参数 说明
产品技术参数及说明3篇
产品技术参数及说明产品技术参数及说明(1)一、产品名称:智能家居中央控制器二、产品参数:1. 电源参数:AC 100-240V,50-60Hz2. 电池参数:3.7V/2500mAh3. 通信方式:Wi-Fi、ZigBee、蓝牙4. 处理器:ARM Cortex-A75. 存储器:Flash 2GB,RAM 512MB6. 支持设备数量:最多100个7. 外观尺寸:120mm×120mm×26mm8. 重量:210g9. 工作温度:0-50℃10. 适用范围:智能家居系统三、产品说明:智能家居中央控制器是一个能够集成智能家居系统的核心设备。
该控制器采用ARM Cortex-A7处理器,能够支持多种通信方式,包括Wi-Fi、ZigBee、蓝牙等。
并且支持最多100个设备同时连接。
控制器内置Flash 2GB和RAM 512MB,能够存储大量的数据信息。
控制器可以通过手机APP或其它设备进行控制,实现对家庭环境的智能化管理。
例如,可以通过控制器将空调、灯光、窗帘等设备进行集成管理,实现整个家庭的智能控制。
产品技术参数及说明(2)一、产品名称:智能家居门锁二、产品参数:1. 电源参数:直流4.5V(3节AA电池)2. 通信方式:ZigBee、蓝牙3. 外观材料:不锈钢4. 安全等级:国家B级5. 工作温度:-20℃~+55℃6. 适用门厚:40mm~120mm7. 重量:3.8kg8. 外观尺寸:280mm×78mm×31mm9. 电池使用寿命:12个月三、产品说明:智能家居门锁采用ZigBee和蓝牙通信技术,可以通过手机APP或其它智能家居设备进行远程控制。
门锁采用不锈钢材料,安全等级为国家B级,能够提供可靠的安全保障。
门锁能够适用门厚度范围广泛,使用方便。
门锁的电源使用3节AA电池,使用寿命长达12个月,免去了频繁更换电池的麻烦。
门锁上面有指纹识别和密码输入两种开锁方式,实现了更智能、更安全的家庭门锁。
技 术 参 数 说 明

技 术 参 数 说 明Branson原装进口超声波清洗器(型号:M8800H-C ) 一、技术参数1、基本技术参数:机械定时带加热型1) 清洗槽容量:20.8升/5.5加仑2) 内槽尺寸: 495*290*150mm3) 外形尺寸:597 x 465 x 391mm4) 机身重量:16.3Kg5) 超声频率:40 kHz6) 定时范围: 0-60min 定时或连续超声7) 加热范围:室温-69℃8) 加热功率:560W9) 最大超声功率:280W10) 材质:PP塑料外壳,304不锈钢内槽11) 排水口:有12) 输入:220V, 50/60Hz2、主要功能特点:1) 聚丙烯(PP)防腐耐酸材料机身,具有较好的耐腐蚀功能2) 超声波清洗机创始者,采用先进的球形波设计,空穴效应均匀一致,达到最佳清洗效果3) 最新独创高效耐用的Langevin-type 金属/陶瓷振子4) 具有较强的扫频能力,使超声能不间断持续释放力量5) 振子由先进的粘贴式固定于槽体,经久耐用,不易脱落6) 内部电路板垂直放置,防水防潮7) 操控平台位于槽体上方,防止液体及湿气渗入仪器,使用寿命长,操作一目了然8) 超长超声时间控制,从0-60min可调,也可连续超声9) 设定标准超声水位线,使超声能量达到最优化10) 塑料包胶电源开关,安全耐用可靠11) 频率40KHz ,适用于普遍的常规清洗12) 降音盖翻转可作为滴水盘,带有排水阀,实现快速排水13) 一键加热,最高温度至69℃后自动停止3、配置1) 主机、降音盖2) 另有多种附件可选(如孔板蓝、无孔篮、试管架、杯托等)4、产品优势Bransonic 超声波清洗机A、工业级振子提高产品性能Bransonic系列台式清洗机使用的是高功率、高稳定性的振子,同销售于汽车行业、电子行业和金属加工行业的工业系统设备使用的是相同的振子。
这类振子使用了工程陶瓷,保证了设备的耐用性和较高的功率。
参数详细说明
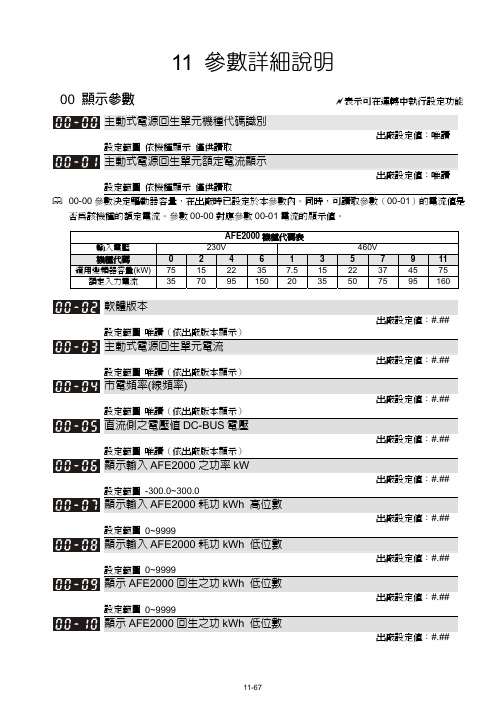
11 參數詳細說明00 顯示參數a表示可在運轉中執行設定功能主動式電源回生單元機種代碼識別出廠設定值:唯讀設定範圍依機種顯示僅供讀取主動式電源回生單元額定電流顯示出廠設定值:唯讀設定範圍依機種顯示僅供讀取00-00參數決定驅動器容量,在出廠時已設定於本參數內。
同時,可讀取參數(00-01)的電流值是否為該機種的額定電流。
參數00-00對應參數00-01電流的顯示值。
AFE2000機種代碼表輸入電壓230V 460V 機種代碼024********適用變頻器容量(kW)75 15 22 35 7.5 15 22 37 45 75 額定入力電流35 70 95 150 20 35 50 75 95 160軟體版本出廠設定值:#.## 設定範圍唯讀(依出廠版本顯示)主動式電源回生單元電流出廠設定值:#.## 設定範圍唯讀(依出廠版本顯示)市電頻率(線頻率)出廠設定值:#.## 設定範圍唯讀(依出廠版本顯示)直流側之電壓值DC-BUS電壓出廠設定值:#.## 設定範圍唯讀(依出廠版本顯示)顯示輸入AFE2000之功率kW出廠設定值:#.## 設定範圍-300.0~300.0顯示輸入AFE2000耗功kWh 高位數出廠設定值:#.## 設定範圍0~9999顯示輸入AFE2000耗功kWh 低位數出廠設定值:#.## 設定範圍0~9999顯示AFE2000回生之功kWh 低位數出廠設定值:#.## 設定範圍0~9999顯示AFE2000回生之功kWh 低位數出廠設定值:#.##設定範圍0~9999顯示輸入AFE2000總功kWh 低位數出廠設定值:#.## 設定範圍-9999~9999顯示輸入AFE2000總功kWh 低位數出廠設定值:#.## 設定範圍-9999~9999當低位數大於10000或小於-10000時,則高位數進1,且低位數歸零;當高位數大於9999時,則參數顯示保持在9999,小於-9999時,則參數顯示保持在-9999。
参数配置说明
参数配置说明一、标刻参数1.速度:指的是打标速度。
打标的快慢。
可根据打标的内容设定,内容较多,可适当加快,但要根据被标刻物体在打码皮带上停留或运行的速度来适当调节。
打标速度越大,相对一定时间、功率的情况下效果越差;2.功率:打标功率。
根据打标效果观察适当调节,设置预留值,切勿调至极限,功率消耗越大设备使用年限缩短;3.频率:可适当调节,根据打标效果观察,观察打印内容的线条情况,是否呈实线形状,一般控制在0-30之间即可;4.开光延时:指的是激光机在开始打标的瞬间,激光器开光的延时,开光延时越大,起笔标刻较深;5.关光延时:指的是在标刻完一个字体的结尾部分的延时,延时越长,结束点标刻越深;6.拐角延时:指的是激光机在跳转一个转角笔划的延时,延时越长打印出的内容显示的越真;7.线体速度:适用于在线动态飞行打标模式,线条速度可根据打码皮带的速度进行适当调节,皮带越快、线条速度越大(静态打标情况下设置为0,同时飞行标刻不勾选);8.高级(跳转速度):指的是在打标内容中有多个字段内容,如几个文本,每个文本标刻完成后跳转至下个被打内容的速度;二、参数(F3)1.激光控制,开始标刻延时:用于在打标情况下,触发给出打标信号后,延长设定时间开始执行打标;2.飞行标刻:飞行标刻功能用于调试焦距时使用;流水线方向从右往左:可根据激光机安装位置,根据流水线方向进行勾选,如流水线方向是从左往右运行即不用勾选;三、备注以上参数需要配合修改,打印效果取决于参数的配置及优化效果。
其他未说明参数可无需关注。
同时激光机矫正参数切勿修改,可截图进行备份(后期出现参数紊乱,标刻异常时用于参数还原)。
矫正参数:。
机器人性能参数的说明书

机器人性能参数的说明书一、引言机器人是一种智能化设备,在各个行业中起着重要的作用。
为了更好地了解和选择机器人,本文将详细介绍机器人的性能参数。
二、机器人基本信息1. 品牌:本机器人的品牌为XXX。
2. 型号:本机器人的型号为XXX。
3. 外观描述:机器人外观采用XXX设计,尺寸为XXX,重量为XXX。
4. 供电方式:机器人采用XXX方式供电。
5. 控制方式:机器人可通过XXX方式进行控制。
三、性能参数1. 动作能力机器人具备以下动作能力:- 行走能力:机器人可以在不同的地面上行走,包括XXX。
- 抓取能力:机器人配备XXX抓取装置,能够抓取和搬运不同形状和重量的物体。
- 翻转能力:机器人具备翻转功能,可以在狭小的空间中灵活操作。
- 跳跃能力:机器人可以跳跃过障碍物,以便在复杂的环境中移动。
2. 传感器机器人配备以下传感器:- 视觉传感器:机器人具备高清摄像头,能够实时捕捉环境中的图像和视频。
- 声音传感器:机器人能够接收和分析声音信号,实现声音识别和交互功能。
- 接近传感器:机器人可以通过接近传感器检测和避开障碍物,确保安全运行。
- 姿态传感器:机器人具备姿态传感器,可以感知自身的倾斜、旋转和加速度等状态。
3. 运动控制机器人的运动控制参数包括:- 最大速度:机器人最大的行走速度为XXX。
- 转向半径:机器人的最小转弯半径为XXX。
- 加速度:机器人能够以XXX的加速度快速启动和停止。
4. 通信能力机器人拥有以下通信能力:- 网络连接:机器人可通过XXX方式与其他设备和系统进行网络连接,以实现数据传输和远程控制。
- 蓝牙连接:机器人支持蓝牙连接,可以与智能手机等设备进行无线通信。
5. 智能功能机器人具备以下智能功能:- 语音识别:机器人能够识别人类的语音指令并做出相应的动作。
- 视觉识别:机器人能够识别物体、人脸等视觉信息,并做出相应的反应。
- 自主导航:机器人可以自主感知环境、规划路径,并进行自主导航。
机械设计参数说明书
机械设计参数说明书一、引言机械设计参数说明书是对机械产品进行详细描述和规范的文档。
本文档旨在提供机械设计参数的详细说明,以便对该机械产品进行设计、制造和使用的相关人员能够准确理解和遵守相关要求。
二、产品概述本机械产品是一种用于xxx的机械设备,主要用于xxx。
该机械产品由xxx部件组成,具有以下特点:1. 特点一:xxx2. 特点二:xxx3. 特点三:xxx三、设计要求为了确保机械产品的性能和可靠性,以下是对机械设计的要求:1. 载荷要求:机械产品需能够承受最大载荷为xxx的工作条件。
2. 尺寸要求:机械产品的尺寸应符合xxx标准,并满足工艺要求。
3. 材料要求:机械产品的主要材料应为xxx,并满足相关强度和耐磨性要求。
4. 精度要求:机械产品的加工精度应满足xxx要求,以确保运行平稳。
5. 安全要求:机械产品应符合相关安全标准,保证操作人员的人身安全。
四、设计参数根据以上设计要求,以下是机械产品的详细设计参数:1. 外形尺寸:机械产品的外形尺寸为xxx,长度为xxx,宽度为xxx,高度为xxx。
2. 载荷能力:机械产品的最大载荷能力为xxx,最小载荷能力为xxx。
3. 工作温度范围:机械产品的工作温度范围为xxx至xxx。
4. 材料选择:机械产品的主要材料为xxx,附属部件材料为xxx。
5. 精度要求:机械产品的加工精度为xxx,装配精度为xxx。
