锁固。
(2)将控制器按钮调至中间位置。
(3)将电源打开,查看振动盘输送速度是否达到要求。
(4)若没有达到要求,不断开电源,将锁付弹片之固定螺丝松脱任意一支,查看振动速度变化。
(5)若松脱弹片固定螺丝,振动速度变快,则表示弹片太厚,适度减少弹片数量或弹片厚度后再进行步骤4,再次调试。
(6)若松脱弹片固定螺丝,振动速度变慢,则表示弹片太薄,适度增加弹片数量或厚度后,再进行步骤4,再次调试。
(7)若步骤4的调整,振动速度变化不大时,则表示已完成弹片调整。
(8)电磁铁,要对齐,间隙在1-1.5毫米,间隙要平行。
二. 定购一台合适的振动盘,首先要充分了解您的要求及配合主机使用情况:□ 正式生产中使用的工件样品或图纸。
□ 振动盘的送料方向(顺时针,逆时针)□ 工件在振动盘出口时的状态,出料速度。
□ 振动盘的空间限制及安装位置,供电、供气情况。
□ 外观、涂层等其他要求。
交货周期一般为7-15天,免费为您安装调试,保修三年,常年专人跟踪服务配合振动盘使用,使您永无后顾之忧。
振动给料机参数

振动给料机参数
振动给料机的参数包括以下几个方面:
1. 振幅:振动给料机的振幅是指振动给料机槽体的振幅大小,通常以毫米为单位。
2. 频率:振动给料机的频率是指振动给料机每分钟的振动次数,通常以Hz(赫兹)为单位。
3. 倾角:振动给料机的倾角是指振动给料机槽体的倾斜度,通常以度数为单位。
4. 容量:振动给料机的容量是指单位时间内振动给料机能够处理的物料量,通常以吨/小时为单位。
5. 功率:振动给料机的功率是指振动给料机所需要的马达功率,通常以千瓦(KW)为单位。
以上是振动给料机常见的参数,不同型号和尺寸的振动给料机可能会有一些差异。
在选择振动给料机时,需要根据具体的物料和工艺要求来确定适合的参数。
振动给料机工作原理
振动给料机工作原理
振动给料机是一种常用的物料输送设备,其工作原理是通过振动力使物料在给料槽内运动,实现物料的输送和分配。
具体而言,振动给料机主要由电机、振动器、弹簧支撑装置和给料槽等部分组成。
首先,电机通过减速装置驱动振动器工作,产生激振力。
然后,激振力通过弹簧支撑装置传递给给料槽。
在工作过程中,电机的旋转运动被转变为水平、垂直或倾斜的振动,将振动力传递给给料槽内的物料。
激振力使物料产生连续的跳跃运动,从而实现物料在给料槽中的输送。
物料进入给料槽后,受到振动力的作用,物料在给料槽内以连续且有节奏的方式运动。
此时,给料槽底部设有适当的排料口,通过调整排料口的开口尺寸,可以控制物料的流量和速度。
此外,振动给料机还可以通过调整电机的振动频率和振动幅度来实现对物料输送的调节。
当需要增加物料的输送量时,可以增大振动频率和振动幅度;反之,降低振动频率和振动幅度可以减少物料的输送量。
总之,振动给料机通过利用振动力使物料在给料槽内连续运动,实现物料的输送和分配。
其优势在于输送量大、输送速度快、对物料没有破碎和破坏,并且具有结构简单、维护便捷等特点,广泛应用于矿山、冶金、建筑材料、化工等行业。
震动给料机安装施工方案
震动给料机安装施工方案一、安装前准备施工现场准备:确保安装现场安全、整洁,无障碍物,且满足设备安装所需的空间要求。
工具材料准备:准备齐全安装所需的工具、测量仪器、紧固件、密封材料等。
人员准备:组建专业的安装队伍,确保安装人员熟悉设备安装流程和操作规范。
施工图纸及资料准备:获取并熟悉设备的施工图纸、安装说明书、产品合格证等相关资料。
二、设备检查与调试设备外观检查:检查设备有无损坏、变形、锈蚀等缺陷。
设备内部检查:检查设备内部零部件是否完整,有无松动、脱落等现象。
设备试运行:在厂家指导下进行设备试运行,观察设备运行是否平稳、无异响。
