258机组环形加热炉夹钳液压系统改造
加热炉炉门升降液压系统改造
龙源期刊网
加热炉炉门升降液压系统改造
作者:于树禄高俊亮薛亮何力伟
来源:《中国科技博览》2012年第32期
[摘要]:热板生产线加热炉炉门升降液压系统由于原始设计较繁琐,导致液压系统不稳定,管路漏油,阀经常性的不会动作,并且两侧的炉门很难保证同步,极大的影响了生产。
对加热炉炉门升降液压系统进行改造,取消平衡阀,增加一叠加式单向减压阀,将原来的进油节流阀改为回油节流阀,保证了液压系统的可靠运行。
[关键词]:加热炉液压系统减压阀。
《2024年LF炉钢包加盖机液压控制系统设计及改造》范文

《LF炉钢包加盖机液压控制系统设计及改造》篇一一、引言随着现代工业的快速发展,钢铁行业对生产效率和产品质量的要求日益提高。
LF炉作为钢铁生产中的重要设备,其钢包加盖过程对产品质量和生产效率具有重要影响。
为了满足市场需求和提高生产效率,本文对LF炉钢包加盖机的液压控制系统进行了设计与改造。
本文首先介绍了液压控制系统的基本原理和设计要求,然后详细阐述了设计及改造方案,最后通过实验验证了改造后的效果。
二、液压控制系统基本原理及设计要求液压控制系统是利用液体压力能进行能量传递与控制的一种技术。
其基本原理是通过改变液体的压力、流量和方向,实现对执行机构的控制。
LF炉钢包加盖机的液压控制系统设计需满足以下要求:1. 稳定性:系统应具有较高的稳定性,以保证加盖过程的顺利进行。
2. 精确性:系统应具有较高的控制精度,以确保钢包加盖的准确性和可靠性。
3. 安全性:系统应具备安全保护功能,防止因操作不当或设备故障导致的安全事故。
4. 高效性:系统应具有较高的工作效率,以满足生产需求。
三、液压控制系统设计及改造方案1. 设计思路根据LF炉钢包加盖机的特点及需求,设计了一种新型液压控制系统。
该系统采用先进的液压元件和控制系统,实现了对加盖过程的精确控制。
同时,通过优化系统结构,提高了系统的稳定性和安全性。
2. 液压元件选型根据系统需求,选择了合适的液压泵、液压缸、阀等元件。
其中,液压泵采用高压力、低噪音的型号,以满足系统的高压需求;液压缸采用高精度、高刚度的结构,以确保加盖过程的准确性;阀件选用高性能、高可靠性的产品,以保证系统的稳定性和安全性。
3. 控制系统设计控制系统采用PLC控制器,通过传感器实时监测液压系统的压力、流量和温度等参数,实现对执行机构的精确控制。
同时,通过编程实现对系统的自动控制和故障诊断功能。
4. 改造方案实施根据设计思路和选型结果,对原有液压控制系统进行改造。
首先,更换了原有的液压元件和控制系统;其次,优化了系统结构,提高了系统的稳定性和安全性;最后,对系统进行了调试和测试,确保改造后的系统能够满足生产需求。
环形加热炉的改造
2 7
1 m 双 排 ; 1 8~ 3 8 单 排 ) 由 炉 底 机 械 8 . .m ; 将 钢 坯 运 送 到 出 料 端 后 由 出钢 机 成单 排 或 双 排
出料 。 3 技 术 规 格 说 明
② 上下 环 。上 下 环 为 焊 接 结 构 ,下 环 高 度
及 断 面 尺 寸 加 大 ,以 提高 其 刚 度 ,减 少 跑 偏 。
( )装 料 机 2
装 料 机 由走 行 小 车 和 装 料 机 夹 钳组 成 。装
料 机 小 车走 行 运 动 由两 台交 流 变 频 电 动 机 ( 原 来 是 TZ 电 动 机 ) R ,通 过 立 式 减 速 机 驱 动 与 固
3 1 炉 子 的技 术 特 点 . ( )加 热 管 坯 温 度 均 匀 1 ① 合 理 的炉 型 结 构 和 供 热 方式 ,采用 新 型
环 形加 热 炉 节能 措施
关 键词
I PRo V EM ENT F N NU LAR M o A FU R N ACE
Zhu Y u nm e ng
Yu Qi n ag
( s a r n & S e l o p C r o ain) ( An h n Io te Gr u o p r t D ̄in a d Ree rh Is i t fAn a g o g n s ac n tt eo g n ) u
⑤ 改 建 烟 道 ,新 增 排 烟 机 。
收 稿 日期 :2 0 0 2—0 6—1 8 朱云 猛 (96 1 6 ~ ) ,工 程 师 ; 1 4 2 辽 宁 省 鞍 山 市 。 10 1
维普资讯
2 l卷 5期 2 0 9 0 2.
