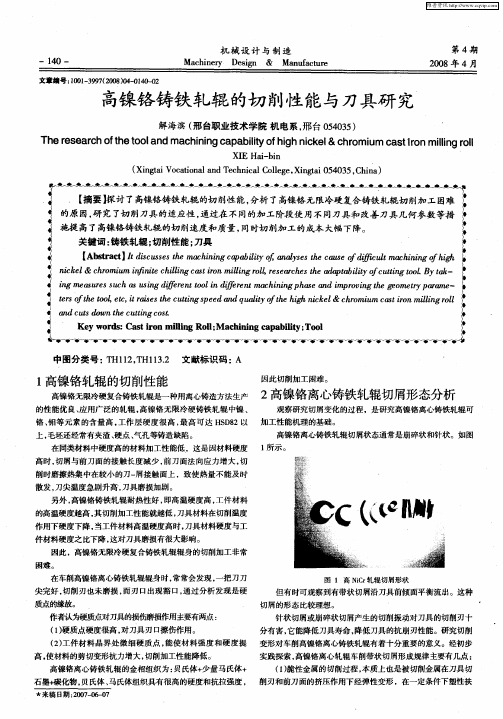
改进型高镍铬轧辊的切削性能分析
高NiCr轧辊轧制酸洗板表面质量提升探讨
DOI: 10.3969/j.issn.1000-6826.2021.02.0018高NiCr轧辊轧制酸洗板表面质量提升探讨Discussion on Surface Quality Improvement of Pickling Plate Rolled with High NiCr Roll供稿|程宏远,姜艳菲,张跃辉 / CHENG Hong-yuan, JIANG Yan-fei, ZHANG Yue-hui本钢热轧产品氧化铁皮压入缺陷主要为辊系的氧化膜压入,酸洗后无法清除(图1)。
本钢热轧现场的工况是轧制过程F1~F4机架普通高Cr铁材质轧辊表面氧化膜脱落导致铁皮压入,理想状态下热轧酸洗板轧制主要依赖于高速钢轧辊,但是高速钢轧辊采购成本高,供应量不足,制约了酸洗板的轧制。
另外高速钢轧辊对裂纹敏感,一旦产生裂纹,处理时间长,影响酸洗板生产。
因此有必要在热轧酸洗板轧制中对轧辊的性能以及轧辊使用中存在铁皮缺陷进行攻关,有针对性的改进酸洗板轧制中轧辊材质适用性,提升轧制酸洗板表面质量,解除制约生产的瓶颈,提高企业效益。
精轧工作辊分析轧辊生产工艺概述热轧工作辊均为复合铸造轧辊,芯部球墨铸铁材质,铸造过程利用高速离心机浇铸外层,根据不同功能和用处含量的外层合金,之后进行芯部充填。
F1~F4工作辊F1~F4机架高Cr铁材质轧辊Cr含量12%~20%,基体中存在板条状的Cr7C3型共晶碳化物、菊花状的Mo2C型共晶组织(图2)。
高Cr铸铁轧辊优点是轧制过程辊面形成氧化膜,辊形可以较好的保持,缺点是受轧制条件以及冷却系统影响较大,经常出作者单位:本钢集团公司热连轧厂,辽宁 本溪 117000 742021年第2期现氧化膜不致密、脱落,产生辊系铁皮缺陷。
F5~F7工作辊F5~F7高NiCr工作辊工作层基体组织中均匀分布石墨,材质中含有较高的铬、镍、钼合金元素,轧制过程表面不易形成氧化膜。
如果将高NiCr工作辊用于前部机架,可以消除氧化膜脱落导致的铁皮类缺陷,但由于其使用中不易形成氧化膜,耐磨性不如高Cr铁和高速钢轧辊(表1)。
高镍铬离心复合铸铁轧辊辊身裂纹的防止

高镍铬离心复合铸铁轧辊辊身裂纹的防止高镍铬无限冷硬铸铁轧辊由于其良好的耐磨性、抗粘性、抗热裂性和抗剥落性,被广泛的应用于型钢、线材、棒材和带钢的热连轧机用辊。
目前,国内外几乎所有热轧带钢连轧机精轧后段工作辊,甚至部分精轧前段工作辊仍然采用高镍铬无限冷硬铸铁轧辊。
标签:高镍铬;铸铁轧辊;裂纹;防止高镍铬无限冷硬铸铁轧辊的生产方式主要有底漏法、冲洗法、离心复合法、CPC连续浇注法、电渣重熔法等,而离心复合铸造法由于工艺简单,在保证铸造质量的同时,又能极大节约铁水和合金,因此被广泛应用于高镍铬无限冷硬铸铁轧辊的生产。
但是,在离心铸造过程中,由于离心机的震动,金属型的激冷作用等因素,通过离心铸造生产的高镍铬无限冷硬铸铁轧辊容易出现裂纹,如图1所示,为离心机震动过大导致打箱后的高镍铬无限冷硬铸铁轧辊辊身表面出现轴向裂纹,该轧辊直接报废。
因此,研究分析高镍铬无限冷硬离心复合铸造轧辊辊身裂纹产生原因,找出相应应对措施,控制和减少辊身裂纹的产生,对提高高镍铬无限冷硬铸铁轧辊产品合格率具有重要意义。
1 裂纹产生原因研究高镍铬无限冷硬铸铁轧辊辊身裂纹形貌特征,分析轧辊离心复合铸造工艺参数,综合考虑各方面因素,得出高镍铬无限冷硬铸铁轧辊辊身裂纹产生原因主要有以下因素:1.1 化学成分高镍铬无限冷硬铸铁轧辊外层材质为高镍铬无限冷硬铸铁,芯部材质为球墨铸铁,由于两种材质收缩系数不同,且芯部球墨铸铁在凝固后期还有石墨化膨胀现象,因此这直接决定离心复合铸铁轧辊本身具有一定的裂纹倾向。
高镍铬无限冷硬铸铁轧辊外层化学成分中,碳、铬、钼等三种元素的波动对轧辊裂纹产生有较大影响。
碳作为铸铁组织中碳化物和石墨的主要形成元素,当铁水中硅、铬的含量一定,且冷却速度一定时,随着碳含量的增加,铸铁基体组织中碳化物的含量也会相应增加,大量的碳化物,会使辊身组织的脆性增加,容易产生裂纹。
1.2 涂料因素为了保证外层铁水同辊身金属模之间不发生粘接,方便脱模,并减少铁液对金属模的热冲击,在辊身金属模内壁会挂涂一层2mm左右厚度涂料。
高镍铬钼无限冷硬铸铁毕业答辩
