真空加压浸漆工艺分析
JF-9950K+VPI真空压力浸漆工艺
JF-9950K VPI真空压力浸渍工艺要求配备的仪器:4号粘度杯;温度计;点温计;1000V兆欧表。
数据记录:真空度,压力,粘度,烘箱实际温度,工件冷却后温度。
烘培时的绝缘电阻。
一.浸漆前准备1.1 检查设备和电源电压是否正常,检查漆液外观和粘度是否符合要求。
1.2 检查储漆罐内漆的粘度。
粘度控制在17s—26s(23℃),粘度会随温度变化而改变,温度高时粘度会变小,温度低时粘度会增大。
所以调整粘度时要对照粘度—温度曲线图。
1.3 粘度调整:漆缸内的漆粘度偏高时加入新漆调整。
二.使用工艺2.1 工件状况:洁净干燥、绝缘电阻要符合图纸要求。
2.2 工件预热温度:80~110℃。
预烘时间2h ~3h2.3 浸漆时工件温度冷至40℃以下。
2.4 浸漆方式:VPI真空压力浸漆。
2.4.1真空压力浸漆:浸漆时浸渍树脂温度控制在25~30℃之间。
A.将冷却后的工件置于浸漆罐中B.抽真空至浸漆罐内压力≤100pa。
保真空时间3h~4h。
C.保真空时间完成后进行输漆。
输完漆后,待泡沫消去后漆的液面要求高于工件面最高部分100mm以上。
注意:输漆过程中浸漆罐要保持真空状态,要求浸漆罐具有符合要求的保真空性能,否则因空气渗入,导致输漆不能一次完成,影响线圈的浸透。
输漆期间真空泵不能启动,否则导致苯乙烯抽走,漆的粘度快速增加。
同时会导致真空泵容易损坏。
D.输完漆后加压至0.6 MPa ~0.65MPa,保压4h。
加压介质:推荐采用经过过滤的干燥空气,最佳采用干燥氮气。
F.上面过程完成后降压,然后在0.2 MPa压力下进行回漆。
G.回完漆后在罐内滴漆,滴漆完成后,进行二次回漆。
H.取出工件,放进烘箱内烘干。
2.4.2 滴漆:滴漆时间不少于30min或工件不滴漆。
2.5烘干:在135~140℃烘2~3小时,然后升温到160~165℃并保温10h。
具体保温时间根据工件尺寸确定,以在165℃保温至电阻三次测试稳定为准(烘培时每小时测一次绝缘电阻)。
真空浸漆工艺流程
真空浸漆工艺流程
《真空浸漆工艺流程》
真空浸漆工艺是一种在真空条件下进行的涂料涂覆工艺。
它具有涂层均匀、表面光洁、耐腐蚀、耐高温等优点,因此在航空航天、汽车制造、电子产品等领域得到广泛应用。
真空浸漆工艺流程包括以下几个主要步骤:
1. 基材准备:首先需要对待涂的基材进行清洁、去油、去锈等处理,确保基材表面干净平整。
2. 涂料准备:选用适合的涂料和溶剂,并进行配比、搅拌,使其达到适合浸涂的状态。
3. 真空浸涂:将基材放入真空浸漆设备中,将设备抽成一定的真空度。
然后将涂料注入浸涂槽中,由于真空的作用,涂料会充分渗透到基材表面,形成均匀的涂层。
4. 固化处理:将浸涂后的基材进行固化处理,通常是通过烘烤或紫外线曝光等方式,使涂层充分固化。
5. 表面处理:根据需要进行表面处理,如抛光、打磨等,使涂层表面达到所要求的光洁度和外观。
6. 检验包装:最后对涂层进行质量检验,确认涂层均匀、表面无瑕疵后,进行包装。
真空浸漆工艺流程要求严格,操作要求高,但其形成的涂层具有良好的性能和外观,适用于对涂料质量和外观要求较高的领域。
希望通过不断的技术创新和工艺改进,真空浸漆工艺能够在更多的领域得到应用。
真空压力浸漆工艺流程
真空压力浸漆工艺流程Vacuum Pressure Impregnation Process FlowThe vacuum pressure impregnation process is a crucial step in the manufacturing of electrical components, especially those that require high insulation performance. This process involves the impregnation of insulating varnish into the pores and voids of the components, enhancing their electrical and mechanical properties. The following sections delve into the various stages of this intricate process.•1. Pre-treatment of ComponentsThe first stage of the vacuum pressure impregnation process involves the preparation of the electrical components. This includes cleaning the components to remove any dirt, dust, or grease that could potentially interfere with the impregnation process. The components are also inspected for any defects or damage that may affect their performance. Once cleaned and inspected, the components are dried to ensure that no moisture remains, as moisture can lead to improper impregnation and reduced insulation performance.•2. Vacuum TreatmentAfter pre-treatment, the components are placed in a vacuum chamber. The chamber is then evacuated to create a high vacuum environment. This vacuum treatment is crucial as it removes any residual air or moisture from the pores and voids of the components. It also helps toexpand the pores, making it easier for the varnish to penetrate and fill them during the impregnation process.