6. 电源要求:机械产品的电源要求为xxx,电压为xxx,频率为xxx。
7. 安全措施:机械产品配备xxx安全装置,以确保操作人员的人身安全。
五、质量控制为了确保机械产品的质量,以下是质量控制方面的要求:1. 原材料检验:对机械产品所使用的原材料进行严格的检验,确保符合相关标准。
2. 加工工艺控制:对机械产品的加工工艺进行控制,确保每个环节的质量可控。
3. 装配过程控制:对机械产品的装配过程进行控制,确保装配质量符合要求。
4. 成品检验:对机械产品进行全面的成品检验,确保产品符合设计要求。
材料参数说明范文

材料参数说明范文材料参数是指在材料的性能、组织和结构等方面进行描述和评估的指标和数值,可以用来了解材料的特性、选择合适的材料、设计制造工艺等。
下面是对一些常见材料参数的介绍:1. 密度:材料的密度是指单位体积的质量,通常以克/立方厘米(g/cm³)或千克/立方米(kg/m³)表示。
密度可以影响材料的重量、形变、强度等特性,常用于材料选择和设计计算中。
2.硬度:材料的硬度是指材料对外力的抵抗能力,常用来衡量材料的耐磨性和耐划伤性。
硬度常用的测试方法有洛氏硬度、布氏硬度、维氏硬度等。
3.强度:材料的强度是指材料抵抗外力变形和破坏的能力。
常用的强度参数有抗拉强度、抗压强度、抗扭强度等,可以通过材料的应力-应变曲线来评估材料的强度特性。
4.韧性:材料的韧性是指材料在承受外力下能够发生塑性变形,并能够吸收大量的能量而不破坏的能力。
韧性可以通过衡量材料的断裂延伸率、冲击强度等参数来评估。
5.刚性:材料的刚性是指材料对外力的变形程度的抵抗能力,也可以理解为材料的变形程度与所受力之间的关系。
刚性通常用弹性模量来表示,弹性模量越大,材料的刚性越高。
6.热膨胀系数:材料的热膨胀系数是指材料在温度变化时,单位温度变化所引起的长度、面积或体积的变化比例。
热膨胀系数可以影响材料在温度变化下的尺寸稳定性。
7.熔点和凝固点:材料的熔点是指材料从固态转变为液态的温度,凝固点是指材料从液态转变为固态的温度。
熔点和凝固点可以用来评估材料的熔融和凝固特性。
8.导热系数:材料的导热系数是指材料在单位时间内导热量通过单位厚度和单位面积的能力,常用来评估材料的热传导性能。
9.电导率:材料的电导率是指材料导电性能的好坏,可以通过衡量材料导电电流与施加电势之间的关系来评估。
高电导率的材料常用于电子元器件和导电材料中。
10.腐蚀性:材料的腐蚀性指材料与外界环境接触时,对其产生化学反应并导致材料质量的损失的能力。
腐蚀性可通过评估材料的耐腐蚀性能和与不同介质的相容性来了解。
放大器参数说明范文

放大器参数说明范文放大器是一种电子设备,用于放大音频或信号的电压、电流或功率,以便在音频系统、通信系统、雷达系统、无线电系统等多个领域中实现音频信号增强或传输。
放大器通常由控制部分、输入部分和输出部分组成,各部分共同决定放大器的性能和特点。
以下是一些常见的放大器参数的说明:1. 增益(Gain):增益是放大器将输入信号放大的比例。
它是输出信号与输入信号之间的比值。
增益通常以分贝(dB)为单位表示。
增益的高低决定了放大器的放大能力,增益越高,放大器输出信号相对于输入信号的增强程度越大。
2. 带宽(Bandwidth):带宽是指放大器在特定增益下能够传输的频率范围。
放大器的带宽取决于其内部的电路设计和工作状态。
带宽越宽,放大器能够传输更多的频率成分,从而实现更准确、更真实的声音反馈。
3. 输入阻抗(Input Impedance):输入阻抗指的是放大器输入端对外部信号源的阻抗要求。
输入阻抗越高,表示放大器对输入信号源的负载影响越小,通常以欧姆(Ω)为单位表示。
4. 输出阻抗(Output Impedance):输出阻抗是指放大器输出端对负载的阻抗特性。
输出阻抗越低,表示放大器对外接负载的适应能力越好。
输出阻抗通常也以欧姆(Ω)为单位表示。
5. 最大输出功率(Maximum Output Power):最大输出功率是指放大器能够输出的最大功率。
它决定了放大器可以驱动的最大负载功率。
最大输出功率通常以瓦特(W)为单位表示。
6. 总谐波失真(Total Harmonic Distortion):总谐波失真表示放大器输出信号中包含的畸变成分的百分比。
一般来说,总谐波失真越低,放大器输出信号质量越好。
它是衡量放大器音质好坏的重要指标。
7. 信噪比(Signal-to-Noise Ratio):信噪比是指放大器输出信号与输入信号之比中,有用信号与噪声之比的强度。
信噪比越高,表示放大器在放大信号时对于噪声的削弱能力越强,输出信号的纯净度越高。
参数说明(详细注释)

一、显示参数RU参数号 参数 参数地址 中文注解 参见应用手册第___页ru00 inverter state 0200h 变频器状态 6.1.6ru01 set value display 0201h 设定值显示 6.1.6, 6.9.3ru02 ramp outputdisplay 0202h斜坡输出显示 6.1.6ru03 actual frequencydisplay 0203h实际频率显示 6.1.6ru07 actual valuedisplay 0207h实际值显示 6.1.7ru09 encoder 1 speed 0209h 编码器1速度 6.1.7ru10 encoder 2 speed 020Ah 编码器2速度 6.1.7ru11 set torquedisplay 020Bh转距设定显示 6.1.7ru12 actual torquedisplay 020Ch实际转距显示 6.1.7ru13 actualutilization 020Dh实际利用率 6.11.6, 6.1.8ru14 peak utilization 020Eh 峰值利用率 6.1.8ru15 apparent current 020Fh 视在电流 6.1.8ru16 peak apparentcurrent 0210h 峰值电流 6.1.8ru17 active current 0211h 有效电流 6.12.6, 6.1.9ru18 actual DC voltage 0212h 实际直流电压 6.12.6, 6.1.9ru19 peak DC voltage 0213h 峰值直流电压 6.1.9ru20 output voltage 0214h 输出电压 6.1.9ru21 input terminalstate 0215h输入端子(硬件)状态 6.1.10, 6.3.5ru22 internal inputstate 0216h输入端子(软件)状态 6.1.10, 6.3.8ru23 output conditionstate 0217h输出条件状态 6.1.11ru24 state of outputflags 0218h标记的状态 6.1.11ru25 output terminalstate 0219h输出端子状态 6.1.12, 6.3.18ru26 active parameterset 021Ah当前实际有效的参数集号 6.1.12ru27 AN1 pre amplifierdisp. 021BhAN1放大器前端显示 6.1.12, 6.2.3, 6.4.4ru28 AN1 postamplifier disp. 021ChAN1放大器后端显示 6.1.12, 6.2.3, 6.4.4ru29 AN2 pre amplifierdisp. 021DhAN2放大器前端显示 6.1.13, 6.2.3, 6.4.4ru30 AN2 postamplifier disp. 021EhAN2放大器后端显示 6.1.13, 6.2.3, 6.4.4ru31 AN3 pre amplifierdisp. 021FhAN3放大器前端显示 6.1.13, 6.2.3, 6.4.4ru32 AN3 postamplifier disp. 0220hAN3放大器后端显示 6.1.13, 6.2.3, 6.4.4ru33 ANOUT1 pre ampl.disp. 0221hANOUT1放大器前端显示 6.1.14, 6.2.12ru34 ANOUT1 post ampl.disp. 0222hANOUT1放大器后端显示 6.1.14, 6.2.12ru35 ANOUT2 pre ampl.disp. 0223hANOUT2放大器前端显示 6.1.14, 6.2.12ru36 ANOUT2 post ampl.disp. 0224hANOUT2放大器后端显示 6.1.14, 6.2.12ru37 motorpoti actualvalue 0225h电动电位器值 6.9.8, 6.1.14ru38 power moduletemperature 0226h功率模块温度 6.1.15ru39 OL counterdisplay 0227h过载计数器显示 6.1.15ru40 power on counter 0228h 时间 6.1.15ru41 modulation oncounter 0229h累积运行时间 6.1.15ru42 modulation grade 022Ah 调制深度 6.1.15ru43 timer 1 display 022Bh 计时器1显示 6.1.15, 6.9.12ru44 timer 2 display 022Ch 计时器2显示 6.1.16, 6.9.12ru45 act. carrierfrequency 022Dh实际开关频率 6.1.16ru46 motortemperature 022Eh 电机温度 6.1.16ru47 act.torque limitmot. 022Fh电动运行转距极限 6.1.16, 6.6.7ru48 act.torque limitgen. 0230h发电运行转距极限 6.1.16, 6.6.7ru49 ref. torque 0231h 转矩给定 6.1.17, 6.6.15ru52 ext. PID outdisp. 