6 高镍铬钼无限冷硬铸铁轧辊的铸态组织 的分析
(6)磷 :磷会降低铸铁的力学性能,特别是冲 击韧度适量的独立夹杂状二元磷共晶牢固地存 在于珠光体基体上,细化晶粒改善耐磨性。 (7)钼 :钼元素在冷硬铸铁中可细化白口层组织, 提高材质的强度,提高材质热强性,此外钼有 利于贝氏体组织的形成 。
结论
轧辊的研究意义
1轧辊质量优劣关系到研磨、破碎、压片等 产品的质量、设备的使用和安全,以及企业 的生产效率、经济效益。 2目标:但是高硬度的耐磨材料都是脆性材 料,其韧性较低。因此使轧辊既具有一定的 表面硬度,又具一定韧性,耐磨性,减少轧 辊的消耗这是我们追求的目标。
离心铸造
离心铸造是将液态金属浇入旋转的铸型里, 在离心力作用下充型并凝固成铸件的铸造方 法。离心铸造用的机器称为离心铸造机
6 高镍铬钼无限冷硬铸铁轧辊的铸态组织 的分析
6.2化学成分对铸态组织的影响 (1)碳:碳是强石墨化元素 太高硬度增加,脆性也 增加;太低降低了耐磨性,力学性能下降。 (2)硅:硅也是强石墨化元素因而改变它含量,可 以得到不同程度的石墨化和所需的铸铁组织 。 (3)锰:锰能使铸铁具有细晶粒组织,而且使石墨 细化 。 (4)铬:铬能增加渗碳体的稳定性,推迟石墨化过 程,促进珠光体形成,故能增加铸件的耐磨性 。 (5)镍:镍是能促进石墨化的元素,对耐磨性有良 好影响。镍能减弱铬的不良影响,生产中铬和镍 常组合使用
毕业设计的思路
1绪论 2综述轧辊的离心复合铸 造工艺 3轧辊的力学性能测试 4轧辊的铸态组织分析 5结论
轧辊的应用领域、研究现状、发展趋势
1轧辊是轧机的重要组成部分也是主要消耗部件, 广泛应用于钢材、有色金属轧制加工及造纸业、面 粉制造业等领域 。 2现状:目前无论是轧辊的制造技术还是轧辊的整体 性能,国外均优于国内 。 3无线冷硬铸铁轧辊由于其硬度高、硬度落差小及 良好的抗热裂性,加之其热处理工艺简单,在轧辊 制造中得到广泛的应用 4发展趋势:提高合金化程度,改善碳化物的形态 和铸态组织含量
高精度高硬度轧辊磨削缺陷分析及质量控制

维普资讯
第 4期
潘卫 东 : 管螺 纹新 旧编 号 【 : 量具通 用性 的埘 照 分析
5 7
用 , 互代用 。 相
入 WT 后 , 国 外 合 作 制 造 产 品 的情 况 越 来 O 与
( 库 存 的 按 旧 标 准 生 产 的 工 具 , 丝 2) 如 锥 、 牙 、 验 用 的环 塞 规 均 可 继 续 使 用 。 板 检 其 中 第 ( )点 结 论 对 实 际 生 产 的指 导意 2 义 很 大 , 各厂 家 能 继 续 使 用 原 有 的各 类 工 量 具 , 样 可 以节 约 大 量 的 费用 。 另外 , 国加 这 中
掉 ,会 引 起 裂 纹扩 展 过 早 出 现 疲 劳 裂 纹 , 严 重 时 影 响轧 辊 使 用 寿 命 。
2 2 表 面 螺旋 纹 .
来 , 了满 足 各 大 钢 厂 的 新 要 求 , 厂 生 产 为 工
的大 、 中型 锻 钢 冷 轧 工 作 辊 材 料 也 逐 年 研 制 开 发 新 钢 种 , 据 轧 制 板 材 的 不 同 要 求 分 别 根 采 用 9 rMo 8 C Mo 、 3 MC C 2 、 6 r V7 MC 、 5等 材 质 ,
磨 削 造 成 的 。 由于材 料 含 铬 高 、 硬度 也 高 , 磨 削 中 砂 轮 的钝 化 比较 快 , 削 加 工 本 身 是 一 磨
种 多 刃 、 量 的切 削 过 程 , 个 小 微 刃 磨 损 微 每
程 度 又 有 差 别 , 上 系 统 刚 性 及 误 差 等 的影 加
响 , 使 得 磨 削 过 程 中 每 个 小 微 刃 的 磨 削 不 就 完全相 同, 生微 小 的不均匀 , 产 这种 不 均 匀 , 在 轧 辊 的表 面 , 出现 了螺 旋 纹 。这 种 螺 旋 就
轧辊表面磨削质量缺陷分析及控制措施
21 0 0年 2月
轧 辊 表 面 磨 削 质 量 缺 陷 分 析 及 控 制 措 施
孙 强
( 带厂 ) 板
摘
要 :通过 对 莱钢 10 m 宽 带轧 辊磨 削质 量存 在 的 缺 陷进 行 分 析 ,并 针 对性 的提 出 了 50m
表 面质 量 缺陷 振痕 走 刀痕 拉毛
的振 动 。
2 缺 陷原 因分 析 及 措 施 2 1 轧辊 表 面存 有振 痕 .
