GK31030系列中厚料三针绷缝机中
GK9手提缝包机、封包机系列说明书
GK9手提缝包机/封包机系列说明书(一)使用范围和性能GK9型手提缝包机用于编织袋,蛇皮袋,麻袋,牛皮袋~等封包工作。
具有线迹美观,封包牢固,拆包方便等优点。
(二)主要技术参数1、主轴转速(负荷下)................800转/分。
2、可缝最大厚度.....................六毫米。
3、针迹距离......................5.5-8毫米。
4、机针型号......................GK9 25-26。
5、使用缝线规格.............21S/12-18股棉线或棉纶线。
6、外型号尺寸(长*宽*高)............14*20.5*28±1CM。
7、机器重量........毛重3.8KG左右,连包装4.5公斤左右。
8、电机规格:额定电压220伏,输出功率80瓦额定转速(负荷下)9000转/分。
(三)使用和调整方法将手轮顺时针方向转动,使机针升至最高位置时用8*10毫米双手板手拧松针夹螺母,即可拔出机针,在换上新的机针时必须注意针的方向:其槽向外,缺口向内,并且要待机针插入针杆的机针孔顶总后再拧紧针夹螺母。
(四)穿线步骤1、拉出线架上筒内的线头,穿过机北上的过线夹孔和乙孔,绕过压线板,再进入过线内孔穿过针杆尾部小孔后,沿面板朝下,从针的线槽正面穿入机针的针孔,拉出9-10厘米长的线头,即可缝制。
2、GK9系列机规定使用21s/12-8股棉线或棉纶线等纤维纺,缝线需要绕在成锥形锭子上。
放入护筒后用线钉帽固定,但不论用何种纤维纺成的线,都要符合下列要求才可以保证应有的缝纫性能。
希望使用者在选择线的时候多加注意。
3、缝线应该连续一致,粗细均匀,没有结疤和线结。
4、柔软而表面光滑,没有毛丝,并要有一定的韧性和拉力。
5、捻度均匀不能有较大的绞力存在。
试验方法,剪取缝线一米,抓住两端围在一大圈了,此时扭转成的绞圈,不应该超过6个。
(五)缝线的压力的调整缝线的压力大小是影响线迹松紧的主要因素。
工业缝纫机常见故障处理方法
具体操作方法:
找到右图所示的钩针锁紧螺 丝,用内六角扳手松开,然 后用手顺时针转动皮带轮, 使直针与钩针相交。此时钩 针已经松动,用手将钩针使 劲与直针相靠,直至不能再 靠近为止。
然后再转动皮带轮,使直针 与钩针反复相交2至3次。这 样做的目的是让二者在反复 相交的过程中,自动调节二 者之间的距离。
缝线过紧
缝线过紧与缝线过松对比
二、断线
笔者在这里先分享一个缝纫机断线的案例: 厂里的一台缝纫机老是断线,笔者先后检查了缝线 的松紧、压脚的松紧以及送料齿的磨损情况,均没 有发现异常。 在检查直针和钩针时,发现二者都有被碰撞的痕迹, 于是笔者断定:断线的原因就是直针与钩针相碰。 果不其然,在适当调整了二者之间的距离后,断线 症状就消失了。
以上就是笔者工作当中的一些维修经验, 在此分享给大家,如有不足之处请指正。
谢谢!
三:跳针
上面两个图为缝纫机跳针的症状
日常维修中,常见的跳针原因有以下几点: 1、直针运动到最深处时,深度不够,使钩 针勾不到线。 2、直针弯曲。 3、钩针 尖头 磨损。 4、钩针线太松。 5、直针线松。 6、直针与钩针相交时的距离太大。 7、钩针 挑线动片 位置过低,过早释放底线。
四、其他
1、针杆深度的调节
相
碰
痕
相
迹
碰
痕
迹
那么如何调整直针与钩针之间的距离呢? 用手顺时针转动缝纫机皮带轮,使钩针与直针 相交,观察相交时二者的距离。 该距离如果太近,直针与钩针会相碰,容易将 缝线碰断。 该距离如果稍微大一点,缝纫机容易跳针。 距离标准: 相交时,二者之间的距离要比二者之间的缝线 厚度稍大一点点。该距离要保证直针与钩针相 交时不把缝线给碰断。
最后锁紧螺丝,将钩针位置 固定死。
众泰表330是常见的缝纫机械的种类与用途
众泰表3 30是常见的缝纫机械的种类与用途缝纫机缝纫机是用一根或多根缝纫线,在缝料上形成一种或多种线迹,使一层或多层缝料交织或缝合起来的机器。
缝纫机能缝制棉、麻、丝、毛、人造纤维等织物和皮革、塑料、纸张等制品,铜锋众泰,缝出的线迹整齐美观、平整牢固,缝纫速度快、使用简便。
发展历程世界缝纫机发展介绍18世纪中叶工业革命后,纺织工业的大生产促进了缝纫机的发明和发展。
1790年,英国木工托马斯?赛特发首先发明了世界上第一台先打洞、后穿线、缝制皮鞋用的单线链式线迹手摇缝纫机。
1841年,法国裁缝B?蒂莫尼耶发明和制造了机针带钩子的链式线迹缝纫机。
1851年,美国机械工人I.M.胜家发明了锁式线迹缝纫机,并成立了胜家公司。
这一时期的缝纫机基本上是手摇式的。
1859年,胜家公司发明了脚踏式缝纫机。