0234hPID外部输出显示 6.1.17, 6.4.4ru53 AUX display 0235h AUX给定值显示 6.1.17, 6.12.6ru54 slave position 0236h 从机位置 6.1.17, 6.11.5 ru56 master position 0238h 主机位置 6.1.17, 6.11.5ru58 angle difference 023Ah 同步运行时的角度偏差 6.1.18, 6.11.5ru59 rotor adaptionfactor 023Bh转子模型匹配因子 6.1.18ru60 akt. positionindex 023Ch当前运行定位的编号 V2.4 新增参数ru61 target position 023Dh 目标位置 V2.4 新增参数ru63 profil speed 023Fh 运行速度 V2.4 新增参数二、运行参数OP参数号 参数 参数地址 中文注解 参见应用手册第___页oP00 reference source 0300h 速度给定源 6.4.4, 6.9.9oP01 rotation source 0301h 方向给定 6.4.6, 6.9.9源oP02 rotation setting 0302h 方向设定 6.4.6oP03 referencesetting 0303h给定值设定 6.4.4oP05 referencesetting % 0305h按百分比形式的给定值 6.4.4oP06 min. referenceforward 0306h正转时的最小给定值 6.4.11oP07 min. referencereverse 0307h反转时的最小给定值 6.4.11oP10 max. referenceforward 030Ah正转时的最大给定值 6.4.11oP11 max. referencereverse 030Bh反转时的最大给定值 6.4.11oP14 abs. max.reference for 030Eh正转时的绝对最大给定值 6.4.11oP15 abs. max.reference rev 030Fh反转时的绝对最大给定值 6.4.11oP18 step value rot.source 0312h点动运行方向源 6.4.9oP19 step value inputsel. 1 0313h 点动端子1 6.4.9, 6.3.8oP20 step value inputsel. 2 0314h 点动端子2 6.4.9, 6.3.8oP21 step value 1 0315h 点动速度1 6.4.9 oP22 step value 2 0316h 点动速度2 6.4.9 oP23 step value 3 0317h 点动速度3 6.4.9oP27 acc dec mode 031Bh 加减速模式 6.4.16oP28 acc. time for. 031Ch 正向加速时间 6.4.13oP29 acc. time rev. 031Dh 反向加速时间 6.4.13oP30 dec. time for. 031Eh 正向减速时间 6.4.13oP31 dec. time rev. 031Fh 反向减速时间 6.4.13oP32 s-curve time acc.for. 0320h正向加速时间的S曲线 6.4.14oP33 s-curve time acc.rev. 0321h反向加速时间的S曲线 6.4.14oP34 s-curve time dec.for. 0322h正向减速时间的S曲线 6.4.14oP35 s-curve time dec.rev. 0323h反向减速时间的S曲线 6.4.14oP40 max. output val.for. 0328h正向输出的最大值 6.4.15, 6.7.5oP41 max. output val.rev. 0329h反向输出的最大值 6.4.15, 6.7.5oP44 ext. funct.mode/source 032Ch扩展功能模式 6.9.27, 6.9.29oP45 ext. funct. dig.source 032Dh扩展功能数字量给定源 6.9.27, 6.9.29oP46 ext. funct.acc/dec time 032Eh扩展功能的加减速时间 6.9.27, 6.9.30oP47 sweep-gen. acc.time 032Fh三角波功能的加速时间 6.9.27oP48 sweep-gen. dec.time 0330h三角波功能的减速时间 6.9.27oP49 diam. corr.dmin/dmax 0331h卷径修正功能参数 6.9.30oP50 motorpotifunction 0332h电动电位计功能 6.9.8oP51 motorpotidestination 0333h电动电位计功能 6.9.9oP52 motorpoti value 0334h 电动电位计输出值 6.9.8oP53 motorpoti min.value 0335h电动电位计最小值 6.9.8oP54 motorpoti max.value 0336h电动电位计最大值 6.9.7oP55 motorpoti resetvalue 0337h电动电位计复位时 6.3.8, 6.9.8oP56 mot.poti inc.input sel. 0338h“电动电位计加”端子 6.3.8, 6.9.8oP57 mot.poti dec.input sel. 0339h“电动电位计减”端子 6.3.8, 6.9.8oP58 mot.poti resetinp. sel. 033Ah选择电动电位计复位端子 6.3.8, 6.9.8oP59 motorpotiinc/dec time 033Bh电动电位计加/减时间 6.9.8oP60 dir. forwardinput sel. 033Ch正向运行输入端子 6.3.8, 6.4.7oP61 dir. reverseinput sel. 033Dh反向运行输入端子 6.3.8, 6.4.7oP62 acc/dec timefactor 033Eh加减速时间因子 6.4.13三、安全保护参数Pn参数号 参数 参数地址 中文注解 参见应用手册第___页Pn00 auto retry UP 0400h 欠压故障,自起动选择 6.7.7Pn01 auto retry OP 0401h 过压故障,自起动选择 6.7.7Pn02 auto retry OC 0402h 过流故障,自起动选择 6.7.7Pn03 E.EF stoppingmode 0403h外部故障,响应方式选择 6.7.10Pn04 ext. fault inputselect 0404h外部故障,输入端子选择 6.7.9, 6.3.8Pn05 E.buS stoppingmode 0405h总线故障,响应方式选择 6.7.10, 11.2.3Pn06 watchdog time 0406h 看门狗时 6.7.10, 11.2.3Pn07 proh. rot.stopping mode 0407h限位动作,响应方式选择 6.7.11, 6.11.8Pn08 warning OL stop.mode 0408h过载告警,自起动选择 6.7.11, 6.3.15Pn09 OL warning level 0409h 过载告警,阈值 6.7.10Pn10 warning OH stop.mode 040Ah功率模块过热告警,响应方式选择 6.7.11, 6.3.15Pn11 OH warning level 040Bh 过热告警,阈值 6.7.11Pn12 warning dOH stop.mode 040Ch电机过热告警,响应方式选择 6.7.11, 6.3.15, 6.7.18Pn13 E.dOH delay time 040Dh 电机过热告警,延时 6.7.11, 6.7.18Pn14 warning OH2 stop.mode 040Eh电机电子热保护,响应方式选择 6.7.12, 6.7.17, 6.3.15Pn16 warning OHI stop.mode 0410h变频器内部过热,响应方式选择 6.7.12, 6.7.16Pn17 E.OHI delay time 0411h 变频器内部过热,延时 6.7.12Pn18 E.Set stoppingmode 0412h参数集选择错误,响应方式选择 6.7.12Pn19 stall mode 0413h 开环控制的‘停顿’功能模式 6.7.5Pn20 stall level 0414h 激活‘停顿’功能的电流阈值 6.7.6Pn21 stall acc/dectime 0415h‘停顿’功能模式中的加减速 6.7.6Pn22 LAD stop function 0416h 加减速停止功能选择 6.7.3Pn23 LAD stop inputselection 0417h加减速停止功能端子功能 6.7.3, 6.3.8Pn24 LAD load level 0418h 电流阈值,达到时,停止加速 6.7.3Pn25 LD voltage 0419h 电压阈值,达到时,停止减速 6.7.3Pn26 speed searchcondition 041Ah速度搜索功能选择 6.7.7Pn27 speed search mode 041Bh 速度搜索模式 6.7.7Pn28 DC braking mode 041Ch 直流制动模式 6.9.4Pn29 DC brake inputselection 041Dh直流制动输入 6.9.4, 6.3.8Pn30 DC braking time 041Eh 直流制动时间 6.9.3Pn31 DC braking max.voltage 041Fh直流制动最大电压 6.9.3Pn32 DC braking startlevel 0420h直流制动起始速度 6.9.3Pn34 brake ctrl. mode 0422h 抱闸控制模式 6.9.16Pn35 premagnetizingtime 0423h电机的励磁时间 6.9.15Pn36 brake releasetime 0424h抱闸释放时间 6.9.15Pn37 brake ctrl. startref. 0425h抱闸控制的起始速度(给定值) 6.9.17Pn39 brake delay time 0427h 抱闸延时 6.9.15Pn40 brake closingtime 0428h抱闸合闸时间 6.9.15Pn41 brake ctrl. stopref. 0429h抱闸闭合前的保持速度 6.9.17Pn43 min. load brakectrl. 042Bh抱闸打开的最小负 6.9.16Pn44 power off mode 042Ch 断电保护模式 6.9.19, 6.9.20, 6.9.23Pn45 power off startDC volt. 042Dh断电保护起始电压 6.9.20, 6.9.21Pn46 power off autost. level 042Eh自动起动断电保护功能的阈值 6.9.20, 6.9.21Pn48 power off restartlevel 0430h断电保护重起动的阈值 6.9.22Pn51 power off KP DCvolt. 0433h断电保护功能,直流电压调节器比例 6.9.22Pn52 power off restartdelay 0434h断电保护重起动延时 6.9.23Pn57 power off KI DCvolt. 0439h断电保护功能,直流电压调节器积分 6.9.22Pn60 quick stopacc/dec time 043Ch快停方式的加减速时间 6.7.13Pn61 quick stop torquelimit 043Dh快停方式的转矩限幅 6.7.13Pn62 dOH warning level 043Eh 电机过热告警的阈值 6.7.11四、速度控制参数CS参数号 参数 参数地址 中文注解 参见应用手册第___页cS00 speed controlconfig. 