迪芬巴赫公司连续热压机的设计理念和技术特点
迪芬巴赫推出多项新技术和新装备
第32卷 第6期 木材工业 2018年11月Vol. 32 No.6 CHINA WOOD INDUSTRY November 2018·49·木材所牵头成立6个国家创新联盟为了有效整合技术资源,构建产业技术创新链,着力解决林业和草原重大战略需求以及共性关键技术,保障科研与生产紧密衔接,提升科技创新水平及为行业发展提供精准服务,推进林业和草原科技创新体系建设,国家林业和草原局批准成立了第一批共计110个林业和草原国家创新联盟。
其中,由中国林科院木材工业研究所牵头成立六个。
分别为:1. 重组材产业国家创新联盟2. 饰面板产业国家创新联盟3. 刨花板产业国家创新联盟4. 地板产业国家创新联盟5. 木结构产业国家创新联盟6. 林业产业标准化国家创新联盟这六个联盟将建立以企业为主体、市场为导向、产学研深度融合的技术创新体系,以促进产业高质量发展。
劳万里山东新港超强刨花板项目首板成功下线近日,由迪芬巴赫上海板机为山东新港企业集团有限公司精心配置的年产30万m 3超强刨花板生产线全线联动,各项设备运转正常,带料试车一次成功,首板顺利下线。
生产主线为四尺刨花板连续生产线,主压机长38.9 m ,主要配置特点:1)配备了德国迪芬巴赫原装进口的拌胶机和调拌胶系统,施胶量均匀稳定,并配备了MDI 计量系统,可定位生产E 0级和环保无醛板产品。
2)使用德国迪芬巴赫最先进的表层气流+芯层机械混合铺装技术,可按照设定比例均匀铺装,铺装精度高,从而有效减少素板变形,且厚度公差小,从而保证板面更加均匀细腻,砂削量更小。
3)迪芬巴赫上海板机最新第三代ContiPlus 可调连续压机,柔性进口设计,采用油缸张紧链条,链毯、钢带运行更稳定、更可靠。
4)采用齐边锯与双列斜锯组合配置,配备四台冷却翻板机,满足不同气候条件下生产的需要;自动化仓储管理,减少生产运营成本。
劳万里丰林池州工厂干燥尾气治理效果显著人造板行业干燥尾气因其所含颗粒具有密度低、粘性大的特点,导致其治理难度大。
连续平压热压机的发展
连续平压热压机的发展资料标准Doc. Standard 2008-07-28 08:07:35 阅读161 评论0 字号:大中小订阅据国家林业局提供的最新资料,04年我国人造板总产量5446.49万M3,其中胶合板2098.62万M23,刨花板642.92万M3,纤维板1560.46万M3,其中中纤板1466.48万M2,其他板材1144.49万M3,其中细木工板880.94万M3.04年我国人造板总产量较上年同比增长19.6%,雄居世界之首.其中中纤板同期增长36.4%.我国人造板工业快速增长,主要源自国民经济快速发展的市场拉动,而快速发展的实现则是由于人造板生产技术的日趋成熟,人造板设备的高国产化率和人造板设备的自动化,连续化和生产规模大型化.1)人造板生产规模大型化是发展趋势生产规模是一项工程经济学.企业规模的大小,不仅仅是产能的问题,也涉及企业科技含量的高低,人才与技术开发之优劣,管理的现代化,生产的自动化,精细化,产品质量的高低,能耗物耗的多少和环境负荷的大小等因素,最终体现在规模效益和市场竞争力上.人造板工业的发展和市场竞争的日趋激烈都要求企业扩大生产规模,无论国内国外这都是不争的事实.现代的,先进的和发达国家的人造板企业,其平生产规模是大型的和超大型的.而早期的,落后的和发展中的国家的人造板企业平均生产规模都是小型的或超小型的.我国中纤板企业.由20多年前最初的7000M3/a单线生产规模,发展到近期的24万M3/a;国产设备单线平均生产规模由10年前的1.8万M3增加到近期的4.1万M3,可以说有了长足进步.但我国人造板企业的平均生产规模与发达国家相比仅为其1/3或1/4.差距仍然较大.人造板企业生产规模大型化的关键设备是热压机和热磨机热压机是人造板生产线中最重要的设备.它既是整个生产线产量设计的基点,也对人造板产品质量起决定性作用.热压工序一旦有误,其损失将无法挽回和弥补.上世纪70年代,世界热压机主要制造商大多通过增加热压机层数,扩大热压机幅面或两者兼而用之来扩大生产能力.如美国的华盛顿铁工厂生产的中纤板热压机的生产能力从上世纪80年代5万-10万M3/a增加到近期的24万M3/a,热压机层数和幅面由12层,1220MM*4880MM发展到24层,3660MM*4880MM.创于1873年的迪芬巴赫公司曾一度以单一增大热压机幅面来扩产,1989年为英国朝代了幅面2700MM*52000MM刨花板单层热压机,年生产能力22万M3,至今仍为单层热压机生产能力之最.上世纪末,该公司成功制造出20层,幅面3800MM* 7470MM的刨花板热压机,将生产能力跳跃式地提高到55万M/3a,又创造了一向多层热压机生产能力之最.但是随着热压机层数的增加和幅面的加大,设计制造,维护使用和安装的难度明显加大.无论单层热机或多层热机怎样进步和发展,其间歇式的生产方式造成的非工作时间损失总是比较大的,并且产品厚度变化时,还会造成生产率下降,另外高生产率的板厚即经济板厚的范围也比较小.