•3. Varnish ImpregnationOnce the vacuum chamber has reached the desired vacuum level, the insulating varnish is introduced into the chamber. The varnish is carefully chosen based on the specific requirements of the components, such as their operating temperature, electrical performance, and environmental conditions. The varnish is then drawn into the pores and voids of the components by the vacuum pressure. This process ensures that the varnish penetrates deeply into the components, providing optimal insulation.•4. Pressure ApplicationAfter the varnish has been impregnated into the components, pressure is applied to the chamber. This pressure helps to force the varnish deeper into the pores and voids, ensuring complete impregnation. The pressure is maintained for a specific duration to allow the varnish to fully saturate the components. This step is crucial in achieving uniform and thorough impregnation, which is essential for optimal insulation performance.•5. Post-treatment and DryingOnce the pressure application is complete, the components are removed from the vacuum chamber and undergo post-treatment. Thismay include additional cleaning to remove any excess varnish or residue. The components are then dried to ensure that the varnish is fully cured and hardened. This drying process is typically done in a controlled environment to prevent any damage to the components or adverse effects on the curing process.•6. Quality Control and InspectionAfter the drying process, the components undergo strict quality control and inspection. This involves checking for any defects or imperfections in the impregnation, such as incomplete filling of pores or the presence of air bubbles. The electrical properties of the components are also tested to ensure they meet the required standards. Only components that pass this rigorous quality control are deemed suitable for further use in the manufacturing process.In conclusion, the vacuum pressure impregnation process is a meticulous and crucial step in the production of high-performance electrical components. It involves multiple stages, each designed to ensure optimal impregnation and insulation performance. From pre-treatment to post-treatment, each step contributes to the overall quality and reliability of the final product. By following this comprehensive process, manufacturers can produce electrical components that meet the highest standards of performance and safety.。
真空浸漆工艺流程
真空浸漆工艺流程真空浸漆工艺是一种通过真空环境下将涂料浸入物体表面的工艺方法。
它主要应用于工业领域中对产品表面进行保护和美化的需求。
下面是真空浸漆的工艺流程。
首先,准备工作十分重要。
把待涂物体(例如金属、塑料等)清洗干净,确保表面没有油渍、灰尘等杂质,并严密检查是否有划痕、凹坑等物理瑕疵。
清洗过程可以使用专业的清洁剂,也可以使用水和洗涤剂混合清洗。
然后,将物体放入真空浸漆设备中进行下一步的处理。
接下来是真空处理阶段。