0F00h控制方式选择 6.6.11cS01 act. source 0F01h 实际(反馈)源 6.6.11cS06 KP speed 0F06h 速度环KP 6.6.14, 6.11.3, 6.11.13, 6.9.20cS07 KP speed gain 0F07h 增益 6.6.14cS08 KP speed limit 0F08h 速度环KP增益最大值 6.6.14cS09 KI speed 0F09h KI速度 6.6.14 cS10 KI offset 0F0Ah KI偏置 6.6.14cS11 max speed for maxKI 0F0BhKI最大时的最大速度 6.6.14cS12 min speed forcs.9 0F0ChCS09起作用的最小速度 6.6.14cS15 torque referencesource 0F0Fh转距参考源 6.6.7, 6.6.15cS16 torque acc. time 0F10h 转距上升时间 6.6.15cS18 torque ref.setting % 0F12h转距设定(按百分比) 6.6.15cS19 abs. torque ref 0F13h 转距参考值(绝对值) 6.6.15cS20 torque limit mot. 0F14h 电动运行转距极限 6.6.7cS22 torque limit gen. 0F16h 发电运行转距极限 6.6.7cS24 standstill pos.ctrl 0F18h零速转矩控制 6.6.14参数号 参数 参数地址 中文注解 参见应用手册第___页dS00 KP current 1100h 电流调节器的比例因子 6.6.12dS01 KI current 1101h 电流调节器的积分因子 6.6.12dS04 flux/rotoradaption mode 1104h磁通/转子自适应模式 6.6.12dS07 KI rotor adaption 1107h 积分因子转子自适应 6.6.12dS08 KP umax 1108h 电压调节器的比例 6.6.13因子dS09 KI umax 1109h 电压调节器的积分因子 6.6.13dS11 KP flux 110Bh 磁通调节器比例因子 6.6.13dS12 KI flux 110Ch 磁通调节器积分因子 6.6.13dS13 magn. currentlimit 110Dh励磁电流极限 6.6.13参数号 参数 参数地址 中文注解 参见应用手册第___页dS00 KP current 1100h 电流调节器的比例因子 6.6.12dS01 KI current 1101h 电流调节器的积分因子 6.6.12dS04 flux/rotoradaption mode 1104h磁通/转子自适应模式 6.6.12dS07 KI rotor adaption 1107h 积分因子转子自适应 6.6.12dS08 KP umax 1108h 电压调节器的比例因子 6.6.13dS09 KI umax 1109h 电压调节器的积分因子 6.6.13dS11 KP flux 110Bh 磁通调节器比例因子 6.6.13dS12 KI flux 110Ch 磁通调节器积分因子 6.6.13dS13 magn. currentlimit 110Dh励磁电流极限 6.6.13参数号 参数 参数地址 中文注解 参见应用手册第___页dS00 KP current 1100h 电流调节 6.6.12因子dS01 KI current 1101h 电流调节器的积分因子 6.6.12dS04 flux/rotoradaption mode 1104h磁通/转子自适应模式 6.6.12dS07 KI rotor adaption 1107h 积分因子转子自适应 6.6.12dS08 KP umax 1108h 电压调节器的比例因子 6.6.13dS09 KI umax 1109h 电压调节器的积分因子 6.6.13dS11 KP flux 110Bh 磁通调节器比例因子 6.6.13dS12 KI flux 110Ch 磁通调节器积分因子 6.6.13dS13 magn. currentlimit 110Dh励磁电流极限 6.6.13参数号 参数 参数地址 中文注解 参见应用手册第___页dS00 KP current 1100h 电流调节器的比例因子 6.6.12dS01 KI current 1101h 电流调节器的积分因子 6.6.12dS04 flux/rotoradaption mode 1104h磁通/转子自适应模式 6.6.12dS07 KI rotor adaption 1107h 积分因子转子自适应 6.6.12dS08 KP umax 1108h 电压调节器的比例因子 6.6.13dS09 KI umax 1109h 电压调节 6.6.13因子dS11 KP flux 110Bh 磁通调节器比例因子 6.6.13dS12 KI flux 110Ch 磁通调节器积分因子 6.6.13dS13 magn. currentlimit 110Dh励磁电流极限 6.6.13五、驱动器参数ds参数号 参数 参数地址 中文注解 参见应用手册第___页dS00 KP current 1100h 电流调节器的比例因子 6.6.12dS01 KI current 1101h 电流调节器的积分因子 6.6.12dS04 flux/rotoradaption mode 1104h磁通/转子自适应模式 6.6.12dS07 KI rotor adaption 1107h 积分因子转子自适应 6.6.12dS08 KP umax 1108h 电压调节器的比例因子 6.6.13dS09 KI umax 1109h 电压调节器的积分因子 6.6.13dS11 KP flux 110Bh 磁通调节器比例因子 6.6.13dS12 KI flux 110Ch 磁通调节器积分因子 6.6.13dS13 magn. currentlimit 110Dh励磁电流极限 6.6.13六、V/F参数uF参数号 参数 参数地址 中文注解 参见应用手册第___页uF00 rated frequency 0500h 额定频率 6.5.4 uF01 boost 0501h 转矩提升 6.5.4uF02 add. frequency 0502h 附加频率点 6.5.4uF03 add. voltage 0503h 附加频率对应电压值 6.5.4uF04 delta boost 0504h 短时转矩提升 6.5.4uF05 delta boost time 0505h 短时转矩提升的作用时间 6.5.4uF06 energy savingmode 0506h 节能模式 6.9.5uF07 energy savingfactor 0507h 节能因子 6.9.5uF08 energy savinginput sel. 0508h节能功能控制端子 6.9.5, 6.3.8uF09 voltagestabilisation 0509h电网电压变化时,恒定v/f的功能 6.5.5uF10 max. voltage mode 050Ah 最大电压模式 6.5.6uF11 carrierfrequency 050Bh 载波频率 6.7.9uF15 hardw. curr. lim.mode 050Fh硬件电流限幅模式 6.7.3uF18 deadtime comp.mode 0512h死区补偿模式 6.7.9七、电机参数dr参数号 参数 参数地址 中文注解 参见应用手册第___页dr00 DASM rated 0600h 电机额定 6.6.3current 电流dr01 DASM rated speed 0601h 电机额定速度 6.6.3dr02 DASM ratedvoltage 0602h电机额定电压 6.6.3dr03 DASM rated power 0603h 电机额定功率 6.6.3dr04 DASM ratedcos(phi) 0604h电机额定功率因数 6.6.3dr05 DASM ratedfrequency 0605h电机额定频率 6.6.3dr06 DASM statorresistance 0606h电机定子电阻 6.6.4dr07 DASMsigma-inductance 0607h 电机电感 6.6.5dr11 motor protectionmode 060Bh电机保护模式 6.7.16dr12 motor prot. ratedcurrent 060Ch电机保护模式的额定电流 6.7.16dr14 DASM rated torque 060Eh 电机额定转距 6.6.8dr15 max torque 060Fh 最大转距 6.6.8dr16 DASM max torquecorn. sp 0610h 最大转距 6.6.8dr17 DASM speed formax torq. 0611h最大转距时的速度 6.6.8dr18 DASM field weak.speed 0612h场减弱电机速度 6.6.8dr19 flux adaptionfaktor 0613h磁通自适应因子 6.6.8dr20 field weak. curve 0614h 弱磁曲线 6.6.8 dr21 no load voltage 0615h 空载电压 6.6.8 八、PID参数cn参数号 参数 参数地址 中文注解 参见应用手册第___页cn00 PID referencesource 0700hPID参考源 6.12.5cn01 PID abs.reference 0701hPID的数字给定 6.12.6cn02 PID act. valuesrc. 0702hPID 实际值 6.12.6cn03 PID abs. act.value 0703hPID实际值的绝对值 6.12.3cn04 PID kp 0704h PID调节器的比例因子 6.12.3cn05 PID ki 0705h PID调节器的积分因子 6.12.3cn06 PID kd 0706h PID调节器的微分因子 6.12.3cn07 PID pos. limit 0707h PID调节器输出正限幅 6.12.3cn08 PID neg. limit 0708h PID调节器输出负限幅 6.12.3cn09 PID fading time 0709h PID减弱时间 6.12.4cn10 PID resetcondition 070AhPID复位条件 6.12.4, 6.3.8cn11 PID reset inp.sel. 070BhPID复位输入选择 6.12.4, 6.3.8cn12 I reset inp. sel. 070Ch 积分分量复位输入选择 6.12.4, 6.3.8cn13 fade in resetinp. sel. 070DhPID减弱功能端子 6. 12. 4, 6. 3. 