因而越大幅度地提高生产能力必须另辟蹊径.连续平压热压机的问世是发展所需连续平压热压机是20世纪人造板工业的重大的发明和新里程碑,给热压机市场形成了强烈的冲击.它不仅使热压机理论,设计,结构,制造和热压工艺为之一新,还带动了人造板一系列关联设备的技术进步,对全世界人造板的发展直到强劲的推动作用,因而一投放市场就显示了强大的生命力.我国从94年福建永安林业股分集团有限公司引进第一条中纤板连续平压热压机互四川国栋建设有限公司引进的连续平压热压机共26条,仅用了10年时间.77年原库斯特公司(现合并于美卓公司)推出了第一台双钢带滚子链毯式连续平压热压机,供比利时Spano地区用于刨花板生产,年产量12万M3.81年原比松公司(现合并于美卓公司)开发出双钢带油膜刨花板连续平压热压机,三年后84年辛北尔康普公司很快跟进,设计制造了第三种形式的双钢带滚杆链毯式Controll中纤板连续平太热压机.紧接着90年迪芬巴赫公司一改初衷,为丹麦生产出了独特的活动机架板双钢带滚杆链毯式CPS型连续平压热压机.由于平压热压机优势明显.在很短的时间内,以上公司在生产大型的或超大型的热压机机组时,大部分转变为选择连续平压热压机.至今,连续平压热压机已发展到第9代,全世界共有200多台在运行,提供了约70%的刨花板和中纤板生产能力.连续平压热压机的特点连续平压热压机问世20多年,其生产能力很快超过了单层热压机和多层热压机生产能力总和,成为当今大型和超大型人造板的首选设备,也是人造板先进性的重要标志,其优势十分明显.工艺特点,1)生产过程连续化由于连续平压热压机板坯的压制过程是完全连续的,完成了生产过程的连续化,这是最显著的特点,也是其最大的优势所在,它扫除了人造板生产线连续化的唯一障碍.2)生产效率高整个热压工序无开启,闭合和装卸板等动作产生的辅助时间损失,因而生产效率高,板厚度越小优势越明显,热压板单位面积生产能力为单层热压机或多层热压机的二倍.3)运行稳定液压系统无峰值与空载的大幅度波动,系统热压力乎恒定,处于一种静止或半静止状态.整个系统无液压冲击和机械冲击,噪音低,运行平稳,整机寿命长.4)产品质量好板材质地细密,板面平整,断面密度梯度分布合理,比强度高.5)原材料消耗低加热与加压同步,板材预固化层极薄,砂光量小,粉尘少,无横向裁边损失,可节约原料17%.6)能耗低辅助时间少,无频繁启动和空载运行等能耗损失,可节电,节热20%以上.设计特点1)按热压工艺分段设计连续平压热压机的结构,液压系统和供热系统均按热压工艺段不同的参数进行设计,各区段设计成不同压力,不同温度和热容量的独立系统.2)机架板的纵向布局有三种型式等节距,变截面布局.机架板节距相等,但高压区段机架板板截面较厚,低压区段机架板截面较薄.等截面,变截距布局.机架板截面等厚,但高压区段机加板节距较小,低压区段节距大.变截面,变节距布局.高压区段机架面较厚,节距较小,低压区段机加面较薄,节距较大,即复合式布局.如迪芬巴赫公司为四川国栋建设股份有限公司提供的2600MM*4400MM中密度纤维板连续平压热压要同时采用变节距和变截面的机架板复合式布局.即高压段机架板截面既加厚又密集配置,其目的是满足机架板等强度设计的同时最大限度地提供侧面空间.3)弹性热压板无论单层热压机或多层热压机在加压状态或未受力时要求热压板有较强的平面度和刚度,不允许产生弹性变形,而连续平压热压机热压板是具有一定性和较高性耐磨又不产生塑性变形的弹性体.在未受力是有较高的平面度,受压后则产生弹性变形,以便在钢带和板坯处于接触期间完成升压,降压,排气和保压至最终出板等热压工序全过程.故工作期间整个热压板并非平面而是在Y轴方向的一维曲面.发如库斯特斯热压板17000MM长的刨花板热压机生产16MM的热压板前端长2200MM,压力5.1MPa高压段范围内热压板保持坚挺,挠度最小0.1MM.第二段长4300MM范围内板坯受热塑化,压力减小4MPa,此段自动减压,压板挠度2MM.第三段热压板长7000MM范围内,由于板坯内产生的大量水蒸汽排出,热压板挠度最大2.8MM,压力降到2.1MPa以减小板坯压力利于排气,由于板坯幅面很大,排气困难,所以排气区段较长.板坯内大部分气体排出后,为保持板坯一定的厚度和密度,热压板最后一段压板和含水率等要素不同,就有对应的热压板挠度设计.热压板的挠度由计算机通过油缸压力的变化自动调节.4)调整产品规格便捷,规格范围大连续平压热压机产品的厚度的变更可在线调节,无须停机,只需几分钟,便可实现不同厚度产品的快速切换.同时板材幅面大,最宽者4000MM,长度可任取.板材厚度范围大,在2-40MM之间,且生产率高的板厚区域宽,即对板厚变化引起的生产率波动不敏感.从板材厚度--生产率变化曲线可以看出,生产6-25MM刨花板,连续平压热压机产量最大最小差仅10%.而多层热压机由于产品厚度变化发生的产量损失可达45%.连续平压热压机新技术热压机柔性进料口,滚子链毯及钢带,板坯预热系统板坯预热系统是地板坯进压机前用热空气和蒸汽混全成湿热气体,直接从上下两面多处穿透板坯进行加热.