将物体放入真空浸漆设备中,通过抽空机将设备内部的气体抽走,形成真空环境。
真空环境下的涂料在浸泡的过程中,由于气压的差异导致涂料渗透物体表面的孔隙和微缺陷,实现一种较为均匀和稳定的涂料覆盖。
同时,由于真空环境下无气泡存在,所以也能避免气泡在涂装过程中的影响。
然后是涂料浸泡阶段。
将所需的涂料放入浸漆容器中,并按照工艺要求调整好温度、浸泡时间等参数。
在设备内部建立真空环境后,通过控制设备内气体的流动,使涂料均匀浸泡到物体表面,达到所需的涂装效果。
涂料浸泡时间根据物体材料、涂料性能等因素而定,需经过实验确定。
浸漆完成后,进行固化处理。
将物体从真空浸漆设备中取出,通常需要在恒温箱或烘箱中进行固化处理。
固化温度和时间根据涂料的固化要求进行调整。
固化处理的目的是使涂料在物体表面形成坚固、耐磨、防腐蚀的保护层。
最后是后处理工序。
将物体取出并进行清洁,确保表面没有残留的涂层、固化剂等杂质。
可以采用机械清洗、喷水或擦拭等方式进行清洁。
同时,对于特殊要求的产品,还可以进行亮光抛光等加工工艺,以增加其美观度。
通过以上一系列的工艺流程,真空浸漆能够在物体表面形成均匀、一致的涂层,提高产品的外观质量和保护效果。
在真空环境下进行的涂料浸泡,能够有效解决涂装过程中气泡和颜料沉淀等问题,使涂装效果更加稳定和高质量。
真空浸漆工艺的应用领域广泛,如汽车零部件、电子产品、航空航天器材等。
真空浸漆或真空压力浸漆
真空浸漆或真空压力浸漆(VPI)工艺规程1 适用范围本工艺适用于B、F、H级交直流电机绕组绝缘和半成品电机绝缘的浸漆。
2 浸漆材料2.1通用7122 无溶剂快干树脂2.2稀释剂:苯乙烯要求:浸漆材料进厂时,需要有产品合格证和使用说明书及检验报告。
3工艺准备3.1 设备检查:检查设备、仪器、仪表等是否正常。
3.2 配漆:单组分包装时可直接加入漆槽;双组分包装时,将甲、乙组份加入漆槽中并搅拌均匀,加入比例为1大桶甲组分(180KG)配1小桶乙组分(12KG)。
3.3 调节粘度:配好的漆应保持粘度在30~80秒(20℃,4#粘度杯),如粘度大于80秒最好加入新漆稀释,或加5~10%稀释剂调节。
3.4 凝胶时间:应该不大于15分钟,一般保持在2~8分钟(140℃),当凝胶时间小于2分钟时,应向技术负责人报告。
2.5 工件检查:检查待浸工件是否经试验合格,绕组及绝缘有无损伤,工件表面是否洁净等。
4 工艺过程4.1普通浸漆4.1.1 预烘:将工件推入干燥炉升温至120℃取出冷却,干燥炉继续升温至150℃保温。
4.1.2 浸漆:待工件冷却至表面温度小于40℃(如无表面温度计以手触摸工件表面不烫手为宜)后即可放入浸漆槽浸漆,工件浸入液面下至少10cm,浸漆时间不少于30分钟,至无气泡冒出。
4.1.3 滴干:将工件取出滴干不少于30分钟,至无漆液滴下。
4.1.4 干燥:工件余漆经清理后(需要时)推入干燥炉中,干燥炉温度设定为150℃,待炉温升至140℃以上后2小时开始每隔1小时测一次热态绝缘电阻,待绝缘电阻稳定在1MΩ上1小时以后方可出炉,根据工件大小,此时间参数一般为150℃3~6小时。
5.2 VPI浸漆工艺5.2.1预烘:将工件推入干燥炉升温至100℃~130℃,保温2~4小时,取出冷却至50℃以下进罐。
注意工件浸入液面下至少10cm。
5.2.2真空去湿5.2.2.1手动扳开(1)号压缩空气阀,在工控机上开(30)号密封圈充气阀,进行工件真空去湿。
J[1].DX.08-119 电机定转子真空压力浸漆工艺
![J[1].DX.08-119 电机定转子真空压力浸漆工艺](https://img.taocdn.com/s3/m/5631b6768e9951e79b892747.png)
上海宝钢设备检修有限公司维修技术标准编号:J.DX.08-119名称:电机定转子真空压力浸漆工艺编制:龚丹妹审核:喻栋梁批准:李晓庆编制部门:电气仪表设备修造厂发布日期:2008年11月25日电机定转子真空压力浸漆工艺1.适用范围:适用于3KV~10KV交流电机定转子大修或局部抢修后的浸渍处理以及大修的变频电机、直流电机电枢、励磁绕组浸漆(V.P.I工艺)。
2.工艺准备2.1检查真空压力浸漆装置及冷却、脱湿装置是否正常。
2.2检查内部过滤网是否已洗净。
2.3检查浸渍漆粘度是否符合规定。
2.4采用无溶剂漆1149(6895)。
2.5检查浸漆工件清洁度,若有铁屑、铁粉、油污等脏物,待清理合格后方可浸漆。
2.6对于可能积漆的位置重点检查,保证有流漆通道,以防漆液聚集。
2.7电机的绝缘电阻达到试验标准的要求。
3.工艺过程3.1将预烘好的电机定转子拉出烘房,待工件冷却到60℃~70℃。
3.2为防止漆液将临时紧固件粘牢,影响拆卸,以及漆膜附着在工件的配合面上,影响电机的装配等,在定子止口及配合面,所有连接螺栓、螺孔、引线电缆表面、线圈引出线露铜段、转子轴伸等部位涂刷硅脂。
3.3合上搅拌器电源,将储漆罐内漆液搅拌均匀。
3.4打开浸漆缸的残压阀,经过5分钟后,确认缸内压力为大气压。
3.5打开浸漆缸启动泵,一会浸漆缸盖自动打开。
3.6用电动葫芦把电机绕组装入浸漆缸内,一定要放稳妥,在以后输液浸渍过程中,工件应不会倒下。
3.7根据电机所占空间大小,在多余空间内填入其它铁片等物,使注入的浸渍液尽量少。
3.8关闭浸渍缸盖子。
3.9检查真空泵油位是否正常,确认水循环阀门已打开。
3.10按顺序打开真空阀,最后打开浸漆缸排气阀。
3.11启动真空泵1和2,闭合漏气阀,打开油阀,真空泵开始正常运转,此时缸内空气经排气阀开始排出缸外。
3.12当真空度达到66.6Pa(0.5torr)左右时,关闭浸漆缸排气阀。
此时通过观察窗可看到缸内残余漆液面有大量气泡产生,表明真空度已到位。
真空浸渍原理
真空浸渍原理
真空浸渍是一种传统的材料加工方式,其原理主要涉及以下几个方面:
1. 真空状态:真空浸渍是在真空环境下进行的,这样可以有效地去除空气和水分,避免产生气泡和表面缺陷。
2. 涂料选择:真空浸渍中使用的涂料通常为聚合物、树脂、涂料等,具有流动性和可塑性,在真空环境中容易渗透到材料内部。
3. 渗透作用:真空浸渍中最重要的原理就是材料的渗透作用。
当材料处于真空状态时,由于外界压力的缘故,涂料会自然而然地被吸入材料内部,填满其中的孔隙和毛细管,从而实现材料的浸渍。
4. 固化反应:涂料渗透到材料内部后需要经过固化反应,使得材料与涂料之间形成牢固的结合。
通常采用热固化或光固化的方法来促进固化反应的进行。