8九、编码器参数Ec参数号 参数 参数地址 中文注解 参见应用手册第___页Ec00 encoder 1interface 1000h编码器接口1 6.10.10Ec01 encoder 1 (inc/r) 1001h 线数 6.10.10Ec03 time 1 for speedcalc. 1003h 采样周期 6.10.10Ec04 gear 1 numerator 1004h 齿比的分子 6.10.11Ec05 gear 1determinator 1005h齿比的分母 6.10.11Ec06 enc.1 rotation 1006h 改变方向 6.10.11 Ec07 enc.1 trigger 1007h 触发信号 6.10.11Ec10 encoder 2interface 100Ah编码器接口2 6.10.6, 6.10.10Ec11 encoder 2 (inc/r) 100Bh 线数 6.10.10Ec13 time 2 for speedcalc. 100Dh 采样周期 6.10.10Ec14 gear 2 numerator 100Eh 齿比的分子 6.10.11Ec15 gear 2determinator 100Fh齿比的分母 6.10.11Ec16 enc.2 rotation 1010h 改变方向 6.10.11 Ec17 enc.2 trigger 1011h 触发信号 6.10.11Ec20 enc.2 operatingmode 1014h 操作模式 6.10.7Ec21 SSI multiturnres. 1015hSSI绝对值编码器 6.10.13Ec22 SSI clock frq.sel. 1016h 时钟 6.10.13Ec23 SSI data code 1017h 数据代码 6.10.13Ec25 nominal tachospeed 1019h测速机的铭牌速度 6.10.13Ec27 operation modeoutput 101Bh输出模式选择 6.10.12十、用户自定义参数Ud参数号 参数 参数地址 中文注解 参见应用手册第___页Ud01 password 0801h 密码 4.2.3, 4.4.3, 6.13.3 Ud02 control type 0802h 控制类型 6.5.3Ud09 drive modecontrol 0809h“drive”模式 4.4.4Ud15 cp selector 080Fh CP选择器 6.13.4 Ud16 cp address 0810h CP地址 6.13.4Ud17 cp set norm 0811h CP设定参数 6.13.4Ud18 divisor display 0812h 增强功能 6.13.6normUd19 multiplierdisplay norm 0813h 增强功能 6.13.6Ud20 offset displaynorm 0814h 增强功能 6.13.6Ud21 ctrl. displaynorm 0815h 增强功能 6.13.6十一、参数集编程参数Fr参数号 参数 参数地址 中文注解 参见应用手册第___页Fr01 copy parameterset 0901h复制参数集 6.8.4Fr02 parameter setsource 0902h参数集设定源 6.8.5Fr03 parameter setlock 0903h参数集的锁定 6.8.8Fr04 parameter setsetting 0904h选择参数集 6.8.5Fr05 set activationdelay 0905h参数集的作用延迟 6.8.8, 6.9.31Fr06 set deactivationdelay 0906h参数集的离开延迟 6.8.8, 6.9.31Fr07 paraset inputsel. 0907h参数集的输入选择 6.8.6, 6.3.8Fr09 indirect setpointer 0909h间接方式选择参数集 6.8.4Fr10 loadmot.dependentpara. 090Ah按电机参数匹配调节器参数 6.6.6Fr11 reset set inputsel. 090Bh参数集复位 6.8.7, 6.3.8十二、模拟量输入输出参数An参数号 参数 参数地址 中文注解 参见应用手册第___页An00 AN1 interfaceselection 0A00h模拟量输入1 6.2.4An01 AN1 noise filter 0A01h 噪声滤波器 6.2.5An02 AN1 save mode 0A02h 存储模式 6.2.5An03 AN1 save trig.inp. sel. 0A03h采样选通信号 6.2.5An04 AN1 zero clamp 0A04h 零位滞环 6.2.6 An05 AN1 gain 0A05h 增益 6.2.7 An06 AN1 offset X 0A06h X轴偏置 6.2.7 An07 AN1 offset Y 0A07h Y轴偏置 6.2.7 An08 AN1 lower limit 0A08h 下极限值 6.2.8 An09 AN1 upper limit 0A09h 上极限值 6.2.8An10 AN2 interfaceselection 0A0Ah模拟量输入2 6.2.4An11 AN2 noise filter 0A0Bh 噪声滤波器 6.2.5An12 AN2 save mode 0A0Ch 存储模式 6.2.5An13 AN2 save trig.inp. sel. 0A0Dh采样选通信号 6.2.5An14 AN2 zero clamp 0A0Eh 零位滞环 6.2.6 An15 AN2 gain 0A0Fh 增益 6.2.7 An16 AN2 offset X 0A10h X轴偏置 6.2.7 An17 AN2 offset Y 0A11h Y轴偏置 6.2.7 An18 AN2 lower limit 0A12h 下极限值 6.2.8 An19 AN2 upper limit 0A13h 上极限值 6.2.8An20 AN3 interfaceselection 0A14h模拟量输入3 6.2.4An21 AN3 noise filter 0A15h 噪声滤波器 6.2.5An22 AN3 save mode 0A16h 存储模式 6.2.5An23 AN3 save trig.inp. sel. 0A17h采样选通信号 6.2.5An24 AN3 zero clamp 0A18h 零位滞环 6.2.6 An25 AN3 gain 0A19h 增益 6.2.7 An26 AN3 offset X 0A1Ah X轴偏置 6.2.7 An27 AN3 offset Y 0A1Bh Y轴偏置 6.2.7 An28 AN3 lower limit 0A1Ch 下极限值 6.2.8 An29 AN3 upper limit 0A1Dh 上极限值 6.2.8An30 sel.REFinp./AUX-funct. 0A1Eh模拟量输入功能选 6.2.9择An31 ANOUT1 function 0A1Fh 模拟量输出1功能 6.2.11An32 ANOUT1 value 0A20h 模拟量输出1数字设定 6.2.13An33 ANOUT1 gain 0A21h 增益 6.2.12 An34 ANOUT1 offset X 0A22h X轴偏置 6.2.12 An35 ANOUT1 offset Y 0A23h Y轴偏置 6.2.12An36 ANOUT2 function 0A24h 模拟量输出2功能 6.2.11An37 ANOUT2 value 0A25h 模拟量输出2数字设定 6.2.13An38 ANOUT2 gain 0A26h 增益 6.2.12 An39 ANOUT2 offset X 0A27h X轴偏置 6.2.12 An40 ANOUT2 offset Y 0A28h Y轴偏置 6.2.12十三、数字量输入功能参数di参数号 参数 参数地址 中文注解 参见应用手册第___页di00 PNP / NPNselection 0B00hPNP / NPN选择 6.3.3di01 select signalsource 0B01h选择信号源(外部/内部输入) 6.3.4di02 digital inputsetting 0B02h内部数字量输入设置 6.3.4di03 digital noisefilter 0B03h数字输入滤波器 6.3.5di04 input logic 0B04h 输入逻辑取反 6.3.5di05 input trigger 0B05h 脉冲输入 6.3.5di06 select strobesource 0B06h设置门控信号源 6.3.6di07 strobe mode 0B07h 设置门控采样模式 6.3.7di08 input strobe 0B08h 设置使用 6.3.6dependence 门控采样的信号端子di09 reset inputselection 0B09h复位输入选择 6.3.8di10 neg slope f.resetinputs 0B0Ah边沿触发复位输入选择 6.3.8di11 I1 functions 0B0Bh I1 功能选择 6.3.9di12 I2 functions 0B0Ch I2 功能选择 6.3.9di13 I3 functions 0B0Dh I3 功能选择 6.3.9di14 I4 functions 0B0Eh I4 功能选择 6.3.9di15 IA functions 0B0Fh IA 功能选择 6.3.9di16 IB functions 0B10h IB 功能选择 6.3.9di17 IC functions 0B11h IC 功能选择 6.3.9di18 ID functions 0B12h ID 功能选择 6.3.9di19 FOR functions 0B13h FOR 端子功能选择 6.3.9di20 REV functions 0B14h REV 端子功能选择 6.3.9di21 RST functions 0B15h RST 端子功能选择 6.3.9di22 ST functions 0B16h ST 端子功能选择 6.3.9十四、数字量输出功能参数do参数号 参数 参数地址 中文注解 参见应用手册第___页do00 condition 0 0C00h 输出条件0 6.3.11 do01 condition 1 0C01h 输出条件1 6.3.11 do02 condition 2 0C02h 输出条件2 6.3.11do03 condition 3 0C03h 输出条件3 6.3.11 do04 condition 4 0C04h 输出条件4 6.3.11 do05 condition 5 0C05h 输出条件5 6.3.11 do06 condition 6 0C06h 输出条件6 6.3.11 do07 condition 7 0C07h 输出条件7 6.3.11do08 inv. cond. forflag 0 0C08h对标志0条件取反选择 