森吉米尔冷轧机简介
森吉米尔轧机AGC控制原理

森吉米尔轧机AGC控制原理作者:韩存苏智来源:《科技创新导报》2012年第20期摘要:冷轧可逆式轧机在轧制过程中主要用到的几种关于AGC控制器的原理及对这几种控制方式的详细介绍,其中包括秒流量控制,前馈控制,后馈控制,以及其他一些补偿功能。
关键词:AGC 前馈后馈秒流量中图分类号:TF7 文献标识码:A 文章编号:1674-098X(2012)07(b)-0084-01自动厚度控制在森吉米尔轧机上应用于带钢的厚度控制,要求目标厚度的达标基于自动厚度控制,这也是带钢最重要的指标之一。
基于秒流量的厚度控制使轧机厚度控制非常可靠。
由于热轧工艺因素带来规律性的厚度偏差,另外冷轧加工时卷筒偏心,摩擦,及温度因素也能带来厚度偏差。
轧制过程中应该将,冷轧热轧导致的厚度偏差分别矫正。
因此在轧机传动单元补偿了由于卷筒偏心钳口造成的厚度波动,合并秒流量控制。
一下几点是主要的厚度偏差因素。
.钢卷偏心.带尾张力丢失.轧制带头带尾温度偏差.带钢冷却不均带钢厚度的偏差矫正可以使用调整辊缝位置也可以使用张力调整,自动厚度控制由以下几部分组成。
.秒流量控制.前馈控制.后馈控制.轧制效率补偿.矫正系数AGC的控制输出信号主要由前馈,后馈控制以及其他补偿功能决定,这些矫正值正反馈叠加于执行器上,执行机构一是辊缝位置,二是前张力。
一、秒流量控制概念秒流量基于理论是无论何时带材流入辊缝的体积同流出的体积都是一样的。
带材的体积计算是通过带钢横截面积乘以入口出口的速度,冷轧时带钢宽度方向不会改变公式如下。
如果考虑到速度偏差这个公式用于计算出可能的出口厚度偏差转换成辊缝设定入口出口的速度测量通过激光测速或者高分辨率的编码器,秒流量控制和前后馈使用同一执行机构,两者之间协调合作,秒流量控制能够预算出辊缝和出测厚仪之间的米数的计算误差,提高前后馈的动态响应精度。
在带钢到达测厚仪及带钢零速时系统已将采集数据。
因为闭系统将在出口侧产生速度提升,出口卷取机要设定加速偏差以防加速时产生张力波动。
20辊轧机之父森吉米尔
20辊轧机之父——森吉米尔的一生20辊轧机之父——泰德伍兹. 森吉米尔的一生 科学技术是没有国界的,科学技术推动了人类历史的进步 纪念20辊轧机的发明人——泰德伍兹.森吉米尔。
一个出生在波兰、曾经在中国生活了11年、最终定居在美国的钢铁巨人的故事。
泰德伍兹.森吉米尔(Tadeusz Sendzimir)于1894年7月15日出生于波兰勒武市。
在他大学生涯的最后一年,由于接近俄国和德国的势力范围,而这两个国家在一战期间都试图征服对方,他被迫逃离祖国。
和他的很多同胞不同的是,森吉米尔往东逃到了中国。
这次旅程耗时三年,沿着与之前所有圆睁着眼的侵略者、商人和冒险家相同的路——从长江宽阔的褐色江口逆流而上12英里,他到达了上海。
当森吉米尔的船靠岸时,有几个欧洲人在码头。
其中一个男人走近问森吉米尔是否需要住的地方,他可以给森吉米尔提供他公寓里的一个房间,森吉米尔同意了。
于是他们离开码头,穿过苏州河,来到了俄国移民聚集的街区。
在聊着他逃离的地方时,森吉米尔满怀敬畏地观察着这个他刚刚踏入的世界。
赤膊的苦力或拉或推着独轮车,车上的家具、木箱、关在竹笼里的鸡、轮船衣箱和一捆捆铁丝堆得高高的。
他们喊着口号来保持步伐并警戒路上的行人。
森吉米尔立即被中国的独轮车迷住了。
“当时我问自己:独轮车已经经过了几个世纪的发展,如果改进它,我能做什么?当然没有:你无法再改进它了。
”森吉米尔在东方汽车房找到了一份工作,这是一家美资的汽车修理店。
但是他们不是需要他修车,而是需要他给数百名中国人培训如何驾驶T型车。
大约20万中国人在一战期间被送往欧洲和中东,这也是中国对战争的贡献。
这些司机在东方汽车房训练好以后就送往法国清理战场。
对于一个工程师来说,这几乎不算工作,但森吉米尔却热情地投入到这个任务中。
他发现别的老师一次只教一个学生。
“我不喜欢那样,”他回忆。
“那样太慢了。
我对自己说,别在意别人所做的。
我要合理地做,用我的方式。
”他让几名学员坐在车里,他自己坐在车轮后面,一边驾驶着车围绕场地后退、前进,一边解释怎样操纵和倒转两个车轮。
森吉米尔20辊轧机薄带轧制工艺研究
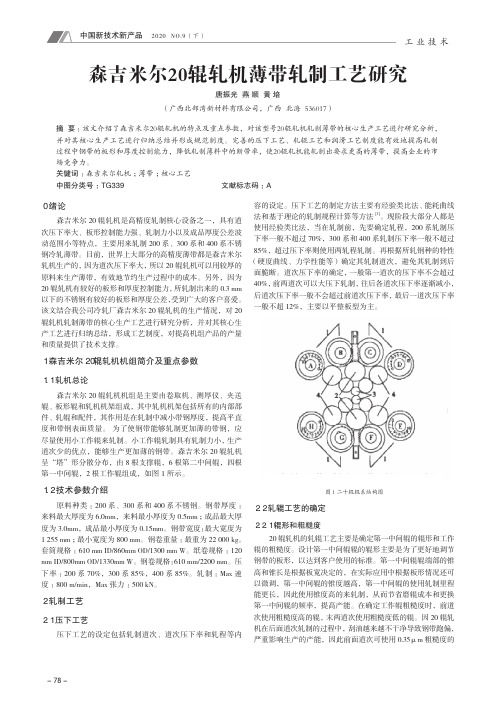
- 78 -工 业 技 术0 绪论森吉米尔20辊轧机是高精度轧制核心设备之一,具有道次压下率大、板形控制能力强、轧制力小以及成品厚度公差波动范围小等特点,主要用来轧制200系、300系和400系不锈钢冷轧薄带。
目前,世界上大部分的高精度薄带都是森吉米尔轧机生产的,因为道次压下率大,所以20辊轧机可以用较厚的原料来生产薄带,有效地节约生产过程中的成本。
另外,因为20辊轧机有较好的板形和厚度控制能力,所轧制出来的0.3 mm 以下的不锈钢有较好的板形和厚度公差,受到广大的客户喜爱。
该文结合我公司冷轧厂森吉米尔20辊轧机的生产情况,对20辊轧机轧制薄带的核心生产工艺进行研究分析,并对其核心生产工艺进行归纳总结,形成工艺制度,对提高机组产品的产量和质量提供了技术支撑。
1 森吉米尔20辊轧机机组简介及重点参数1.1 轧机总论森吉米尔20辊轧机机组是主要由卷取机、测厚仪、夹送辊、板形辊和轧机机架组成,其中轧机机架包括所有的内部部件、轧辊和配件,其作用是在轧制中减小带钢厚度,提高平直度和带钢表面质量。
为了使钢带能够轧制更加薄的带钢,应尽量使用小工作辊来轧制。
小工作辊轧制具有轧制力小,生产道次少的优点,能够生产更加薄的钢带。
森吉米尔20辊轧机呈“塔”形分散分布,由8根支撑辊,6根第二中间辊,四根第一中间辊,2根工作辊组成,如图1所示。
1.2 技术参数介绍原料种类:200系、300系和400系不锈钢。
钢带厚度:来料最大厚度为6.0mm,来料最小厚度为0.5mm ;成品最大厚度为3.0mm,成品最小厚度为0.15mm。
钢带宽度:最大宽度为 1 255 mm ;最小宽度为800 mm。
钢卷重量:最重为22 000 kg。
套筒规格:610 mm ID/860mm OD/1300 mm W。
纸卷规格:120 mm ID/800mm OD/1330mm W。