通过热空气和蒸汽比例的变更精确调节板坯预热温度,使板坯预热后塑化,减小了进入压机后加压的单位压力,也解决了板坯层加热慢与表层温差大的难题,不仅提高了近10%的生产能力,也提高了板材的产品质量.压板后端设冷却段将压板长度25%-30%的最后一段改成冷却是美卓公司的创新.这里的冷却是相对于加热而言,板坯从压机的压板上吸热为加热,而板坯向压板放热称为冷却.在加热段,压板温度一般为180-210摄氏度.而在冷却段,压板温度仅控制在80摄氏度,板坯在此段逐渐冷却后出板.其优点在于,板坯冷却后内部蒸汽压力降低,减少了发生鼓包,分层的可能性,因此还可以提高板坯的运行速度,从而提高质量,将压机原长度的25%转换成冷却段之后,可以提高产量25%,降低热压工序成本20%,板坯在加热下冷却,应力分布均匀,变形小,产品质量高.低温出板减少甲醛分解和释放,由于温度低,还可以减少火警的发生.连续平压热压机制造精度,互换性,可靠性等也都有所提高,其生产能力进一步提高6)制造连续平压热机难度大,运行费用高连续平压热压机属于高科技的机电一体化系统.它极其复杂的设计计算,微米级的加工精度,品种繁多的优质合金材料和其它新型材料,特殊的热处理技术和精细严格的润滑体系等.对自动检测和自动控制要求较高,开发难度大,技术壁垒高,故连续平压热压机问世20多年来,至今仍为辛锑尔康普,美卓,迪芬巴赫三大集团所垄断的格局尚未打破.连续平压热压机运行费用较高,一台年产5万M3铁钢带链毯式中纤板连续平压热压机钢带链毯一年润滑油费用约42.2万元,而一台钢带油膜式连续平压热压机年润滑油费用108万元(国产油),若用进口油则需480万元.7)结束语连续平压热压机问世后,迅速抢占了热压机市场的制高点,与多层和单层热压机形成鼎立之势,但后者并未止步不前.传统的单层热压机和多层热压机,设计理论,制造技术成熟,开发难度和技术壁垒相对较小,维护使用也较简便,运行费用低,对于中,小企业仍有市场,即使面对大型和超大型连续平压热压机的挑战,人造板制造业也从未放弃,而是不断发展和扩大生产能力.继生产刨花板的单层热压机突破年产能力22万M3,多层热压机突破55万M3,05年秋季,辛北尔康普公司将为加拿大提供12层,热压板幅面3660MM*103700MM,高近30MM,配置8个油缸直径1000MM,重约3600T,总压力21万KN,年生产能力70万M3的定向刨花板多层热压机..其生产能力与当今世界生产能力最高的连续平压热压机持平,大有与一争高低之势.看来单层热压机,多层热机和连续平压热压机并存的局面远未终止.多种形势热压机的竞争不仅有利于热压机自身的进步,也的利于人造板工业的发展,是值得庆幸之事。
连续平压热压机_之五

滚子链在受板坯反力的同时, 在热压板表面产生 滚动, 虽然是稀油润滑滚动摩擦, 但由于滚子与热压 板近乎线接触, 因此单位压力仍然很高。加之热压板 长期在200 ℃高温下工作, 因此表面磨损是不可避免 的。而热压板是重达几十吨的大型精密部件, 加工、安 装复杂, 更换费工费时, 因此热压板的耐磨性是十分 突出的问题。
升温阶段: 虽然板坯表层随钢带温度继续下降至 c 点, 但由于表芯层仍存在温度差, 芯层温度继续攀
图31 传热介质至板坯温度变化 F ig. 31 Hea t tran sferr ing from hea t m ed ium to ma t core
图32 热压板不同区段热消耗 F ig. 32 Hea t con sum ption in d ifferen t section s a long
图26 热压板的压力曲线和弹性变形图 F ig. 26 Pressure curve and hot pla ten ela stic ity
of Küsters con tinuous press 增多, 在达到第10号机架时, 油缸压力下降, 热压板由 于板坯的反力产生挠度, 于是减压排气。当板坯进入 20号机架时, 板坯内气体增长加快, 热压板挠度增加, 达到最高值5. 5 mm , 此时上、下钢带的间距扩大到 21. 0 mm。板坯在运行中产生的蒸汽均匀地排除, 板 坯反力保持稳定, 热压板挠度不变, 钢带间距保持在 21. 0 mm。当板坯运行至42号机架时, 随着板坯含水 率的降低, 蒸汽发生量低于排除量, 所剩气体无几。但 此时板坯密度显然不够, 因此, 油缸压力上升, 使热压 板变形逐渐恢复, 直至变形完全消失, 恢复到初始状 态。此时钢带间距为16. 5 mm , 板坯经最后6个机架区 段 (钢带16. 5 mm 间距) 的校准, 得到合格的板材。
连续平压热压机的发展历程与应用拓展

第31卷第6期Vol. 31 No.6木材工业CHINA WOOD INDUSTRY2017年11月November 2017“人造板连续平压和精准控制技术”专栏(6)DOI:10.19455/j.mcgy.20170606编者按:中国福马机械集团有限公司承担了国家高技术研究发展计划(“863计划”)项目,开展了“人造板连续平压和精准控制技术”的课题研究,并形成了多项具有自主知识产权的技术。