冶 金 能 源
棒材厂步进式加热炉液压系统故障分析与技术改造

力控制开关等组成 , 其作 用是实现整个系统的加 载, 卸荷和稳定 系统 的工作压力, 能在过压状态 并
下 溢流 或控制 电动机 断 电 , 以保 护整个 系统不致 因
事 故而 遭破坏 。
回路具有独立 的控制功能 , 并能联合作用使整个液 2 液压 系统存在 的问题 压 系统达 到最 佳控 制状 态 。 () 1 液压 站投 产后 3个 月左 右 , 液压 泵 出现无 油泵 采用 恒压 变量 轴 向柱 塞泵 ( 4 S , 4 A V O) 共 压力 的现象 , 换 液 压 泵 后 使 用 不 久 又 发 生 泵损 更 台( 中 1台备 用 ) 每 泵 流 量 Q为 27 / i。能 其 , 0 L mn 坏 。( ) 2 系统 在 工作 时 , 路震 动较 大 。( ) 管 3 上料 台 使系统在整个控制过程中实现无溢流工作 , 达到最 架 下 的高压球 阀 ( 一端 接 无 缝 钢管 , 端接 软 管 ) 一 , 佳节能效果。 经常喷油 , 尤其是热钢热送时 , 显得更为严重。 采用等通径变量 比例调速 阀和 比例电液换 向
图 1 泵 组 部 分
图 2 阀组部分
对损坏的液压泵进行拆检 , 打开后发现液压泵 内的斜盘、 滑靴磨损严重 , 支架 已经断裂 。造成液
压泵 内斜 盘磨损 严 重且 支 架 断裂 的主 要 原 因是 液 压泵在 运行 过程 中 吸空 。该 系统 的 4台泵 接在 一 根 D 15的吸油 总管 上 , 就 系 统 对 液 压 系统 主 N2 这
=O. 0 5m’ ; 01 3 /s
总第 5 6期
一
史善 康 , 圣才: 冯 棒材厂步进式加热 炉液压 系统故 障分析与技 术改造
一
・1 5・
某热电有限公司CC25汽轮机液压调节系统改造方案探讨
某热电有限公司CC25汽轮机液压调节系统改造方案探讨发布时间:2022-08-31T02:42:20.008Z 来源:《中国科技信息》2022年第8期作者:刘善义1,2,李辉1,2,李瑞峰1,2 [导读] 本文介绍了一种对汽轮机液压调节系统进行改造的方案,指出了其改造方案的优点刘善义1,2,李辉1,2,李瑞峰1,2 1.临沂恒泰新能源有限公司;2.临沂市恒源热力集团有限公司摘要:本文介绍了一种对汽轮机液压调节系统进行改造的方案,指出了其改造方案的优点,对调节系统油油源、调节阀管理功能应用情况,特别是直动式伺服调节器对机组调节门的精准控制等优点进行了探讨,供汽轮机调节系统改造时参考。
关键词:汽轮机调节;DEH调节;工作原理;改造效果;结论中图分类号:TK115一、项目概述某热电有限公司CC25MW机组为南京汽轮机厂生产的CC25-8.83/0.981/0.196型汽轮机。
该机组液压调节系统采用SV A9透平油液压调节系统,配置了一个高压主汽阀、4个高压调节阀、两个抽汽阀,主汽阀由自动关闭器拖动,自动关闭器的开启为自动方式,4个高压调节阀由一个油动机通过凸轮配汽机构来拖动,两级抽汽阀为两个油动机拖动两级旋转隔板的方式。
二、系统改造前存在的问题:1、SV A9透平油油质长期运行无法保证洁净,因此多次发生因油质问题导致电液转换器及油动机卡涩无法正常工作,调门关闭或无法控制,严重影响生产及机组设备的安全运行;2、原系统调节速度慢,导致汽轮发电机组的负荷调节能力差,特别在甩负荷时,汽轮机转速飞升过高,无法保证厂用电运行安全。
3、原系统存在较多需要调整的环节,对运行维护人员的要求较高。
三、改造方案:随着自动化程度要求的提高,可实现对汽机转速更优质的控制,以便实现经济、可靠、安全稳定的运行。
汽轮机的可控性是解决这种协调控制的前提条件之一。
采用简捷、经济实用、可靠、运行维护性好的控制方案,是对汽轮机进行自动化系统改造的首要任务。
立推式铝锭加热炉推料机构液压系统的改进