三、基础施工与验收基础施工:按照施工图纸要求进行设备基础施工,确保基础尺寸、位置、水平度等符合设计要求。
基础验收:基础施工完成后,进行基础验收,确保基础质量符合设备安装要求。
四、设备定位与校准设备定位:根据施工图纸,确定设备的安装位置,确保设备与基础位置对应。
设备校准:使用测量仪器对设备进行校准,确保设备安装水平、垂直度符合要求。
五、安装固定与连接设备固定:使用紧固件将设备固定在基础上,确保设备稳固、不晃动。
设备连接:按照施工图纸要求,进行设备之间的管道、电缆等连接工作,确保连接牢固、密封良好。
六、震动系统调试震动系统检查:检查震动给料机的震动系统,确保各部件完好、无故障。
震动系统调试:在厂家指导下进行震动系统的调试工作,确保震动给料机运行平稳、稳定。
七、安全防护设置设备防护:根据设备特点,设置相应的防护装置,如防护罩、防护栏等,确保设备运行安全。
电气安全:按照电气安全规范进行电气线路的连接和防护,确保设备电气安全。
八、质量验收与交付质量验收:设备安装完成后,进行质量验收,确保设备安装质量符合设计要求和相关标准。
交付使用:质量验收合格后,将设备交付使用,同时进行设备使用培训和技术交底。
以上是震动给料机安装施工方案的详细内容,希望对您有所帮助。
在实际施工过程中,请严格按照本方案进行操作,确保设备安装的顺利进行。
振动给料机系列主要技术全参数
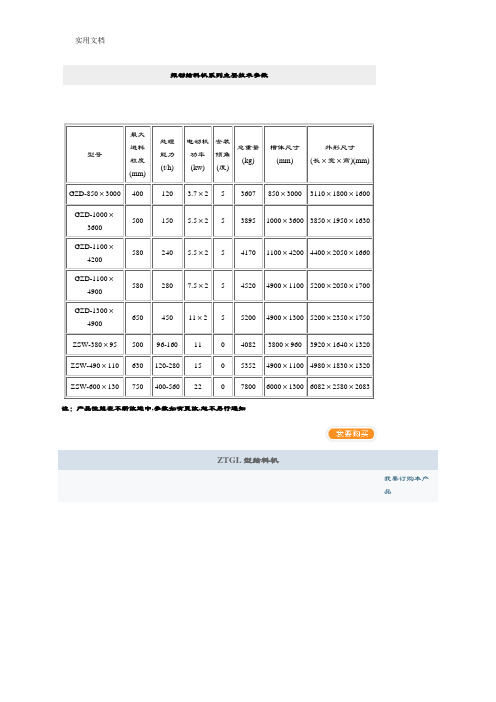
振动给料机系列主要技术参数型号最大进料粒度(mm)处理能力(t/h)电动机功率(kw)安装倾角(度)总重量(kg)槽体尺寸(mm)外形尺寸(长×宽×高)(mm)GZD-850×3000 400 120 3.7×2 5 3607 850×3000 3110×1800×1600GZD-1000×3600500 150 5.5×2 5 3895 1000×3600 3850×1950×1630 GZD-1100×4200580 240 5.5×2 5 4170 1100×4200 4400×2050×1660 GZD-1100×4900580 280 7.5×2 5 4520 4900×1100 5200×2050×1700 GZD-1300×4900650 450 11×2 5 5200 4900×1300 5200×2350×1750 ZSW-380×95 500 96-160 11 0 4082 3800×960 3920×1640×1320ZSW-490×110 630 120-280 15 0 5352 4900×1100 4980×1830×1320ZSW-600×130 750 400-560 22 0 7800 6000×1300 6082×2580×2083注:产品性能在不断改进中,参数如有更改,恕不另行通知ZTGL型给料机我要订购本产品产品概述ZTGL系列电机振动给料机由输送槽体、振动电机、吊杆及电器控制装置等构成。
振动给料机

振动给料机振动给料机又称振动喂料机。
振动给料机在生产流程中,可把块状、颗粒状物料从贮料仓中均匀、定时、连续地给到受料装置中去,在砂石生产线中可为破碎机械连续均匀地喂料,并对物料进行粗筛分,广泛用于冶金、煤矿、选矿、建材、化工、磨料等行业的破碎、筛分联合设备中。
性能特点振动给料机结构简单,、喂料均匀,连续性能好,激振力可调;随时改变和控制流量,操作方便;偏心块为激振源,噪音低,耗电少,调节性能好,无冲料现象;若采用封闭式机身可防止粉尘污染振动平稳、工作可靠、寿命长;可以调节激振力,可随时改变和控制流量,调节方便稳定;振动电机为激振源,噪声低、耗电小、调节性能好,无冲料现象。