其开发的“BPY74265宽幅人造板连续压机成型压制系统”,被国家科技部、环保部、商务部和质监总局联合认定为“2014年度国家重点新产品”;参与制订的行业标准LY/T2730-2016《连续平压热压机》已颁布施行;投入市场的八英尺、六英尺生产线通过验收并可靠运行。
本刊自2017年第1期起开辟专栏,报道此项研究的系列技术成果,旨为我国人造板企业的装备升级提供参考。
连续平压热压机的发展历程与应用拓展盛振湘,岳群飞,瞿国富,张红建,任丁(中国福马机械集团有限公司,北京100029)摘要:通过对人造板连续平压热压机发展的回顾,总结双钢带连续平压热压机跨行业借鉴及取得技术进步的历程;并介绍连续平压热压机在股合板、三层木塑复合人造板及有机玻璃(PMMA)板领域的应用拓展情况。
关键词:连续平压热压机;等容加压;等压加压;股合板;木塑复合人造板;PMMA中图分类号:TS64;TS653 文献标识码:B文章编号:1001-8654 (2017) 06-0030-05Development and Future Applications for Continuous PressesSHENG Zhen-xiang,YUE Qun-fei,QU Guo-fu,ZHANG Hong-jian,REN Ding(China Foma (Group) C o., Ltd., Beijing 100029, China)Abstract:The development,technical progress and applications for continuous presses for wood-based panel production were reviewed and summarized.New application potentials such as plywood production, 3-layer wood-plastic composite production and polymethyl methacrylate(PMMA)production for continuous presses were presented.Key words:continuous press;isochoric press;isobaric press;plywood;wood-plastic composites;PMMA经过几十年的不断改进与完善,人造板连续平 压热压机的技术水平己经有了大幅提升,在人造板 生产中的作用越来越重要。
人造板机械概述(共40张PPT)

人造板机械概述
国外人造板机械发展概况
4、新技术的广泛采用
① 远程在线监控服务技术 ② 自动化过程控制技术 ③ 板坯预热技术 ④ X射线测量和评价技术 ⑤ 连续压机的紧急卸载技术 ⑥ 纤维清洗技术 ⑦ 纤维干燥技术 ⑧ 能源工厂——节能环保技术
人造板机械概述
中国人造板机械制造业发展
3阶段 2阶段 1阶段 二十世纪60年 代末以前,主 要是测绘仿制 阶段 从70年代开始 到80年代末为 模仿设计阶段
德国帕尔曼(Pallmann) 公司生产的 PR32—60系列热磨机,主电机功率为240~ 8000KW,生产能力为0,9—32t/h。PR系列热磨机的磨盘间隙可通过电子仪器 监测显示,精度可达0.01mm。帕尔曼最新MDF 热磨机系统是PR62,主轴的前、 后部安装了重型辊子轴承,便于吸收径向力,而轴的中部有特别设计的液力支 撑装置,用于吸收热磨过程中的轴向力。整个装置可长期保持良好的润滑状态, 从而可达到平稳而基本无磨损的工作状态。
人造板机械概述
人造板机械
人造板机械概述
人造板的定义及分类
人造板:以植物纤维材料为主要原料制成的板材。
胶合板
纤维板
刨花板
人造板机械概述
人造板机械的定义及发展
人造板机械是现代木工机械(锯机、木工刨床、木工铣床和开榫 机等)中的一个新的组成部分,是相对独立的人造板工业体系中 加工机械设备的总称。主要有:旋切机、削片机和刨片机、热 磨机、人造板压机 、砂光机等。
组板 (拼板机) 砂光 (砂光机)
热压 (热压机)
裁板 (纵横锯)
人造板机械概述
刨花板生产线 (苏福马)
人造板机械概述
刨花板生产线 (苏福马)
人造板机械概述
连续平压热压机

连续平压热压机摘自:欧阳琳.木材工业.V ol.11,No.2-6;V ol.12,No.1一、连续平压机概况生产规模的大型化并未停滞,最近,Siempelkamp公司提供了年产40万m3刨花板成套设备,Dieffenbacher公司己设计出年产45万m3的连续平压热压机。
传统的多层和单层热压机目前之所以仍有市场,主要在于其理论、设计、制造、技术和使用经验等都己成熟,压机结构简单,维修也比较方便。
但是随着人造板生产的发展,无论是单层或多层热压机都愈来愈不能满足人造板生产发展的要求。
传统的热压机,在人造板(刨花板、中密度纤维板,下同)生产线上,形成了一个不和谐音符。