钢卷规格:610 mm/2200 mm。
压下率:200系70%,300系85%,400系85%。
新型850mm二十辊不锈钢冷轧机组介绍
新型850mm二十辊不锈钢冷轧机组介绍对于不锈钢、硅钢及其他难变形精密合金的薄带轧制来说,二十辊轧机一直是用户的基本选择;国内两家大型钢铁企业早在上世纪六十年代就先后从西德和日本引进了国际上流行的罗恩式和森吉米尔式两种机型的1200二十辊轧机。
这两种机型都具有刚性高、轧出厚度薄、板型调节好的优点;但其极高的加工精度要求和制造难度使一般的制造厂家无能为力;其昂贵的价格和使用费用使很多用户望而却步;尤其是森吉米尔轧机在使用上辊系直径匹配要求严格,轧辊开口度小,也使用户感到很不方便。
针对以上缺憾,近十多年国内外轧机设计者遵循“支承辊多点支撑均衡施力”的传统设计思想,先后开发了机架内置上下辊箱式辊箱式的多种新型二十辊轧机,并在实践中获得成功。
但就目前国内中小企业使用的这类轧机来说,还存在一些缺点,使其不能为用户创造更大的经济效益。
现以T厂使用的850mm二十辊轧机为例谈谈个人的看法。
1.轧薄能力差:实际使用效果比同规格的六辊轧机强不多少,徒然增大了用户的设备费用和使用费用;作者以为这是设计理念上的偏頗所致。
现在国内自行设计制造的辊箱式二十辊轧机实质上是将罗恩式二十辊轧机的四根立柱及附属压下装置取消,上下辊箱放置在一个整体机架内;通过上(或下)部压下油缸施加轧制压力,通过下(或上)部斜楔调整装置保持轧制线标高不变。
这种结构本身在轧制状态下机架系统的变形应力线拉长,其综合刚性与上述两种传统二十辊轧机无法相比;如果在零部件结构上不加分析照搬罗恩轧机的设计会使其刚性更差;得不到薄带轧制所需的压下效应。
现场轧机看上去设计得很壮实,如果对其刚性进行一个简单的测量,就会发现大出所料。
2.缺少分段冷却辊形调节手段:二十辊轧机轧受结构空间的限制,喷嘴分段冷却装置的设计比较困难,有些轧机没有这个措施。
但是在板带轧制中作为对其它快速辊型调节手段的补充,分段冷却辊形调节手段还是不可缺少的——尤其在轧材宽度变化较大的情况下。
3.传动系统设备配置不合理:主电机经过专用减速机减速后再通过一个带增速的分配箱把扭矩传给四个中间辊;不但增加了设备重量,而且降低了传动效率和轧机的动态性能,增大了轧制能耗。
森吉米尔二十辊冷轧机安装
二十辊
文章编号 : 1 0 0 2 - 3 6 0 7( 2 0 1 3 )0 3 — 0 0 2 4 — 0 3 目前 ,世界上最小的2 0 辊轧机 的轧制宽度仅 1 l  ̄m m ,
文献标识码 :B
1 前 言
森吉米尔 轧机 1 9 3 3 年 由森吉米尔博士发 明,当时主 要用于生产宽度为8 0 0 m m、厚度为0 . | 3 a r m的低碳带钢 。 目前 ,共有4 0 0 多 台森 吉米尔轧 机遍布3 5 个 国家 。世界 上9 0 %以上的冷轧不锈 带钢是 由森吉米尔 轧机生产 的 , 此外大量 的硅钢 片 、薄规格 的有色金属及低碳钢也都是 森吉米尔轧机 轧制的。
每一条 焊缝完 成后 , 都需 要进行打磨 飞溅 物处 理 ,
每个 工人一个等分 ,按照 同一个方 向施焊 ,避免 焊缝应
力集 中在某一 区域 ,保持罐壁立面均匀 、整齐 、美观。
都 需要进行探 伤和真空试漏 , 罐 内都需 要削掉 多余 的临 时撑 杆临 时脚 手 架 , 都需要 按要求进 行 防腐 处理 , 使罐
第 二带罐壁在罐底板上组焊成 圆环状 之后 ,调整其 圆度 、垂直度 ,用拉杆等将其 固定 ( 见 罔三 ),这时第
一
拉葫芦松掉 ,第一带 、罐顶伞架 的重量 由第二带罐壁来 承担 ,这时可将背杠 、龙 门卡具等拆下 ,安装到第二带 罐壁 的下部固定 ,连接上手拉葫芦起升 ,这样第二带 、 第 一带 、罐顶伞架就一起上升到一个新高度 ,满足要求
带 罐壁 要轻 轻地 均匀 地 ( 有时需 用 手拉 葫芦 调升 调
降 )与第 二带 罐壁 吻合 ,有 时 由于钢 板 自身 的误差需
轧钢之家-不锈钢冷轧机简介

护量也高于森吉米尔轧机,尤其是四立 柱液压缸,其较高的技术含量,给维护
带来一定困难;
在有限的支承辊长度上设置9段轴承,
使得轴承的有效承载面积减少,进而
引起支承辊实际承载能力下降,在同 直径轴承的条件下,受力较森吉米尔 轧机恶劣,连续大负荷轧制时,很容 易引发轴承爆裂;
不锈钢冷轧机机型
比较项目 森吉米尔整体式轧机 0.2~3.0 +/-0.006 13 Max.800 Max.8000 4800 max 80 4500 AC ~10 <2 难 取出 差 森德威分体式轧机 0.2~3.0 +/-0.006 8 Max.800 8000 3600 max 82 4250 AC ~135 ≤3 易 不取出 好
8)通过F、G辊调整,可实现轧制线高
度的灵活调整; 9)轧制冷却油通过导板供油,冷却、 润滑效果好; 10)机架内除轧辊和穿带导板外无动 部件,操作和维护简单,运行可靠;
森吉米尔二十辊轧机特点
1
• 开口度小,不利于穿带与换辊。 • 轧辊可使用范围小,轧制厚规格需搭配使 用。 • 用齿条和偏心环调节,响应慢,控制精度 低; • 由于机架的整体结构,无法实现直接倾斜 控制;
2
3 4
四柱式二十辊轧机特点
1) 将机架上下分成两半,四根大立柱 连接,应力线短,机架刚度较高; 2) 开口度大,方便穿带与换辊等; 3) 轧辊可使用范围大; 4) 液压直接压下,压下响应快; 5) 可实现在线倾斜调整;
6) 凸度调节采用A、D辊楔块调节,调
节能力比B/C大15%-20%;
四柱式二十辊轧机特点
冷连轧机
单机架冷轧机
十二辊冷轧机
二十辊冷轧机
森吉米尔冷轧机简介
森吉米尔冷轧机简介森吉米尔轧机在结构性能上有如下主要特点:(1)具有整体铸造(或锻造)的机架,刚度大,并且轧制力呈放射状作用在机架的各个断面上。
(2)工作辊径小,道次压下率大,最大达86%。
有些材料不需中间退火,就可以轧成很薄的带材。
(3)具有轴向、径向辊形调整,辊径尺寸补偿,轧制线调整等机构,并采用液压压下及液压AGC系统,因此产品板形好,尺寸精度高。
(4)设备质量轻,轧机质量仅为同规格的四辊轧机的三分之一。