6.3.16do09 inv. cond. forflag 1 0C09h对标志1条件取反选择 6.3.16do10 inv. cond. forflag 2 0C0Ah对标志2条件取反选择 6.3.16do11 inv. cond. forflag 3 0C0Bh对标志3条件取反选择 6.3.16do12 inv. cond. forflag 4 0C0Ch对标志4条件取反选择 6.3.16do13 inv. cond. forflag 5 0C0Dh对标志5条件取反选择 6.3.16do14 inv. cond. forflag 6 0C0Eh对标志6条件取反选择 6.3.16do15 inv. cond. forflag 7 0C0Fh对标志7条件取反选择 6.3.16do16 cond. select. forflag 0 0C10h对标志0条件选择 6.3.16do17 cond. select. forflag 1 0C11h对标志1条件选择 6.3.16do18 cond. select. forflag 2 0C12h对标志2条件选择 6.3.16do19 cond. select. forflag 3 0C13h对标志3条件选择 6.3.16do20 cond. select. forflag 4 0C14h对标志4条件选择 6.3.16do21 cond. select. forflag 5 0C15h对标志5条件选择 6.3.16do22 cond. select. forflag 6 0C16h对标志6条件选择 6.3.16do23 cond. select. for 0C17h 对标志7 6.3.16flag 7 条件选择do24 AND conn. forflags 0C18h 与''或'选择 6.3.16do25 inv. flags for O1 0C19h 晶体管输出1标志位反相 6.3.17do26 inv. flags for O2 0C1Ah 晶体管输出2标志位反相 6.3.17do27 inv. flags for R1 0C1Bh 继电器输出1标志位反相 6.3.17do28 inv. flags for R2 0C1Ch 继电器输出2标志位反相 6.3.17do29 inv. flags for OA 0C1Dh 内部标志位OA反相 6.3.17do30 inv. flags for OB 0C1Eh 内部标志位OB反相 6.3.17do31 inv. flags for OC 0C1Fh 内部标志位OC反相 6.3.17do32 inv. flags for OD 0C20h 内部标志位OD反相 6.3.17do33 flag select. forO1 0C21h晶体管输出1标志位 6.3.17do34 flag select. forO2 0C22h晶体管输出2标志位 6.3.17do35 flag select. forR1 0C23h继电器输出1标志位 6.3.17do36 flag select. forR2 0C24h继电器输出2标志位 6.3.17do37 flag select. forOA 0C25h内部标志位OA 6.3.17do38 flag select. forOB 0C26h内部标志位OB 6.3.17do39 flag select. forOC 0C27h内部标志位OC 6.3.17do40 flag select. forOD 0C28h内部标志位OD 6.3.17do41 AND conn. for 0C29h 输出‘与’ 6.3.17outputsdo42 inverted outputs 0C2Ah 输出取‘反’ 6.3.17do43 cond. 0 filtertime 0C2Bh条件0的滤波时间 6.3.17do44 cond. 1 filtertime 0C2Ch条件1的滤波时间 6.3.17十五、比较阈值参数LE参数号 参数 中文注解 参见应用手册第___页LE00 comparison level0 阈值0 6.3.15, 6.9.13LE01 comparison level1 阈值1 6.3.15, 6.9.13LE02 comparison level2 阈值2 6.3.15, 6.9.13LE03 comparison level3 阈值3 6.3.15, 6.9.13LE04 comparison level4 阈值4 6.3.15, 6.9.13LE05 comparison level5 阈值5 6.3.15, 6.9.13LE06 comparison level6 阈值6 6.3.15, 6.9.13LE07 comparison level7 阈值7 6.3.15, 6.9.13LE08 hysteresis 0 滞环0 6.3.15 LE09 hysteresis 1 滞环1 6.3.15 LE10 hysteresis 2 滞环2 6.3.15 LE11 hysteresis 3 滞环3 6.3.15 LE12 hysteresis 4 滞环4 6.3.15 LE13 hysteresis 5 滞环5 6.3.15 LE14 hysteresis 6 滞环6 6.3.15 LE15 hysteresis 7 滞环7 6.3.15LE16 freq/speedhysteresis 频率/速度 滞环 6.3.15LE17 timer 1 startinput sel.定时器1 起始信号输入端子选择 6.3.8, 6.9.12LE18 timer 1 startcondition 定时器1 起始条件 6.3.8, 6.9.12LE19 timer 1 reset 定时器1 复位端子选 6.3.8, 6.9.12input sel. 择LE20 timer 1 resetcondition 定时器1 复位条件 6.9.13LE21 timer 1 mode 定时器1 模式 6.9.11LE22 timer 2 startinput sel.定时器2 起始信号输入端子选择 6.3.8, 6.9.12LE23 timer 2 startcondition 定时器2 起始条件 6.3.8, 6.9.12LE24 timer 2 resetinput sel.定时器2 复位端子选择 6.3.8, 6.9.12LE25 timer 2 resetcondition 定时器2 复位条件 6.9.13LE26 timer 2 mode 定时器2 模式 6.9.11 十六、定位、同步控制参数PS参数号 参数 参数地址 中文注解参见应用手册第___页PS00 pos/syn mode 1300h 定位/同步模式选择 6.11.3,6.11.12 PS01 act source 1301h 实际位置反馈源 6.11.3,6.11.13PS02 pos/syn inputselect 1302h定义激活定位/同步模式的开关量端子 6.11.3,6.3.8PS03 shift. slave inputsel. 1303h定义激活从机位置偏移的开关量端子 6.11.4,6.3.8PS04 shifting slave 1304h 从机位置偏移量 6.11.4 PS05 start offset 1305h 起始偏移量 6.11.4 PS06 KP pos/syn 1306h 位置/同步 调节器增益 6.11.5PS09 limit for p/scontr. 1309h 位置/同步 调节器输出限幅 6.11.5PS10 shift.slaveinv.inp.sel. 130Ah选择功能端子,改变从机的旋转方向 6.11.4PS14 mode of positionref. 130Eh 参考位置模式 6.11.6PS15 limit switch left 130Fh 左限位 6.11.8 PS16 limit switch right 1310h 右限位 6.11.8 PS17 reference point 1311h 参考点 6.11.8PS18 reference switchinp.sel 1312h 参考点开关输入选择 6.11.8PS19 start referenceinp.sel 1313h 开始搜索参考点 6.11.8PS20 reference acc/dectime 1314h搜索参考点时的运行加减速时间 6.11.8PS21 reference speed 1315h 搜索参考点时的运行速度 6.11.8 PS23 index selection 1317h 定位序号选择 6.11.14PS24 index position 1318h 定位脉冲数 6.11.14 PS25 index speed 1319h 定位速度 6.11.14 PS26 next index 131Ah 下一个定位序列号 6.11.14 PS27 index mode 131Bh 定位模式 6.11.15PS28 start index newprofil 131Ch 初始定位序号 6.11.15PS29 start posi inp.sel. 131Dh “开始定位”功能端子选择 6.11.14PS30 target window 131Eh 到达目标位置信号输出的滞环 6.11.15PS31 max. speed setting% 131Fh 最大速度设定 6.11.15十七、信息参数IN参数号 参数 参数地址 中文注解 参见应用手册第___页In00 inverter type 0E00h 变频器类型 6.1.19In01 rated invertercurrent 0E01h 变频器额定电流 6.1.19In03 max. carrierfrequency 0E03h 最大斩波频率 6.1.20In04 rated carrierfrequency 0E04h 额定斩波频率 6.1.20In05 interface type 0E05h 接口类型 6.1.20 6.10.5 In06 software version 0E06h 软件版本 6.1.21In07 software date 0E07h 软件日期 6.1.21In10 serial no. (date) 0E0Ah 序列号(日期) 6.1.21In11 serial no. (count) 0E0Bh 序列号(计数) 6.1.21In12 serial no. (AB-no.high) 0E0Ch 订货号(高位) 6.1.21In13 serial no. (AB-no.low) 0E0Dh 订货号(低位) 6.1.21In14 customer no. high 0E0Eh 用户号(高位) 6.1.21 In15 customer no. low 0E0Fh 用户号(低位) 6.1.21 In16 QS no. 0E10h 内部序号 6.1.21 In17 temp.