从托马斯和爱迪生发明了电动机后,1889年,胜家公司又发明了电动机驱动缝纫机。
从此开创了缝纫机工业的新纪元。
1940年,瑞士爱尔娜公司发明了采用筒式底版铝合金铸机壳、内装电动机的便携式家用缝纫机。
1950年以后,进一步发展了家用多功能缝纫机。
建立于1851年的胜家公司是美国最早开始生产缝纫机的公司,当时,缝纫机的产量仅次于时钟。
1870年,美国生产缝纫机的公司有69家,1871年,美国缝纫机年产量为70万台。
到1891年,胜家公司已累计生产1000万台缝纫机。
可以说,在较长时间内,胜家公司基本上垄断了世界缝纫机的生产。
二次世界打战以后,原西德、意大利以及日本缝纫机工业发展很快,欧洲各国除仍然生产高档传统家用缝纫机的公司以外,大多企业开始生产工业用缝纫机。
在此时期,日本缝纫机企业在政府的资助下,开始生产廉价的缝纫机,并销往美国及世界各地。
70年代初期,工业先进国家的家用缝纫机市场已趋饱和,日本企业,在劳动力成本不断提高的情况下,也不得不转向生产工业用缝纫机,而韩国特别是抓住了台湾的机会,使得缝纫机工业崛起,生产中、低档缝纫机并投入国际市场。
上 海 标 准 海 菱 缝 制 机 械 有 限 公 司 直驱自动剪线针杆离合针送料平缝机使用说明书

GC20528-MDZA/-BDZAInstruction Manual使用说明书上 海 标 准 海 菱 缝 制 机 械 有 限 公 司直驱自动剪线针杆离合针送料平缝机TWIN NEEDLE SPLIT NEEDLE BAR LOCK STITCHER1.操作前注意事项1)安全注意事项(1)当电源开关开后,手指离开机针以及主动轮区域。
(2)当机器停止使用或操作者离开座位时,请先将电源关闭。
(3)当倾斜机头,装拆皮带以及调整或移动机器时,请先将电源关闭。
(4)在缝纫机运转时,避免将手指、头发、杆状物等靠近主动轮及皮带或马达,否则将会受伤。
(5)机器开动状态下,请勿将手指插入挑线杆防护罩,勿将手指置于机针或主动轮处。
(6)如果安装了皮带罩、压脚防护罩或护眼罩,在没有安装这些安全设施前请勿操作机器。
2)操作须知(1)如果油槽内没有加满油,请勿操作机器。
(2)如果机器是滴油润滑,操作前请充分润滑。
(3)当缝纫机首次运转时,请验证主动轮的旋向。
(从主动轮方向看过去,主动轮旋向为逆时针方向)(4)请核对电压(单相或三相与铭牌上的数据是否相符)。
3)操作条件(1)避免在非正常高温(35℃或更高)或低温(5℃或更低)状态下使用机器,否则会造成机器损坏。
(2)避免在灰尘环境下使用机器。
2.技术规格型号 GC20528-MDZA GC20528-BDZA 最高缝速 4000r.p.m 3000r.p.m用途 薄料 中厚料最大针距 0-5mm 0-7mm压脚提升高度 手动 8mm 气动 16mm机针 DP×5 14# DP×5 21# 润滑方式 自动润滑电机 750W 伺服电机针间距 6.4标准3.注油(1)加油Ⅰ往油盘中加油到油位线。
在使用中定期检查油位,如果油量在油位线以下,请补加到与油位线平齐。
请使用白色缝纫机油(2)加油Ⅱ新的缝纫机或长期不使用的缝纫机, 在使用前要在箭头所指位置适量加油。
绷缝机发生跳针时的调整方法
绷缝机发生跳针时的调整方法发生跳针时的调整方法1:在缝制厚料或较厚的叠缝,因机针在穿下缝料时产生弯曲偏斜机时引起的跳针一:选用规格较大一点的针二:请确认:当弯针从左极限位置向右返回支左侧机针相遇时,左侧机针的针头应正好在弯针头部背上的斜面上距后侧面很近,刚好与弯针头部相碰三:调正前护针的高度当弯针从右向左穿支各机针背后,弯针尖端来到左侧机针的中心线时,前护针的定位线应钱在高于左侧机针针尖2MM的位置上,此时前护针与左侧机针和间隙为0MM。
一:因机针线的供线量不足机时引起的跳针1:将针线过线板的位置调低一些2:将针线的挑线量大一些3:调节针杆挑线调节杆的高度位置,当机针下降到最低点时,针杆挑线杆的表面应比针杆挑线杆的穿线孔中心略高一些,标准调节杆和上面表机针杆调线杆的穿线孔中心处于相同高度。
4:使用小压线线板一:缝制薄料时,因机针线的供结量过多针线发生的扭转缠绕机而出现的跳针1:将针线挑线杆,挑线量调小点2:将针线过线板的位置制调到标准高度3:将针杆挑线调节杆的高度调到标准位置4:不使用小压线板5:变动一下护针的位置,高于左侧机针会尖2MM左右。
一、缝薄料时。
因弯针线的供线量过多,当弯针从左极限位置向右返回时机针勾不住弯针机时跳针:1:弯针从左极限位置向右返回到与左侧机针相遇时,左侧机针的针尖应正好在弯针头部背的斜面上与弯针头部背接触2:弯针挑结凸轮的位置是否根据所用的弯针线品种不同而作相应的调整,当糨针从载向右退回与左侧机针相遇弯针与机针的相互位置应处于风旯弯针线从凸轮的最高外脱落,用棉线时机针尖下降到弯头部底处3:检查一下弯针挑线凸轮过线板是否处在符合使用条件的状态一、缝薄料时,由于机针线被针板的小舌缠绕,弯针线的收结状况不好机时发生的跳针1:当弯针从左极限位置向右返回支与左侧机针相遇时左侧机针的针尖该正好要弯针头部背的斜面上。