它使流水式的人造板生产线到此突然中断。
这不仅造成生产节拍失衡,为此不得不增设加速运输机、快速运输机等一系列设备以平衡节拍。
另外压制的板材厚度不均,原材料消耗率高,能耗大等等,也都是间歇式热压机不足之处。
在这种情况下迫使人们寻求新型的热压机械,以满足生产发展的需求,于是连续平压热压机就应运而生了。
可以说连续平压热压机的兴起,是近二十多年来人造板机械最重要的突破,也是对任何一种传统热压机的有力挑战,它使人造板生产面貌为之一新。
30多年前,英国首先提出了人造板连续平压热压工艺的设想,由于理论、设计和制造等一系列难点,经10多年的研究,于七十年代初期首台连续平压热压机才在机械制造能力很强的原联邦德国试制成功。
早期的连续平压热压机型式多样,有履带式、钢带式等,典型的如“巴尔特夫”双履带连续平压热压机。
该机结构复杂,履带运行不平稳易产生爬行,噪声大,与钢带同步性差,磨损严重,因而很快就被淘汰。
目前投入运行的只有两种型式,即钢带滚子链型和钢带油膜型压机,而又以前者占绝对优势。
连续平压热压机的生产厂家,只局限于德国的四大公司,即Kusters、Bison、Siempelkamp和Dieffenbacher公司。
1977年Kusters公司率先生产了钢带滚子链型连续平压热压机,该原型机安装于比利时年产12万m3的刨花板生产线上,至令己运行20年,技术状态仍然良好。
国外人造板机械发展状况与技术特点

国外人造板机械发展状况与技术特点人造板工业是高效利用木材或其他植物纤维资源、缓解木材供需矛盾的重要产业,也是世界林产工业的支柱产业。
五十年前,中密度纤维板和定向刨花板最初出现在美国市场,二十年后被引入欧洲。
如今木质人造板仍然是世界上使用最多的木质材料之一。
到上个世纪末,全球木质人造板(含单板、胶合板、装饰板和纤维板)产量接近1.9亿M3(其中:胶合板占30.1%,刨花板占44.4%,纤维板占17.3%),较十年前增长了57%以上。
近年来,世界人造板工业之所以得到飞速的发展,一方面得益于人工林木材资源,另一方面得益于人造板工艺技术的长足进展、新技术的普遍采用和主机设备的技术进步。
可以说,市场的需求给人造板工业发展提供了广阔的空间,而人造板机械的技术进步使这个空间得以迅速填充。
那么国外人造板机械的发展有哪些技术特点呢?一、成功的集团化重组,促使其核心竞争力迅速提升20世纪90年代以来,国外人造板工业发展十分迅速,为了适应日趋激烈的国际市场竞争形势,国外人造板机械企业进一步实现了大型化、集团化重组。
德国Bison公司被德国Kvaener公司收购后又转让给Valmet 公司,后来又与瑞典Sunds公司、德国Kusters公司压机部、法尔尼工程公司(Fahrni Engineering)和福来克特(Flakt)纤维干燥部先后被国际造纸及矿山行业跨国公司美卓(Metso)收购,形成了美卓人造板部,可提供中密度纤维板、刨花板和定向结构刨花板成套设备,所有设备可由美卓公司全包的实力;德国的辛北尔康普(Siempelkamp)公司于近年来收购兼并了Büttner、SHS及ATR等人造板设备生产厂,并在意大利CMC-Texpan、Pal、Imal等企业拥有股份,形成了整条生产线设备的加工生产能力。
特别值得一提的是,该公司收购了著名的Sicoplan人造板设计院,增强了公司的工程设计和安装调试指导能力;以制造连续压机而出名的德国迪芬巴赫(Dieffenbacher)公司也不甘示弱,收购了德国的卡尔申克(Carl Schenck)公司的人造板部,并在加拿大安大略省建立了迪芬巴赫北美公司,接管了精密工具制造商卡尔强(Karle&Jung)公司,拥有了申克曼皮尔(Schenkmann&Piel)公司的股份,进一步提高了成套设备的生产能力。
浅谈单层热压机的特点及其技术改进
单层压机虽然 工作效率 比多层压机 高 ,但 单层压机仍然是间歇式压机 ,流水式生产线在
此 中断 ,成 为 生 产 线 实 现 自动 化 的 一 个 瓶 颈 。
连续 压机 的出现解 决 了上述 问题 。
单 层 压 机 热 压板 幅 面 大 ,只 需 裁 整 幅 大 幅
面 板 四边 ;而 多 层 热 压 机 每 块 成 品 板 均需 要 裁
关键词 :单 层热 压机 ,工艺 布局 ,特 点 ,技 术 改进
中图分 类号 :T 6 3 S 5 12 olg f o d sr, ni oe t n es y N nig C ia 2 0 7 ,c l eo di u t Na j g F rsr U i ri , a j , hn , 1 3 e wo n y n y v t n 0
12 单层压 机 与 多层 压 机的 比较 .
修。
综 合单 层 压 机 的 优 缺 点 ,其 与 多层 压 机 相
比具 有 一 定 的优 势 。在 世 界 人 造 板 工 业 生产 特
别 是 刨 花 板 工 业 生 产 中 ,单 层 压 机 有 替代 多层
压机 的趋 势 。 13 单层 压机 与连 续压机 的 比较 .
改进。
定 程 度 上 提 高 了劳 动生 产率 。 同 时单 层 压 机
也 没 有 复 杂 的装 卸 板 系统 ,结 构 比较 简 单 ,易
于操 作 ,且 由于 不 受 压机 开 档 的 限制 ,在 理 论
上 可 以生 产 任 意 规 格 厚 度 的 产 品 。钢 带 的使 用 在人 造 板 压 机 史 上 具 有 重 要 的 意 义 :一 方 面保
板 因厚 度对 称性 差而 翘 曲变形 『 2 】 。
人造板热压机专利技术
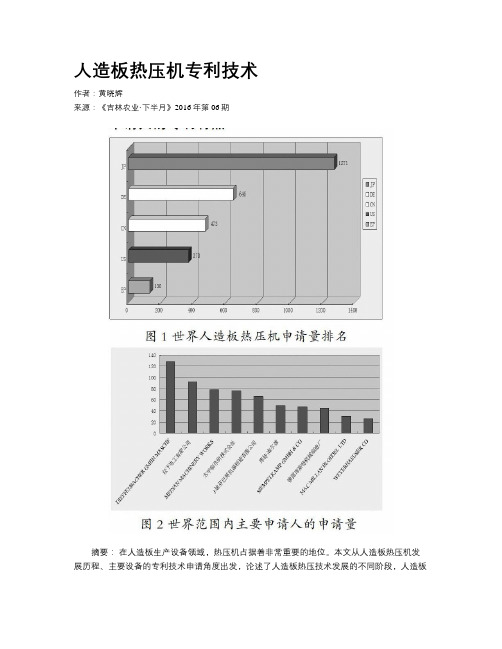
人造板热压机专利技术作者:黄晓辉来源:《吉林农业·下半月》2016年第06期摘要:在人造板生产设备领域,热压机占据着非常重要的地位。
本文从人造板热压机发展历程、主要设备的专利技术申请角度出发,论述了人造板热压技术发展的不同阶段,人造板热压机设备的专利申请情况以及热压技术对人造板行业的发展,并对各主流技术设备进行了简单的对比分析。
关键词:热压机;热压参数;人造板中图分类号: TH122 文献标识码: A DOI编号: 10.14025/ki.jlny.2016.12.0561 人造板热压机的起源热压机,起初也称为压机或压力机,多层压机是最早出现在人造板行业的一种热压机,其前身虽然是由纺织工业中使用的压机改进而来,最早用于对采用纸浆作为原料来制作的纤维板的压制,其已经显现出现代人造板行业使用的多层压机的雏形。
多层压机的设备制造厂商,前期主要是欧洲的一些名声较大的主要压机生产厂家,在人造板技术领域德国一直处于领先的地位。
近年来,随着科学技术的进步,热压机工艺技术也在不断的发展,欧洲的几家主要压机厂商将主要设备生产力转移到对连续压机的生产上,由此占据了国际多层压机市场,我国在多层压机设备领域起步较晚,上海的人造板机器厂和美国的华盛顿铁工厂成为了当时除欧洲压机生产厂商以外的多层压机市场上较为重要的供应商。
多层压机出现之后,全球出现了第一台人造板单层压机,1957年正式使用,该单层压机是一种主要用于刨花板的半自动生产,是由德国的比松公司制造。
单层压机的板坯运送距离比较短,一般不需要进行预压,压制成型的板材密度均匀,板坯在厚度方向上的对称性好,不易翘曲变形,质量好。
因此,与多层压机相比,在人造板生产上具有一定的技术优势,从长远来看,单层压机具有替代多层压机的趋势。
然而,多层压机和单层压机都是采用间歇式工作,属于间歇式压机,采用此类压机在流水线生产过程中就会出现流水线中断,严重制约着生产产量的提高和自动化加工,并且这些间歇式压机生产出来的人造板产品厚度偏大,原材料的利用率比较低,能耗大,热压后的预固化层较厚,导致产品砂光的余量大,这些都是间歇式压机自身无法克服的技术缺陷。
新技术引领人造板行业升级——访德国迪芬巴赫机械设备有限责任公
将每年销售额3 %一5 %用于研发和创新 ,我们的技术人
D I 的优势发挥到极致 ,目前万华 已经订了3 员参与板材生产企业 的创新研 究,如在山东鲁丽集 团有 赫生产线将M
限公 司开创 了全世界第一条既能生产O S B ,还能生产刨 条生产线。以创新为导 向,在技术 、产品和服务领域 的
尔康普 ( S i e m p e l k a m p) 两家公司 占据 ,这两家公 司在全
人造板部分业 务,人造板机械设 备升级突飞猛进。公司 球 范同市场 占比能达到9 0 %。中罔敦化市亚联机械制造
保持对机械设 备 的精 细和创新 追求 ,同时重 视服务 。
有限公司起步虽晚, 但是全球范陬市场占比也可达到1 , { J 伊朗等市场。
一
家子公司,制造的机械部件 主要是面向中国市场 ,并 因素是什么?