振动给料机结构简单,操作方便,不需润化,耗电量小;可以均匀地调节给矿量;因此已得到广泛应用。
一般用于松散物料。
根据设备性能要求,配置设计时应尽量减少物料对槽体的压力,按制造厂要求,仓料的有效排口不得大于槽宽的四分之一,物料的流动速度控制在6-18m/min.对给料量较大的物料,料仓底部排料处应设置足够高度的拦矿板;为不影响给料机的性能,拦矿板不得固定在槽体上。
为使料仓能顺利排出,料仓后壁倾角最好设计为55-65度。
用途振动给料机可把块状、颗粒状物料从料仓中均匀、连续地喂料到受料装置中。
在砂石生产线中可为破碎机连续均匀地喂料避免破碎机受料口的堵塞。
专为破碎筛分中粗破碎机前均匀输送大块物料设计。
振动给料机采用双偏心轴激振器的结构特点,保证设备能承受大块物料下落的冲击,给料能力大。
在生产流程中可以把块状、颗粒状物料从贮料仓中均匀、定时、连续地给到受料装置中去,从而防止受料装置因进料不均而产生死机的现象,延长了设备使用寿命。
给料机可分为钢板结构和篦条结构,钢板结构的给料机多用于砂石料生产线,将物料全部均匀地送入破碎设备;篦条结构的给料机可对物料进行粗筛分,使系统在配制上更经济合理,在破碎筛分中已作为必不可少的设备。
分类振动给料机按其结构和用途可分为三种类型:振动给料机GZD型、振动给料机ZSW型、振动给料机GZZ型。
直线振动给料机设计

直线振动给料机设计[摘要]:本课题是针对输液袋灌装生产线输送设备部分的设计。
随着医药包装材料的不断发展,目前在大输液生产中广泛使用的玻璃输液瓶有逐步被一次性软包装输液袋取代的趋势。
与玻璃瓶相比较,输液袋有着众多玻璃瓶所不能比拟的、顺应医疗改革与发展的优点,如节约资源,减少环境污染,体积小,重量轻,灌装工艺简单,消毒灭菌安全,能避免交叉感染等。
鉴于此,研制先进的软包装输液袋生产线已成为国内的重要课题。
输送设备作为输液袋灌装生产线的重要组成部分,其主要完成灌装线输液袋灌装后瓶子输送工作,整个输送设备主要由溜槽、振动机、圆盘、皮带轮、板弹簧、直线轨道等部分组成。
本设计详细阐述了大输液灌装系统的现状与前景;概述了输送设备设计的基本原则;全面剖析了输送设备的整体的结构、工作原理;具体设计了各主要组件的结构,并对相关要素进行了计算、分析与比较,主要包括溜槽尺寸设计与确定,机器内部结构的设计与确定,振动机选型与板弹簧设计、分析与介绍等;最后对输送设备的整体与主要组件绘制了详细的装配图与零件图。
关键字:输液袋、灌装线输送设备、直线轨道指导老师签名:Student’s Name: RONG WEI Class: 000312 Instructor: ZHU XIAO HUAAbstract:This paper is the design of cap sealing device in the assemble line of the filling of infusing bag. With the development of the material of medical packing, currently, there comes the tendency of the replacement of glass infusing bottle which is widely used in mass infusion production by the one time soft infusion bag. Comparing with glass bottles, this bag follows the development of medical reform,and it has the advantages that the glass ones can not