- mode 0E11h 温度模式 6.1.21 In22 user parameter 1 0E16h 用户参数1 6.1.22 In23 user parameter 2 0E17h 用户参数2 6.1.22 In24 last error 0E18h 最后故障信息 6.1.22 In25 error diagnosis 0E19h 故障分析 6.1.22 In26 E.OC error counter 0E1Ah 过流故障次数 6.1.22 In27 E.OL error counter 0E1Bh 过载故障次数 6.1.22 In28 E.OP error counter 0E1Ch 过压故障次数 6.1.22In29 E.OH error counter 0E1Dh 过热故障次数 6.1.22In30 E.OHI error counter 0E1Eh 内部过热故障次数 6.1.22In31 KEB-Hiperface 0E1Fh HIPERFACE的版本 6.1.23十八、系统参数SY参数号 参数 参数地址 中文注解 参见应用手册第___页Sy02 inverter identifier 0002h 变频器类型 6.1.23Sy03 power unit code 0003h 变频器额定电流 6.1.23Sy04 cfg. data sel. 0004h 不重要 6.1.23Sy05 cfg. data 0005h 不重要 6.1.23Sy06 inverter address 0006h 变频器地址 6.1.23 6.10.5Sy07 baud rate ext. bus 0007h 外部总线通讯波特率 6.1.24Sy08 bus synchron time 0008h 总线同步时间 6.1.24Sy09 HSP5 watchdog time 0009h HSP5看门狗时间 6.1.24Sy10 F5-M 000Ah 6.1.24 Sy11 baud rate int. bus 000Bh 内部总线波特率 6.1.24Sy12 message para. 1defin. 000Ch 一般不设 6.1.24Sy13 message parameter 1set 000Dh 一般不设 6.1.24Sy14 message para. 2defin. 000Eh 一般不设 6.1.24Sy15 message parameter 2set 000Fh 一般不设 6.1.24Sy16 proc. read data 1defin. 0010h 一般不设 6.1.24Sy17 proc. read data 1 set 0011h 一般不设 6.1.24Sy18 proc. read data 2defin. 0012h 一般不设 6.1.24Sy19 proc. read data 2 set 0013h 一般不设 6.1.24Sy20 proc. read data 3defin. 0014h 一般不设 6.1.24Sy21 proc. read data 3 set 0015h 一般不设 6.1.24Sy22 proc. read data 4defin. 0016h 一般不设 6.1.24Sy23 proc. read data 4 set 0017h 一般不设 6.1.24Sy24 proc. write data 1def. 0018h 一般不设 6.1.24。
参数设置使用说明
参数设置使用说明参数设置是指在使用程序或工具时,可以通过修改参数的值来改变其行为或性能的方式。
正确的参数设置可以使得程序或工具更加有效地完成任务,并且能够满足用户的具体需求。
本文将详细介绍如何进行参数设置,包括参数的含义、取值范围和常见设置示例等。
一、参数设置的含义和作用参数设置是指通过修改程序或工具中的参数值来改变其行为或性能的方式。
不同的参数会影响程序或工具的功能、效率和结果等方面。
合理地设置参数可以优化程序的运行效果,提高工作效率。
二、参数的分类参数可以分为两类:系统参数和用户参数。
系统参数是由程序或工具预先设定的,并且无法修改。
这些参数通常是程序运行时必需的,例如内存分配、线程数量等。
用户参数是由用户根据自己的需求进行设置的。
这些参数通常包括功能开关、数据输入格式、输出路径等。
三、参数设置的方法参数设置的方法一般有两种:命令行参数设置和配置文件设置。
1.命令行参数设置:通过在命令行中指定参数的值来进行设置。
例如,在运行一些程序时可以使用“--参数名=参数值”的形式设置参数的值。
四、参数设置的注意事项在进行参数设置时,需要注意以下几点:2.设置合理的参数值:需要根据实际需求设置合理的参数值。
不同的参数可能有不同的取值范围和默认值,需要根据应用场景进行调整。
3.调试和验证:在设置参数之后,需要进行调试和验证,确保参数设置的效果符合预期。
可以通过观察程序运行日志、输出结果等方式进行验证。
五、常见参数设置示例2. 线程数量:对于多线程程序,可以设置线程数量来控制并发执行的线程数。
可以将线程数量设置为4:--threads=43. 日志级别:设置日志的输出级别,可以将级别设置为DEBUG以输出详细的调试信息:--log-level=DEBUG。
六、总结参数设置是优化程序或工具性能的重要手段,通过合理地设置参数值可以提高工作效率、改善程序运行结果。
在进行参数设置时,需要理解参数的含义和作用,设置合理的参数值,并进行调试和验证,确保参数设置的效果符合预期。
产品技术参数,详细性能详细说明.doc

产品技术参数,详细性能详细说明(一)技术参数说明彩图详细技术参数(1)课桌面板1.桌面采用人体工程学设计,胸前处带人性化凹槽,两侧带鸭嘴边手挡。
桌面采用ABS塑钢注塑一次成型,尺寸:455*660*35mm(允许偏离范围:正负5mm)。
2.左前方带直径为50mm的杯槽,右侧带笔槽尺寸为长205mm*宽20mm*深15mm,前三方带挡物线高1.5mm*宽10mm*长1170mm。
3.底部嵌入2根方管,尺寸:长550mm,规格:15*30*1.2mm的加强钢管。
书箱1.材质:采用一级全新PP塑料,一体注塑成型。
抗压、耐磨、耐冲击。
可承受重型汽车辗压,强韧而不脆裂。
2.尺寸:净空宽480mm*深353mm*高176mm(允许偏离范围:正负5mm)。
3.功能:书箱底部有35条透水槽缝设计,有效防止书籍受潮。
每条槽缝长55mm*宽6mm(宽允许偏离范围:正负2mm;长允许偏离范围:正负5mm)。
两侧带与书斗一体注塑成型书包钩,书包钩宽48mm,永不脱落,每只书包钩承重力为30kg。
书箱口处带有笔槽,笔槽尺寸:长380mm*宽25mm*深10mm(允许偏离范围:正负5mm)。
桌钢架1.材质及形状:椭圆形钢管。
焊接全为满焊。
2.尺寸:外管34*64*1.4扁圆冷轧钢管,内管25*54*1.2扁圆冷轧钢管,桌底脚采用25*54*1.4扁圆冷轧钢管,书包斗托管采用20*40*1.2扁圆冷轧钢管3.表面涂装:焊接完成的钢管架,经高温粉体烤漆。
附着力特强,长时间使用也不会产生表面漆剥落现象。
脚垫1.材质:采用pp塑料一体注塑而成,底部带PP塑料调节螺丝。
2.功能:调节与地面平整度,超级耐磨。
调节器1.抽缩自锁式。
2.尺寸:直径35mm长75mm,可调节6种不同高度,每档为20mm。
封盖为PP塑料注塑成型。
3.功能:调节高度无需任何工具,可在几秒钟内轻松完成调节。
(二)课椅座板1.采用PP工程塑料注塑一次成型,带4条透气槽,尺寸为宽420mm*深370mm*厚5mm.靠背1.采用PP工程塑料注塑一次成型,带4条透气槽,尺寸为高365mm*宽430mm*厚5mm.椅钢架1.材质及形状:椭圆形钢管。
参数详细说明范文

参数详细说明范文参数是指能够影响函数或者方法运行结果的一组值。
在编程中,参数用于传递数据给函数或者方法,以便函数或者方法能够执行所需的操作。
参数可以是固定的值,也可以是变量。
在很多编程语言中,参数可以分为两种类型:形式参数和实际参数。
形式参数是在函数或者方法声明时定义的参数,而实际参数是在调用函数或者方法时传递的值。
参数的详细说明如下:1.形式参数形式参数是在函数或者方法声明时定义的参数。
它们用于接收传递给函数或者方法的实际参数。
形式参数的名称和类型必须在函数或者方法的声明中指定,并且可以有多个。
形式参数有以下几种类型:-必需参数:必需参数是函数或者方法定义中必须提供的参数,否则无法调用函数或者方法。
函数或者方法在声明时可以指定一个或多个必需参数。
-默认参数:默认参数是在函数或者方法定义时为参数提供默认值的参数。
如果在调用函数或者方法时没有传递实际参数给这些参数,函数或者方法就会使用默认值。
-可变参数:可变参数是在函数或者方法定义时允许传递可变数量实际参数的参数。
可变参数使用三个点(...)来表示,可以用于接收任意数量的实际参数。
在函数或者方法内部,可变参数被视为一个数组。
-关键字参数:关键字参数是在函数或者方法定义时接收一组由关键字(键)和值组成的参数的参数。
关键字参数使用键值对的形式传递实际参数。
2.实际参数实际参数是在调用函数或者方法时传递的具体值。
实际参数可以是常量、变量或者表达式。
在调用函数或者方法时,实际参数的数量和类型必须与函数或者方法的形式参数相匹配。
实际参数有以下几种类型:-位置参数:位置参数是按照参数的位置顺序传递给函数或者方法的参数。
这意味着,调用函数或者方法时,第一个实际参数会传递给第一个形式参数,第二个实际参数会传递给第二个形式参数,以此类推。
-关键字参数:关键字参数是通过参数名来传递的参数。
使用关键字参数可以不考虑参数的位置顺序,只需要指定参数名和对应的值即可传递参数。
剪板机参数、模式、按键说明
以下为剪板机的参数说明,一起来看看吧。
一、参数功能说明00 模式设定0 0=基本模式;1=基本模式加后退让. 推荐值(0)01 定位精度0.1 单位为+/-0.01mm 推荐值(0.14)02 退让长度0 后退让长度设定(单位mm) 推荐值(0)03 传动系数传动比:脉冲/传动比=mm 推荐值(16.66)04 减速距离到目标位置前的距离(单位mm)推荐值(0)05 定位时间设定在目标位停留至确定的时间(单位0.1秒)推荐值(1)06 慢速速度设定值0.5-0.05,通常为0.2-0.1(单位0.1秒) 推荐值(0.25)07 前限位设定值根据机械具体情况设定.(单位mm) 推荐值(10)08 后限位设定值根据机械具体情况设定.(单位mm) 推荐值(450)进入工程参数设定的方法:按住编程键大约3秒,至程序栏出现闪动的"P″,然后,按┼, —键选择要修改的参数,把数字输入,然后按ENT键,要退出参数设定状态再按一次编程键就退回主画面.参数设定完成后,要关电源,再开电源,数据才能保存.二.模式说明:MD11-1共有2种运行模式模式0:运行与开关输出说明:工作过程是:按下运行键后,假设实际位置和目标位置相差超过2mm(减速距离可由参数设定),则R1端子输出电位信号;如果实际位置和目标位置相差少于减速距离,则R1端子输出脉冲信号(慢速信号),面板的运行指示灯分别用快闪和慢闪,指示快速或慢速运行状态,当实际位置和设定位置相等时,运行指示灯会长亮,指示到位停止,但停止还有一个参数决定,就是参数5,参数5可设定实际位置和设定位置重合(停留)的时间,从而可更精确地定位在设定位置.例如:如果慢速较快,则两者重合时间也较短,这时可能出现过冲,如果设定较长的停留时间,则此时不会结束定位,而继续用慢速反复定位至较精确位置,但停留判断时间也不宜过长,否则影响定位速度,要根据机台的磨擦力、电机速度等情况现场经验而定。