轧机外形尺寸小,所需基建投资少。
森吉米尔冷轧机基本上是单机架可逆式布置,灵活性大,产品范围广。
但是亦有极个别呈连续布置的森吉米尔轧机,如日本森吉米尔公司1969年为日本日新制钢公司周南厂设计制造的一套1270mm四机架全连续式二辊森吉米尔轧机。
该轧机第一架为ZR22-50"型轧机,其余三架均为,ZR21-50"型轧机,轧制规格为O、3mm1270mm不锈钢,卷重22t,轧制速度600m /min。
森吉米尔冷轧机的形式及命名法介绍如下:最常用的森吉米尔冷轧机形式是1-2-3-4型二辊轧机。
例如ZR33-18″,“Z"是波兰语Zimna的第一个字母,意思是“冷”;“R”表示“可逆的”;“33”表示轧机的型号;“18″”是轧制带材宽度的英寸数。
森吉米尔冷轧机还有1-2-3型二辊轧机,但是1-2-3型森吉米尔冷轧机在1964年以后就不再生产制造了。
森吉米尔冷轧机1-2型六辊轧机,由2个传动的工作辊和4个背衬轴承辊装置组成,如ZS06型,“S”表示“板材”,用来轧制宽的板材,但是它同样可以轧制带材,并且有一些还用在连续加工线上。
森吉米尔“ZR”型冷轧机有10个基本型号,其中1-2-3-4二辊轧机7个;1-2-3.型二辊轧机3个;“ZS”1-2型六辊轧机只有2个基本型号。
各型号轧机的背衬轴承外径、工作辊名义直径如下:轧机型号背衬轴承直径/mm工作辊名义直径/mm1-2-3-4型:ZR3247、66、35ZR3476、210、00ZR24120、021、50ZR33160、028、50ZR23225、040、00ZR22300、054、00ZR21406、480、001-2-3型:ZR1575、012、00ZRl6120、020、30ZRl9225、046、OO1-2型ZS06300、0216、00ZS07406、4280、00在以上基本型号的基础上派生出一些特殊的型号,在基本型号的词尾和词头加上不同意义的字母来表示。
二十辊森吉米尔轧机冷轧钛带工艺浅析

二十辊森吉米尔轧机冷轧钛带工艺浅析摘要:钛是一种新兴的金属材料,在工程技术和高科技领域发挥着总要作用,今后也将得到越来越广泛的应用。
冷轧钛带作为高技术产品,市场需求量逐年扩大。
本文简要介绍了二十辊森吉米尔轧机的特点和利用二十辊森吉米尔轧机冷轧钛带的一些工艺要点。
关键词:森吉米尔轧机,钛带冷轧,冷轧工艺引言:钛广泛分布于地壳及岩石之中,储量丰富,在所有元素中排名第十。
钛的密度仅为4.53g/cm3,仅为钢的40%左右,但强度却与钢相当。
钛带表面极易形成致密的氧化膜,使其具有高耐蚀性。
钛与人体有很好的相容性,对人体完全无毒且可以抵抗分泌物。
以上的这些特性使钛被认为是二十一世纪最重要的金属材料,广泛应用于航空航天、医疗、石油化工等领域,尤其在国防军工领域,钛是制造高端飞机、潜艇和舰船等必不可少的材料,发挥着越来越重要的作用。
冷轧钛带是高技术含量、高附加值、国防军工必须的产品,其加工设备复杂,工艺特殊,加工难度大,过去大量依靠从国外进口,但随着国内钛带冷轧技术的发展和产量的加大,这种情况得到了明显改善。
近年来,随着国民经济的发展和消费的升级,对薄规格钛带的需求量逐年增加,薄规格产品存在很大缺口,传统的钛带冷轧企业由于采用四辊、六辊等轧机轧制,设备能力受限,无法轧制出较薄产品,或者轧制出薄规格产品需要经过多次中间退火,生产成本较高,因此目前各企业逐渐开始采用二十辊轧机轧制钛带。
1 二十辊森吉米尔轧机的特点1.1 结构特点二十辊森吉米尔轧机是一种单机架可逆轧机,采用的是整体牌坊的形式,机架刚度高,最大轧制力可达800t,广泛应用于不锈钢、硅钢和钛材等高附加值材料的轧制,尤其是薄规格产品的轧制。
其辊系采用4-3-2-1-1-2-3-4的放射状排布方式,背衬轴承直径约为300mm,二中间辊直径约为170mm,一中间辊直径约为100mm,工作辊直径只有约60mm。
小直径的工作辊使其在轧制时道次压下率大,尤其适合轧制难变形的极薄材料。
森吉米尔二十辊轧机
辊径补偿调整机构示意图
2010-11-9
University of Science and Technology Beijing
10
2010-11-9
University of Science and Technology Beijing
11
•
2010-11-9
University of Science and Technology Beijing
3
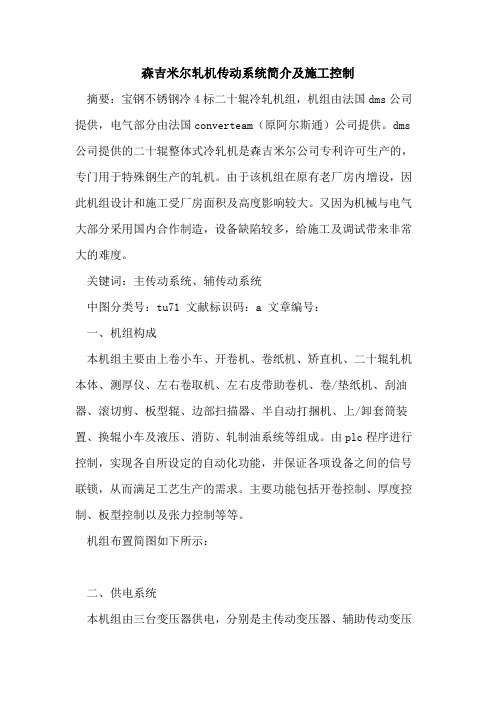
森吉米尔轧机的结构
二十辊森吉米尔轧机辊系是按1-2-3-4呈塔形布置,上下对称设置在机架 呈塔形布置, 二十辊森吉米尔轧机辊系是按 呈塔形布置 个梅花孔内。 的8个梅花孔内。上下两个工作辊分别靠在两个第一中间辊上;上下两对 个梅花孔内 上下两个工作辊分别靠在两个第一中间辊上; 第一中间辊又支撑在3个第二中间辊上 个第二中间辊上; 第一中间辊又支撑在 个第二中间辊上;而6个第二中间辊则支撑在外层固 个第二中间辊则支撑在外层固 定于梅花孔里的8个支撑辊组上 个支撑辊组上。 定于梅花孔里的 个支撑辊组上。
径向辊形调整机构示意图bc支持辊结构分解图universitytechnologybeijing2015824森吉米尔轧机支持辊示意图asu板形调节6种模式及对应的初始辊形asu2asu3用于控制双边浪中浪asu6用于控制带钢的单边浪而asu4asu5用于控制范围较小的对称的四分之一浪universitytechnologybeijing2015824轧机调整机构辊形调整机构b
径向辊形调整机构示意图
B、C支持辊结构分解图 、 支持辊结构分解图
2010-11-9
University of Science and Technology Beijing
7
十八辊轧机的主要机型
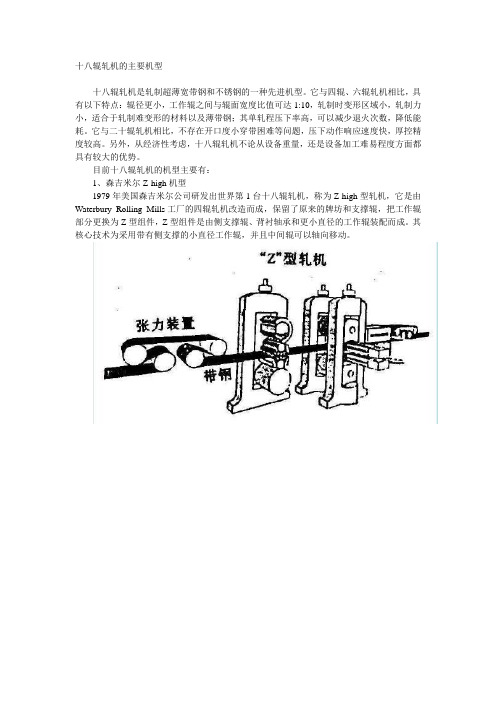
十八辊轧机的主要机型十八辊轧机是轧制超薄宽带钢和不锈钢的一种先进机型。
它与四辊、六辊轧机相比,具有以下特点:辊径更小,工作辊之间与辊面宽度比值可达1:10,轧制时变形区域小,轧制力小,适合于轧制难变形的材料以及薄带钢;其单轧程压下率高,可以减少退火次数,降低能耗。