针与弯针接触2:针板的正反2面和所有的角部是否有伏尔伤痕和裂纹。
抛光,磨光的多方质量是否良好3:检查送料牙的安装高度,当送料牙上升到最高点时,其齿顶应高出针面,前后送料牙的齿顶的连线应该与针板面平行。
缝纫机术语 第4部分:功能部件术语-最新国标

缝纫机术语第4部分:功能部件术语1范围本文件界定了缝制设备功能部件的术语和定义。
本文件适用于缝制设备功能部件的制造、科研、教学、贸易。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T30420.1—××××缝纫机术语第1部分:通用术语GB/T30420.2—2019缝纫机术语第2部分:刺绣机术语GB/T30420.3—2023缝纫机术语第3部分:铺布裁剪设备术语3术语和定义3.1基础、通用零部件3.1.1缝针sewing needle机针缝纫中带引缝线穿过缝料的针。
[来源:GB/T30420.1-XXXX,3.1.3]3.1.2弯针looper缝纫中带引缝线穿过线环的弯形零(构)件。
[来源:GB/T30420.1-XXXX,3.1.4]3.1.3压脚presser foot压紧机构中,压住缝料的零件。
3.1.4过线环wire loop针镏引导缝线的零件。
3.1.5针夹needle clamp与针杆联接,用于固定机针的零件。
3.1.6针杆needle bar固定机针或针夹的零件。
3.1.7旋梭rotary hook通过旋转方式带引梭线穿过针线线环,形成锁式线迹的组件。
3.1.8摆梭shuttle通过摆动方式带引梭线穿过针线线环,形成锁式线迹的零件。
3.1.9梭芯bobbin卷绕梭线的部件。
3.1.10梭芯套bobbin case安装在旋梭或摆梭内,用于放置梭芯并引导梭芯线的部件。
3.1.11送布牙feed dog具有齿形的用于带动缝料移动的零件。
送料机构中,带有齿形状的用于输送缝料的零件。
3.1.12挑线杆take-up lever挑线机构中,输送、收紧针线的主要零件。
3.1.13挑线簧thread picking spring实现针线缓冲、调整针线张力或提供断线信号的零件。
GK31030双针三线平缝机缝上下坡出现跳针的解决方法
GK31030双针三线平缝机缝上下坡出现跳针的解决方法
GK31030双针三线平缝机缝上下坡出现跳针的解决方法
而在缝制作业的过程中,缝纫工通常在缝“上下坡的地方”经常遭遇由于缝料的厚薄不同,而造成的严重跳针故障,这对于老式的双针三线平缝机更是家常便饭。
以标准GK31030双针三线平缝机为例,为读者浅析双针三线平缝机在缝上下坡处出现跳针的故障处理。
对于双针三线平缝机而言,缝上下坡的'地方则经常容易出现跳针。
GK31030双针三线平缝机
上下坡的地方容易出现跳针,这是由于所缝的缝料厚薄不同造成的。
出现这种情况,笔者建议应该视跳针发生的轻重程度不同而采取不同的对策。
跳针程度轻的通过降低缝纫速度解决,而程度重的要换大号机针,结合跳针发生在哪根机针,而采取提前或推迟弯针钩线时间、针杆降低或是提升等措施来解决。
另外,我们首先要调整钩针与机针之间的间隙,尽量使钩针贴近机针,但不能碰到机针。
其次,再调整钩针与直针在回走与钩线时的间隙,也就是使来回的两针间隙基本一致,不能一边大一边小。
最后,在调试时还要综合运用调节缝线张力、有意改变机针安装方向等措施,来取得最佳调整效果。
【GK31030双针三线平缝机缝上下坡出现跳针的解决方法】。
解决三线包缝机跳针问题【北京凌宇缝纫机】

解决三线包缝机跳针问题三线包缝机跳针是指当下弯针穿针纫套,钩尖穿不住机针的线环所造成大的现象。
三线包缝机通过与两个弯针的勾线动作,形成线环,跳针现象可能是以下原因引起的:包缝机长期无保养使用,机针磨短变弯,机针型号小,下弯针变形,钩尖磨秃、磨损,上下线过紧或过松,机针与弯针的交叉配合量位置不当,机针下扎时,弯针上的护针挡托不住机针等。
如果在机针与左弯针交会时,机针与左弯针的间隙太大,左弯针就不能勾进机针线环。
使用化纤线尤其要注意这点,即使一个微小的间隙也会引起跳针。
解决方法:(1)机针磨短变弯,机针型号小,下弯针变形现象发生,则必须换针。
(2)钩针磨秃、磨损、用细纱布轮抽磨或换新针。
(3)上下线过紧或过松,手动调节。