立推式铝锭加热炉推料机构液压系统的改进王坤伦【摘要】This paper introduces the modifying about the hydraulic system of the pusher for Al-slab preheating fur-nace. For the using of two level cartridge pressure reducing valve, the problem that it's difficult to control the speed of the pusher is solved actually. And then, the potential danger is eliminated and the intrinsical safe is improved.%介绍了立推式加热炉推料机构液压系统的改进。
通过二级减压阀的运用,有效解决了推料机构液压缸的速度不易控制问题,消除了设备事故隐患,提高了设备本质安全。
【期刊名称】《流体传动与控制》【年(卷),期】2014(000)003【总页数】3页(P55-57)【关键词】推料机构液压系统;插装式二级减压阀【作者】王坤伦【作者单位】苏州新长光热能科技有限公司江苏苏州 215011【正文语种】中文【中图分类】TH137.9长期以来,我国铝加工行业集约化程度不高,存在着很多中小型铝加工企业,这些企业由于收到场地及生产能力的限制,采用的设备技术都相对落后,产品能耗高。
当今西方一些工业发达国家的铝板带材的生产情况表明,大铸锭热连轧设备必然是铝加工行业的发展方向。
随着我国国民经济的高速发展,铝加工产品需求量的不断增加,各种铝加工设备的加工能力也在不断提高。
目前,随着国家节能减排的政策步步推进,淘汰落后产能,引进新设备新技术成为发展的趋势。
国内新装机的热连轧生产线铸锭加热炉也在向着大吨位的方向发展,整个轧制周期则要求更短,要求与之相配套的设备运行速度必须更快,才能满足企业对生产效率的要求,这不仅是因为大铸锭可减少在铣面、轧制过程中的损耗,提高几何成品率,还是实现热连轧高速化的基础条件。
步进加热炉液压升降系统改造
I mp r o v e me n t o f Hy d r a u l i c L i f t i n g S y s t e m f o r Wa l k i n g B e a m F u r n a c e
a n d ma i n t a i n a b i l i t y o f t h e s y s t e m a n d r e d u c e t h e e q u i p me n t f a i l u r e a n d f a u l t p r o c e s s i n g t i me . Ke y wo r d s :wa l k i n g b e a m f u r n a c e ,h y d r a u l i c l i f t s y s t e m ,c a r t r i d g e v lv a e
退 四个动作。其中升降缸液压系统可靠性的高低 , 对 步进 式 加热 炉正 常生产 有严 重影 响 。以下对 某厂 步进 式加热炉的升降缸液压系统在生产中常见的故障进行 分析 , 针 对其 使用 和维 护 中存 在 的不 足 , 提 出 了改 造 的 技术措施 , 以达到提高设备可靠性的 目的。
2 .D a c h e n g Hy d r a u l i c T e c h n o l o y g C o mp a n y ,C h e n g d u , S i c h u a n 6 1 0 3 0 5 )
Ab s t r a c t :I n t h e s t e e l p i p e p r o d u c t i o n l i n e ,t h e s t e e l t u b e s a r e h e a t e d b y t h e w a l k i n g b e a m f u r n a c e .T h e p r i n c i p l e
1580加热炉液压系统优化设计