迪 芬 巴赫 专栏
科 技 佃C 删0 L o
图1 山东鲁 丽集 团超 强刨 花 板生 产线 及- . - f  ̄面 刨 花板
刘守华:2 0 1 6 年公司销售额为4 . 4 亿欧元 ;上海板机 厂的连续压机销售额5 1 0 0 万欧元 ,约为4 亿人民币的销售 业绩。2 0 1 6 年公 司有1 5 条连续压机生产线的订单 ,加上 上海板机厂8 条连续压机生产线 的订单 , 共有2 3 条连续压 机生产线订单。中国市场订单包括5 条大型压机生产线 , 其 中3 条 可饰面O S B 生产线 ,2 条超 强刨花板生产线 ,另 外还有8 条4 ’ 的连续压机生产线。2 0 1 7 年截至1 1 月份 ,公 司有6 条连续压机生产线订单 ,加上上海板机厂3 条连续 压 机生产 线的订单 ,有 9 条连续压机 生产线 订单 。中国 市场3 条订单中,刨花板生产线2 条 ,秸秆人造板生产线1 条。从近年订单来看,中国市场销量 良好 ,人造板连续压 机生产线订单占比较高 ,而且由于定制家居的火爆 ,促使 中国市场刨花板生产线订单比例呈现迅速增加趋势。
连续平压法中密度纤维板生产中常见质量问题分析

连续平压法中密度纤维板生产中常见质量问题分析张林俊,童广州,张鹏,黄威,田汝辉近年来,我国中密度纤维板生产发展速度迅猛,2005年全国各地已建和和在建中密度纤维板生产线513条,年生产能力2 148.2万m3。
国产中密度纤维板的热压机一般为多层压机,不能够生产2 ~ 6mm的薄板。
为了满足国内对高质量纤维板的需求,从国外引进了连续压机。
连续压机具有生产连续、产量高、幅面大、规格灵活等特点,使用连续压机企业生产的产品占据着国内的中高端市场。
目前国内已建和在建的连续热压生产线分连续辊压和连续平压两类。
其中1994 ~ 2004年引进3 ~ 20万m3/a连续平压生产线共23条,年生产能力共274.5万m3,还有5条连续平压线尚在建设和筹建中⑶。
虽然连续平压生产技术和工艺都比较先进,但是在实际生产中仍然会出现产品有裂纹、表面发毛、凹凸痕、水渍等缺陷,现根据几年来积累的经验,将其常见质量问题分析如下。
1 表面发毛连续平压生产6mm以下的薄板时,可以做到不砂光或者是减少砂光余量,这样减少了消耗,提高了企业的经济效益。
但是生产压光板时存在表面发毛现象,直接影响客户的后期使用。
常见的发毛现象主要有以下几种:1) 边部发毛且伴随软边(脆边)缺陷。
因为薄板生产速度比较快,为了防止入口出现叠料情况,一般情况下都会设置边部排气,在压机入口快速压榨板坯过程中向两边排气,并带走部分纤维,使得板边密度偏低发软,冷却后变脆形成脆边。
解决这种缺陷的办法是:第一,增加板坯齐边的宽度,使成品板边部发毛的部分在锯切过程中被切掉;第二,稍微调整纤维的粗细比例------细纤维中的粉尘比较多不利排气,因此生产薄板时欲提高生产速度必须加粗纤维。
另外,人口排气过程中喷出的都是一些粉尘,这些粉尘很容易粘在钢带上也造成了边部粗糙。
2) 板面不规则的发毛粗糙现象。
连续生产中如果存在这种缺陷,其可能原因一是纤维含水率低,二是钢带脏。
热压过程中,纤维的含水率主要起热传递作用。
连续平压热压机与间歇式多层热压机比较

连续平压热压机与间歇式多层热压机比较从产成品的角度看,生产效率高、产品质量优是连续压机的优势。
且主生产线只需要少数操作人员,具有产能高、质量好、生产完全智能化的优势。
在多年从事多层间歇式压机的生产实践中,比较之下多层间歇式压机存在着设计上的不足。
1、热压时间中,热压辅助时间较长,热压机有效工作效率低。
使用多层间歇式热压机,需要相应配置附属的装、卸板系统,这无形中增加了热压的辅助时间,另外热压机工作过程中所需要的闭合开启时间,也导致热压周期长,生产效率低。
而且压机的层数越多,辅助时间会越长,辅助系统也越复杂,故障率也因此上升。
2、随着层数的增多,多层压机对系统的同时闭合系统要求更高。
热压板在热压过程中,由于间歇式闭合,钢板间歇式受力、受热,形成内应力,热压板变形严重,在热压过程中各层板坯受压力不同,影响产品厚度偏差,影响产品内部力学性能的均匀性,产品稳定性差。
3、由于装板以及热压板闭合后板坯在未加压的情况下受热,使产品产生较厚的预固化层,砂光量大,如我厂,12地板基材砂光量基本在2.7毫米左右,相对连续压机的砂光量比较,浪费严重。
4、受压机开档和热压板的限制,多层压机生产的产品规格具有一定的限制,不能满足人们对产品多规格的要求,及对特殊幅面尺寸要求。
而连续平压热压机能按照要求生产宽度和厚度均不一样的产品,适应多规格生产的要求。
而连续平压压机消除了单层或多层间歇式热压机在生产流水线中间歇式的中断,克服了后者存在的压制板材厚度不均匀、原材料消耗大、能耗大的不足、辅助时间长等缺陷。
1、生产过程连续化由于连续平压热压机板坯的压制过程是完全连续的,完成了生产过程的连续化,这是最显著的特点,也是其最大的优势所在,它扫除了人造板生产线连续化的障碍。
生产过程连续化、产量大、效率高。
连续压机没有热压板开启闭合和装卸板造成的中断,整个热压工序无开启、闭合和装卸板等动作产生的辅助时间损失,热压板单位面积的生产能力是多层压机两倍以上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Dieffenbacher Gmbh Maschinen und Anlagenbau Beijing Representative Off ice,Beijing 100004,China
Abstract:This article reviewedthehistoryofcontinuousheatingpressmadebyDiefenbacher,anditsmarketing andper form ancein
Chim .ThedesignconceptandtechnicalfeaturesofcontinuousheatingpressofDiefenbacher's seriesproductswereintroduced.