surpass , Such as, saving resources, reducing environment pollution, smaller volume, light weigh ,simple filling process , the safe disinfection avoiding cross-infection. Based on this, the research of the advanced assemble line of filling soft infusion bag has become the important study in our country. Cap sealing device is the main part of the line,and it main work is passing the vases after they are infused. The whole device consists of turning arm,head of perm,rotating mechanism, air mechanism, air cylinder of stretches and pendulum,air cylinder of ellipse piston。
直线振动送料器原理

直线振动送料器原理
直线振动送料器是一种新型的自动给料设备,其主要原理是:在生产线上,用振杆将物料均匀地输送到成品包装线上。
当料斗装满物料后,电机启动,振动器开始振动,料斗内的物料受振动作用而向外推出。
料斗的最大尺寸为800mm×500mm,为了
便于安装和拆卸,可在料斗上加工出两个槽形孔或圆孔。
当物料从进料口进入振动机构时,首先在进料孔中被冲击锤击打,然后进入圆孔内进行加速运动。
在圆孔内的运动过程中,由于圆孔壁与振动器的偏心轴相连,故仍保持不变的直线运动状态。
在振动过程中,料斗中的物料受震动作用而向外推出。
当出料时,振动机构停止振动。
这时料斗中的物料被卸出。
一般情况下,输送速度可达10m/s~30m/s,平均功率为
4kW。
直线振动送料器是根据流体力学、电磁学和振动理论而设计的新型输送设备。
该设备主要由振杆、电机、电机皮带和传动轴组成。
—— 1 —1 —。
直线送料器(直振)不工作原因
直线送料器(直振)不工作原因直线送料器,顾名思义,将物料按照一定顺序直线输送一段距离(该距离视直线型号而定)。
直线送料器生产使用过程中常常碰到,直线送料器不工作,而振动盘正常工作的现象,小编苦苦找寻没有一篇专业而细致的描述直线送料器不工作原因的文章,以下几点可能导致直线送料器不工作的原因供大家参考:1、弹片问题,弹片断裂,曾经提到过振动盘会发生弹片断裂的现象,其实直线送料器经过超负荷,或者长时间高效率的工作也会出现弹片断裂的想象。
2、螺丝松动,直线送料器上的螺丝包括弹片螺丝、电磁铁螺丝、安装固定螺丝、其中不管那个位置的螺丝松动都足以导致直线送料器不工作,这时需要检查各个部位的螺丝是否有松动。
3、螺丝松动导致电磁铁的位移。
直线送料器的工作原理和振动盘相似都是通过电磁铁的振动盘提供动力,如果电磁铁发生位移,导致间隙过大,或者过小,也会导致不工作,间隙的调整没有固定的模式,不要太大,太大会导致电磁铁烧掉,太小会导致弹性不够,或者发出噪声。
大概和振动盘的电磁铁相似0.5MM-1.5之间。
可以边试验边调节。
4、直线送料器两边的围板(有的直线送料器系列可能没有围板)和直线送料器本体有接触。
可以调节围板,让直线送料器和围板流出间隙。
5、直线送料器的安装问题,固定螺丝没有锁紧,或者安装过程中直线送料器和机器有接触或者和振动盘有接触,如果直线送料器和振动盘接触会发生共振导致直线送料器不工作或者逆行。