第38卷2020年第1期(总第205期) 问题研究1580加热炉液压系统优化设计房佳鹏(鞍钢股份皴鱼圈钢铁分公司热轧部营口 115007)【摘要】分析了步进梁式加热炉液压系统的工作原理及其存在的缺陷,对原液压系统进行了优化设计, 优化后的液压系统不但能满足系统的工况要求,还大幅提高了系统的可靠性和稳定性。
【关键词】步进杂加热妒漲压余疏优化设计Optimizing on Design of Hydraulic System of 1580 Heating FurnaceFANG Jia-peng(Hot Rolling Department of B ayuquan Steel Company of A ngang Steel Co., Ltd., Yingkou 115007)[Abstract ] Make an analysis on the working principle and defections existing in the hydraulic sys tem of the working beam type heating furnace. An optimization was carried out on the hydraulic system. After the optimization, the hydraulic system can meet the operating requirements, and the reliability and stability of the system is greatly improved as well.[Key words ]Working beam, heating furnace, hydraulic system, optimizing design 1概述随着轧机能力的提高和轧件尺寸的增大,以 及节能降耗的要求,现代板坯加热炉的结构日趋 复杂。
环形加热炉装出料机夹钳漏水的原因及对策
出料 机根 据 管 坯穿 孔 、 制 节奏 要 求 , 过 P C控 轧 通 L
制, 分别完成将管 坯从进料辊道 夹起装人 环形炉 内、
从 炉 内将 加 热好 的管坯 夹 起输 出至 出料 辊 道 的动
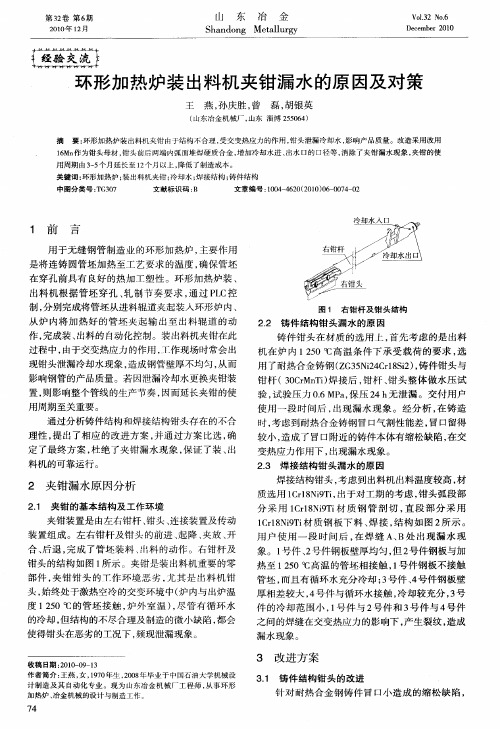
图 1 右 钳 杆 及钳 头 结构
合、 后退 , 完成 了管坯 装料 、 …料 的动 作 。右钳 杆及 钳头 的结 构如 图 1 示 。夹钳是装 出料机 重要 的零 所
部件 , 夹钳 钳 头 的T作 环 境 恶劣 , 尤其 是 出料 机 钳 头, 始终处 于激 热空冷 的交变环境 中( 内与 出炉温 炉
度 1 5 0o 2 C的管坯 接触 , 炉外 室 温 ) 尽 管有 循 环水 ,
22 铸件 结构钳 头漏水 的原 因 .
作, 完成装 、 出料 的 自动化控制 。装 出料机夹 钳在 此 过程 中 , 由于交变热应 力的作用 , T作现场 时常会 出
铸件 钳头 在材 质 的选用 上 , 首先考 虑 的是 出料
机在炉内 1 5 0℃高 温 条件 下 承受 载 荷 的要求 , 2 选 用 了耐热合 金铸 钢 ( G 5 i c 1s2 , 件钳头 与 z 3 N2 r8 i)铸 4 钳 杆 ( 0 r T ) 接后 , 3 CMn i焊 钳杆 、 头 整体 做水 压 试 钳 验 , 验压 力 06MP , 试 . a 保压 2 无泄 漏 。交付 用 户 4h 使 用一 段 时 间后 , 出现 漏 水 现象 。经分 析 , 铸 造 在
的冷却 , 但结构 的不尽合理及 制造 的微 小缺陷 , 都会
使得 钳头在恶劣 的工况下 , 现泄漏现象 。 频
收稿 日期 :0 0 0 — 3 2 1 — 9 1
加热炉步进梁液压系统分析及改造

收稿 日期 介 : 鄢勇( 94 ) 男 , 18 一 , 湖北天 门人 , 士研究生 , 硕 主要
从事液压传动与控制方面 的研究工作。
7 4
液 压 与 气动
2 1 第 1期 0 1年