(4)解决机针与弯针的交叉配合量位置不当,调节三根针的正确位置组成完成:①机针与下弯针纫套时机是当机针向上走时,下弯针从机针后面穿机针线套;②机针继续向上走,下弯针继续向右走,完成下弯针与机针线套的交叉配合,上弯针开始从下弯针后面穿下弯针线套;③机针下扎,从上弯针后面穿入上弯针线套。
由于各厂机器型号不同,维修调整时,一定要参照具体数值。
(5)护针挡分前后护针挡两种。
前护针挡在机针前侧,位于机体上,后护针挡在下弯针后侧,位于钩座上。
当机针下扎,下弯针的尖端在穿过机针后侧时,护住机针,使机针不能颤动,向后偏移,使机针下扎的位置稳定,在高速运转情况下,保证下弯针穿套稳定,使下弯针在纫线套时不会撞到机针上,减少下弯针钩尖磨损度。
前护针挡与机针间隙很小,当机针扎下到最低点时,正好与前护针挡相遇,前护针挡正好压在机针上面,机针线被前护针挡挡在针的线槽内,当机针上提回升时,正好使针槽后面的缝线形成一个很好的线套,保证下弯针钩尖穿线顺利通过,使缝制勾线不会跳针。
调整下弯针的方法是转动手轮,使机针下扎到最低点,松开下弯针座上的后护针挡固定螺丝,移动后护针挡与机针的间隙,间隙量为0~0.05mm,拧紧固定螺丝。
富山牌工业缝纫机操作说明书
II
安全说明
注意
缝纫
本缝纫机仅限于接受过安全操作培训的人员 使用。
本缝纫机不能用于除缝纫外的任何其他用途。
使用缝纫机时必须戴上保护眼睛。 如果不戴保护眼镜,断针时就会有危险,机 针的折断部分可能会弹入眼睛并造成伤害。
发生下列情况时,请切断电源。 否则误踩下踏脚板时,缝纫机动作会导致受伤。
为了安全起见,在使用缝纫机之前,请安装保护 装置。如果未安装这些装置就使用缝纫机,会造 成人身伤害及缝纫机损坏。
使用润滑油和黄油时,务必戴好保护眼镜和保护 手套等,以防润滑油落入眼中或沾在皮肤上,引 起发炎。 另外,润滑油或黄油不能饮用,否则会引起呕吐 和腹泻。 将油放在小孩拿不到的地方。
请使用本公司指定更换的零部件。
保养和检查
只有经过训练的技术人员才能进行缝纫机的 维修,保养和检查。
缝纫机头倒下或竖起时,请用双手进行操作。单 手操作时因缝纫机的重量万一滑落易导致受伤。
IX
INSTRUCTION MANUAL
CONTENTS
PART BOOK
S OF MAJOR PARTS………………… 1
2.MACHINE SPECIFICATIONS……………… 2
3.INSTALLATION……………………………… 3
3-1.Table processing diagram……………………… 4 3-2.Installation…………………………………… 4 3-3.Lubrication………………………………… 7 3-4.connecting the cords…………………………… 8
取下的安全保护装置,再次安装时,请务必安装 在原位上,并检查能否正常的发挥作用。
由顾客擅自改造机器而导致的任何问题本公司不 负一切责任。
绷缝机发生跳针时的调整方法

绷缝机发生跳针时的调整方法
1.检查绷缝机的针和其他部件之间的摩擦情况。
首先,确保针是正确
安装并正确定位的。
如果针不正确安装或定位不准确,它可能会与其他部
件摩擦,导致跳针问题。
可以试着重新安装针,确保它在正确的位置上,
并能够顺畅地移动。
2.检查绷缝机的针眼大小。
如果针眼太小,针就会难以通过,从而导
致跳针。
可以尝试更换合适大小的针眼,并确保针能够自由通过。
3.调整绷缝机的缝纫速度。
如果缝纫速度过快,针可能会无法及时刺
入织物中,从而导致跳针。
可以将缝纫速度调整为较慢的节奏,以减少这
种情况的发生。
4.检查绷缝机的张力调整是否合适。
过紧或过松的张力都可能导致跳
针问题。
可以逐渐调整绷缝机的张力调整器,直到找到一个适合的张力,
使针能够顺畅地工作。
5.清洁和润滑绷缝机。
积尘和缺乏润滑可能会导致绷缝机部件之间摩
擦不畅,从而引起跳针。
定期清洁绷缝机,并在需要时进行润滑,以确保
其正常运行。
6.检查织物类型和厚度。
一些织物类型或厚度较大的织物可能需要更
加适合的针和线,以减少跳针问题。
可以尝试使用适合特定织物的针和线,看看是否能够解决这个问题。
绷缝机常用调试技巧
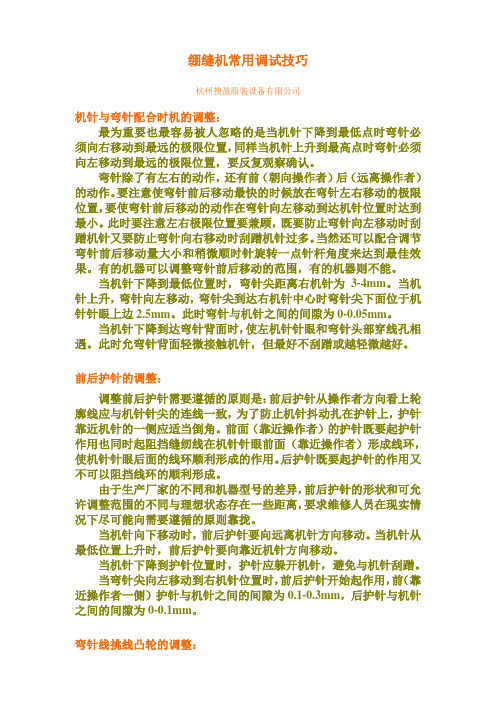
绷缝机常用调试技巧杭州搜盈服装设备有限公司机针与弯针配合时机的调整:最为重要也最容易被人忽略的是当机针下降到最低点时弯针必须向右移动到最远的极限位置,同样当机针上升到最高点时弯针必须向左移动到最远的极限位置,要反复观察确认。
弯针除了有左右的动作,还有前(朝向操作者)后(远离操作者)的动作。
要注意使弯针前后移动最快的时候放在弯针左右移动的极限位置,要使弯针前后移动的动作在弯针向左移动到达机针位置时达到最小。
此时要注意左右极限位置要兼顾,既要防止弯针向左移动时刮蹭机针又要防止弯针向右移动时刮蹭机针过多。
当然还可以配合调节弯针前后移动量大小和稍微顺时针旋转一点针杆角度来达到最佳效果。
有的机器可以调整弯针前后移动的范围,有的机器则不能。
当机针下降到最低位置时,弯针尖距离右机针为3-4mm。
当机针上升,弯针向左移动,弯针尖到达右机针中心时弯针尖下面位于机针针眼上边2.5mm。
此时弯针与机针之间的间隙为0-0.05mm。
当机针下降到达弯针背面时,使左机针针眼和弯针头部穿线孔相遇。
此时允弯针背面轻微接触机针,但最好不刮蹭或越轻微越好。
前后护针的调整:调整前后护针需要遵循的原则是:前后护针从操作者方向看上轮廓线应与机针针尖的连线一致,为了防止机针抖动扎在护针上,护针靠近机针的一侧应适当倒角。
前面(靠近操作者)的护针既要起护针作用也同时起阻挡缝纫线在机针针眼前面(靠近操作者)形成线环,使机针针眼后面的线环顺利形成的作用。
后护针既要起护针的作用又不可以阻挡线环的顺利形成。
由于生产厂家的不同和机器型号的差异,前后护针的形状和可允许调整范围的不同与理想状态存在一些距离,要求维修人员在现实情况下尽可能向需要遵循的原则靠拢。
当机针向下移动时,前后护针要向远离机针方向移动。
当机针从最低位置上升时,前后护针要向靠近机针方向移动。
当机针下降到护针位置时,护针应躲开机针,避免与机针刮蹭。
当弯针尖向左移动到右机针位置时,前后护针开始起作用,前(靠近操作者一侧)护针与机针之间的间隙为0.1-0.3mm,后护针与机针之间的间隙为0-0.1mm。
银箭C007型三针五线绷缝机的跳针

银箭C007型三针五线绷缝机的跳针在维修过程中,会碰到各种原因引起的冷跳针,做一件或几件服装突然跳动一针或几针,就是加润滑油也没用。
下面是我在工作中积累的一点维修经验,与同行共同探讨。
(1)用银箭C007型三针五线绷缝机加工级厚的针织面料,在做到肩缝部位倒缝时,总有几针覆线没勾到,是左长针没勾住,其它2根针都能勾住。
首先检查左长针同下弯针的关系,发现并不是左长针同下弯针跳针引起的,而是上钩针同左长针的配合不好引起的。
经过仔细观察,发现倒缝时,有时左长针并没有插入上钩针的线圈中,把上钩针同压脚之间的距离调整到最低,效果还是不佳,仍会出现没勾住线圈的情况。
最后只有将针杆上移到极限,可下弯针同直针之间跳针了。
将针杆上移,直针的线泡抛不出来了,而下弯针又向左移,缩短了直针同下弯针之间的距离。
没有其它的办法,只有从机器本身上调整。
我将前护针比标准的尺寸向后提高许多,目测同下弯针的距离大约2mm左右,同三根直针之间的间隙为-0.1mm左右。
把直针上的线泡尽量抛大,使下弯针穿过线泡,直针同护针间隙为负值,并有意让下弯针向后移,使直针插入下弯针背面的间隙紧点,也是为了防止跳针。
经过这样处理后,情况就好多了,没有出现左长针没插入上钩针线圈的情况了。
(2)加工极薄的全棉面料,绷下摆时,会出现冷跳针。
如果压脚压力过大,会造成面料上有压痕或损坏面料,且面料容易有针眼,所以,只能将针杆上移,缩短针的行程以达到减少面料上的针眼,下弯针也相对向左移,这样的情况就容易引起跳针。
如果将下弯针向左移至极限,同右直针的距离约为-0.01~0mm,前护针同直针长槽面几乎无间隙,尽量让线泡抛出来,让下弯针穿过时有足够的线泡,下弯针线的挑线凸轮比标准的稍微迟一点,这样就不会发生冷跳针现象了。
(3)用银箭C007型二针四线绷缝机加工针织服装时,针距是3mm,由于二针四线要考虑二根直针分别插入上钩针的上下线圈中(上钩针勾住线是上、下各有一根线),很容易引起二根直针同时插入上勾线的一根线中,就不能形成正常的线迹了。
胜家 SE300 SE340绣花缝纫机 使用说明书

使用说明书SE300SE340绣花缝纫机本家用绣花缝纫一体机设计按照IEC/EN 60335-2-28和UL1594标准。
重要的安全说明使用电器时,务必遵循基本的安全预防措施,包括以下内容:使用机器前请详细阅读使用说明书。
将使用说明书放在机器的附近可随时取阅。
如果把机器交给别人请随附使用说明书。
前言感谢您购买本绣花缝纫一体机。
本机适用于家庭使用,将为您提供从薄料到厚料的缝纫和出色的绣花图案和文字。
在使用机器前,请务必仔细阅读本手册的每一页,正确操作使用,以获得最佳的缝纫和绣花性能。
为了确保始终向用户提供最现代的缝纫和绣花功能,制造商保留必要时更改此机的外观、设计或配置的权利,恕不另行通知。
仅限于欧洲地区:本机可以给8岁以上儿童、肢体感官不佳或缺乏经验与常识的人使用,但必须有监护人监督指导或遵循使用说明书操作,并了解所涉及的风险。
儿童不能单独玩弄家电,清洁和使用维护不能由无监督的儿童操作。
在正常工作条件下的机器噪声小于70分贝。
本机只能使用CHIEN HUNG 台湾公司生产的C-9001脚踏控制器。
对于欧洲以外地区:本机不适合肢体感官不佳或缺乏经验与常识的人使用(包括儿童);除非有监护人指导或遵循使用说明书操作,并负责其安全。
儿童应该被照应好,以确保他们不随意玩机器。
在正常工作条件下的机器噪声小于70分贝。
本机只能使用CHIEN HUNG 台湾公司生产的C-9001脚踏控制器。
检修双重绝缘产品双重绝缘产品,有两个接地绝缘系统。
不能用单个接地绝缘的产品替代。
一种双重绝缘产品的检修需要严格的护理和系统的知识,必须由具备合格资质的维修人员检修。
更换的零件必须为相同的双重绝缘产品。
机器设置缝纫编程绣花机器保养机器设置主要部件 (6)附件 (7)辅助缝台 (7)打开附件托盘 (7)卸下辅助缝台 (7)绣花单元(带附件托盘) (7)更换压脚 (8)拆卸压脚柄 (8)机针 (9)拆下和安装机针 (9)面料、线和机针之对照参考表 (9)机器设置 (10)连接电源 (10)脚踏控制器 (10)机器的控制功能 (11)点针按钮(带LED灯) (11)上/下停针按钮(带LED灯) (11)速度控制按钮 (11)自动剪线按钮(带LED灯) (11)启动/停止按钮 (11)倒缝按钮 (11)压脚提升杆 (11)割线器 (12)压脚压力调节器 (12)翻盖 (12)手轮 (12)落齿装置 (12)安装缝纫机柜 (12)缝纫准备 (13)LCD触摸屏 (13)主页屏 (13)主页按钮 (13)缝纫模式 (13)线迹信息 (13)选择一个线迹 (13)线迹图选项 (14)针幅/针位 (14)线迹长度/密度 (14)镜像 (14)倒像 (14)伸长 (14)机器设置 (14)设置按钮 (14)上线张力 (14)双针限幅 (15)警示声 (16)显示屏亮度 (16)校准显示屏 (16)软件版本 (16)穿线 (17)放置梭芯 (17)取梭芯 (17)放线团 (17)绕梭芯线 (17)独立的绕线装置 (18)放梭芯 (18)穿上线 (19)准备 (19)放线团 (19)穿线 (19)自动穿线器 (20)引底线.............................................20缝纫开始缝纫 (21)线迹的应用 (21)开始缝纫 (22)缝纫的起针与结尾 (22)倒缝 (22)点针缝 (23)转角缝纫 (23)厚料缝纫 (23)缝纫重叠的面料 (23)保持缝份整齐 (23)缝纫 (24)直线缝纫 (24)直线缝纫 (24)直线含倒缝固针 (24)曲折缝纫 (24)缎纹线迹 (24)暗缝线迹 (25)布边缝 (25)使用布边缝压脚 (25)使用通用压脚/密针压脚 (26)拼布缝 (26)伸缩线迹缝纫 (27)三针曲折缝 (27)疏缝 (27)钉纽扣 (28)线径 (28)装拉链 (29)中间装法 (29)重叠装法 (29)如何在拉链头附件缝纫 (30)绗缝 (30)缝合布片 (30)绗缝 (30)仿手工线迹 (30)自动套结和织补 (31)锁纽孔 (32)包边纽孔 (33)圆孔线迹 (35)连续性的装饰线迹 (35)缝纫轻薄面料 (35)贴布缝 (36)巧臂缝纫 (36)平行缝压脚 (36)双针缝 (37)编程编程 (38)编程缝纫 (38)选择装饰线迹 (38)选择字母线迹 (38)移动光标 (39)检查选用的线迹 (39)插入线迹或字母 (39)删除线迹或字母 (39)如何编程文字 (39)调整程序中的线迹或字母 (40)保存编辑的程序 (40)缝纫选用的程序 (41)缝纫单次程序 (41)程序的始点起缝 (41)绣花绣花准备 (42)安装绣花单元 (42)卸下绣花单元 (42)安装绣花压脚 (42)启动前的显示信息 (42)主页屏/主页按钮 (43)主页屏 (43)主页按钮 (43)绣花机设置 (43)设置按钮 (43)上线张力 (43)停车剪线 (44)面料和衬纸的使用 (44)面料、衬纸、绣框绷料、机针、底线和上线参考表 (45)用绣花框固定面料 (46)安装绣花框 (46)卸下绣花框 (46)绣花U盘 (47)连接绣花U盘 (47)花样手册 (47)花样信息 (47)绣花格式文件 (47)更新你的机器 (47)选择花样 (48)主页屏 (48)花样配置 (48)选择花样 (48)选择内置的花样 (48)选择绣花U盘内的花样 (48)编辑花样 (49)花样的位置 (49)花样的旋转和镜像 (49)花样的缩放 (49)花样的选择 (50)选择绣花框 (50)查看花样四角 (51)疏缝 (51)单色 (51)刺绣花样 (52)绣花页面 (52)开始绣花 (52)刺绣文字 (53)选择绣花字母 (53)编辑绣花字母 (53)刺绣绣花字母.........................................53机器保养信息窗 (54)提起机针 (54)提起压脚 (54)放下压脚 (54)校准失败 (54)上线断 (54)线阻塞 (54)主电机过载 (54)机器设置了双针限幅 (54)此线迹不可用双针 (54)双针宽度有限 (54)落下送布齿 (54)此线迹不能被编辑 (54)程序太长 (54)删除程序 (55)覆盖 (55)取下绣花框 (55)连接U盘 (55)U盘上的数据无法读取 (55)数据损坏 (55)花样太大 (55)错装绣花框 (55)修剪线头 (55)换色线 (55)绣花结束 (55)机器保养 (56)清洁 (56)梭芯套 (56)旋梭床及送布齿 (56)实用提示 (57)技术规格 (58)花样手册开箱1. 纸箱放置平稳,开箱取出缝纫机,取下外包装。
GK35缝包控制器说明书.2018.8.16
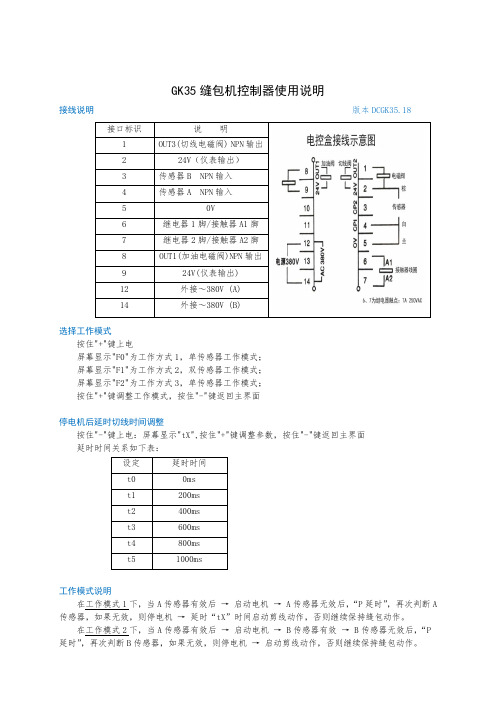
GK35缝包机控制器使用说明接线说明 版本DCGK35.18选择工作模式按住"+"键上电屏幕显示"F0"为工作方式1,单传感器工作模式;屏幕显示"F1"为工作方式2,双传感器工作模式;屏幕显示"F2"为工作方式3,单传感器工作模式;按住"+"键调整工作模式,按住"-"键返回主界面停电机后延时切线时间调整按住"-"键上电:屏幕显示"tX",按住"+"键调整参数,按住"-"键返回主界面延时时间关系如下表:工作模式说明在工作模式1下,当A 传感器有效后 → 启动电机 → A 传感器无效后,“P 延时”,再次判断A 传感器,如果无效,则停电机 → 延时“tX ”时间启动剪线动作,否则继续保持缝包动作。
在工作模式2下,当A 传感器有效后 → 启动电机 → B 传感器有效 → B 传感器无效后,“P 延时”,再次判断B 传感器,如果无效,则停电机 → 启动剪线动作,否则继续保持缝包动作。
接口标识 说 明1 OUT3(切线电磁阀) NPN 输出2 24V (仪表输出)3 传感器B NPN 输入4 传感器A NPN 输入5 0V6 继电器1脚/接触器A1脚7 继电器2脚/接触器A2脚8 OUT1(加油电磁阀)NPN 输出9 24V(仪表输出) 12 外接~380V (A) 14 外接~380V (B) 设定 延时时间t0 0ms t1 200ms t2 400ms t3 600mst4 800mst5 1000ms在工作模式3下,当A传感器有效后→启动电机并启动“E定时”→定时时间到→判断A 传感器,如果无效,则停电机→延时“tX”时间启动剪线动作,否则继续保持缝包动作。
注:“tX”为0时,停电机后直接启动剪线动作。
三针五线绷缝机弯针挑线凸轮时间快慢的调整汇总
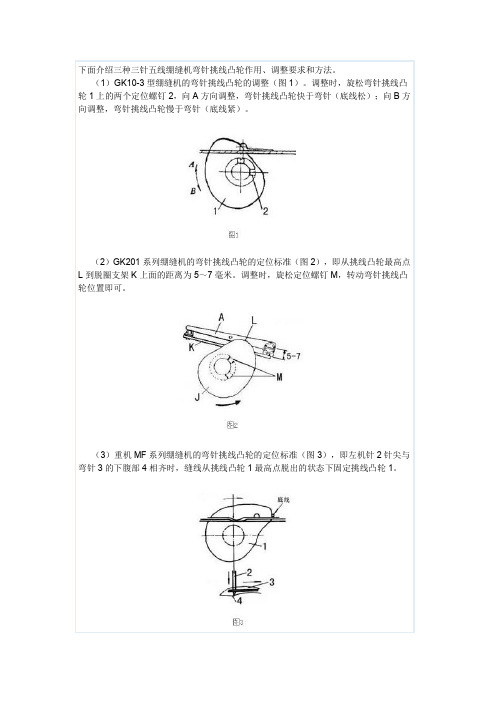
下面介绍三种三针五线绷Biblioteka 机弯针挑线凸轮作用、调整要求和方法。
(1)GK10-3型绷缝机的弯针挑线凸轮的调整(图1)。调整时,旋松弯针挑线凸轮1上的两个定位螺钉2,向A方向调整,弯针挑线凸轮快于弯针(底线松);向B方向调整,弯针挑线凸轮慢于弯针(底线紧)。
(2)GK201系列绷缝机的弯针挑线凸轮的定位标准(图2),即从挑线凸轮最高点L到脱圈支架K上面的距离为5~7毫米。调整时,旋松定位螺钉M,转动弯针挑线凸轮位置即可。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图号
130T7-001 GB66033 130T7-002 GB74009 130T7-003 130T7-036 130T7-004 GB70-76 130T7-005 130T7-006 130T7-007 GB74009 130T7-008 GB70-76 130T7-009 GB66015 130T7-010 GB70-76 130T7-011 GB66015 130T7-012 GB66026 130T7-013 130T7-014 GB66026 130T7-015 GB66013 BS10001 GB66015 130T7-016 130T7-017 130T7-018 130T7-019 130T7-020 130T7-021 130T7-022A 130T7-022A1 130T7-022A2 130T7-023A 130T7-023A1 130T7-024 GB66016 130T7-025 GB66013 130T7-026 GB69005 130T7-027 GB69008 130T7-028 GB69008 GB29010 130T7-029 130T5-030 130T7-031 GB74018 130T7-032 GB74009 130T7-033 130T7-039 130T7-040 130T7-041 130T7-042 130T7-043 130T7-044 130T11 130T11B 130T12 130T12B 130T13 130T13B GB66020 130T7-045 GB66020 130T7-046 130T7-047 130T7-048 28T8-007 130T7-050 GB69012 GB52002
名称
件数
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 1
31030-12 裤袢机专用件第二部件
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56
31030-12 裤袢机专用件第一部件
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
16 17 18 19 20 21
22 23 24 25 26 27 2பைடு நூலகம் 29
针板架 缝台 缝台左罩板 蹦针轴套孔闷头 商标型号牌 左罩板簧 左罩板定位螺钉 前罩板 前罩板铰链 前罩板轴位螺钉 前罩板鞍形弹性垫圈 前罩板弹簧垫圈 前罩板 铰链螺钉 防护板 针轧组件 针轧(4.8) 针轧(5.6) 针轧(6.4) 针轧接头(4.8) 针轧接头(5.6) 针轧接头(6.4) 针轧线钩 针轧线钩支头螺钉 油盘 牙架曲柄 牙架 辅送布牙 针板(4.8) 针板(5.6) 针板(6.4) 差动牙滑块 抬牙送布连杆输油管 辅送布牙螺钉 保针板 保针板座 保针板螺钉 保针板座驱动轴 压脚组件 压脚底板(4.8) 压脚底板(5.6) 压脚底板(6.4) 压脚接头销 压脚预抬簧 压紧杆轴套
30
图号
130T1-004 130T1-002 130T1-003 118T1-003 SP2091A 130T1-005 BS20013 130T1-006 130T1-007 116T1-004B3 GB860-87.4 GB859-76 GB66022 130T1-008 130T2-001A 130T2-001A1-48 130T2-001A1-56 130T2-001A1-64 130T2-001A2-48 130T2-001A2-56 130T2-001A2-64 12A2-002 S150224001 130T3-001 130T4-001 130T4-002 130T4-004 130T4-005-48 130T4-005-56 130T4-005-64 130T4-006 130T4-007 GB29005 130T5-002 130T5-003 GB66008 130T5-004 130T6-002A(4.8 5.6 6.4) 130T6-002A1-48 130T6-002A1-56 130T6-002A1-6.4 130T6-002A2 22T7-017E3 118T6-001
支架 支架螺钉 前切刀连杆 前切刀连杆螺钉 刀架轴曲柄销 刀架轴曲柄销油线 刀架轴曲柄 刀架轴曲柄螺钉 刀架轴 刀架轴轴套 刀架轴定位圈 刀架轴定位圈螺钉 左刀曲柄 左刀曲柄螺钉 上左切刀 上左切刀螺钉 右刀曲柄 右刀曲柄螺钉 上右切刀 上右切刀螺钉 左切刀座 左切刀座紧固螺钉 左切刀架 右切刀座 右切刀座紧固螺钉 右切刀架 下切刀架导向轴紧固螺钉 下切刀架导向轴螺钉 下切刀压板螺钉 下切刀架压板销 下切刀压板 下切刀架导向轴 下切刀架调节螺钉 下切刀架弹簧 下切刀 左切刀护罩组件 左切刀护罩 切刀护罩板 右切刀护罩组件 右切刀护罩 右刀罩导向销 切刀护罩紧固螺钉 支架前罩板 支架前罩板螺钉 差动牙罩板 差动牙罩板螺钉 支架上罩板 支架上罩板螺钉 支架缝台 支架缝台螺钉 支架缝台螺钉 抬辅压脚轴轴套 抬辅压脚轴 抬辅压脚扳手 抬辅压脚扳手螺钉 抬辅压脚轴挡圈 抬辅压脚轴挡圈螺钉 抬辅压脚轴弹簧 卷边器(8mm) 卷边器(9mm) 卷边器(10mm) 卷边器(12mm) 卷边器(15mm) 卷边器(20mm) 5/16“卷边器 5/16“薄料卷边器 38“卷边器 3/8“薄料卷边器 1/2“卷边器 1/2“薄料卷边器 卷边器紧固螺钉 支架挡油板 支架挡油板螺钉 废料斗连接板 废料斗 右导料板 上废料槽 辅压脚组件 上废料槽连接螺钉 上废料槽连接螺母
名称
件数
1 2 1 1 1 1 1 1 1 2 2 4 1 1 1 1 1 1 1 1 1 2 1 1 2 1 2 2 2 2 2 2 2 2 2 1 1 2 1 1 2 2 1 4 1 3 1 2 1 1 1 2 1 1 2 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 4 1 1 1 1 1 4 4