K
Diefenbachercom pany;continuousheatingpress;designconceptandtechnicalfeat能同步受力 ,导致 的回程油缸控制上下压板 的间距 ,框架中的多重油缸 则
其变形 。为此 ,在辊杆 和传动链条中设计有铜质弹性辊 起着控制板坯 中间排汽作用。 由于框架压力系统的设计
针 (见图3),当出现辊杆受力不均衡而产生形变时,铜 特点巧妙地让上下压板各 自承受一个方向的变形 (见图
T砌 矾眦 Y科 技 迪芬 巴赫 专栏
~
~
…
一
…
一
受快速 升温产生形变的制约 ,压机框架设计有弧形轮底 座 (见图5)。
热膨胀
洇
盟
压 机 框 架 随 着热 压 板 移 动 ,这 样 可 以 在 生 产 (没 有 限 制
图7 框架侧 面 敞开 设计
图5 弧 形轮 底座
求 ,节省基础造价。每个框架都带有线性位置传感器 ,
质弹性辊针可以起到保护作用,而不会对钢带 和压机传 2),可靠安全 ,不容易造成钢带的跑偏 ,同时运行过程
动系统 带来 大 的破 坏 。 中振动小 ,产品的最终厚度容易调整 ,尤其在宽度方 向
5 柔性进料 口灵活地调整进料 口的角度 的厚度与密度更加均匀 ,最终产品厚度公差可以控制在
±0.08nun。
进料 口设置两个关节点 (见图4),可以像关节一
上 部 热压 板 :纵 向 掩 度 变 形
样灵活地调整进料 口的角度 .改变钢带与板坯的加压接
‘ 下部 热 压 板 : 横 向 挠 度 变形
触面积和角度 。在生产中密度纤维板薄板时 ,生产线运
行速度快 ,可防止蒸汽冲出 、板坯破坏以及产生叠板现
年 间迪芬巴赫公司已经在 中国销售并投产运行的连续压 面积最高压力可以达到5 Nl ,瑚m ;并且由于主油缸远离热
机超过50台。下面介绍迪芬巴赫连续压机 的设计理念和 压板高温 区域 ,免受高温和水蒸气的不利影响 ,有利于
技术特点 。
延长主油缸密封圈的使用寿命。
26《中国人造板》2017. 24(10)
●
●
—
—
—
—
—
—
——
—
—
—
—
—
—
__
_
_
—
—
—
—
_—
—
—
—
_
_
—
—
—
—
TECHNOLOGY科技 迪芬 巴赫专栏
迪芬 巴赫公 司连续 热压机 的设计理念和
技 术 特点
黄榕 生
德国迪芬巴赫机械设备有限责任公司北京代表处。北京 100004
摘要:筒述了迪芬巴赫公司连续平压热压机的历史和在中国销售投产情况,介绍了迪芬巴赫公司连续平压热压机的设计理念和 技 术牦 。 关键词:迪芬巴赫公司;连续平压热压机;设计理念和技术特
德国迪芬巴赫机械设备有限公 司是全球人造板生产 1 重型框架设计保证压机在高压和高速运行下的稳定性
线设备供应商 ,其核心设备连续平压热压机 (Continuous
迪芬 巴赫压机的每个框架都是 由上下各两块共4块整
Panel System缩写CPS)从1990 ̄问世以来得到全球市场 的 体框架板组合构成的 (见图1),整体框架的稳定性高。
垂
萋: 妻
压板材料的硬度 。同时 ,耐磨板设计为可双面使用 ,当
图4 柔 性进 料 口
经过多年运行耐磨板的一面受到磨损后 ,可以方便地更 6 压机框架弧形轮底座设计
换 到另一面使用。
为了让压机框架可以随着加热温度的变化而 自由伸
4 在辊杆和传动链条中设计有铜质弹性辊针
缩 ,保证压机框架有足够 的伸缩 自由度 ,使压机 _ 丁作不
中图分类号:TS64
文献标志码:B
文章编号:1673_5O64(2017)10-0026-03
D esign Concept and Technical Features of Continuous H eating Press
M anufactured by D iefenbacher
H uang Rongsheng
厚度控制容易 ,不会造成原点漂移 ,无需在每次调整产 7 主油缸和所有的液压、电气、气动元件均远离压机高
框 架连 接 件
/
钢 带
耐 磨
图 1 压 机 框 架
2 框架压力系统的设计特点巧妙地让上下压板各 自承受
图3 热压 板 系统构 成
由于热压板幅面宽度大 ,加上板坯中物料密度受原
一 个 方 向的变 形
材料 因素影响有可能存在不均匀 ,有可能 因为所受摩擦 压机的每个框架的主压力 由主油缸产生 ,框架两侧
广泛认可并不断发展。在中国,自1996年第一台迪芬 巴 同时 ,由于主压力油缸采用外置式设计 ,使得主油缸直
赫连续压机在 四川乐山吉象人造林制品有 限公司中密度 径可以最大限度地加大而不受框架宽度 的限制。主油缸
纤维板生产线上投产以来 ,到 目前为止 ,在这短短的20 直径大 ,在压机框架上加压的压力也大 ,框架上 的单位
象 ,减 少进料端粉尘量 ;由于板坯与压板接触加速 ,热
传导加快 ,可以生产出高密度的板材表面。
关节
图2 压 板 受力 变形模 拟图
3 在热压板上设计有保护热压板功能的耐磨板 为保护热压板 ,减少热压板的磨损 ,从而延长热压
板的使用寿命 ,在热压板上设计有保护热压板功能的耐 磨板 (见图3),耐磨板材料硬度为HB440,远远大于热