阀 7和 A 阀流 回油箱 , D 此时 系统 供油 量减小 , 油缸 的 运 动速 度逐 渐变 小 。 当 电磁 阀 4的 电磁 铁 a得 电 时 , 控 制油 通过单 向节 流 阀 3进 入 到 A D阀 的右 腔 , 阀 使 芯 由中位逐 渐过 渡 到 右 位 , 过 A 阀流 人 油 箱 的油 通 D 减 少 , 时 系 统 供 油 量增 大 , 缸 的运 动 速 度 也 随之 此 油
增大。
目前 , 2号加 热 炉步 进 梁 液 压 系 统 和 电气 自动 化 系统 已经运行 3 0多年 , 分液 压元件 、 部 设备 已经 老化 、
磨损 , 而且厂 家 已不 再 生产 , 以补充 备件 。导 致液压 难
系统效 率低下 , 热量 大 , 发 运行 状 态 不 稳定 。采用 A D 阀 、 限开关 和时 间继 电器进行 控制 , 极 控制 方式 落后且 精 度低 , 已不 能满 足 当前 生 产要 求 。针对 2号 加热 炉 步 进梁 液压 系统在 实 际 生产 中暴 露 的 问题 , 轧 厂决 热 定 对该 液压 系统 、 电气控 制部分 进行 升级改 造 。
断 电时 , 液压缸 快速 下降 , 发生重 大事 故 。
5 电气 控制 系统方 案分 析 电气 控制 部分 的改造 主要是 更换相 应 的 电气控 制 设备 , 写新 的控制程 序 , 编 以提 高系统 的控制 精度 和 自 动化 程度 。改 造后 步进梁 运动速 度 的变化 由液压 系统 中的 比例 阀 的控制来 实 现 , 步 进梁 的运 动极 限位 置 而 以及 运动 速度 改变点 分别 由升 降缸和平 移缸外 置 的线
液压系统改造典型应用案例东营西水CC25MW调节保安系统改造

液压系统改造典型应用案例东营西水CC25MW调节保安系统改造摘要:东营西水热电厂C25MW机组,采用的是南京汽轮机厂生产的汽轮发电机组,该套机组生产年份为2003年,原机组为纯液压调速方式,这种调节方式仅提供比例调节,存在自整性不够,调节精度低,超调量大,已经不能适应当前机组运行负荷波动频繁的状况。
2016年11月我公司采用三联DDV伺服调节器和NT6000系统对原有调节保安系统进行改造,改造后设备至今安全运行。
关键词:纯液压;三联DDV;NT60001.工程概况东营西水热电厂采用的是南汽厂生产的CC25-8.83/3.92/1.57型汽轮发电机组,原汽轮机调节系统采用纯液压调节方式原理如图一所示,主要存在下列问题:机组存在纯液压调速方式,这种调节方式仅提供比例调节,存在自整性不够,调节精度低,超调量大,已经不能适应当前机组运行负荷波动频繁的状况。
转速测量部件为脉冲泵,转速测量信号为脉冲油压,脉冲油与转速平方成正比,低转速时脉冲油压微乎其微,在技术上很难做到转速的闭环控制。
主汽阀自动关闭器在安全油压失压时能自动关闭,但不能远方挂闸,自动控制开启,不能实现大范围转速闭环控制。
该项目的DEH系统改造,采用的设备是南京科远自动化集团股份有限公司的NT6000散控制系统及DDV伺服调节器的调节保安油压系统。
改造前调节保安系统图图一1.改造方案去掉压力变换器,危急继动器,电磁保护装置,脉冲油泵,油动机下方单向阀和错油门滑阀等。
加装优化设计的错油门滑阀组件,复位遮断装置,双冗余OPC电磁阀组,三联DDV伺服调节器及其所有配套装置。
用磁阻转速探头代替脉冲泵,实现大范围转速测量,用DDV电液转换器代替压力变换器直接产生脉冲油,控制油动机,通过伺服控制器及LVDT组成电液随动系统,改造原理如图二、三所示。
改造后电气,管道示意图图二改造后调节保安系统图图三1.改造特点•错油门滑阀组件使用全液压平衡加液压弹簧方式替代原有机械弹簧液压平衡方式,提升了刚度,使得油动机的控制精度获得大幅提升。
加热炉提升液压系统优化改造
加热炉提升液压系统优化改造作者:李发宏李永君徐浩杰来源:《中国科技博览》2016年第26期摘要深入探寻加热炉液压提升系统的工作原理,对油缸动作进行优化,重新选取影响振动的核心阀组,通过技术改造降低了液压冲击,提高了设备的使用寿命。
关键词液压冲击;插装阀;程序优化;蓄能器组【分类号】:TD353.5型钢厂大型线的步进式加热炉采用法国斯坦因数字化燃烧技术,此技术为斯坦因公司于20世纪初研发并负责建造,设备的全部动作由液压系统完成,在多年的运行中,液压阀台及管路震动较大,油缸在动作时容易产生油液泄露,不仅造成了大量的液压故障停机,也造成了大量煤气能源的浪费,给生产的运行带来的成本损耗巨大。