5. 提高材料性能:通过真空浸渍可以使得材料与涂料之间达到更好的结合,从而提高其力学性能、防腐性能、抗氧化性能等。
总之,真空浸渍是一种将涂料渗透到材料内部的加工技术,其原理主要包括真空状态、涂料选择、渗透作用、固化反应和提高材料性能等方面。
这种加工方式适用于各种材料的改性和功能加强,广泛应用于航空航天、汽车、电子、防护等领域。
真空浸渍工艺
真空浸渍工艺一、工艺介绍真空浸渍工艺是一种将材料置于真空环境下,通过涂覆或浸泡等方式将材料表面涂层均匀地覆盖在基材上的工艺。
该工艺广泛应用于电子、光学、航空航天等领域中。
二、工艺流程1. 基材准备将需要进行涂层处理的基材进行清洗和烘干处理,确保表面干净且无油污和灰尘等杂质。
2. 涂料制备根据需要进行涂层处理的材料特性和要求,制备相应的涂料,包括溶剂、固化剂、颜色剂等。
3. 真空设备准备将真空设备进行清洁和维护,确保其正常运行。
同时根据实际情况调整设备参数,如真空度、温度等。
4. 涂层处理将基材放置于真空设备内,并启动设备。
在设定好的真空度下,使用喷涂或浸泡等方式将涂料均匀地覆盖在基材表面上。
待液体挥发后,启动固化程序。
5. 固化处理根据涂料特性和要求,进行相应的固化处理,包括烘干、加热等。
6. 检验质量对固化后的涂层进行检验,包括厚度、附着力、耐腐蚀性等指标。
三、工艺参数1. 真空度:一般在10^-3Pa~10^-5Pa之间。
2. 温度:根据涂料特性和要求进行调整。
3. 喷涂压力:根据喷枪型号和涂料粘度等参数进行调整。
4. 浸泡时间:根据涂料特性和要求进行调整。
四、工艺优点1. 涂层均匀且致密,能够提高材料的机械强度和耐腐蚀性。
2. 可以对复杂形状的基材进行处理。
3. 涂层厚度可控,能够满足不同应用场合的需要。
五、工艺缺点1. 工艺复杂,需要专业设备和技术人员操作。
2. 成本较高,需要考虑经济效益。
六、应用领域1. 电子领域:如半导体器件封装材料、电子元器件表面涂层等。
2. 光学领域:如光学镜片、光纤等。
3. 航空航天领域:如航空发动机叶片、航天器热防护涂层等。
七、工艺注意事项1. 真空设备的维护和清洁非常重要,避免影响涂层质量。
2. 涂料的制备和使用需要按照规定进行,避免使用过期或不合格的涂料。
3. 操作人员需要进行专业培训,确保操作安全和涂层质量。
电机整体真空压力浸漆工艺流程
电机整体真空压力浸漆工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!电机整体真空压力浸漆工艺流程:1. 除锈除油,用除锈剂和有机溶剂去除电机表面锈蚀和油污。
牵引电机真空压力浸漆技术
技术应用TECHNOLOGYANDMARKETVol.26,No.10,2019牵引电机真空压力浸漆技术马云龙(洛阳博泰机车装备有限公司,河南洛阳471002)摘 要:绕组浸漆是电机制造及检修工作中十分重要的工序,对电机绕组浸漆处理,是使绝缘漆浸透到绝缘材料与电磁导线之间,以及绕组与铁芯之间,在这些部位的表面形成漆膜,以增强绝缘性能,提高电机的绝缘质量。
关键词:牵引电机;真空(VPI)压力浸漆;真空度;浸漆压力doi:10.3969/j.issn.1006-8554.2019.10.088 引言绕组浸漆是电机制造及检修工作中十分重要的工序,对电机绕组浸漆处理,是使绝缘漆浸透到绝缘材料与电磁导线之间,以及绕组与铁芯之间,在这些部位的表面形成漆膜,以增强绝缘性能,提高电机的绝缘质量。
而真空压力浸漆要比普通浸漆更严格,是把待浸漆工件放在一个完全密封的容器中抽真空,通过压差法把浸漆液注入其中,再施加一定的压力使浸漆液彻底的浸透工件的所有缝隙,达到浸漆的最好效果。
目前我公司使用的为株洲时代公司生产的H级绝缘浸滞漆(牌号为TJ13-6)进行真空压力浸漆。
自2015年使用以来,绝缘稳定性较好。
真空压力浸漆技术1.1 工件预烘制造或检修后的定转子转运至浸烘场地,浸漆前绝缘件先进行外观检查,不允许有碰伤或破损等异常情况,检查完毕后用高压风对工件表面及内部进行清洁处理。
浸漆最佳温度为30℃~50℃,因此必须保证浸漆件具有合适的温度。
若工件温度低于30℃,需将工件吊至烘干箱中预烘,升至125±5℃,保温3h,再自然冷却至30℃~50℃。
若有异常情况,如工件遇水等现象,应同技术组汇报根据状态确定预烘方案。
此步骤主要是浸漆前烘潮,提高真空浸漆的质量稳定性。
1.2 真空压力浸漆①将温度合格的工件吊至工作场地,自然冷却至30℃~50℃,将工件吊至浸漆罐中,然后盖上罐盖密封。
②开动真空泵,抽出浸漆罐内空气,抽真空至200Pa以下,真空保持30min。
真空浸漆原理
真空浸漆原理
真空浸漆原理是将待处理工件置于真空容器中,通过抽真空的方式,将工件中水分及空气等可挥发的物质排除,再将缝隙以绝缘材料充填。
浸渍罐在真空输漆后,工件浸没在浸渍漆中,使漆液在真空状态下充分渗透到工件绝缘结构内部。
真空输漆后的真空度,即浸漆真空参数,应以保持浸渍漆液内的活性稀释剂成分不会大量逸出为宜。
这种挥发成分的逸出量将决定绝缘漆的固化能否达到硬化的程度。
过高的真空度还会引起浸渍漆液的“沫化”和“雾化”,影响并危害填充和固化。
所以浸漆真空的高低还受到漆液内溶剂或稀释剂以及其它挥发性物质成分的真宅逸出量的限制。
通过这种处理方式,可以提高产品的防潮性、防腐性、绝缘性、耐压性、防阻燃性等性能,从而达到市场所需。
真空压力浸渍工艺

真空压力浸渍工艺嘿,朋友们!今天咱来聊聊真空压力浸渍工艺,这可真是个有意思的玩意儿!你想想看啊,这真空压力浸渍就好比是给材料做了一场特别的“美容护理”。
就像咱人要保养皮肤一样,让它变得更好更耐用。
在这个工艺里呀,真空就像是一个神奇的魔法,把那些讨厌的气泡啊啥的都给吸走了。
这可太重要啦!要是材料里有好多气泡,那质量能好吗?肯定不行呀!然后呢,压力又来啦,就像是给材料来了个“紧紧的拥抱”,让那些浸渍的东西能更好地渗进去,和材料融为一体。
咱平时用的好多东西可都离不开这真空压力浸渍工艺呢!比如说一些电器设备里的绝缘材料,要是没有经过好好的浸渍处理,那万一漏电啥的可咋办呀,多吓人!还有些机械零件,经过这工艺处理后,那可就更耐磨更耐用啦,能为咱服务更长时间呢!你说这工艺神奇不神奇?它就像是一个幕后英雄,虽然咱平时不太注意到它,但它却在默默地为我们的生活提供保障呢!再打个比方,这真空压力浸渍工艺就像是给材料盖房子,真空把地基打得牢牢的,没有空洞和杂质,然后压力把建筑材料紧紧地堆砌在一起,让房子坚固又可靠。