模式1:基本模式加后退让此模式是在模式0基础上增加了后退让功能,后退让的工作过程是:当刀片下降离开行程开关时,后挡位以快速后退,后退量可由参数2设定(单位为毫米),由于是快速后退,并不考虑精度,然后当压板上升后,压到行程开关时(行程开关压住时通电)系统重新用快速至慢速定位到目标位置,此时由于慢速定位所以有正常的精度。
设备技术参数说明

安平科创机械制造厂
ZD-600型折叠生产线技术参数
一、设备的主要组成部分
1、自动放纸架
2、予分切输纸机
3、打印机
4、自动计数器
5、滤纸折叠机(主机上装有预热定型板和电脑控制箱)
二、技术参数
1、予分切输纸机:55-600型
(1)输纸速度:0.5m/min~12m/min 可调
(2)滤纸可调宽度:30~600mm
(3)电源电压:220V/50HZ
(4)电机功率:0.75kw
(5)工作气压:0.6Mpa
(6)机器重量:450kg
(7)外形尺寸:700× 1100×1100mm(长×宽×高)
2、打印机:55-600型
(1)打印最大宽度:600mm
(2)印距可调范围:8~55mm
(3)电源电压:380v/50Hz
(4)电机功率:1. 5kw
(5)机器重量:400kg
(6)外形尺寸:750×1150×1100mm(长×宽×高)
3、折叠机:55-600型
(1)产品最大宽度:700mm
(2)可调折高范围:8-55mm
(3)折叠速度:0-100折/分无级可调
(4)电源电压:380V-50Hz
(5)电机功率:1.5kw
(6)预热功率:4kw
(7)温控范围:常温-200摄氏度
(8)工作气压:0.6Mpa
(9)机器重量:750kg
(10)外形尺寸:1770×1420×1300mm(长×宽×高)
1。
商品说明书的技术参数和性能指标说明
商品说明书的技术参数和性能指标说明一、引言商品说明书是一份重要的文档,为消费者提供了商品的详细信息,使其能够准确了解商品的技术参数和性能指标。
本文旨在详细介绍商品说明书中技术参数和性能指标的重要性以及如何准确清晰地说明。
二、技术参数的说明技术参数是指反映商品主要技术特性和性能指标的数据,对于消费者选择商品起着关键的作用。
在商品说明书中,技术参数应该清晰明了,包括但不限于以下几个方面。
1. 外观参数外观参数是商品外观特征的描述,通常包括尺寸、重量、颜色等信息。
例如,在电子产品的说明书中,可以描述其外形尺寸、重量和颜色种类,以便消费者能够根据个人需求进行选择。
2. 功能参数功能参数是指商品所具备的功能特点。
例如,在家用电器的说明书中,可以详细描述其各项功能,如清洁功能、定时功能、智能控制功能等。
这样可以帮助消费者了解商品的具体功能,从而判断是否满足自己的需求。
3. 性能参数性能参数是指商品在特定条件下的性能表现。
例如,在汽车的说明书中,可以详细说明其最大功率、最高时速、燃油消耗等性能参数,以便消费者能够全面评估商品的性能表现,选择性能最适合自己需求的商品。
4. 安全参数安全参数是指商品使用过程中的安全性能。
例如,在药品的说明书中,可以描述其副作用、禁忌症与注意事项等信息,以保障消费者的用药安全。
这样可以让消费者充分了解商品的安全性能,避免因为不当使用而产生风险。
三、性能指标的说明性能指标是商品在特定测试条件下的测量结果,用于客观评价商品的性能表现。
在商品说明书中,性能指标应该准确、可靠、易懂。
以下是性能指标的一些示例。
1. 功率指标功率指标是指商品的输出功率或能耗。
例如,在电子设备的说明书中,可以列出其功率输入和功率消耗,以帮助消费者评估设备的能耗情况。
2. 速度指标速度指标是指商品的行动速度或响应速度。
例如,在家电的说明书中,可以说明其运行速度、调节速度等相关指标,以帮助消费者选择适合自己需求的产品。
说明书的产品参数

说明书的产品参数一、产品名称及型号:【产品名称+型号】二、产品概述【简要介绍产品的特点和用途】三、技术参数1. 外观尺寸及重量- 长度:【具体数值】mm- 宽度:【具体数值】mm- 高度:【具体数值】mm- 重量:【具体数值】kg2. 电源参数- 电压:【具体数值】V- 频率:【具体数值】Hz- 功率:【具体数值】W3. 环境要求- 工作温度:【具体数值】℃至【具体数值】℃ - 相对湿度:【具体数值】%RH- 储存温度:【具体数值】℃至【具体数值】℃4. 传输与通讯- 通信接口:【支持的接口类型】- 传输速率:【具体数值】bps- 通讯模式:【具体描述】5. 硬件参数- 处理器:【处理器型号】- 存储容量:【具体数值】GB- 内存容量:【具体数值】GB- 显示屏尺寸:【具体数值】寸- 分辨率:【具体数值】像素- 电池容量:【具体数值】mAh- 输入接口:【支持的接口类型】- 输出接口:【支持的接口类型】- 扩展接口:【支持的接口类型】6. 软件参数- 操作系统:【操作系统型号】- 支持格式:【支持的格式类型】- 内置应用:【内置应用列表】四、使用说明1. 安装与拆卸【详细描述产品的安装与拆卸步骤,包括所需工具、注意事项等】2. 功能操作【逐项介绍产品的各项功能操作,包括具体操作步骤和注意事项】3. 维护与保养【提供产品的维护与保养方法,包括清洁、防护等】4. 注意事项【列举产品使用过程中需要特别注意的事项,避免误操作或损坏产品】五、售后服务【说明产品的售后服务保障,包括质保期限、售后服务热线、维修方式等信息】六、包装清单【详细列出产品包装清单,包括各项配件、附件等】七、安全警示【提醒用户注意安全问题,预防潜在的危险因素】八、其他说明【其他与产品参数相关的说明事项】以上为说明书的产品参数,希望能够对您了解该产品提供准确有用的信息。
如有任何疑问或需要进一步了解,请随时联系我们的客服部门。
文件参数说明

1、帐单格式设置为8
[application] prt_fs = 8
2、KTV收费可以不设置最低消费时间60分钟,直接按实际分钟收费
[application] zdxf_60 = {0,1}
0:默认值 按最低消费60分钟算
1: 没有最低消费时间,按实际消费分钟算
3、可以设置免费头N分钟包房费
[application] ktv_mfsj = {0,N(1,2,..60)}
0:默认值 不免费
N:单位是分钟,数值是1,2,...60之间的任意数,免N分钟
4、可以设置买断时间
5、判断最低消费的白天和晚间价格的规定是以开房时间、还是结帐时间为准
[application] jz_zdxf_sj = {0,1}
0:默认值,以结帐时间为准
1:以开房时间为准
6、设置最低消费的白天时间段,可以有3个时间段都是白天
0:默认,不自动结帐
1:自动结帐
注意:此参数只在整个网络系统中一台电脑上设置,其余全部电脑不需要设置
3、发消息(Socket)方式的端口号设置:
发送消息的端口号 :向房间发送预买到时的提示
[BFDG] FSDKH = 6000 ;默认值
jz_zdxf_2j= {0,N(1-24点)}
第3个时间段的开始和结束时间:
[application] jz_zdxf_3k= {0,N(1-24点)}
jz_zdxf_3j= {0,N(1-24点)}
[application] bf_mdsj = {0,N}
0:默认值 没有买断时间设置
N:即超过N分钟之后的包房费不收取、不计算了
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
以下是数字详细说明:
0***脉冲控制B 铜对钢 标准加工,也就是通常加工
1***脉冲控制A 铜对钢 标准加工
大面积加工,机壳类,设定1**。
电极无刚性,JS设小。
沙迪克火花机参数说明:LS
LS:摇动速度和摇动动作方向的设定
**数字说明:
左起第一位设定摇动方向,数值0,1,2,。 0表示每摇动两圈后再反转摇动两圈,如此循环。1表示摇动方向一直保持逆时针方向。2表示摇动方向一直保持顺时针方向。
放电时间越长,放电的能量越大,放电间隙越大,表面光洁度越粗,损耗越少。
很多人提过,无损耗加工,这个是否曾在,我没试过,但我相信只会是损耗少,能做到无损耗,我觉得不可能。改变损耗值,调整最常见的是0N。
特征:数值越大,加工速度越快。
重点:加工面积越大,DN的数值越大。面积越小,数值越小。
深孔加工,骨位加工,钨钢超硬合金类加工,10*10以下小面积加工,请将DN设小,否则可能会引起排渣不良,积碳现象,参考值20—50。
大面积加工,通孔侧面加工,可以将DN适当设大,根据加工的面积大小而适当设定。
左起第二位表示摇动速度,数值越大摇动越慢,数字越小摇动越快。
在加工倒扣位,螺丝孔时,设定LS为1*或者2*,会比原速度快的多。
在加工菱角,利角类时,请设定LS为0*。
沙迪克火花机参数说明:DN
DN:设定加工轴向动作中下降后到下一次抬高上升的时间值。
沙迪克火花机参数说明:JS
JS:设定加工轴跳动的速度。
***三位数表示说明,左起第一位,大面积跳动动作的开关,数值0或者1,0表示关,1表示开。左起第二位第三位。跳动速度设定,二三位数值越小跳动速度越慢,数值越大跳动速度越快,加工速度越快。设定过大则会引起加工轴向振动,请根据电极大小适当设定。
如果加工中有积碳现象,可以设当调整DN设小,UP设大。
沙迪克火花机参数说明,UP
UP:跳转上升时间
加工过程中,使轴往返运动,设定排出极间残渣动作,轴向的上升时间。
数值越小时间越短,数值越大时间越长。
特征:数值越小,加工速度越快,但是容易引起排渣不良,积碳。
加工轴为球螺纹时,请将UP值设大一点,横伺服轴向加工,斜加工时,深孔加工时,将UP值设大。
通常加工一般是10—14左右
SV术语名称:伺服基准电压。
2***脉冲控制B 超硬加工,钨钢合金钢类材质, 只适用于STP电路,(STP电路在08年后期的机床都有)
3***脉冲控制A 超硬加工, 钨钢合金钢类材质 ,只适用于STP电路。
ON放电时间的特征:
放电时间越短,放电的能量越小,放电间隙越小,表面光洁度越细,损耗越多。
SV的数值是0—255,直接输入。
SV数值特征:
数值越大,放电间隙就越大,放电频率低,加工速度慢,也不容易积碳,肉眼观察放电火花是比较小的,看不清楚。
数值越小,放电间隙就越小,放电频率高,加工速度快,但是容易出现拉弧,积碳,肉眼观察放电火花是比较大的,比较明显。
综合以上特征:SV值的调整,对加工速度,积碳,拉弧有作用 ON也就是设定一个脉冲的放电时间和放电脉冲控制方式。
术语解释:为使极间电压恒定设定作为伺服动作基准的电压。伺服动作的控制对应极间的电压变化,根据伺服基准电压向打开极间的方向迫进.
很难懂这些专业的术语解释吧!简单点说就是放电间隙,电极与工件之间每次放电的距离,这里不是火花位间隙的意思哈,不要理解错。