1 加热炉提升阀台的研究及故障分析当步进梁提升液压缸开始动作时,可以发现主管路及支管路的振动异常明显,故障点主要存在于系统的设计及阀台元件的选取中,通过分析,一方面原液压系统对减少液压冲击的设计较为简单,且在施工后由于工时较短,导致整个比例系统程序调试均未全部完成。
另一方面,对提升阀组液压元件选取不合理,导致整个提升阀组启闭过程中,液压缸补油过程不及时造成液压冲击异常增大。
2改造方案2.1为了保证提升油缸的速度为一定值,在主油路中使用了比例节流阀对通往油缸的油量进行节流,即对油缸的速度进行了调节。
由于比例节流作用,导致节流阀出口油路的压力降低,使得通往液压缸油路的流量瞬间减少,一定程度上产生了吸空现象,由此产生了较大的压力冲击,使得阀台及管路震动产生,因此需要对主管路中比例节流阀出口的油量进行调节,来降低液压缸提升时的瞬间冲击。
通过对系统原理图进行分析,我们认为对油量有调整作用的为一个插装阀,在液压缸提升时,高压油首先通过一个带减压阀的二通插装阀,由它对管路流量进行减压,减压后的压力油通往比例节流阀,因此需要此减压阀进行改造。
此二通插装阀为带减压功能的插装阀,减压阀为先导式锥阀,集成在插装阀盖板上,其主阀芯组件为插装阀用于控制盖板封闭,其作用原理为:作用于A口的压力经控制油的节流孔进入主阀芯弹簧腔,当压力地与性能极限或先导阀弹簧设定压力时,主阀芯的液压力平衡,弹簧力使主阀芯保持开启状态,因此,油液可以自由的从B口流入A口。
步进加热炉液压升降系统改造
步进加热炉液压升降系统改造郝兴安;陈凯【摘要】在钢管生产线中,采用步进梁式加热炉对钢管进行加热,介绍了步进式加热炉原有液压升降系统的工作原理,并对该系统工作过程中出现的故障进行了分析,并提出了改进的技术方案.由此提高了系统的可靠性和可维修性,减少了设备故障及故障处理时间.【期刊名称】《液压与气动》【年(卷),期】2015(000)007【总页数】5页(P84-88)【关键词】步进式加热炉;液压升降系统;插装阀【作者】郝兴安;陈凯【作者单位】成都理工大学核技术与自动化工程学院,四川成都610059;大成液压技术公司,四川成都610305【正文语种】中文【中图分类】TH137引言在钢管生产企业,广泛采用步进式加热炉对钢管进行热处理。
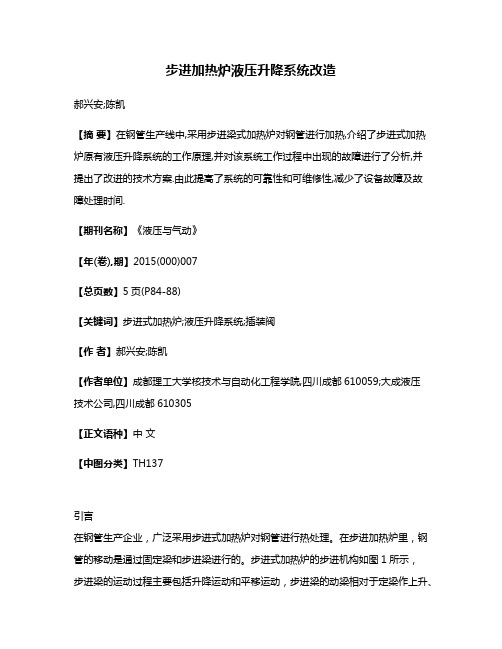
在步进加热炉里,钢管的移动是通过固定梁和步进梁进行的。
步进式加热炉的步进机构如图1所示,步进梁的运动过程主要包括升降运动和平移运动,步进梁的动梁相对于定梁作上升、前进、下降、后退四个动作。
其中升降缸液压系统可靠性的高低,对步进式加热炉正常生产有严重影响。
以下对某厂步进式加热炉的升降缸液压系统在生产中常见的故障进行分析,针对其使用和维护中存在的不足,提出了改造的技术措施,以达到提高设备可靠性的目的。
图1 步进式加热炉的步进机构示意图1 加热炉步进梁升降机构液压系统的工作原理加热炉步进梁升降缸的液压系统原理如图2所示。
当需要步进梁上升时,6DT通电,插装阀14开启,压力油经过插装阀14到达定差减压阀16;HP1通电,比例节流阀15开启,压力油使插装阀11开启;1DT通电,电磁换向阀1和液动换向阀6换向,插装阀5开启,压力油流入升降缸7的无杆腔;同时,2DT通电,插装阀3开启,升降缸7的有杆腔油液流回油箱。
当需要步进梁下降时,3DT通电,插装阀9开启,压力油经过定差减压阀17和插装阀9到达升降缸7的有杆腔; 1DT、4DT、5DT通电,插装阀5、10、12开启,升降缸7的无杆腔油液流出,经过插装式减压阀16、比例节流阀15(HP1通电) 流入油箱,实现液压缸的下降运动。
200吨油压机液压系统的改进

200吨油压机液压系统的改进
马宗利;苑吉忠
【期刊名称】《液压与气动》
【年(卷),期】2001(000)012
【摘要】对200吨油压机液压系统进行了改进,解决了液压系统调整烦琐、故障率高等问题.
【总页数】2页(P36-37)
【作者】马宗利;苑吉忠
【作者单位】山东大学南区机械学院,;淄博电机厂,
【正文语种】中文
【中图分类】TH137
【相关文献】
1.300吨数控油压机液压系统设计 [J], 阳宝元;詹俊
2.40MN油压机液压系统的改进 [J], 郝兴安;徐甫安
3.90MN油压机移动台液压系统的设计改进 [J], 吴会超;陈芳;耿培涛;许石
4.1250吨油压机液压系统的改进 [J], 胡俊;蔡宏;黄申萍
5.油压机液压系统存在问题及其改进措施 [J], 周理;杨晓红
因版权原因,仅展示原文概要,查看原文内容请购买。
环形加热炉液压系统的改造效果

环形加热炉液压系统的改造效果
罗瑞文
【期刊名称】《南方钢铁》
【年(卷),期】1997(000)003
【摘要】通过对新旧环形炉液压系统的性能比较,说明了采用标准型液压系统的优越性。
【总页数】4页(P31-33,42)
【作者】罗瑞文
【作者单位】广州钢铁股份有限公司
【正文语种】中文
【中图分类】TH137.1
【相关文献】
1.环形加热炉定心装置改造 [J], 张笃增
2.258机组环形加热炉夹钳液压系统改造 [J], 刘瑞;王怀民;潘志广
3.七米环形加热炉液压系统的改造 [J], 朱新才;杨启昌
4.环形加热炉液压系统的改造 [J], 罗瑞文
5.煤气环形加热炉智能燃烧系统改造 [J], 蔺俐枝;王滨;马新宇;房旭
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
P1
-
1 X
n一 -l 。
A
J【 l
①
: Y
-
I
’
对于装 出料夹 钳上 升和下降运动时 , 液压缸 负载 力发生很大 的变化 ,特别 是在液压缸下降过程 中 , 液 压缸 的负载力完成 为负数 ,这时 P进5 远远大于 P出
2 夹钳结构和工作方式
1 0 0o 3 C,使管坯达到能够轧制 的高温状态 。在加热
时 , 由装料夹钳夹 起管坯送入环形炉 内 , 先 管坯伴 随
加热炉加热转动一周后 , 出料夹钳夹 出放到 出炉拨 被
夹钳升降驱动为液压带 动——连杆机构 , 结构示
意 图如 图 1 所示 。
又上 。夹钳 的上下运动靠液压缸驱动 , 以实现管坯的 上升 、 下降 、 前进和后退 动作 , 其动作 的准确性与管坯
关键。同时 , 通过液压缸 的受力公式可知 :
P进S =P出5 +F J 2 负 () 2
阀的泄漏油 口接 P。根据减压 阀的工作原理 ,l 2 P 的压 力等于 P 的压力加上弹簧设定压力 。当 P 压力 随着 2 2 负载压力 变化时 , D Z C阀会根据 P 的变化 , ' 对减压 阀
升 降 液 压缸
图 1 装、 出料机械 手机械结构示意图
在工作 中, 钳的头部要夹住管坯送人环形加 热 夹
炉内, 而液压缸和 四连杆 都要 留在炉外 , 只有 比较 长 的夹钳才能满足使用要求 。 由于夹钳和四联杆较长及
其 自身有弹性 , 再加上 管坯 1 自重 , 夹钳 的上 . 3t 5 使
出 口 P 的压力做出调整 , l 始终保 持P 、2 l 的压差不变 。 P
l l
0
式 中 : P厂
S ,
液 压缸进 口压力 ;
液压缸进油腔面积 ;
P — —液压缸出 口压力 ; 5 ——液压缸 出油腔面积 ;
F负 —— 液压缸 负载力 。 当公式 ( ) 立时 , 2成 液压缸 应该 匀速前 进或 者静
阀3 是控制液控单 向阀 2的开合 。
图2 升 液 理 降缸 压原