而且呀,这个工艺要求还挺高呢!操作人员得特别细心,就像个细心的大厨一样,要掌握好各种调料的比例,稍有差错可能就达不到理想的效果啦。
这可真不是随便谁都能做好的哟!咱生活中的好多好东西可都是因为有了这个工艺才变得更好用、更可靠呢!你说咱是不是得好好感谢发明这个工艺的人呀?反问咱自己,要是没有它,咱的生活会变成啥样呢?所以啊,真空压力浸渍工艺可真是个了不起的东西!它虽然不那么起眼,但却在背后默默地发挥着巨大的作用。
咱可得好好珍惜这些经过它处理的好东西,也得尊重那些从事这项工作的人呢!这就是咱今天要说的真空压力浸渍工艺,你了解了吗?原创不易,请尊重原创,谢谢!。
高压电机真空压力浸漆新工艺_李贤温
文章编号:1672-6197(2005)04-0070-03高压电机真空压力浸漆新工艺李贤温(淄博职业学院电子电气工程系,山东淄博255013)摘 要:在复合绝缘工艺的基础上,对高压电机定子线圈的制造工艺进行了改进,提出了一种新的电机定子线圈的制造工艺———真空压力浸漆工艺,该方法具有占用空间少、环境好、材料工时浪费少、效率高、质量可靠等优点.关键词:高压电机;定子线圈;匝间胶化;真空压力中图分类号:TM344文献标识码:AThe electrical machinery of high voltage vacuu m pressure immersesto paint the craftLI Xian -Wen(Department of Electronic and Electric Engineering ,Zibo V ocational Colleg e ,Zibo 255013,China )A bstract :The stator winding of electrical m achinery of high voltage contains tw o coils sides ,the full circle a g um do not proceed after turning the outside pack insulates the turns to handle differ -ence into two stato r trough inside to proceed together w ith the core the vacuum pressure immerses the paint ,occupying the space little ,the environment is good ,the material m an -hour is w asted little ,the efficiency is high ,the quantity is dependable .Key words :electrical machinery of high voltage ;stato r winding ;full circle a gum turns ;vacuum pressure近年来,高压电机的应用愈来愈多,常用的高压有3kV 、6kV 和10kV [1].由于电压高,给电机制造带来了许多困难,特别是定子线圈的制造.定子线圈的制造多采用复合绝缘工艺或半固化绝缘工艺[2],复合绝缘工艺,其直线部分采用多胶环氧粉云母带绕包,模压成型,端部用漆布带绕包后浸胶;半固化绝缘工艺,直线和端部分别用胶化时间不同的两种多胶环氧粉云母带绕包,直线绝缘部分用压模逐个模压成形,端部绝缘不浸胶.上述两种工艺,占用空间大,嵌线困难,返修率高,效率低,材料和工时浪费严重,单件或小批生产还是可以的,若批量生产已不适应,下面分析一种新的电机定子线圈制造工艺———真空压力浸漆工艺.收稿日期:20050228作者简介:李贤温(1963),男,副教授. 第19卷第4期 山东理工大学学报(自然科学版) Vol .19No .42005年7月 Journal of Shandong University of T echnolo gy (Sci &Tech ) Jul .2005DOI :10.13367/j .cn ki .sd gc .2005.04.0171 定子线圈的结构高压电机定子线圈有两条线圈边,嵌线时分别嵌入两个定子槽中[3],如图1所示.两条线圈边之间的距离称为节距,用跨过的槽数表示.图1(a )为6节距线圈,图1(b )为9节距线圈.图1 定子线圈的结构2 真空压力浸漆工艺真空压力浸漆工艺是在复合绝缘工艺和半固化绝缘工艺的基础上的改进工艺,工艺流程如下:绕线———包保护带———引线头处理———张形———整形———匝间胶化———匝间试验———包引线绝缘和对地绝缘———包防电晕层———检查试验———嵌线———真空压力浸漆———固化.工艺流程中最关键的两步是匝间胶化和真空压力浸漆.2.1 匝间胶化匝间胶化是将线圈各股、各匝导线粘压成结实的整体.通过匝间胶化,使线圈截面尺寸达到图样要求,从而为主绝缘的厚度尺寸提供保证,还可提高线圈刚度,减少线圈在制造过程中的变形.2.1.1 匝间胶化粘结剂的选用匝间胶化粘结剂可采用粘度为20~22S (4号粘度杯,20℃)同级别的浸渍漆.2.1.2 匝间胶化浸泽的要求匝间胶化部位为线圈直线部分,浸粘结剂时要浸透,浸好粘结剂的线圈直线部位要包脱模薄膜.包脱模薄膜时,应检查线匝有无交叉、窜位现象,发现问题及时纠正.线圈端部不浸粘结剂,以保持其柔软性,便于嵌线.图2 中心角—节距升高卡板2.1.3 匝间胶化热压要求浸渍粘结剂的线圈放在电热烘压模上进行烘压.压模两底压铁的相对位置用中心角—节距升高卡板校对调整,然后固紧,要区分上层边和下层边底压铁,使用时不可混淆,如图2所示.压模温度按工艺要求调定:B 级绝缘的线圈为160~180℃,F 级绝缘的线圈为180~200℃.压模温度过高会损伤线圈绝缘和降低粘结强度,操作中必须注意.热压时,将线圈正确地安放在热压模的底压铁上,随即放上上压铁并观察其位置是否合适.上压铁压紧后用卡板检查线圈鼻部升高,并及时校正.线圈在要求的压制温度下保持工艺规定的时间后便可卸模.卸模后,趁热清理线圈表面,将棱角修整圆滑,并摆放平整,做好自检.71第4期 李贤温:高压电机真空压力浸漆新工艺72山东理工大学学报(自然科学版)2005年 底压铁和上压铁须经常清理,并涂刷甲基硅油或硅橡胶甲苯溶液等脱模剂,同时要防止线圈表面沾染脱模剂,从而影响主绝缘与线圈的粘结.2.1.4 检查匝间胶化后的线圈直线部分应粘结牢固,截面尺寸符合要求,线匝排列平整,绝缘无破损,端部形状应基本一致,端部截面形状不呈瓢状,无线匝窜位现象,端部弧度和线圈引线距离均应符合要求,最后做耐压检查[4].2.2真空压力浸漆真空压力浸漆是将匝间胶化的线圈包少胶环氧粉云母带直接嵌入定子铁心,检查合格后进烘炉去潮,再入浸漆罐抽真空加压浸漆[5].