它与二十辊轧机相比,不存在开口度小穿带困难等问题,压下动作响应速度快,厚控精度较高。
另外,从经济性考虑,十八辊轧机不论从设备重量,还是设备加工难易程度方面都具有较大的优势。
目前十八辊轧机的机型主要有:1、森吉米尔Z-high机型1979年美国森吉米尔公司研发出世界第1台十八辊轧机,称为Z-high型轧机,它是由Waterbury Rolling Mills工厂的四辊轧机改造而成,保留了原来的牌坊和支撑辊,把工作辊部分更换为Z型组件,Z型组件是由侧支撑辊、背衬轴承和更小直径的工作辊装配而成。
其核心技术为采用带有侧支撑的小直径工作辊,并且中间辊可以轴向移动。
2、安德里兹森德维克S6机型2001年,安德里兹集团德维克森德维克公司推出了首套S6冷轧机,其结构特点为4个支撑组件固定在轧机牌坊之间,通过液压缸实现压下和返回过程。
该机型的工作辊的使用范围比Z-high机型大,用于碳钢生产的粗轧、中轧和精轧等,产品厚度为6.5----0.1mm。
同时,该机型可用于生产磷青铜、钼合金、钛镍合金及不锈钢带。
目前,中国宝钢不锈钢和太钢不锈钢公司均引进了S6轧机。
3、奥钢联POWER X-HI机型西门子奥钢联公司的POWER X-HI轧机,机型侧支撑辊组件上端通过液压缸缸杆上的耳环、销轴固定在机架上,组件可以绕销轴转动,工作时下端被液压缸推动的弧面顶板压靠直至侧支撑辊紧靠住工作辊。
2010年,宝钢德盛引进西门子奥钢联公司的全连续直接轧制退火酸洗生产线,用于生产不锈钢冷轧产品。
4、中国HCS机型中国对十八辊轧机的研究起步较早,但长期以来一直局限于小型设备及实验性质阶段,没有大规模应用于工业生产,直到2011年,中国重型机械研究院研发了1250mmHCS十八辊轧机架可逆冷轧机组投入生产,该轧机具有机械式中间辊轴向横移、正负弯辊等板形控制手段。
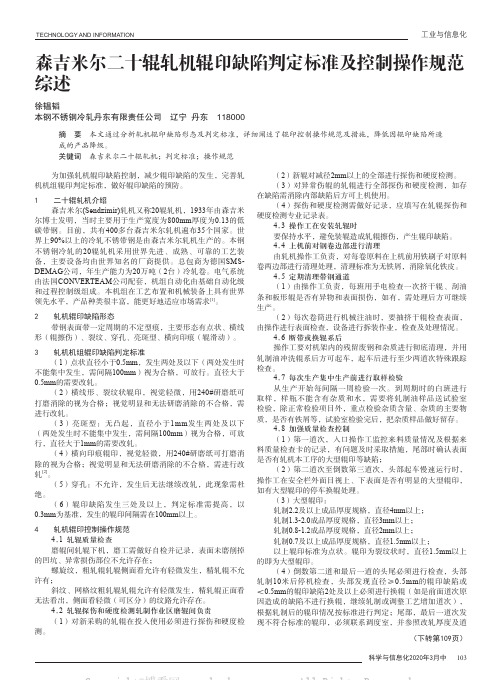
森吉米尔二十辊轧机辊印缺陷判定标准及控制操作规范综述
工业与信息化
森吉米尔二十辊轧机辊印限责任公司 辽宁 丹东 118000
摘 要 本文通过分析轧机辊印缺陷形态及判定标准,详细阐述了辊印控制操作规范及措施,降低因辊印缺陷所造 成的产品降级。 关键词 森吉米尔二十辊轧机;判定标准;操作规范
2 轧机辊印缺陷形态 带钢表面带一定周期的不定型痕,主要形态有点状、横线
形(辊擦伤)、裂纹、穿孔、亮斑型、横向印痕(辊滑动)。
3 轧机机组辊印缺陷判定标准 (1)点状直径小于0.5mm,发生两处及以下(两处发生时
不能集中发生,需间隔100mm)视为合格,可放行。直径大于 0.5mm的需要改轧。
满达到了预期效果。
参考文献 [1] 宋远海,周加胜,李克志.高压变频器主从控制在高压辊磨机上的
应用[J].变频器世界,2018,(5):84-87.
(上接第103页)
次推荐表进行改轧。 (5)订单厚度1.5mm及以上厚度规格,全长加入垫纸的不
进行改轧,如出现辊印,在生产操作卡上做好详细记录,记录 要包括缺陷发生的形态、大小、位置、周期、发生起始长度, 继续下工序生产,在退火中间检查时判定。
(5)穿孔:不允许,发生后无法继续改轧,此现象需杜 绝。
(6)辊印缺陷发生三处及以上,判定标准需提高,以 0.3mm为基准,发生的辊印间隔需在100mm以上。
4 轧机辊印控制操作规范 4.1 轧辊质量检查 磨辊间轧辊下机,磨工需做好自检并记录,表面未磨削掉
的凹坑、异常损伤部位不允许存在; 螺旋纹,粗轧辊轧辊侧面看允许有轻微发生,精轧辊不允
(2)横线形、裂纹状辊印,视觉轻微,用240#研磨纸可 打磨消除的视为合格;视觉明显和无法研磨消除的不合格,需 进行改轧。
2 森吉米尔二十辊轧机解析
2 森吉米尔二十辊轧机森吉米尔冷轧机与四辊轧机或其他类型轧机的本质区别是轧制力的传递方向不同。
森吉米尔冷轧机轧制力从工作辊通过中间辊传到支撑辊装置,并最终传到坚固的整体机架上。
这种设计保证了工作辊在整个长度方向的支撑。
这样辊系变形极小,可以在轧制的整个宽度方向获得非常精确的厚度偏差。
森吉米尔轧机在结构性能上有如下主要特点:(1)具有整体铸造(或锻造)的机架,刚度大,并且轧制力呈放射状作用在机架的各个断面上。
(2)工作辊径小,道次压下率大,最大达60%。
有些材料不需中间退火,就可以轧成很薄的带材。
(3)具有轴向、径向辊形调整,辊径尺寸补偿,轧制线调整等机构,并采用液压压下及液压AGC系统,因此产品板形好,尺寸精度高。
(4)设备质量轻,轧机质量仅为同规格的四辊轧机的三分之一。
轧机外形尺寸小,所需基建投资少。
森吉米尔冷轧机基本上是单机架可逆式布置,灵活性大,产品范围广。
但是亦有极个别呈连续布置的森吉米尔轧机,如日本森吉米尔公司1969年为日本日新制钢公司周南厂设计制造的一套1270mm四机架全连续式二十辊森吉米尔轧机。
该轧机第一架为ZR22-50"型轧机,其余三架均为,ZR21-50"型轧机,轧制规格为O.3mm×1270mm不锈钢,卷重22t,轧制速度600m/min。
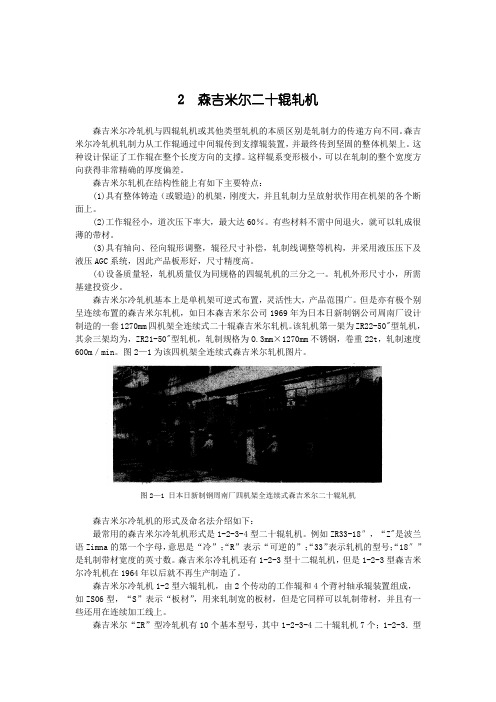
图2—1为该四机架全连续式森吉米尔轧机图片。
图2—1 日本日新制钢周南厂四机架全连续式森吉米尔二十辊轧机森吉米尔冷轧机的形式及命名法介绍如下:最常用的森吉米尔冷轧机形式是1-2-3-4型二十辊轧机。
例如ZR33-18″,“Z"是波兰语Zimna的第一个字母,意思是“冷”;“R”表示“可逆的”;“33”表示轧机的型号;“18″”是轧制带材宽度的英寸数。
森吉米尔冷轧机还有1-2-3型十二辊轧机,但是1-2-3型森吉米尔冷轧机在1964年以后就不再生产制造了。
森吉米尔冷轧机1-2型六辊轧机,由2个传动的工作辊和4个背衬轴承辊装置组成,如ZS06型,“S”表示“板材”,用来轧制宽的板材,但是它同样可以轧制带材,并且有一些还用在连续加工线上。
两种典型二十辊轧机的比较分析
两种典型二十辊轧机的比较分析摘要:本文对森吉米尔轧机和森德威克轧机两种二十辊轧机的结构特点、板型控制特点、工艺润滑特点等进行了分析总结,对两种轧机的优缺点做了详细阐述,为引进设备时的机型选择提供参考依据,也为冷轧厂制定生产计划提供设备能力支持。
关键词:森吉米尔轧机;森德威克轧机;二十辊轧机;轧机特性二十辊轧机由于其刚性大的特点,是目前世界上不锈钢冷轧的主力机型,而森吉米尔轧机和森德威克轧机约占二十辊轧机的90%左右。
太钢不锈冷轧厂宽幅生产线目前有20辊轧机2台,1650mm森吉米尔整体式轧机和1625mm森德威克分体式轧机各一台,生产时有些订单的生产安排还有些混乱,不能充分发挥轧机各自的特点。
因此,需要对两种轧机的特性进行研究分析,从而为制定生产计划提供参考依据。
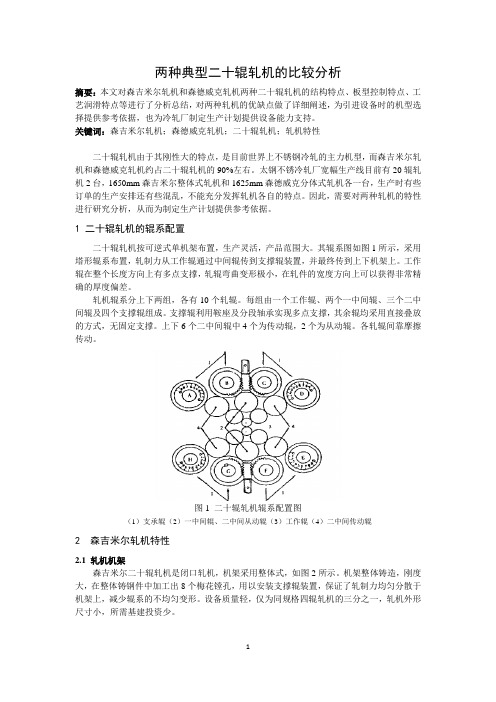
1 二十辊轧机的辊系配置二十辊轧机按可逆式单机架布置,生产灵活,产品范围大。
其辊系图如图1所示,采用塔形辊系布置,轧制力从工作辊通过中间辊传到支撑辊装置,并最终传到上下机架上。
工作辊在整个长度方向上有多点支撑,轧辊弯曲变形极小,在轧件的宽度方向上可以获得非常精确的厚度偏差。
轧机辊系分上下两组,各有10个轧辊。
每组由一个工作辊、两个一中间辊、三个二中间辊及四个支撑辊组成。
支撑辊利用鞍座及分段轴承实现多点支撑,其余辊均采用直接叠放的方式,无固定支撑。
上下6个二中间辊中4个为传动辊,2个为从动辊。
各轧辊间靠摩擦传动。
图1 二十辊轧机辊系配置图(1)支承辊(2)一中间辊、二中间从动辊(3)工作辊(4)二中间传动辊2 森吉米尔轧机特性2.1 轧机机架森吉米尔二十辊轧机是闭口轧机,机架采用整体式,如图2所示。
机架整体铸造,刚度大,在整体铸钢件中加工出8个梅花镗孔,用以安装支撑辊装置,保证了轧制力均匀分散于机架上,减少辊系的不均匀变形。
设备质量轻,仅为同规格四辊轧机的三分之一,轧机外形尺寸小,所需基建投资少。
图2 森吉米尔轧机机架结构二十个轧辊按环形叠加式镶嵌在机架内。
20辊森吉米尔轧机支承辊轴承设计与应用研究

20辊森吉米尔轧机支承辊轴承设计与应用研究摘要滚动轴承是将运转的轴与轴座之间的滑动摩擦变为滚动摩擦,从而减少摩擦损失的一种精密的机械元件。
滚动轴承一般由外圈、内圈、滚动体和保持架组成。
内圈的作用是与轴相配合并与轴一起旋转,外圈作用是与轴承座相配合,起支承作用。
滚动体是借助于保持架均匀的将滚动体分布在内圈和外圈之间,其形状大小和数量直接影响着滚动轴承的使用性能和寿命,保持架能使滚动体均匀分布,防止滚动体脱落,引导滚动体旋转起润滑作用。
随着钢铁业突飞猛进的发展,20辊森吉米尔轧机由于具有轧制压下率高,轧制控制精度高以及高产量等优点在轧钢行业显现出其独特的优势,20辊森吉米尔轧机已广泛应用于冷轧行业尤其是不锈钢的冷轧行业,几乎承担了全世界96%的不锈钢生产,并广泛轧制硅钢和碳素钢以及各种有色金属。
轧机轴承作为轧机的重要零部的重要零部件,而且轧辊是由轧机轴承支承的,因此轧机轴承的质量和使用寿命直接关系到轧机的生产效率产品质量及生产成本。
如何减少轧机轴承的磨损,提高轧机的工作效率,为企业创造更好的经济效益,这是摆在我们面前一个重要难题。
因此,在轧辊轴承设计和实际应用中,设计与研究20辊森吉米尔轧机支承辊轴承具有重要的学术价值。
关键词:森吉米尔轧机,滚动轴承,设计,应用研究Sendzimir rolling mill目录前言 (1)第一章绪论 (2)§1.1 课题的目的与意义 (2)§1.2 国内外有关课题的研究现状 (2)§1.3 课题设计研究的内容及方法 (3)第二章20辊森吉米尔轧机概述 (5)§2.1 轧机简介 (5)§2.2 轧机结构特点 (6)第三章20辊森吉米尔轧机支承辊轴承概述 (8)§3.1轴承的类型 (9)§3.2轴承结构特点 (10)§4.1轴承材料选取 (10)§4.2轴承的热处理工艺 (11)§4.3辊系的载荷分析 (11)§4.4轴承的载荷分析 (11)§4.5轴承的参数设计 (11)§4.6轴承的公差选取与分析 (11)§4.7轴承的优化 (12)第五章20辊森吉米尔轧机支承辊轴承应用研究 (13)§5.1轴承的润滑 (13)§5.2轴承的失效因素及预防措施 (13)结论 (14)参考文献 (15)致谢 (17)前言轧机轴承是森吉米尔轧机中易磨损的重要零部件,在轧辊轴承的设计和应用研究中,如何提高支承辊轴承的使用寿命和工作性能,一直以来是轴承研究设计追求的目标,无论是轴承结构的改进,还是辅助设备的改进,近年来都有了长足的发展,但轧机轴承在使用中仍经常遇到一些问题。
二十辊轧机

本文主要介绍了20辊森吉米尔轧机的辊系结构,并对其工作辊、中间辊以及支承辊的分布和调整进行了具体的剖析。
20辊森吉米尔轧机是单机架可逆式冷轧机。
其主要特点是:20个轧辊环形叠加式镶嵌在具有“零凸度”的整体铸钢机架内,在轧机机架受力情况下,轧机宽度方向变形均匀且有较小的接触弧长和不易变形的小直径工作辊,使该轧机可以达到大压下量,高速连续轧制薄带钢。
20辊森吉米尔轧机辊系由2个工作辊、4个第一中间辊、6个第二中间辊及8个支承辊组成。
其压下机构和调整机构均采用液压缸或液压马达,通过齿轮、齿条带动与偏心轮连接的齿轮来实现参数的调整。
这样,液压缸或液压马达的推力只需克服轧制分力引起的滑动面间的摩擦力即可,使液压设备和轧机的尺寸大大减小。
1 辊系组成其辊系组成见图1。
图中,S、T——工作辊:公称辊径:63.5mm;最小辊径:58mm,最大辊径:73.5mm;O、P、Q、R——第一中间辊:公称辊径:102mm;最小辊径:96mm,最大辊径:105mm;I、J、K、L、M、N——第二中间辊:公称辊径:173mm;最小辊径:170mm,最大辊径:173mm;A、B、C、D、E、F、G、H——支承辊:公称辊径:300.02mm;最小辊径:297mm,最大辊径:300.02mm。
该轧机仅第二中间辊为传动辊,其余辊均为自由辊,靠辊间摩擦来转动。
2 压下调整轧机的压下调整(见图2)是通过支承辊B、C辊来实现的。
安装于轧机牌坊上的两个液压缸带动轴端的两个齿轮,齿轮、偏心轮由键与支撑轴联结,齿轮转动时,偏心轮内心绕偏心环内心转动,完成压下功能,实现辊缝的调整。
图2中:坐标1:S1=2.574,S2=2.912A(+400.05,215.9),B(+149.225,400.05)I(+171.833,167.277),J(0,225.238)O(+52.879,98.312), S(0,34.662)T(0,-34.324),R(+53.315,-97.61)M(0,-234.353), N(+171.818,-167.347)G(+149.225,-400.05),H(+400.05,-215.9)坐标2:S1=-3.461,S2=-3.15A(+400.05,215.9),B(+149.225,400.05)I(+173.544,159.86),J(0,216.81)O(+54.722,90.668), S(0,28.595)T(0,-28.289),R(+55.153,-89.98)M(0,-215.934), N(+173.524,-159.941)G(+149.225,-400.05),H(+400.05,-215.9)图2中坐标1为侧偏心在0位,轧线和压下均为最大开口,As-u辊在中位,辊径为公称直径时辊系的相对位置关系;坐标2为侧偏心在0位,轧线和压下均为最小开口,As-u辊在中位,辊径为公称直径时辊系的相对位置关系。
二十辊轧机介绍2)

ZR21BB:“船”表示轧机梅花膛孔位置及轧辊尺寸与单个“B”的轧机相同,只是偏心量加大,以便能够增加工作辊的开口度。
ZR23C、ZR33C:单个“C”表示在该轧机的“B”辊和“C”辊设计了AS-U-ROLL辊形调整装置。以前该型号轧机只有“A”辊、“D”辊有手动辊形调整装置,或者没有。
森吉米尔冷轧机的形式及命名法介绍如下:
最常用的森吉米尔冷轧机形式是1-2-3-4型二十辊轧机。例如ZR33-18″,“Z"是波兰语Zimna的第一个字母,意思是“冷”;“R”表示“可逆的”;“33”表示轧机的型号;“18″”是轧制带材宽度的英寸数。森吉米尔冷轧机还有1-2-3型十二辊轧机,但是1-2-3型森吉米尔冷轧机在1964年以后就不再生产制造了。
1-2-3型:
ZR15 75.0 12.00
ZRl6 120.0 20.30
ZRl9 225.0 46.OO
森吉米尔冷轧机与四辊轧机或其他类型轧机的本质区别是轧制力的传递方向不同。森吉米尔冷轧机轧制力从工作辊通过中间辊传到支撑辊装置,并最终传到坚固的整体机架上。这种设计保证了工作辊在整个长度方向的支撑。这样辊系变形极小,可以在轧制的整个宽度方向获得非常精确的厚度偏差。 森吉米尔轧机在结构性能上有如下主要特点:
目前森吉米尔轧机的发展水平如下:
(1)轧制带材最大宽度。目前轧制带材最宽的是法国的一台ZR22-80型轧机,轧制宽度最大为2032mm的软钢及硅钢,厚度偏差为±O.005mm。
(2)轧制带材最小厚度。轧制带材最小厚度与其宽度和钢种有关。美国轧制硅钢最小厚度为O.002mm,其宽度为120mm。日本
森吉米尔冷轧机简介

森吉米尔冷轧机简介森吉米尔冷轧机与四辊轧机或其他类型轧机的本质区别是轧制力的传递方向不同。
森吉米尔冷轧机轧制力从工作辊通过中间辊传到支撑辊装置,并最终传到坚固的整体机架上。
这种设计保证了工作辊在整个长度方向的支撑。
这样辊系变形极小,可以在轧制的整个宽度方向获得非常精确的厚度偏差。
森吉米尔轧机在结构性能上有如下主要特点:(1)具有整体铸造(或锻造)的机架,刚度大,并且轧制力呈放射状作用在机架的各个断面上。
(2)工作辊径小,道次压下率大,最大达86%。
有些材料不需中间退火,就可以轧成很薄的带材。
(3)具有轴向、径向辊形调整,辊径尺寸补偿,轧制线调整等机构,并采用液压压下及液压AGC系统,因此产品板形好,尺寸精度高。
(4)设备质量轻,轧机质量仅为同规格的四辊轧机的三分之一。
轧机外形尺寸小,所需基建投资少。
森吉米尔冷轧机基本上是单机架可逆式布置,灵活性大,产品范围广。
但是亦有极个别呈连续布置的森吉米尔轧机,如日本森吉米尔公司1969年为日本日新制钢公司周南厂设计制造的一套1270mm四机架全连续式二十辊森吉米尔轧机。
该轧机第一架为ZR22-50"型轧机,其余三架均为,ZR21-50"型轧机,轧制规格为O.3mm×1270mm不锈钢,卷重22t,轧制速度600m/min。
森吉米尔冷轧机的形式及命名法介绍如下:最常用的森吉米尔冷轧机形式是1-2-3-4型二十辊轧机。
例如ZR33-18″,“Z"是波兰语Zim na 的第一个字母,意思是“冷”;“R”表示“可逆的”;“33”表示轧机的型号;“18″”是轧制带材宽度的英寸数。
森吉米尔冷轧机还有1-2-3型十二辊轧机,但是1-2-3型森吉米尔冷轧机在1964年以后就不再生产制造了。
冷轧不锈钢BA板森吉米尔二十辊轧机的技术开发
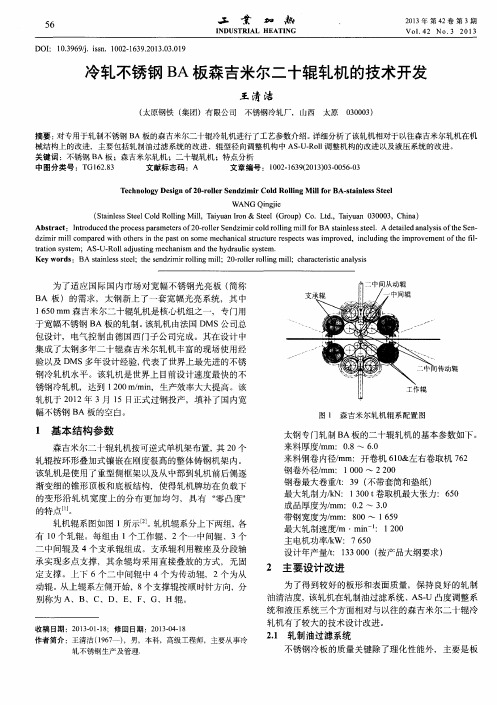
太钢专 门轧制 B A板的二十辊轧机的基 本参数 如下。 来料厚度/ mm:0 . 8~ 6 . 0 来料钢卷 内径/ am:开卷机 6 r 1 0 &左右卷取机 7 6 2
Ab s t r a c t :I n t r o d u c e d t h e p r o c e s s p a r a me t e r s ห้องสมุดไป่ตู้ o f 2 0 一 r o l l e r S e n d z i mi r c o l d r o l l i n g mi l l f o r BA s t a i n l e s s s t e e 1 .A d e t a i l e d a n a l y s i s o f t h e S e n —
5 6
DO I :1 0 . 3 9 6 9 / j .i s s n .1 0 0 2 ・ 1 6 3 9 . 2 0 1 3 . 0 3 . 0 1 9
童
加
熟
2 0 1 3 年 第4 2卷 第 3 期
V O1 . 42 N O. 3 20l 3
I NDUSTRI AL HEATl NG
t r a t i o n s y s t e m;AS — U- R o l l a d j u s t i n g me c h a n i s m a n d t h e h y d r a u l i c s y s t e m.
Ke y wo r d s :BA s t a i n l e s s s t e e l ;t h e s e n d z i mi r r o l l i n g mi l l ;2 0 一 r o l l e r r o l l i n g mi l l ;c h a r a c t e r i s t i c a n a l y s i s
森吉米尔轧机传动系统简介及施工控制
森吉米尔轧机传动系统简介及施工控制摘要:宝钢不锈钢冷4标二十辊冷轧机组,机组由法国dms公司提供,电气部分由法国converteam(原阿尔斯通)公司提供。
dms 公司提供的二十辊整体式冷轧机是森吉米尔公司专利许可生产的,专门用于特殊钢生产的轧机。
由于该机组在原有老厂房内增设,因此机组设计和施工受厂房面积及高度影响较大。
又因为机械与电气大部分采用国内合作制造,设备缺陷较多,给施工及调试带来非常大的难度。
关键词:主传动系统、辅传动系统中图分类号:tu71 文献标识码:a 文章编号:一、机组构成本机组主要由上卷小车、开卷机、卷纸机、矫直机、二十辊轧机本体、测厚仪、左右卷取机、左右皮带助卷机、卷/垫纸机、刮油器、滚切剪、板型辊、边部扫描器、半自动打捆机、上/卸套筒装置、换辊小车及液压、消防、轧制油系统等组成。
由plc程序进行控制,实现各自所设定的自动化功能,并保证各项设备之间的信号联锁,从而满足工艺生产的需求。
主要功能包括开卷控制、厚度控制、板型控制以及张力控制等等。
机组布置简图如下所示:二、供电系统本机组由三台变压器供电,分别是主传动变压器、辅助传动变压器和动力变压器。
主传动变压器提供给igbt,供变频电机使用。
辅助传动变压器给恒速电机供电,动力变压器给各类辅助设施供电。
主传动变压器数量:1台容量:9000kva辅助传动变压器数量:1台容量:1000kva动力变压器数量:1台容量:1600kva本机组总装机容量:18534.767kw变频电机数量:4台装机容量:16750kw恒速电机数量:68台装机容量:1729.81kwups容量:30kva三、传动系统由于设计、设备问题,该机组主传动系统从开始施工就发生多处变更和改造,以下简要介绍传动系统构成以及过程中发生的问题。
3.1 主传动系统设计原理变频传动分为轧机和张力卷取机用变速传动以及开卷机和ac辅助用变速传动两部分。
轧机和张力卷取机用变速传动采用mv7000传动,mv7000传动的功率范围为3到3.2mw,采用的电动机电压为3.3 kv。
美国WFT公司森吉米尔轧机
Sendzimir®Millsa division ofMAGNUM INTEGRATED TECHNOLOGIES WATERBURY FARRELThis cluster-type mill is the most flexible and powerful of its kind. It is used to roll both ferrous and non-ferrous metals and is designed to make heavy reductions at high speeds. the roll clus-ter contains 12 rolls and 8 backing bearing assemblies. Four of the rolls are driven by intermedi-ate rolls.Rigid, compact mill housing eliminates deflection of work rolls and produces a uniformly close gauge tolerance strip. We supply 20-High Mills in either reversing or one-way operations.All of these cluster mills use hydraulic servo-controlled screwdowns. A standard feature of most of these mills is a mechanically operated crown adjustment (a patent feature of Waterbury Farrel). Some of the larger mills of this type may be equipped with “AS-U-ROLL”™ power crown adjust-ments.Direction of Strip TravelDuring First PassBelt Wrapper L.H.WinderL.H.DeflectorRollMillR.H.DeflectorRoll R.H.WinderStripThreadingTableLevellerPinchRollsCoilPeelerCenterguideSensor &SourcePayoffHolddown ArmDue to the demands set forth by the stainless steel industry for better quality strip, Waterbury Farrel®made another revolutionary change in the traditional monoblock Z-Mill® Rolling Mill by including bottom power crown control and by substantially increasing the mass of the housing to achieve higher mill rigidity. The mill (colored graphic) can roll stainless strip of 0.1mm thick and 1300mm wide at very high speeds while maintaining close tolerances. Advantages of this design include:* Very low mill stretch*Superior flatness control* Elimination of crown on rolls*Accurate passline adjustment* Larger housing cavity for wider application range of rolls and better coolant contro lUnlike a mono block housing that is machined per-manently, due to which it never loses its alignment and never needs any maintenance, a mill with split housing sees considerable drift over time.Low rigidity.Gage thickness accuracy better than ? 3 ?m at the roll bite cannot be achieved in split housing mills whereas Sendzimir mills can achieve better than?0.1 ?m using backing assembliesMills of split housing type have more components,which mean more wear and more maintenance (and less production).The skill level required of the operators and mainte-nance personnel for mills with split housing design is very high.Most split housing designs require that the extreme-ly high roll separating forces be directly transmitted through hydraulics, performance of which is unsta-ble, difficult to accurately predict and compensatefor. In a mono block housing, a large linear displace-ment of the screw down rod indirectly effects a frac-tional linear displacement of the rolls by accurate mechanical displacement through the eccentrics.The mono block mill housing has the shortest stress path which represents a high mill modulus whereas the split mill housing design has more interfaces in the stress path which reduces its mill modulus.Each of the interfaces has a friction that increases the hysteresis and this is very bad for roll gap accu-racy in split housing.Mills with split housing design need to be accurately calibrated and this issue does not exist with the mono block design.Due to the large quantity of small size components,the natural frequency of the split housing mill will be lower because of which there is a higher possibility of mill vibration causing strip defects.Strengths of Sendzimir design®Mill Type Work RollDiameter(Nom.)Backing BearingDiameter TypicalProductMinimumGauge Inch mm Inch mm Inch mmZR-320.250 6.35 1.87547.63Ultra-thin foil nonferrous, high carbon, stainless steel0.00010.003 ZR-340.40010.16 3.00076.20Electrical alloys, stainless, tantalum zirconium, super alloys & bimet-0.00040.01 ZR240.84421.44 4.724119.99ZR-33 1.12528.58 6.299160.00ZR-33SC 1.26032.00 6.299160.00ZR-33WF 1.37835.00 6.299160.00ZR-23 1.57840.088.858225.00ZR-23SC 2.00050.808.858225.00ZR-23M 2.42061.478.858225.00ZR-23WF 2.45062.238.858225.00ZR-22 2.12553.9811.811300.00ZR-22B 2.50063.5011.811300.00ZR-22BB 3.00076.2011.811300.00ZR-22S 2.68768.2511.811300.00ZR-22WF 2.59865.9911.811300.00ZR-21 3.50088.9016.000406.40ZR-21WF 3.62292.0016.000406.40large values rollsLeft: Demonstrates ability to use either upper or lower power crowns.Shows ability to manipulate crown consols from any one of 3 touch screens two at the mill and one in the pulpit.Middle:Sample Screen from the Operator Interface Graphic Software.Right:AccuVision 1'st intermediate control touch screen.These computerized H ydraulic A utomatic G auge C ontrol systems permit the production of close tolerance strip merely by pushing a button. The system automatically and consistently maintains extremely tight tolerance throughout the lenth of every coil, regardless of speed. Basically, the MICRON ® AGC, one of the most sophisticated and successful computerized control systems in the world,patented by WATERBURY FARREL®, monitors the strip gauge and corrects variations within milliseconds. Corrections are transmitted to an accurate, highly-responsive electro-hydraulic servo-screwdown.Other components of the system include precision high-response gauges, a state-of-the-art industrial computer and appropriate inter-face and operational software, as well as management printout data and automated rolling schedule.Select Achievements include:199 Installations worldwide represent about half the mar ket share67 Sendzimir Mills Supplied for Rolling Stainless SteelMill Speeds up to 3500 fpm (1067 m/min) have been achievedThinnest Material rolled on a Waterbury Farrel Mill is 0.76µm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
森吉米尔冷轧机简介
森吉米尔冷轧机与四辊轧机或其他类型轧机的本质区别是轧制力的传递方向不同。
森吉米尔冷轧机轧制力从工作辊通过中间辊传到支撑辊装置,并最终传到坚固的整体机架上。
这种设计保证了工作辊在整个长度方向的支撑。
这样辊系变形极小,可以在轧制的整个宽度方向获得非常精确的厚度偏差。
森吉米尔轧机在结构性能上有如下主要特点:
(1)具有整体铸造(或锻造)的机架,刚度大,并且轧制力呈放射状作用在机架的各个断面上。
(2)工作辊径小,道次压下率大,最大达86%。
有些材料不需中间退火,就可以轧成很薄的带材。
(3)具有轴向、径向辊形调整,辊径尺寸补偿,轧制线调整等机构,并采用液压压下及液压AGC系统,因此产品板形好,尺寸精度高。
(4)设备质量轻,轧机质量仅为同规格的四辊轧机的三分之一。
轧机外形尺寸小,所需基建投资少。
森吉米尔冷轧机基本上是单机架可逆式布置,灵活性大,产品范围广。
但是亦有极个别呈连续布置的森吉米尔轧机,如日本森吉米尔公司1969年为日本日新制钢公司周南厂设计制造的一套1270mm四机架全连续式二十辊森吉米尔轧机。
该轧机第一架为ZR22-50"型轧机,其余三架均为,ZR21-50"型轧机,轧制规格为O.3mm×1270mm不锈钢,卷重22t,轧制速度600m/min。
森吉米尔冷轧机的形式及命名法介绍如下:
最常用的森吉米尔冷轧机形式是1-2-3-4型二十辊轧机。
例如ZR33-18″,“Z"是波兰语Zimna 的第一个字母,意思是“冷”;“R”表示“可逆的”;“33”表示轧机的型号;“18″”是轧制带材宽度的英寸数。
森吉米尔冷轧机还有1-2-3型十二辊轧机,但是1-2-3型森吉米尔冷轧机在1964年以后就不再生产制造了。
森吉米尔冷轧机1-2型六辊轧机,由2个传动的工作辊和4个背衬轴承辊装置组成,
如ZS06型,“S”表示“板材”,用来轧制宽的板材,但是它同样可以轧制带材,并且有一些还用在连续加工线上。
森吉米尔“ZR”型冷轧机有10个基本型号,其中1-2-3-4二十辊轧机7个;1-2-3.型十二辊轧机3个;“ZS”1-2型六辊轧机只有2个基本型号。
各型号轧机的背衬轴承外径、工作辊名义直径如下:
轧机型号背衬轴承直径/mm 工作辊名义直径/mm
1-2-3-4型:
ZR32 47.6 6.35
ZR34 76.2 10.00
ZR24 120.0 21.50
ZR33 160.0 28.50
ZR23 225.0 40.00
ZR22 300.0 54.00
ZR21 406.4 80.00
1-2-3型:
ZR15 75.0 12.00
ZRl6 120.0 20.30
ZRl9 225.0 46.OO
1-2型
ZS06 300.0 216.00
ZS07 406.4 280.00
在以上基本型号的基础上派生出一些特殊的型号,在基本型号的词尾和词头加上不同
意义的字母来表示。
基本型号是森吉米尔冷轧机的基本设计,轧辊布置的几何尺寸提供轧机具有最小直径的工作辊。
派生型号实质上是围绕工作辊直径及轧机开口度的变化而出现的。
ZR21A:单个“A”只出现在ZR21A中,它表示该轧机的工作辊直径是66~76mm,小于基本型ZR21的工作辊直径。
ZR21AA:“AA”只出现在ZR21AA中,它表示该轧机的梅花膛孔位置、中间辊尺寸与基本型完全不同,并且偏心量也比基本型的大。
因此该轧机的工作辊直径比ZR21A的更小。
ZR21B、ZR22B、ZR23B、ZR33B、ZS07B:单个“B”表示轧机梅花膛孔的垂直距离比基本型的稍大,允许工作辊直径稍稍加大,而所有中间辊尺寸与基本型相同。
ZR21BB:“船”表示轧机梅花膛孔位置及轧辊尺寸与单个“B”的轧机相同,只是偏心量加大,以便能够增加工作辊的开口度。
ZR23C、ZR33C:单个“C”表示在该轧机的“B”辊和“C”辊设计了AS-U-ROLL辊形调整装置。
以前该型号轧机只有“A”辊、“D”辊有手动辊形调整装置,或者没有。
ZR23M:“M”表示该轧机梅花膛孔位置不同于基本型,有一个特别大的工作辊。
该轧机对有色金属轧制有利。
ZR23D:轧辊直径的附加变化不被A、B、M型所覆盖,其直径在B、M型轧机之间。
ZR21MB:“MB”表示该轧机梅花膛孔位置与基本型不同,有一个特别大的工作辊;另外边部偏心调整量比基本型有所增大,以便获得更大的轧辊使用范围。
ZR22N:“N”表示该轧机为了特别的用途而有更大的工作辊。
ZR22S:“S”表示该轧机的梅花膛孔的距离和所有的轧辊的尺寸都比基本型加大,以便能够使“S”轧机最小的轧辊可以给基本型轧机使用。
ZR33W:“W”表示该轧机提供特殊设计的AS-U-ROLL形状控制,以便轧制有严格楔形要求的带材。
ZR33CW、ZR23SC:此种有两个字母的组合,通常表示这两个单字母型号的组合特点。
目前森吉米尔轧机的发展水平如下:
(1)轧制带材最大宽度。
目前轧制带材最宽的是法国的一台ZR22-80型轧机,轧制宽度最大为2032mm的软钢及硅钢,厚度偏差为±O.005mm。
(2)轧制带材最小厚度。
轧制带材最小厚度与其宽度和钢种有关。
美国轧制硅钢最小厚度为O.002mm,其宽度为120mm。
日本轧制不锈钢,当宽度为1220mm时,最小厚度为 O.127mm;宽度为200mm时,最小厚度为O.01mm;轧制有色金属时,最薄可达O.0018mm(ZR32-4 1/4型,轧制紫铜)。
(3)轧制速度。
美国的ZR21-44型轧机轧制低碳钢的最大速度达1067m/min;美国、日本等国轧制硅钢及不锈钢的ZR21型轧机轧制速度可达800m/min。
一套完整的二十辊森吉米尔轧机,一般包括轧机工作机座、卷取机、开卷机及上料喂料机构、AGC系统、液压系统、冷却系统、排油烟系统等部分。