2 8机组环形加热炉夹钳液压系统 改造 5
3 故障分析和技改措施 31 故障分析 . 从 图 2中可以看 出, 液压缸 的速度控制 完全靠 比
给定 电压或者 电流决定 了 比例阀 的开 口度 , 也就是孔
口面积 A 。
21 年第1 00 期
天. i 牵 岔
2 8机 组环 形加 热炉夹 钳 液压 系统 改造 5
刘瑞 王怀 民 潘志广 ( 津钢管 集 团股份有 限公 司轧 管一部 , 天 天津 300 ) 03 1
[摘要 ] 针对钢管公司 2 8 5 机组环形加热炉装料夹钳升降液压系统的缺 陷,分析了装料夹钳的升降液压 回路 的工作过 程, 提出了改进方案 。改进后在 比例阀进 口、 5增加压力补偿 器, 出[ 1 改善 了夹钳的运动平稳性 , 长了四连杆机构 中轴承的使用 延
S+ 的力 , 2F负 液压缸速度很难控制 , 最终导致夹钳振动 大, 速度失控。 要想使速度稳 定 , 使公式 ( ) 要 2 成立 , 可
…
② ‘ Y} J l ’ R l
型 号 Z CP 2 P D .一 XA
图 3 进 口压力补偿 器原理 图
比例阀的开 口度可通过电信号控 制。 但要想得到
一
例阀 1 来控制 。 比例 阀只能通过 电信号线形控制 阀 但 的开 口度( 即通流截面积 )根据薄壁孔 口流量计算公 ,
式[ I 1 . q = A ( /) v 2 pp d f 1
定 的流量 , 比例 阀前后的压差 AP必 须为恒定 。而
升和下 降运 动出现不稳定 , 产生较大 的振 动 , 导致 经 常损坏四连杆机构 中的轴承 。因此 , 需要 改造夹钳升
降液压 回路解决动作不稳定 的问题。 原始设计控制升降缸 的液压原理如 图 2 。比例阀
换 向阀 1 控制液压缸上下和速度快慢 运动 , 液控单 向
阀 2控制 夹钳带料在高位时防止 由于 自重下 滑 , 电磁
力 , 夹钳作 上下运 动时 , 在 一会 重载 一会空 载 , 而且 上升是 正负载 , 下降是 负负载 。 2 P 是不 断变化 的。 要想 得 到准确 的AP P 也必须随着 P 变化而变化 。 ,l 2 图3 是进 口压力 补偿器的原理 图[ 2 l 口压力补 。进 偿 器相 当于特殊 的减 压 阀 , 减压 阀的出 口接 只, 减压
寿命 , 效果 良好。
关键词 加 热炉 夹钳
液 压 系统 比例 阀 压 力补偿 器 流 量 改造
1 前言
在炉 中的定位密切相关 。针对天津钢管集 团公司 2 8 5
环形炉 的作用是将待轧制管坯加热 到 I 6 0℃~ 2
机组环形炉夹钳升降液压系统存在 的设计缺陷 , 对其 液 压系统做了改进 , 了良好效果 。 取得
进 口压力 补偿器就起 到了这种作用 , AP压差公式如
下:
A =I 2 P P— P
() 3
式 中: 口 r l 广
流量( 3 ) m/ ; s 流量 系数 ;
式中: J P —— 比例阀入 口压力( a ; P)
P —— 比例阀出 口压力( a 。 , P) 比例 阀 出 口压 力 B 决 定 于 负 载压 力 和 回油 压
A ——孔 口面积( z; m)
△P——孑 口前后压差 (a ; L P) P —流体的密度(gm ) — k/ 3。 从薄壁孔 口流量公式 可以得出 : 比例 阀控制 的 对
回路 , 流量系数 流体的密度 P 是一定 的。 也就是说 流量 q 与孔 口面积 A和孑 口前后压差 △P平方根都 v L 成正 比关系。 以 比例 阀前后 的压差对流量控制非常 所