轧辊 表 面振痕产 生 的原 因是在磨 削 时砂 轮相对
4 )工 件旋转 顶尖 或 颈 座不 对 中或 润滑 不 合 适
引起 的振 动 。 2 1 3 消 除振痕 的措施 ..
1 )消 除 因砂轮原 因引起 的振痕
b .平衡 处理 之前 和之后 都 要对 砂 轮进 行 修 整 。
根 据砂 轮 面而对 砂轮 侧 面进 行修 整 。 C .当砂 轮材 质太 硬磨 时应选 择 软 一点 的砂 轮 , 磨 粒 结构 宽一点 或磨 粒粒 度大 一点 的砂轮 。
69
等专科学校冶金机械专业。现为板带厂机动科工程师 ,主要从事设
1 )保持 冷却 液清 洁 , 微 的磨 屑 镶 嵌在 硝 轮 细
统 、进 给 机构 和托架 的刚度 都是 很关 键 的 ,良好 的
床体 刚度能 较好 的降低 传 动引起 的振 动 。磨 床作业 中传 动引起 的不 平衡 有 以下 几种 。 1 电动机运 转 引起 的振 动 。 )
2 )油泵 运转 引起 的振动 。 3 )磨床 工作 台行 走 液体 静 压 导 轨不 平 行 引起
轧辊有振动,引起振动的根源是砂轮的不平衡 ,其
次是 传动 中的不 平衡 。另 外 当砂轮 的磨粒 磨钝 后 ,
轧辊的材质——精选推荐
轧辊的材质5m宽厚板轧辊材质的选择和使⽤管理(钢板⽣产⼯艺培训班的培训内容:轧辊部分。
授课⼈:杜希恩)由于5m宽厚板轧机轧辊消耗较⼤,按⽬前国内平均吨钢轧辊消耗0.8Kg/吨(宽厚板单机⽣产可能超过1Kg/吨)来计算,每年宽厚板的轧辊消耗将达到1200吨以上,轧辊消耗费⽤达6000余万元。
轧辊作为⼀种长期反复使⽤在恶劣环境下⼯作的轧钢⼯具,其正常的磨损消耗只是经济损失的⼀部分。
⽽由于材质选择不当、使⽤和维护不当等原因造成的轧辊事故,常常造成更多的相关损失和间接损失。
例如事故的同时往往有可能使配对辊或⽀撑辊受损、轧废、轧机和配套设备的损坏、⾮计划换辊停机、事故处理影响时间和成本、合同不能兑现等损失。
因此,深⼊研究轧辊材质的选择、轧辊使⽤和维护技术,以进⼀步提⾼板材表⾯质量,降低轧机故障率,降低轧辊消耗,已经成为我们亟待解决的课题。
⼀、轧辊材质的选择轧辊按制造材料主要分为:铸钢系列轧辊、铸铁系列轧辊、锻造系列轧辊三⼤类别。
铸钢轧辊有碳素铸钢轧辊、合⾦铸钢轧辊、半钢轧辊、⽯墨钢轧辊、⾼铬钢轧辊、复合铸钢轧辊、⾼速钢轧辊、半⾼速钢轧辊等。
铸铁轧辊有冷硬铸铁轧辊、⽆限冷硬铸铁轧辊、球墨铸铁轧辊、⾼铬铸铁轧辊四⼤类。
锻钢轧辊主要有:热作模具钢类、铬轴承钢类、冷轧模具钢类、⾼速钢和半⾼速钢类、锻造半钢和锻造⽩⼝铁类等。
轧辊材质的选择是⼀个⽐较复杂的⼯程,要综合考虑轧机的特点、轧辊的⼯作条件、各类轧辊材质特性、辊型设计等因素。
因此,要根据5M宽厚板轧机特点,轧制坯料和产品的种类规格,轧制节奏、产量,轧制温度、轧制速度、轧制⼒、压下量、换辊周期、磨削制度等轧机和轧辊⼯作的基本条件的基本情况,得出本机架对轧辊的性能要求,根据各类轧辊所具有性能特点,考虑本机架轧辊设计要求或⽬前使⽤的轧辊主要失效形式以及⽤户急需解决的问题等因素,最终确定适合本机架的轧辊材质、技术性能指标等。
1、5m宽厚板轧机轧辊材质的选择5m宽厚板轧机为四辊可逆式单机架轧机,粗轧和精轧都在同⼀机架上完成。
高镍铬无限冷硬铸铁轧辊的生产
高镍铬无限冷硬铸铁轧辊的生产文章主要介绍高镍铬无限冷硬铸铁轧辊的生产工艺方法,金相组织与机械性能以及在某钢厂1800不锈钢炉卷轧機上的应用现状。
希望通过文章的介绍,为相关工作提供借鉴。
标签:高镍铬无限冷硬铸铁轧辊;组织性能;使用实绩轧辊是轧钢生产中必不可少的工艺易损件,轧辊质量的好坏直接影响钢材的质量。
近年来,随着轧材规格、品种的不断扩大,轧制速度的不断提高,轧制力的不断增加,提高轧辊耐磨性、抗事故性是轧辊生产的必然趋势。
高镍铬无限冷硬铸铁轧辊由于其良好的耐磨性、抗热裂性、抗剥落性,在热连轧机精轧后架、中厚板轧机粗轧和精轧机架得到广泛的应用。
文章以我公司为某钢铁1800不锈钢炉卷轧机生产的高镍铬无限冷硬铸铁轧辊为例,介绍高镍铬无限冷硬铸铁轧辊的生产过程与组织性能特点。
1 轧辊的化学成分不锈钢轧机轧制特点为轧制压力大、轧制温度高、轧制变形量小,因此要求其轧辊工作层应兼顾耐磨性、耐热性和韧性,硬度均匀性要好,抗事故能力要强;轧辊芯部选择高强度球墨铸铁,适当加入合金提高辊颈力学性能及避免产生球化缺陷。
因此轧辊外层化学成分见表1,轧辊芯部化学成分见表2。
2 轧辊生产工艺方法轧辊生产熔炼设备为10T和15T中频感应电炉,分别熔炼工作层和芯部铁水。