浸渍剂可用环氧型无溶剂漆,是一种常温下用于浸渍的低粘度环氧树脂,粘度为50~80CP,常用苯乙烯作稀释剂,在使用和贮存过程中粘度会逐渐增大,为缓和粘度变大趋势,须在干燥空气条件下低温贮存,温度控制在40℃左右[6],输漆时不要超出规定温度,使用过程中,可采用添加新漆的方法调整粘度.2.2.1 真空压力浸漆设备真空压力浸漆设备主要由浸渍罐、贮漆罐、真空系统、空气加压系统、制冷系统、控制系统及管道、阀门等组成.浸渍罐为立式,直径3m,深度4m,承受压力0.7MPa.真空系统由滑阀式真空泵和罗茨泵等组成,真空度较高,为利于驱除绝缘中的挥发物和潮气,绝对压力应小于133Pa.加压系统工作压力控制在0.3~0.7MPa,并配备过滤器和空气干燥器.制冷系统可使浸渍后回输的漆液迅速降温和维持贮漆所需的低温.2.2.2 真空压力浸漆工艺参数真空压力浸漆工艺参数与电机的绝缘等级有关,F级真空压力浸漆工艺参数参考值见表1.表1 F级真空压力浸漆工艺参数参考值序号工艺过程温度/℃抽真空余压/Pa压力/M Pa时间/h备注1预烘95~1106在烘房中2入罐抽真空50~60<402在浸渍罐中3输漆室温0.54加压0.735回漆清漆0.25~4时间视漆而定6出罐入烘房180±5>8温度视漆而定7出炉清理趁热清理,严禁损伤绝缘3结 语真空压力浸漆工艺具有线圈制造简便、易于嵌线、绝缘机械损伤小,固定好、绝缘密封性和导热性高等显著优点.经小批试用,占空间少,环境好,材料工时浪费少,效率高,质量可靠,是高压电机定子线圈批量制造的首选工艺.参考文献:[1]刘金琰.国内旋转电机及相关标准近期动态[J].中小型电机,2004(1):79-82.[2]左建国.10k V电机定子线圈防晕结构改进[J].上海大中型电机,2003(2):27-28.[3]李隆年,王宝玲,周汝潢.电机设计[M].北京:清华大学出版社,1992.[4]哈尔滨大电机研究所.电机、水轮机测试技术译文集[C],1984.[5]余小平.采用真空压力浸漆技术的电机绝缘的应用研究[J].中小型电机,2003(2):52-54.[6]刘清,杨振中.JD117型异步牵引电动机的工艺难点及对策[J].电力机车技术,2001(2):16-17.。
电机定子浸漆工艺对比
真空加压沉浸设备
1.沉浸、烘干分体式结构,含沉浸灌、储漆灌、真空抽气系统、储气加压系统等 车间内沉浸灌放置点需要挖地坑 2.定子吊篮需要在烘箱、沉浸灌中由人工起吊反复周转,自动化程度低 3.吊篮和沉浸槽空间大,定子尺寸兼容性强
真空加压沉浸工艺
序号 1 2 3 4 5 6 7
定量滴浸工艺
序号 1 2 3 4
工序 定子三相线 通电加热
滴浸
凝胶
UV固化
设备 定量滴浸机
参数 120℃,5Min 100℃,8Min 130℃,5Min 160℃,30Min
注:温度、时间等参数根据定子结构、绝缘漆特性会有调整
定量滴浸工艺
1.加热对比: 绕组通电加热,漆包线直 接升温效率高,传统烘箱 加热是空气传导热量至铁 芯,铁芯再传导至漆包线 内,效率低
浸漆工艺对比分析报告
浸漆的作用
1.提高机械强度
绕组是电机结构中最脆弱部件,定子如未浸漆,电机运行时在电 磁应力、振动以及热胀冷缩产生机械应力下,线匝很快发生磨损、 松散、绝缘受损。浸漆后定子线圈、绝缘层、绑扎线粘结成一整 体,机械强度提高,增强绕组耐受各种应力,提高使用寿命
2.提高导热性
浸漆前绕组相间、槽内存在微孔和空气气隙,影响电机整体散热,绝缘树脂导热率是空 气的5倍左右,浸漆后树脂填充入定子的微孔、毛细管及空气间隙,导热性能大幅提升。
工序 排潮 冷却 抽真空 真空沉浸 加压沉浸 沥漆 烘干
设备 烘箱 车间
沉浸灌
烘箱
参数 120℃,1h
约40℃ -0.09MPa
30Min 1h
30Min 150℃,4h
注:温度、时间等参数根据定子结构、绝缘漆特性会有调整
高压电机真空压力浸漆浸后绝缘效果评价研究
高压电机真空压力浸漆浸后绝缘效果评价研究摘要:绕组浸漆的作用能够提高高压电机的导热性,在浸漆使用前,电机的绕组绝缘空隙里充满了空气,这些空气导致绝缘的导热性非常的差。
而在使用了绕组浸漆以后,能够对绝缘处的空隙进行填补,在设备的表面形成漆膜,从而有效保护绝缘,提高其性能。
本文将会分析与探讨在高压电机当中使用真空压力浸漆后,其整体的效果评价。
关键词:牵引电机;无溶剂浸渍漆;真空压力浸漆引言:浸漆在牵引电机当中有着非常重要的作用,在经过浸漆的处理以后,可以使绝缘处的性能得到优化,有效提高电机的导热性能。
而在牵引电机当中,对于浸漆是有着非常高的要求,一般的工艺操作当中,是需要把浸漆的工件放入到真空的容器当中进行,以压差法把浸漆液注入到工件去进去,再施加一些压力把浸漆液有效的浸透到每个工件的缝隙里面,从而达到最好的效果。
一、浸渍漆的作用浸渍漆在高压电机当中,主要是针对其绕组、线圈还有绝缘零部件进行填充,针对电机当中的这些部件进行填充,可以有效使其中的缝隙以及微孔,在浸漆固化了以后,在其表面形成一层漆膜,从而有效防止因为这些缝隙以及微孔的原因,导致牵引电机的部件内部有空气进入,影响到了牵引电机的使用性能。
通过浸漆的作用,可以有效提高牵引电机的耐潮、耐热,使其变得更加的牢固结实。
二、真空压力浸漆技术真空压力浸漆是将工件放在一个密闭的罐里,先进行空气抽取直至真空状态,将工件里的水份、空气和其它吸附在工件内部的各种气体抽掉,确保其中没有其他杂质存在,从而导致后面的作业出现问题。
然后在真空状态下输漆,使漆渗入工件内部。
当工件浸没后,用氮气在漆的表面加压,追使漆充分渗透后解除压力,最后打开罐盖滴漆固化。
这种真空压力近期的方式,能够有效确保浸漆进入到工件的每一个缝隙当中,从而确保在这些工件当中不含有任何的空气成分,使浸漆更加牢固的附着于工件的表明。
三、真空压力浸漆技术流程详解(一)工件预烘在定转子完成了制造以后,转运到浸烘场所时,在准备实施浸漆之前,首先需要针对其外观进行检测,要确保其表面没有出现任何的碰伤和破损的情况,如果有的话就需要及时进行更换,因为表面有破损会影响到后期的使用。
电机、变压器真空浸漆工艺

电机、变压器真空压力浸漆工艺电气线圈绝缘处理的目的在于提高线圈绕组的耐潮、耐热、导电、导磁及机械性能。