6、直线送料器轨道的问题。
直线送料器轨道过厚,或者过重,过重是直线送料器的动力没有那么大,所以不工作,过厚是因为高度的问题导致能量损耗,直线送料器不工作。
直线送料器轨道的安装螺丝过长,并且面板的孔位是贯穿孔,螺丝和电磁铁或者衔铁有接触。
7、电路问题,电路航空插头脱落,或者端子脱落,检查电路是否正常。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.前言随着医药包装材料的不断发展,目前在大输液生产中被广泛使用的玻璃瓶装输液,有逐步被一次性软包装输液袋(瓶)取代的趋势。
一次性输液袋严格选用医用无毒PVC输血粒料,经高温塑化在净化条件下热合而成,不会与药物发生反应,使用安全可靠。
与玻璃瓶相比,输液袋最大的优点:节约资源,减少环境污染,体积小,重量轻,灌装工艺简单,消毒灭菌安全,使用时无需进气管,避免交叉感染。
目前常用的大输液玻璃瓶包装存在着高耗能、易破损、运输量大等缺点。
而用软包装替代或部分替代玻璃瓶包装,可以克服上述缺点,输液生产时还可以省去洗瓶工序、降低生产成本。
鉴于输液袋已成为大输液包装的发展趋势,国家经贸委99年将大输液复合膜软包装项目,列为医药工业重点投资开发项目。
目前国内引进塑料输液袋生产线13 条,生产能力约5700万袋/年,全部的生产能力约占全国输液生产总量的5%左右。
随着优质塑料输液容器的开发与推广,逐步减少玻璃输液瓶的产用量,2005年塑料输液袋达到输液容器总产量的43%左右,约7.3亿袋。
先进的软包装输液生产已发展到了制瓶(袋)、灌装、封口在一台机器上完成的水平。
这样既缩短了生产周期,又减少了环境对药品可能造成的污染,另外在医院使用时,又避免了外界空气对药液的污染。
大输液软包装是我国“九五”及今后一段时间输液发展的方向,主要通过技术引进、消化吸收解决软包装器的基材生产技术、容器本身的生产技术及灌封灭菌等技术。
塑料包装输液生产在国际上方兴未艾,代表着生产发展的方向。
塑包输液是70年代在德国首先获得应用,在短短的二十年间,已在西方得到广泛的应用,而且在输液市场上占有率达到 90%,我国近十年也有了迅速应用,占有率已上升到近 15%,并有加速发展的趋势。
近年来,国外的输液生产技术已向高度电子程控化和高度密封化的生产程式发展,其设备达到制袋—印字—灌装—封口—传送等工序均在一台机器中自动完成,加上采用优质一次性输液袋包装,有效的保证了输液的质量。
鉴于此,加快研制步伐,实现国产化对软袋包装输液的发展是十分重要的。
目前,国内已有此类输液生产线和软包装输液袋(无毒PVC或非PVC材料)的生产厂家,并在少数生产企业、医院制剂室应用,其前景是一片美好的。
总之,塑包输液是代表当今世界输液生产技术的水平,是发展方向。
本课题是针对输液袋灌装生产线输送设备部分的设计。
输送设备作为输液袋灌装生产线的重要组成部分,其主要完成灌装线输液袋灌装后瓶口与瓶塞的热封合工作,整个输送设备主要由溜槽、皮带轮、直线轨道、振动机部分组成。
以下对灌装线的现状与前景、灌装线输送设备、各主要组件作详细阐述。
2.直线振动给料机的设计2.1大输液灌装系统的现状与前景输液剂是指由静脉滴注输入体内的大剂量注射液,因此,对产品质量历来都有严格的要求。
而致热原及微粒的存在,不仅对患者有潜在的危险,甚至会危及生命。
其来源除与原辅料(包括水质)、配药工艺、药液净化与输送系统有关外,也与内包材料、灌装工艺、设备的选择有关。
以下就灌装生产线工艺及设备的选择以及装备的现状与发展前景作一概述。
2.1.1玻瓶输液生产的洗灌封联动生产线带有外刻度玻璃瓶是输液的常用容器。
自输液用于临床治疗至今仍在普遍应用。
初始,其生产过程全部都是手工操作,工作效率低,产品质量没有保证,为减少劳动强度,相继出现半机械化的刷瓶机,灌装机和单头简易轧盖机,但仍然是人工遂瓶操作。
国内直到六十年代初出现第一台工厂的革新产品棗滚筒式洗瓶机、转盘式漏斗灌装机,为提高工作效率又用带支撑板的凡布皮带式传送带将其串联,这就是生产联动线的雏型。
80年初,上海医药设计院与重庆药机厂联合设计制造国内的第一条玻瓶大输液生产联动线,实现了机械化,自动化,联动化,降低了人为污染的几率。
尽管在当时的条件仍有许多不足,无疑,这是输液生产的一大进步。
经十几年来的不断改进,不仅完成了落膜、落塞、翻塞设备的配套,而且洗瓶、灌装推出多种型号、规格的设备。
我国玻瓶输液生产近十年来不仅在单机结构、加工精度、材料优化、自控程度、整机性能上有可喜的进步,而且在实现洗、灌、封系统控制,连续作业,采用先进的光电控制以及 PC机控制系统而达到机电一体化。
这不但大大降低劳动强度,提高劳动生产率,减少岗位操作人员,有效地防止人为污染。
98' CWP附录中重申凡与药液接触的设备材料必须是不与药液起反应,其表面必须光洁、无死角、便于清洗与消毒。
这一指导思想也在灌装机,洗瓶机的零部件得到较充分的体现。
这说明GMP已在与药品生产有关的相关行业得到重视,尤其在我国仍有占85%以上的输液产品、产量以玻璃瓶为灌装容器的情况下,而且这种生产方法还得持续相当长一段时期,这对防止微生物和微粒污染确保人民的用药安全,其意义不可低估,人们期待药机行业能再接再厉,进一步改进与完善,推出国际上一流的产品。
2.1.2 塑料包装输液生产在国际上方兴未艾,代表着生产发展的方向随着医药包装材料的不断发展,目前在大输液生产中被广泛使用的玻璃瓶装输液,有逐步被一次性软包装输液袋(瓶)取代的趋势。
一次性软包装输液袋由无毒聚氯乙烯(PVC)原料,经高温(180~190℃)塑化,在洁净条件下,热合而成的真空袋体,无污染、无残留物,为输液的灌装提供了洁净可靠的包装容器,从而在很大程度上能减少输液包装内源性和外源性的污染,保证了输液的内在质量。
塑包输液是 70年代在德国首先获得应用,在短短的二十年间,已在西方得到广泛的应用,而且在输液市场上占有率达到 90%,我国近十年也有了迅速应用,目前,国内已有约26家工厂引进了各类塑料软包装输液生产线,其中软袋输液生产线13条,塑料生产线13条。
分布在北京、天津、上海、山东、广东、湖北等省市。
全部的生产能力约占全国输液生产总量的5%左右,预计到2003年底,占有率将上升到近 15%,并有加速发展的趋势,因投资大,生产成本高所以应用范围有限,但对高附加值品种及进军国际市场的产品是必要的。
随着优质塑料输液容器的开发与推广,逐步减少玻璃输液瓶的产用量,2005年塑料输液袋达到输液容器总产量的43%左右,约7.3亿袋。
2.1.2.1 塑包与玻瓶输液的简要比较由于塑料包装容器,尤其是非PVC软装,半硬瓶容器已具备GMP对灌装药液的要求,同时又具有重量轻、耐冲击、用时无需回气避免污染药液等玻瓶难以具备的优点,此外,还有制瓶原料体积小、运量少,无需空瓶库的优点,例如 3万个500ml玻瓶,体积90M3而同等数量塑瓶的粒料仅1.5M3,其体积比为60:1,又如产量3000瓶/时的500ml玻瓶生产线为1.8×27M,占地约48M2,而能力相同的三合一塑包机占地约4M2,其比例为12:1,所需人员前者约12人,后者为2人。
人员减少意味着微粒、微生物污染比率的降低,产品质量的提高。
三合一塑包机实现制瓶、灌装、封口均在百级层流保护下进行自动化生产,外环境洁净度可以是10万级,而玻瓶生产线则百级区大约13M2,万级区近100M2,10万级区,也近20M2。
由此可见,所节省的空调净化动力费用也就不言而喻了。
静脉输液应用于疾病治疗以来,其容器经历了三代的变化:第一代全开放式输液容器为广口玻璃瓶。
广口玻璃瓶使用时需打开瓶盖倾注液体,故液体大量暴露与空气中,气载微生物及微粒可严重污染液体。
第二代半开放式输液容器为玻璃瓶(或塑料瓶)。
尽管玻璃瓶是密封的,但在使用过程中仍需插入空气针,建立空气通路,使得输液能够顺利滴注,因此空气中的微生物及微粒仍可通过空气针进入输液,对人体构成威胁。
第三代封闭输液容器为全封闭塑料软袋。
目前,塑包容器分:硬瓶、半硬瓶及软袋三种,我国早期引进的塑瓶生产线大多属硬瓶,材质有聚氯乙烯、聚乙烯、聚丙烯,现在,已有些企业向半硬瓶过渡。
软袋则多数为聚氯乙烯(PVC)。
与玻璃瓶相比,输液袋最大的优点:节约资源,减少环境污染,体积小,重量轻,灌装工艺简单,消毒灭菌安全,使用时无需进气管,避免交叉感染。
目前常用的大输液玻璃瓶包装存在着高耗能、易破损、运输量大等缺点。
而用软包装替代或部分替代玻璃瓶包装,可以克服上述缺点,输液生产时还可以省去洗瓶工序、降低生产成本。
近几年来,有些新建输液塑包企业,则采用聚乙烯、聚丙烯袋,多层共挤膜袋也在推广应用,从制膜袋灌装、封口的完整生产线的企业为数不多,更多的是买国外的膜或袋而引进灌装机或国产的塑袋灌装机(上海伟海、重庆均有生产)再热封口。
由于受资金和国产材料的限制,我国的塑包输液生产线起步较晚,但发展速度正在加快。
目前,有些企业相继引进国外生产线,虽然价格昂贵、但科技含量高,主要零部件材料优质(尤其是模具材料)较高,加工精度严格和自动化程度高,总之,一句话:技术先进。
引进的目的是消化、吸收,为我所用,为的是花了学费,学了知识,来提高我们的装备水平。
我国非药用的普通塑瓶,塑袋生产线五花八门,唯独输液的专用容器较长时间来一直无人问津,尽管利润丰厚,却无国产设备问世。
先进的软包装输液生产已发展到了制瓶(袋)、灌装、封口在一台机器上完成的水平。
这样既缩短了生产周期,又减少了环境对药品可能造成的污染,另外在医院使用时,又避免了外界空气对药液的污染。
大输液软包装是我国“九五”及今后一段时间输液发展的方向,主要通过技术引进、消化吸收解决软包装容器的基材生产技术、容器本身的生产技术及灌封灭菌等技术。
2.1.2.2 大输液软包装技术与药用丁基胶塞生产技术(1)大输液软包装技术。
指用高分子材料或高分子复合材料制成输液容器的大输液生产技术。
目前常用的大输液玻璃瓶包装存在着高耗能、易破损、运输量大等缺点。
而用软包装替代或部分替代玻璃瓶包装,可以克服上述缺点,输液生产时还可以省去洗瓶工序、降低生产成本。
先进的软包装输液生产已发展到了制瓶(袋)、灌装、封口在一台机器上完成的水平。
这样既缩短了生产周期,又减少了环境对药品可能造成的污染,另外在医院使用时,又避免了外界空气对药液的污染。
大输液软包装是我国“九五”及今后一段时间输液发展的方向,主要通过技术引进、消化吸收解决软包装容器的基材生产技术、容器本身的生产技术及灌封灭菌等技术。
(2)药用丁基胶塞生产技术。
丁基胶塞是以丁基橡胶为主要原料的药用橡胶塞。
与我国目前使用的天然橡胶相比,具有气密性与稳定性好等优点。
在发达国家已全部使用丁基胶塞。
为保证用药安全,国家医药局已用行政命令停止了部分产品使用药用天然胶塞,我国在“七五”、“八五”相继引进了药用丁基胶塞的生产技术,但是在国产化与产业化方面还存在不少问题。
一是丁基胶合成技术,目前我国使用的丁基胶全部进口;二是丁基胶塞的生产工序控制、模具及真空硫化机的研制开发;三是丁基胶塞与各种药物配伍稳定的配方研制;四是丁基胶塞生产专用的清洗、硅化设备的研究开发。