铁水出炉温度为1390~1420℃,工作层铁液加硅铁合金等在包内进行孕育处理,芯部铁液加稀土镁合金和硅铁合金在包内进行球化孕育处理。
金属型铁模挂涂涂料后采用卧式离心浇注方式浇注工作层铁液,待铁液到达共晶平台后进行立式组装,充填芯部铁水,待铸件冷却后打箱脱模。
轧辊离心浇注工艺参数见表3,轧辊芯部铁液填充过程见图1。
3热处理工艺高镍铬无限冷硬铸铁轧辊打箱后内部存在铸造应力,为消除应力避免产生裂纹等缺陷,对铸件进行450℃去应力退火。
4 金相组织及性能高镍铬无限冷硬铸铁轧辊在退火后粗加工时套取试样进行金相组织检验和机械性能检测,成品检测辊身辊颈硬度和工作层厚度。
轧辊成品硬度检测结果见表4,辊身硬度为79~80.3HSD,辊颈硬度为37.3~39.6HSD,硬度均匀性良好;辊颈抗拉强度大于400MPa,延伸率大于4%,各项机械性能满足产品技术要求。
高镍铬铸铁轧辊的切削性能与刀具研究
() 2 工件材 料 晶界 处微细硬质 点 , 能使材料 强度和硬 度提 变形对车削高镍铬离心铸铁轧辊有着 十分重要的意义。经初步
石墨+ 碳化物 , 贝氏体 、 马氏体组织具有很高的硬度和抗拉强度 , 削刃和前刀面的挤压作用下经 弹性变形 ,在一定条件下塑性扶
维普资讯
第 4期
持 滑移 。
解海 滨 : 高镍 铬铸 铁 轧辊 的切 削性 能与 刀具研 究
刃 口纯 化 。
—11— .4 .
() 2 高镍铬铸铁在切削温度升高时 , 材料的物理性 能和化学 性 能发生变化。 () 3 前角越大 , 切屑变形就越小 , 因前角越大 , 切屑流动方 向
铬 、 等元素 的含量 高 , 钼 工作层硬 度很高 , 最高可 达 H D 2以 加 工 性 能 机 理 的 基 础 。 S8
上, 毛坯还经常有夹渣 、 硬点 、 气孔等铸造缺陷 。
高时 , 屑与前刀面的接触长度减少 , 切 前刀面法 向应力增大 , 切
所 在同类材料中硬度高的材料加工性能低 ,这是因材料硬度 1 示 。
高镍铬铸铁轧辊 的切 削性能与刀具研 究
解海 滨 ( 台职 业技术 学 院 机 电 系 , 台 04 3 ) 邢 邢 50 5 ‘
Th s a c f h o n c iigc p blyo ihnc e & c r mim a tr nmi n l er e rho et l dma hn n a a it f g ik l h o u c s ’o l gr l e t o a i h I l i o
削时磨擦热集 中在较小 的刀一 屑接触 面上 ,致 使热量不能及时
散发 , 刀尖温度急剧升高 , 刀具磨损加剧 。 另外 , 高镍铬铸铁轧辊耐热性好 , 即高温硬度高 , 工件材料 的高温硬度越高 , 其切削加工性能就越低 , 刀具材料在切削温度
高性能轧辊用高铬钢的热处理工艺优化及组织性能研究的开题报告

高性能轧辊用高铬钢的热处理工艺优化及组织性能研究的开题报告一、研究背景与意义:高性能轧辊是现代钢铁工业生产中的重要设备之一。
高铬钢是制造高性能轧辊的主要材料之一,其强度和硬度高、耐磨性好,适用于高强度、高变形温度的轧制工况。
热处理是高铬钢制造中的重要工艺环节,直接影响其组织和性能。
因此,优化高铬钢的热处理工艺,提高其组织和性能,对于提高高性能轧辊的寿命和稳定性具有重要的意义。
二、研究内容:本研究旨在探究高性能轧辊用高铬钢的热处理工艺优化及组织性能研究,请教导师及专家指导,具体研究内容如下:1.计算高性能轧辊用高铬钢的组成及性能要求,确定热处理工艺参数。
2.采用热处理实验,对高含铬的钢进行淬火和回火处理,研究温度、保温时间对组织和性能的影响。
3.利用金相显微镜、扫描电镜等方法对热处理后的样品进行组织分析,研究淬火温度、保温时间、回火温度等因素的影响,分析各种组织形态的特点。
4.应用硬度试验、冲击试验等方法,分析样品的机械性能变化规律。
5.将所得的实验结果与高性能轧辊的工作条件相联系,在保证钢的机械性能的前提下,优化高铬钢的热处理工艺。
三、研究方法:1.采用标准的热处理实验和金相显微镜、电子探针等分析技术。
2.应用系统的试验分析方法,对实验结果进行数据处理和分析。
四、预期成果:完成本研究后,将对高性能轧辊用高铬钢的热处理工艺优化及组织性能研究提供一定的理论和实验依据。
预期成果包括:1.在高铬钢的热处理工艺、组织形态及机械性能方面取得一定的新发现。
2.提出更加全面、系统的高铬钢热处理工艺优化方案,提高高性能轧辊的质量、寿命和稳定性。
3.发表学术论文或专业技术报告,将研究成果推广到钢铁行业及相关领域。
高镍铬无限冷硬铸铁轧辊化学元素
高镍铬无限冷硬铸铁轧辊化学元素下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!一、引言高镍铬无限冷硬铸铁轧辊是轧钢设备中的重要零部件,其性能直接影响着轧钢生产的效率和质量。
改进型高镍铬铸铁轧辊的生产
摘 要 :目 前宽厚板轧机工作辊多采用传统的高镍铬材质。随着钢厂生产效率要求的不断提高, 宽厚板轧机对工作辊的
要求也越来越 高。轧辊生产企业通过调整合金成分 ,生产 出了适用于宽厚板轧机的改进型高镍铬铸铁工作 辊 ,其组 织 中碳 化物和石墨的形态及组 织发生了明显变化 ,使用结果显示 ,改进型高镍铬铸铁轧辊的耐磨性较传统型产品提高 了
r ls f rplt i r od c d,o i h t r h o y a b d nd g a ie sg i c n l h n e o l o ae m l we e pr u e l fwh c he mo p ol g ofc r i e a r ph t i n f a ty c a g d. i Th e ulss o t twe rr ssa e oft e i r v d I e r s t h w ha a e itnc mp o e CDP o l n r a e r ha 0% c mp rng wi h r lsi c e s d mo et n 2 o ai t h t r di o lp o u t. heta t na r d c s i
A s at rdt n ln e nt hl d u l p u (C ) maei a sda r l o ev l e b t c:T a io a id f i c i o be o r I DP r i i e l t a w s e s rl u wokr l nh aypa o t
为此 国 内外 的钢铁 企业 和轧 辊供 应商 们通 过不 断 的产
广 泛 用 于大 型 船舶 、高压 容 器 、锅 炉 、桥 梁 等方 面 ,
宽 厚板 轧机 在一 定程 度上 代表 了一个 国家轧钢 工业 的 发 展水 平 。作 为直接 参 与轧钢 的工 具— —轧辊 ,其 性 能直接影 响着钢材 的性 能和板面质量 。
高镍铬铸铁轧辊材料激光相变组织与耐磨性研究
高镍铬铸铁轧辊材料激光相变组织与耐磨性研究
欧阳安;黄安国;王长贵;王玉涛;李志远
【期刊名称】《电焊机》
【年(卷),期】2007(037)008
【摘要】对高镍铬铸铁轧辊材料进行激光相变强化试验,观察了其微观显微组织,并进行了硬度测试和耐磨性分析.研究发现,激光相变试样存在熔化区、淬硬区和母材三个区域.激光相变处理后硬度由基材的500HV提高到800~900 HV.激光强化处理后高镍铬铸铁轧辊的耐磨性也远高于母材.还分析了激光相变出现熔化区及产生裂纹的机制,并进行了温度场模拟,以探索优化的工艺参数.
【总页数】5页(P45-49)
【作者】欧阳安;黄安国;王长贵;王玉涛;李志远
【作者单位】华中科技大学,材料学院,湖北,武汉,430074;华中科技大学,材料学院,湖北,武汉,430074;华中科技大学,材料学院,湖北,武汉,430074;武汉钢铁集团公司研究院,湖北,武汉,430080;华中科技大学,材料学院,湖北,武汉,430074
【正文语种】中文
【中图分类】TG156.99
【相关文献】
1.高镍铬无限冷硬复合铸铁轧辊辊身基体组织选择雏议 [J], 郭玉珍;王艳华
2.变质处理对高镍铬钼铸铁复合轧辊工作层组织及性能的影响 [J], 李贵茂;柳艳;杜成武;石为喜;曹艺;马壮
3.钇基重稀土变质对高镍铬无限冷硬铸铁轧辊组织与性能的影响 [J], 赵立新;王井玉;白云龙;赵文辉
4.高镍铬无限冷硬铸铁轧辊表面激光合金化的研究 [J], 孙桂芳;刘常升;陶兴启;陈岁元
5.石墨及碳化物对高镍铬无限冷硬铸铁轧辊耐磨性的影响 [J], 孙智刚;高伟;肖福仁;廖波;王玉辉;吴来磊;冯延青;孙格平;张军田
因版权原因,仅展示原文概要,查看原文内容请购买。
改进型高Ni—Cr铸铁/球铁复合轧辊的研制
气u气。气c气c气ctc信e臂e'c乍∞c气clc’e气也'o口c乍elc乍c啃e哼e气c噶c噶e气c^t以c霄otete气e气c恤々也气e气c代c^吧^啦^世^心’9B它ete气c乍eqe乍c乍e乍c晖e乍c乍e噶也‘也,口
参 考文 献
【11陈国桢,肖柯则,姜小居.铸件缺陷和对策手册【M】.北京:机械工 业出版社.1996:204—216.
【2】李恩琪,殷经星,张武城.铸造用感应电炉【M】.北京:机械工业出 版社,1997:4—5.
[3】陈礼年.孕育剂鞋对激冷球铁凸轮轴组织和性能的影响【J1.现 代铸铁,2002,(3):32—34.
为使已凝同的外层和芯部铁液熔合良好,芯 部铁液的浇注温度要高于外层金属的液相线温 度。但由于芯部铁液数量多热容量大,故芯部铁 液温度也不宜过高;否则,外层被重熔过多,会导 致工作层厚度不足。此外,芯部球铁的浇注温度 过高,还可能影响球化效果,并且容易产生缩孑L、缩 松缺陷'车L辊探伤时有可能反映出穿透陛能较差。 3.5轧辊热处理工艺
万方数据
2008/4现代铸铁f 69
Speci刽Ca8t Irons
表1各种碳化物的维氏硬度和密度
Tab.1 Vickers—hardness and density of various carbides
一种是在Ni—Cr—Mo铸铁轧辊中加入合金元素 使轧辊在高温结晶出高硬度、细小弥散的碳化物 来提高轧辊的耐磨性。笔者公司采用了高温结晶 析出碳化物的方法。
bec哪e layer and core area of the m11
smaller and more munded;carbides di8t—bution in outer layer became more uniforrnly
1422热轧精轧高铬铸铁辊氧化膜剥落的分析与改进
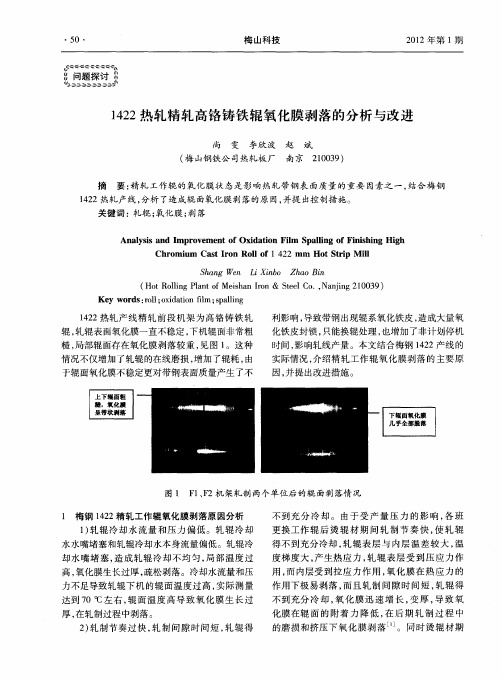
膜大面积剥落 的问题 , 实际生产过程 中, 轧辊表面 氧化膜基 本完整 、 定 , 系氧化铁 皮大 幅减少 , 稳 辊 由 于氧化膜剥落的异常换辊次数得到有效控制。
间检 查 轧 辊 冷 却 水 集 管 、 嘴 的 状 态 和 轧 辊 冷 水
却水压力 。 2 2 增 加 轧 辊 冷 却 水 量 和 压 力 , 化 水 量 . 优
分 布
3 轧 制 负 荷 大 , 位 宽 度 轧 制 力 大 , 化 膜 ) 单 氧 受到 大 的剪 切力 而剥 落 。精 轧 前 段 机 架 负 荷 大 ,
2 采取 的 措施
根据沿 轧 辊辊 身长度 方 向的温 度分 布 以及 氧
化 膜 的剥 落情 况 , 并且 结 合 氧 化 膜状 态 以及 水 系
统的实际用水情况 , 分别增加了轧辊冷却水流量 ;
同时 为 了加 强冷 却效 果 , 加 出入 口水量 , 出 口 增 对
集 管进 行改 造并 对 水 嘴 型 号 进行 调 整 , 大 轧辊 加
赠
4 0
●
删
3 0
f 』
’
图 2 水量调 整 前辊 面 温度 情 况
6 O 5 5
图 3 根据 辊 温分布 多次调 整 改造后
出口轧 辊冷 却水 分布 图
F 架 的轧 制负 荷 , 轧制 负荷 适 当移至 其他 机 2机 将
’ 、
.
一
架 , 少 操 作 工 对 负荷 分 配 的 手 动 干 预 ; 一 方 减 另
( 上接 第 5 1页 )
图 5 采取措 施后 F 、2机 架轧 制 两个单 位后 的辊 面剥 落情 况 1F
热轧板带高镍铬无限冷硬轧辊的生产要点
韧性 好 的球 墨铸铁 ,采 用亚 共 晶碳 当量 ,为 了提 高辊 颈力 学性 能及 保证 避 免产 生球 化缺 陷 ,适 当加 入 一些 合金 ,外 层化学 成分见表 1 ,芯部 化学成 分按照球 铁控
制 ,见表 2 。
表 1 轧 辊 外 层 化 学 成 分
Ta l e c lc m p st n o u e y r o o l w o b e 1 Ch mi a o o ii fo t r l e fr l c/ o a
解 决 方法采 用 的是 高温铁 液点 冒口 ,芯部 铁 液浇 至 轧 辊辊 颈 高 度 以上 10 2 0mm时停 止浇 注 ,保 温 0 ~ 0
3 - 5mi后再 采 用 高温 或 高碳 铁 液 以 10 2 0 gmi 0 4 n 0 - 0 / n k
的速度小 流量浇 至要求 高度『 5 _ 。
Ke it f h g — d f i ie lf t r y Pon so e Hih Ni I e i t Chl d Ro lor t Cr n ne l Ho i St p
LIS — ua hiy n
( a gh nI na dSe l o pHe v c ie dE u me t o, t.T n s a 6 0 0 He e, hn ) T n s a o n te Gru a y r Ma hn r a q i n . d, a gh n 3 0 , b iC i y n p C L 0 a
改进型高镍铬轧辊的加工工艺的研究
3.周旨峰.乔林锁.姜丽.张文忠铬钼无限冷硬球墨铸铁辊套的组织及性能控制[期刊论文]-铸造技术2004,25(11)
4.孙桂芳.刘常升.陶兴启.陈岁元.SUN Gui-fang.LIU Chang-sheng.TAO Xing-qi.CHEN Sui-yuan高镍铬无限冷硬铸铁轧辊表面激光合金化的研究[期刊论文]-东北大学学报(自然科学版)2008,29(6)
作者:罗晓峰学位授予单Βιβλιοθήκη :大连理工大学被引用次数:1次
1.杨成伟改进型高镍铬无限冷硬离心复合铸铁轧辊的研制[学位论文]2009
2.孙智刚.高伟.肖福仁.廖波.王玉辉.吴来磊.冯延青.孙格平.张军田.SUN Zhi-gang.GAO Wei.XIAO Fu-ren.LIAO Bo.WANG Yu-hui.WU Lai-lei.FENG Yan-qing.SUN Ge-ping.ZHANG Jun-tian石墨及碳化物对高镍铬无限冷硬铸铁轧辊耐磨性的影响[期刊论文]-材料热处理学报2007,28(z1)
5.陈联满.张明如.王越.刘晶.CHEN Lian-man.ZHANG Ming-ru.WANG Yue.LIU Jing高镍铬无限冷硬球墨铸铁复合轧辊剥离分析[期刊论文]-金属热处理2007,32(z1)
1.官荣权XK500C数控轧辊加工机床小规格刀杆易损分析[期刊论文]-现代商贸工业 2011(12)
大连理工大学
硕士学位论文
改进型高镍铬轧辊的加工工艺研究
姓名:***
申请学位级别:硕士
专业:机械工程
指导教师:赵福令;张志力
20091201
改进型高镍铬轧辊的加工工艺研究
改进型高镍铬无限冷硬复合铸铁轧辊性能影响因素分析
改进型高镍铬无限冷硬复合铸铁轧辊性能影响因素分析黄明;肖连华【摘要】改进型高镍铬无限冷硬复合铸铁轧辊组织由贝氏体、少量马氏体、残余奥氏体、渗碳体以及石墨等组成.本文通过讨论材质中元素Si和耐磨粒子形成元素Nb、V的变化,分析产品金相组织与性能之间的关系,得出改进型ICDP轧辊性能最优的金相组织,制定出最优的Si、Nb、V质量分数,改进轧辊性能指标.【期刊名称】《铸造设备与工艺》【年(卷),期】2019(000)003【总页数】4页(P44-46,49)【关键词】改进型;ICDP轧辊;耐磨粒子【作者】黄明;肖连华【作者单位】唐山钢铁集团重机装备有限公司,河北唐山063000;唐山钢铁集团重机装备有限公司,河北唐山063000【正文语种】中文【中图分类】TG250;TG333.17高镍铬无限冷硬复合铸铁(ICDP)轧辊主要使用于热轧板带轧机,随着板材性能要求及轧制环境的提升,轧辊性能要求也越来越高,特别是耐磨性、抗事故能力等性能指标。
为提升轧辊性能,适应新的轧制环境,轧辊厂家开始制作改进型ICDP 轧辊。
所谓改进型高镍铬轧辊,即通过在高镍铬轧辊中添加些碳化物形成元素而不损失其原有机械性能及物理性能。
采用特殊熔炼及铸造工艺,使耐磨粒子在轧辊基体中均匀分布,从而提高轧辊的耐磨性。
这种改进型高镍铬轧辊之所以耐磨,是因为基体中含有高硬度的碳化物。
研究方法为假定基础合金元素(Ni、Cr、Mo)不变,通过变动石墨形成元素Si、耐磨粒子形成元素(V,Nb),研究显微硬度、组织含量、耐磨粒子[1-2]分布等金相组织变化,了解组织与性能之间的关系。
1 组织性能分析1.1 显微硬度的测量ICDP轧辊辊身基体组织为贝氏体+少量马氏体+残余奥氏体+渗碳体+石墨,为测定各个金相组织对轧辊总体硬度的影响,实验过程中使用型号THV-1MD的数显显微维氏硬度计在500×视场下对各个金相组织的显微硬度进行了测定,测定金相图片如图1所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 )改 进 型高 镍 铬 离 心 辊 的化 学 成分 ,对切 削
性 能 的影 响
改 进型 高 镍 铬 离 心 轧 辊 的化 学 成 分 ,对 切 削
收稿 日期:2 1- 2 0 0 2 0- 6 作者简介:冉学农 (9 4 16 一),男,重庆人 ,副教授 ,硕士 ,研 究方向为机械 工程 和教 育管理 。 【 0 第 3 卷 第3 6】 4 期 21- ( ) 02 3下
磨 性 。 因 此沿 轴 身 截 面 工 作 层 硬 度 很 高 ,最 高 可
达H8 S 2以上 。改 进型 高镍 铬轧 辊之 所 以耐 磨性 增 强 ,是 因 为 耐 磨碳 化 物 的硬 度 高 。毛 坯 还 经 常 有 铸 造 缺 陷 。如 :包 砂 、夹 渣 、 硬 点 和 气 孔 等 。 如 此 状 态 的 毛 坯 和 如 此 高 的硬 度 ,给 切 削 加 工 增 加 了难 度 。研 究切 削 刀具 的适 应 性 ,对 提 高 改 进 型 高 镍 铬 轧 辊 的 切 削 性 能 ,提 高 切 削效 率 ,降 低 加
务I
匐 似
改进型高镍铬轧辊的切削性能分析
St udy on cut i er or ance ofenhanced I tng p f m CDP ‘on r l i r ol s
冉学农
R AN XM . o g en n
( 重庆 电子工程职 业学院 ,重庆 4 1 3 ) 0 3 1
摘
要 : 目前改进型 高镍 铬无限冷硬铸 铁轧辊以其 高的耐磨性在 国外得到普遍使用 ,本文通 过对改进
型高镍铬轧辊 的切削分析 , 择合理切 削参 数 ,实现轧辊 的高效加工 ,对于今后的 轧辊生产 选
具有 一定的帮助 。 关键词 : 改进 型高镍铬 轧辊 ;加 工工 艺;切削性 能;参数选择 中圈分类号 :T 3 1 P 9 文献标识码 :A 文章编号 :1 0 —0 3 ( 0 2 3下 ) 0 6 —0 9 1421)( 一 00 4 0
而 硬 ) 1
硬质点硬度很高,对刀具刃口擦伤作用。() 2 工件 材 料 晶界 处 微 细 硬 质 点 ,能 使 材 料 强度 和 硬 度 提
高 ,使 切 削 时 剪切 变 形 的 抗 力增 大 ,使 切 削 加 工
性 能 变低 。
其 原 因是硬 质 点的缘 故 。
2 轧 辊 的 化 学成 份 :一般 认 为 ,含 强 烈形 成 ) 碳 化 物 的 主 要 元 素 :如 镍 、铬 、钒 、钼 、钨 和 铌 等 ,合 金 成 份 含 量 越 高 ,其 形 成 的材 料 组 织 硬 质 点就 越硬 ,加 工性就 越 差 。 3 轧 辊 金 相组 织 :其 形 成 的碳 化 物 和 合金 元 )
D i1 .9 9 Jis .0 9 0 .0 .( ) 1 o: 3 6 / . n 1 0 - 1 4 21 3 下 .9 O s 3 2
0 引言
所 谓 的 改 进 型 轧 辊 ,是 采 用 离 心 式 全 冲 洗 方 法 制造 的 高性 能 轧 辊 ,通 过 在 高 镍铬 轧 辊 中添 加
素 的成分 、热 处理 的 工艺 有关 ,如 : 、马 氏体 、贝 氏体 、针 状 体 和珠 光 体 ,都 有 很 高 的 硬 度 ,高 镍 铬 、高 铬 铁 等 轧 辊 不 仅 其 贝 氏体 组 织 硬 度 高 ,而 且 在 坚硬 的基 体 上 ,弥 散 了大 量 的 和分 布 均 匀 的
1 硬度 对切 削性 能的 影响 )
些 钒 、钨 等 碳 化 物 形 成 元 素 而 不 损失 其 原 来 的
机 械 性 能 及 物理 性 能 ,即 不破 坏 原 来基 体 合 金 中
碳 化 物 /石 墨 的平 衡 或不 改变 基 体 成 分 ,通 过 耐 磨 粒 子 在 轧 辊基 体 中均 匀分 布 ,从 而提 高轧 辊 耐
工 成本 有着 重要 意义 。
在 同 类 材料 中硬 度 高 的 材 料 加 工 性 能 低 。 因 材料硬 度高 时 ,切 屑 与前 刀面 的接触长 度减 少 ,因 此 ,前刀面 法 向应力增 大 ,切 削 时磨擦 热 集中在 较 小 的刀一 屑接 触面上 ,致使 刀尖 散热性 能 差 ,促 使 切削 温度加 剧 ,刀具 磨损加 剧 ,本次试 验 的改进 型 高镍 铬辊 的辊身硬 度 为 HS 78 ,为高硬 度轧 辊 , D7 ・3 由改进 型 高镍 铬 轧辊 的 工作 层 硬度 变 化 曲线 可 知 ,
在轧 辊辊身 的切 削余量 范 围内 ,硬 度降落 很小 。
2 )改进 型 高 镍铬 轧辊 辊 身 表 面 弥散 的碳 化 物 硬 质 点 对 切 削性 能 的影 响在 车 削 改进 型 高 镍 铬 离
心 轧 辊 辊 身 时 ,经 常 会 出现 一 把 刀 刀尖 完 好 ,切 削 刃也 未 磨 损 ,而 刃 口出现 一 豁 口的现 象 。分 析
1 影 响轧辊切削性能的 因素
1 辊 的物 理 性 能 :轧 辊 加 工 部位 的硬 度 越 )轧 高 ,强 度 越 高 ,导 热 性 越 差 ,切 削 时 所 用 的 功 就 越 多 ,切 削 力 和 切 削 热 聚 集 在 刀 刃 中,促 使 切 削
温 度升 高 ,刀具 磨损 加剧 ,切 削性 能变差 。
一
微 小碳化 物 ,使切 削性 能变 差 。
2 改进型高镍铬轧辊 的切削性能
长期 的 生产 实 践证 明 ,轧 辊 的 切 削 性 能 主 要 取 决于轧 辊的机械性 能、化学成分 和微观 组织。 由于 改进 型 高 镍 铬 轧 辊 增 加 了 钒 和钨 等 元素 的含 量 ,从 而 提 高 了轧 辊 本 身 所 具 有 的 耐 磨 性 、热 硬 性 、强度和 硬 度 ,因此导 致切 削 困难 。