处理的基本要求是线圈浸透、烘干、填满、粘牢,并在绕组外表面形成一层坚韧而富有弹性的漆膜。
电机、变压器,继续电器等设备中线圈,均需进行浸漆处理。
真空压力浸漆设备就是在真空及加压状态下把漆涂到线圈表面及渗透到内部缝隙的一种设备。
与一般的浸漆技术相比,它的主要优点在于漆膜均匀致密,附着牢固,处理后的线圈绝缘性能较好。
真空压力浸漆系统的工艺流程1.储漆罐抽真空在储漆罐解除真空阀、浸漆罐真空阀、干燥罐真空阀及通风阀关闭的情况下,储漆罐真空阀、真空机组真空阀打开,真空机组水环泵进水阀、进气阀自动打开,在冷却水压达到0.1MPa以上时真空机组自动启动,开始对储漆罐抽真空,当真空度达到1333~4000Pa后,停止抽真空,储漆罐真空阀、真空机组真空阀自动关闭,真空机组水环泵进水阀、进气阀自动关闭,真空机组停止运行。
保真空1~2h后,开储漆罐大气阀,罐内外压力平衡后,关储漆罐大气阀。
2.储漆罐加热启动导热油加热装置,启动导热油管道泵启动,启动搅拌电机,当漆温达到30~50℃时停止加热及搅拌。
3.浸漆罐装工件打开浸漆罐的大气阀,启动液压站,打开浸漆罐罐盖,气动插上锁销,将已准备好的工件吊装进罐。
气动拔出锁销,将浸漆罐罐盖关到位,按下“浸漆罐罐盖旋紧”按钮,转箍旋转复位,按下“液压站油泵电机停止”按钮,停止液压站油泵电机,关浸漆罐的大气阀。
4.浸漆罐预抽真空在浸漆罐罐盖关闭并旋紧、大气阀、储漆罐真空阀、干燥罐真空阀及通风阀关闭的情况下,浸漆罐真空阀、真空机组真空阀打开,真空机组水环泵进水阀、进气阀自动打开。
在冷却水压达到0.1MPa以上时真空机组自动启动,开始对浸漆罐抽真空。
当真空度达到400~600Pa后,真空机组自动停止运行,也可以触动“抽真空停止”按键,浸漆罐真空阀、真空机组真空阀自动关闭,真空机组水环泵进水阀、进气阀自动关闭,真空机组停止运行,抽真空过程停止。
真空加压浸漆工艺分析
>5~8 >2
(1)优点。①不需要特殊设备容易实施。②方法简 单容易操作。
(2)缺点。①浸烘周期长,生产效率低。②由于漆 中含有50%左右的溶剂,在烘干过程中要白白挥发掉, 造成很大的浪费。③由于溶剂的挥发使漆膜在生产过 程中产生大量的微孔,降低了绕组的防潮性和导热性 能。④漆中含有对人体有害的甲苯、二甲苯等溶剂,在 浸烘过程中大量挥发,影响工人的身体健康。⑤每年因 绝缘处理不好造成的原材料费和人工费等增加。⑥浸 渍质量受温度影响易出现浸不透现象。
1普通二次浸漆
我公司以前采用的是普通二次浸漆(沉浸法)。电 动机绝缘等级以B级和F级为主。所浸的漆是1032三 聚氰胺醇酸树脂漆(B级)和155--1聚酯浸渍漆(F级), 溶剂为甲苯和二甲苯。1032漆的耐潮性、耐油性及内干 性较好,机械强度较高,且耐电弧。用于B级绝缘。155 —1漆的耐热性和电气性能较好,黏结力强,用于F级 绝缘,所采用的工艺是热沉浸工艺,浸烘次数为二次, 漆的黏度如下:
(10)出炉。 2.2效果
①可以较彻底驱除电动机绕组内的潮气和挥发物。 ②可以避免浸不透现象。③漆的黏度可以较高,以提高 填充性能。实践证明,一次真空压力浸漆的效果要比二 次普通浸漆好。
3 VPl真空加压浸渍系统
为了适应市场发展,满足生产大容量,高压电动机
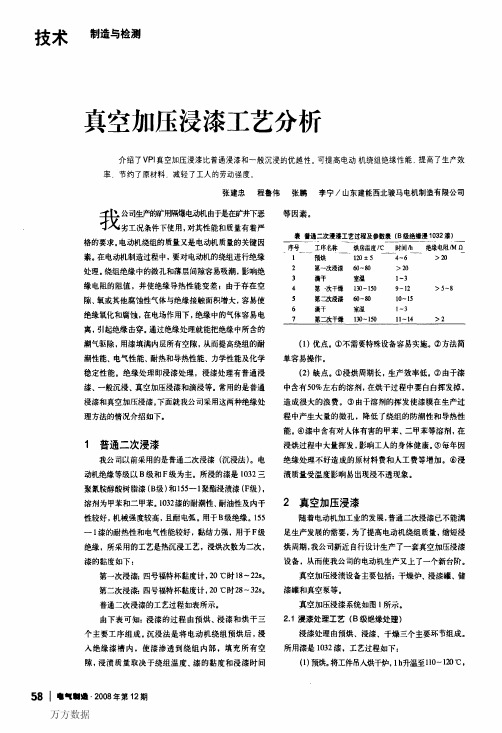
图2 VPl真空压力浸渍系统示意圈 1、3—储漆罐2,4—过滤器5一真空泵6~压缩空气罐7一空气压缩机
62 I nll"tlltl·2008年第12期 万方数据
真空加压浸漆工艺分析
作者: 作者单位: 刊名:
英文刊名: 年,卷(期): 被引用次数:
张建忠, 程鲁伟, 张鹏, 李宁 山东建能西北骏马电机制造有限公司
电气制造 ELECTRICAL MANUFACTURING 2008,(12) 0次
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
个月。且具有 RS232 / 485 通信接口,可采用现场或远
我公司生产的矿用隔爆电动机由于是在矿井下恶 劣工况条件下使用,对其性能和质量有着严 格的要求。电动机绕组的质量又是电动机质量的关键因 素。在电动机制造过程中,要对电动机的绕组进行绝缘
等因素。
表 普通二次浸漆工艺过程及参数表(B 级绝缘浸 1032 漆)
序号 工序名称 烘房温度/℃ 时间/h 绝缘电阻 /M Ω
3.1 结构特点及性能 1)该系统由两个储漆罐(B 、F 级各一套)、一个
浸漆罐和一个压缩空气罐等组成。 2)系统中 F 级储漆罐有漆的加热系统,冷却系统、
过滤系统、搅拌器及空气过滤器等。 3)浸漆罐备有两个衬罐,可用来浸不同绝缘等级
的漆,实现一罐多用。
(7 )排气。开动鼓风机将浸漆罐内的挥发物抽出,
前端,检测补偿后的无功功率Δ Q,又通过Δ Q 求得负 制器抗电磁干扰的能力。⑥合理选择检测量和控制方案。
载的全部无功功率 Q,即完全补偿时所需接通的全部电 4.4 配电综合测控仪和无功补偿自动控制器一体化
容器的无功功率,这种由变动量求总和的设想,可通过
无功补偿自动控制器和配电综合测控仪的一体化
微型计算机来实现,又因可一次接通全部电容器,获得 问题是城网改造提出的配电网自动化问题,运行单位
技术 M制造与检测 anufacture&testing
负压 大气
的需要,我公司于 2006 年引进了一套 VPI 真空压力浸 渍设备,设备系统如图 2 所示。
1
2
3
4
5
6
1
2
3
4
5
6
图 1 真空加压浸漆系统示意图 1—浸漆罐 2、3—手动阀 4—储漆罐 5—真空泵
为了适应市场发展,满足生产大容量,高压电动机
(下转第 62 页)
w w w .eag e.com .cn
2008 年第 12 期· 电气制造 | 59
技术 M制造与检测 anufacture&testing
顾两者优点的闭合控制方式,检测点设在补偿设备的 ④选用质量优良的单片机和电子元器件。⑤注意自动控
5 第二次浸漆 60~80
10~15
绝缘氧化和腐蚀,在电场作用下,绝缘中的气体容易电
离,引起绝缘击穿。通过绝缘处理就能把绝缘中所含的 潮气驱除,用漆填满内层所有空隙,从而提高绕组的耐 潮性能、电气性能、耐热和导热性能、力学性能及化学 稳定性能。绝缘处理即浸漆处理,浸漆处理有普通浸 漆、一般沉浸、真空加压浸漆和滴浸等。常用的是普通 浸漆和真空加压浸漆。下面就我公司采用这两种绝缘处 理方法的情况介绍如下。
8)压力、真空度、温度及漆面高度等参数以及工
②可以避免浸不透现象。③漆的黏度可以较高,以提高 填充性能。实践证明,一次真空压力浸漆的效果要比二
作状态能自动显示记录及报警。 9)可用来浸 F、B、H 级绝缘电动机绕组。
次普通浸漆好。
3.2 工艺过程(以 F 级绝缘漆为例)
3 VPI真空加压浸渍系统
(1)预烘。将工件吊入烘干炉,升温至 125℃ 左右, 然后保持 6 h 以上。
6 滴干
室温
7 第二次干燥 130~150
1~3 11~14
>2
(1)优点。①不需要特殊设备容易实施。②方法简 单容易操作。
(2)缺点。①浸烘周期长,生产效率低。②由于漆 中含有 50% 左右的溶剂,在烘干过程中要白白挥发掉, 造成很大的浪费。③由于溶剂的挥发使漆膜在生产过 程中产生大量的微孔,降低了绕组的防潮性和导热性 能。④漆中含有对人体有害的甲苯、二甲苯等溶剂,在
快速的动态补偿特性,是目前公认的比较理想的方案。 往往要求在配电变压器的低压侧同时加装无功补偿的
4.3 对自动控制器性能及质量的要求
低压电容器和配电综合测控仪。以北京首电科技研制
目前全国大约有 200 多家企业生产无功补偿自动控 的 SDPD — 2000 配电综合测控仪为例,兼具配电变压
制器,其中多数是技术水平很低,缺乏较齐全的检测设 器运行参数的数据采集、显示和记录以及无功补偿的
度为20 ℃四号福特杯41 s的1 032漆输入浸漆罐内,使 漆面高出工件 500 mm,并稳定 10 min。
(5)加压。开动空气压缩机等过滤的干燥空气导入 浸漆罐内。当气压升至 0.4 MPa 时,保持恒压 20 min。
(6)排漆。利用浸漆罐内的余压,将漆压回储漆罐 内。
1、3—储漆罐 2、4—过滤器 5—真空泵 6—压缩空气罐 7—空气压缩机 8—浸漆罐 9—加热器 10—制冷冰箱 11—水泵 12—搅拌器
4 结束语
经过多年的不断补充和完善,我公司电动机绕组绝 缘处理工艺目前已达到了国内先进水平,浸渍质量大大 提高,节约了原材料,减轻了工人的劳动强度,取得了 很大的经济效益和社会效益,尤其是 VPI 真空加压浸渍 设备的引进,为我公司开发电 机新产品,拓宽电电动 机市场打下了坚实的基础。EM
( 收稿日期:2008.11.02)
( 收稿日期:2008.09.25)
(上接第 59 页)
(2 )漆预热。将储漆罐中的漆经过加热系统预热, 搅拌均匀达到所需黏度,温度至 40℃。
(3)入罐。将空冷至 70~80℃的工件放入浸漆罐 中,关闭罐盖。
(4)抽真空。抽真空至真空度小于 1 kPa,保持此 值3Байду номын сангаас min。
(5)输漆。将储漆罐内的漆输入浸漆罐,使漆面高 出工件 100 mm,并稳定 10 min。
技术 M制造与检测 anufacture&testing
真空加压浸漆工艺分析
介绍了 VPI 真空加压浸漆比普通浸漆和一般沉浸的优越性。可提高电动 机绕组绝缘性能,提高了生产效 率,节约了原材料,减轻了工人的劳动强度。
张建忠 程鲁伟 张鹏 李宁 / 山东建能西北骏马电机制造有限公司
程采集的方式。显示方面采用液晶显示器,全中文直观
显示配电变压器运行的有关参数。无功补偿智能化控
制方面取样的物理量为负载的无功功率 Q;可对 D - Y
电容器组的任意组合方式进行调节;防止无功投切振
荡及补偿呆区;当电网中发生过电压、欠电压、缺相、
谐波或零序电流超标及电容器温升超标时,快速切除
补偿电容器。EM
1 普通二次浸漆
浸烘过程中大量挥发,影响工人的身体健康。⑤每年因
我公司以前采用的是普通二次浸漆(沉浸法)。电 绝缘处理不好造成的原材料费和人工费等增加。⑥浸
动机绝缘等级以 B 级和 F 级为主。所浸的漆是 1032 三 渍质量受温度影响易出现浸不透现象。
聚氰胺醇酸树脂漆(B级)和 155—1 聚酯浸渍漆(F级), 溶剂为甲苯和二甲苯。1032 漆的耐潮性、耐油性及内干
对控制器的基本功能提出以下要求:①应具有电容器投 值和最小值、停电时刻、来电时刻及累计停电时间、每
入及切除门限设定值、延时设定值、过电压保护设定值 相过电压和欠电压及缺相时间等参数,数据储存期为 2
的设置功能。②对可按设定程序投切的控制器,应具有
投切程序设置功能。③面板功能键的操作应有容错功 能。④面板的设置应具有硬件或软件闭锁功能。
备,生产批量小,质量难以保证的家庭作坊式小厂。为 智能控制和保护等两大功能。数据采集的范围包括:电
了提高自动控制器的技术性能和可靠性,电力行业标准 压、电流、功率因数、有功及无功功率、有功及无功电
DL / T597 — 1996《低压无功补偿器订货技术条件》, 量、谐波电压、谐波电流、每日电压和负载电流的最大
6 —压缩空气罐
然后保持6 h以上。
(2)入罐。将预烘好的工件吊入浸漆罐内,然后密
12
11
10
9
8
7
封罐口。
图 2 VPI 真空压力浸渍系统示意图
(3)抽真空。开动真空泵,抽出浸漆罐内的空气,
真空度达 10 kPa 左右,保持此值 30 min。 (4)输漆。利用浸漆罐内的真空,将储漆罐内的黏
烘 3 h,温度为 80~100 ℃。逐步升温到 120~130 ℃烘
6)浸漆罐可在 0.7 MPa 过压,60 kPa 真空条件下
焙 9 h 左右(以绝缘电阻值稳定为准)。
对电动机绕组进行绝缘处理。
(10)出炉。 2.2 效果
7)该系统以泵输漆为主,漆在低温脱气状态下储 存,保证长期有效使用。
①可以较彻底驱除电动机绕组内的潮气和挥发物。
1 预烘
120 ± 5
4~6
>20
处理。绕组绝缘中的微孔和薄层间隙容易吸潮,影响绝 缘电阻的阻值,并使绝缘导热性能变差;由于存在空
2 第一次浸漆 60~80
3 滴干
室温
4 第一次干燥 130~150
> 20 1~3 9~12
>5~8
隙、氧或其他腐蚀性气体与绝缘接触面积增大,容易使
2 真空加压浸漆
性较好,机械强度较高,且耐电弧。用于 B 级绝缘。155
随着电动机加工业的发展,普通二次浸漆已不能满
— 1 漆的耐热性和电气性能较好,黏结力强,用于 F 级 足生产发展的需要,为了提高电动机绕组质量,缩短浸
绝缘,所采用的工艺是热沉浸工艺,浸烘次数为二次, 烘周期,我公司新近自行设计生产了一套真空加压浸漆
个主要工序组成。沉浸法是将电动机绕组预烘后,浸
浸漆处理由预烘、浸漆、干燥三个主要环节组成。
入绝缘漆槽内,使漆渗透到绕组内部,填充所有空 所用漆是 1032 漆,工艺过程如下: