数控钻铣床中文说明书1200
钻铣床使用说明书

钻铣床使用说明书设备名称钻铣床厂家滕州市大众机床厂1、开机前(1)、操作者必须熟练掌握铣床的操作要领和技术性能。
(2)、开机前必须认真检查设备的各部位、各手柄、各变速排挡,确保处在合理位置及各夹紧机构是否夹紧、主轴套筒的升降移动和电器设备情况是否正常。
(3)、开机前要求,必须按润滑图表的要求,认真做好设备的加油润滑工作。
(4)、工件、刀具的装夹必须牢固可靠不得有松动现象。
2、使用要领(1)、本机床装有主轴微动机构,使用时,先拧紧右侧锁紧螺栓,使手柄座和微动齿轮齿合,转动机头前手轮,即可实现微动进给。
(2)、本机还装有反转按钮开关,实现主轴反转,可用于攻丝。
(3)、钻孔完毕后放开手柄,套筒自动复位,松开位于主轴箱底部的螺钉,旋转弹簧盒于不同位置,可调整复位弹力的大小。
(4)、铣削时,应将主轴套筒夹紧。
(特别是铣削有色金属时,应作好主轴防护措施以防杂物进入套筒内烧伤主轴)应将套筒退刀槽及主轴箱底孔加以防护措施。
尽可能选用三刃立铣刀,使用二铣刀时,须将刀头落至最低位置。
(5)、经行镗、磨等切削时操作者应采取必要的保护措施,避免有铁屑的飞溅,伤及到人。
(6)、钻床主轴箱在垂直平面内旋转±45°,操作时松开三个紧固螺栓,通过旋转微动螺杆可以转动主轴至所需角度,再紧固螺栓后即可工作。
(7)、机床在工作中如发生故障及不正常响声时,应立即关停、脱离电源后方可进行机床调整或进行维修作业,检查原因。
(8)、如在工作中发生断电现象,应立即切断电源开关,以免造成不良后果。
(9)、机械走刀器、齿轮传动机头在使用前一定要加润滑油。
3、停机后下班前停机,操作者应按要求认真做好设备的清洁保养,做好润滑加油及周围场地的清洁卫生,产品零件摆放整齐,并关闭电源。
4、保养钻床保养规范一、日常保养1、班前保养(1)对重要部位进行检查。
(2)擦净外露导轨面并按规定润滑各部。
(3)空运转并查看润滑系统是否正常。
加注各部位。
FANUC系列数控铣床操作手册(中文版)---副本
LOCK PIN刀轴插销未拔出
PLC BATTERYPLC后备电池电量不足需更换
SPINDLE ON未用
NC SOURCE ON/OFF操作盘电源开/关
SUCTION ON/OFF真空泵开/关
按鍵、旋轉扭開關如图:
该区由按键、旋转扭制开关組成。
各部分意义如下:
1-3 仅允许受过专业技术培训的人员对机器进行维护、保养
1-4 机器运转中,禁止操作人员敞开衣服或戴手套操作
1-5 环境光线太暗时,禁止操作机器
1-6 保持工作环境整齐有序,禁止在机器周围乱堆乱放
1-7 经常检查吸尘罩是否安全可靠?是否畅通?
1-8 操作机器前要求确认紧急停止开关位置并检查其功能是否可靠?
1-9 机器操作中要求操作者佩带防护眼镜或其他防护用品
1-10 开机前须查看机器上或黄色防护栏内是否有人?
1-11 机器工作时,禁止放置工具或其他杂物于工作台上
1-12 正式加工产品前必须检查程式并试运行
1-13 加工中出现紧急情况时须先按暂停[HOLD]再按EMG
1-14 机器运转中,禁止任何人员进入黄色安全防护栏内
3)打开机器侧电源
4)打开操作控制盘NC电源。
3-2 关机步骤
1)关闭操作控制盘NC电源。
2)关闭机器侧电源
3)关闭机器外置电源变压器电源
3-3 原点复归(ZERO RETURN)
[MESSAGE]警报信息系统使用或运行中出现错误时自动发出警报信息。在该页面可查看当前及历史信息。
2-3 操作盘
擺向開關如圖:
該區域由雙聯擺向開關组成。
各部分意义如下:
PROG CHECK程式检查
双工位数控钻床操作使用说明书
双工位数控钻床操作使用说明书第一节操作资格机器的操作和维修保养人员事先必须跟机接受专业培训,充分掌握操作规程及安全运转规程,请务必将该条款作为公司的一项规定付诸实施。
1. 管理体制:设置专人负责安全,定期对操作者进行安全教育,确保作业环境的安全性,努力改善操作意识。
万一发生事故时,请马上关闭机器,查明,记录事故原因,并与本公司联系,该机器备有安全急停开关,请注意其所在位置并牢记。
2. 工作服:请务必按安全规程要求,穿戴工作安全帽、安全鞋及安全眼睛。
特别要注意,不要穿戴手套、戒指、手表及易卷入的衣物,别外,对于长发人员,要特别注意戴安全帽,请务必将条款作为公司内规定严格执行。
3. 危险区域:操作箱内、控制盘内、变压器、变频器及电机端子,非常危险。
除专业人员外,其他人员严禁接触这些部位,以免造成人命关天的重大事故。
请不要将身体进入机器的可动部位,为了维修保养机器而进入该部位时,请务必按操作规程事先切断电源,确定此部位确实停止后,再进行作业,否则会造成重大的伤亡事故。
4. 操作运转注意事项:请不要改造(罩)脚踏开关及控制线路。
钻孔尺寸要绝对控制在机器能力以内,请不要着盖(罩、壳)门等运转。
5. 维修保养作业时的注意事项:进行维修保养时,请务必按照操作规程切断电源,终止供气,车间电源也要切断。
为防止他人误将电源接通,请出示写有(禁止合闸)的警示牌。
第二节机器规格参数第三节开机前的准备1. 为及时发现机器故障预防事故的出现,开机前请务必进行检查。
接通电源前,如果电缆、电线外皮破损、裂缝时,会造成漏电、触电危险。
因此,接通电源前,请务必查明有无漏电处。
如有漏电、断电的情况,请立即找专业人员处理。
请注意,开机闪要查看机器周围是否有其他人员或障碍物,地面是否有油污、积水。
油污和积水有可能导致滑倒摔伤,请擦干净后再作业。
接通电源:接通电源一定要按规定的程序进行,发现异常声音和振动时,请专业人员维修。
注意:机器人长期停止使用后,再一次起动时,请仔细检查动作、声音、润滑状态有无异常。
数控铣床操作说明书
. .*K712小型数控立式铣床操作说明书※**航海高等专科学校轮机系机械教研室※2006年5月制一铣床操作流程1 开机前必须认真阅读"机床的使用说明书”、"数控系统编程与操作”使用说明书和"变频器使用”。
掌握机床的各个操作键的功能和熟悉机床的机械传动原理及润滑系统。
2 机床上电与关机顺序机床上电先把机床左电器柜侧面的断路开关向上合闸,然后按下小幅面板(见下图)的"电源ON”按钮,系统进入操作界面显示55#急停报警,将"急停按钮”顺时针旋开解除急停状态;机床关机先按下"急停按钮” 按钮,再按"电源OFF ”断开系统电源,最后打下断路开关断开机床电源。
损。
检查无误后,启动机床操作各控制按钮检查机床运转是否正常。
检查*、Y 、Z 轴的三个运动方向是否正确无误。
4 主轴旋转方向是否正确 主轴的转速*围是根据机床使用说明书的主要参数对交流变频器内部参数在机床出厂前已设定好。
用户不得随意擅自改变主轴的转速*围,因为主轴的转速*围是由主轴自身结构所决定。
5主轴本体上端的外六角是用来配合装卸刀具用的。
装卸完刀具后必须将杯罩盖上才能启动主轴,以防止主轴转动带动其它物件伤及到人体。
…流程图如下…急停按钮 电源OFF 循环停止 手摇轮警报指示灯循环启动 电源ON二机床基本操作1. 对工作原点:用碰数棒或用铣刀试铣法:以所加工工件中心为编程原点来说明找正工作原点:1)找Z向零点,在手动操作方式下,启动主轴沿着Z-向用铣刀刚好铣削到工件为止,按偏置-Z-ENTER。
2)找*向零点,铣刀沿着*-向偏离工件,把铣刀移动到Z-2处,沿着*+靠近工件即将铣刀改用点动方式刚好铣削到工件为止,按偏置-*-ENTER.,把铣刀移动到工件另一侧,沿着*+靠近工件即将铣刀改用点动方式刚好铣削到工件为止,读取*向的坐标值a,按G92*a/2—ENTER。
*向零点找正完毕。
钻铣床操作指导

数控钻铣床操作指导书新购数控钻铣床经过一段时间的使用出现了一些问题,主要反映在两个方面:一是工人操作不熟练,无法独立解决突发问题造成停机时间长;二是机床本身配置较低,需要严格按流程操作不然影响运行精度。
综合前期各方面反馈的情况,为了更好的指导生产提高设备利用率,现编写数控钻铣床基础操作指导书。
一、开机1、开机前检查线路是否有破损,清理机床工作台杂物;2、开启机床背后的电路主开关;面板电源开启3、开启面板电源开关。
二、手动操作此机床一共提供两种手动操作方式。
1、手动操作。
选中“手动”操作按钮,确定需要移动的轴和方向,在手动区域内选择移动。
1.1先选中“手动”按钮1.2再根据需要选择坐标轴2、手轮操作。
先选中“单步”按钮,再选择需要移动的轴,通过手轮控制移动方向。
倍率等级可以控制移动速度。
2.1、选中“单步”2.2选中需要移动的轴2.4可调节移动速度2.3控制移动方向三、回零每次断电后必须进行回零操作。
1、回零前需切换到手动状态,当Z轴接近上限位时先手动向负方向移动一定距离以免装到限位开关;2、选中“回零”按钮,首先回+Z轴零;1.1选中“回零”按钮3、再回+Y轴零;4、最后回+X轴零。
1.2依次对三个轴回零四、超限位后释放操作如果操作不当碰到限位开关,应首先确定超出限位的坐标轴和方向。
再切换到手动状态,同时按下“机床复位”和轴向按钮。
1.1选中“手动”按钮1.2同时按住“机床复位”键和轴坐标方向键1.2同时按住“机床复位”键和轴坐标方向键五、对刀机床回零后必须进行对刀操作。
选择“单步”按钮,移动X/Y轴使钻花中心对准钻套中心,减小倍率移动Z轴进入钻套内,确认旋转自如后选择“设置”按钮进入G54对刀界面。
将机床坐标系中的X/Y轴数值分别输入G54中。
提起钻花,移动坐标轴,使钻花尖部接近钻套顶部平面,将机床坐标系中的Z值输入G54坐标。
点击“设置”进入G54对刀界面六、选择程序每次选中的程序为机床加工程序,自动运行前必须确认程序正确。
数控铣床功能说明书(CNCmillingmachinefunctionmanual)

数控铣床功能说明书(CNC milling machine function manual)Introduction of NC milling machine operation panel1. CRT/MDI panelCRT/MDI panelCRT/MDI panel function description of each keyFunction descriptionRESET reset keyPress this button to reset the CNC system. It includes cancellation of alarm, reduction of main shaft failure, midway out, automatic operation cycle and input and output processOUTPT outputSTART start keyPress this key, CNC begins to output the memory parameter or program to the external device address and the numeric keyPress these keys to type letters, numbers, and other charactersINPUT input keyIn addition to program editing, when a letter or numeric key is pressed on the panel, you must press this key to get to the CNC. In addition, when communicating with an external device,press this button to start the input device and start typing data into the CNCCAN cancel button to press this key to delete the last input characterCURSOR cursor move keyUsed to move the cursor step by step on the CRT pageArrow: move the cursorKey: move the cursor backwardThe PAGE page transform key is used to select different pages on the CRT screenArrow: front page transformationKey: back page transformationThe POS position display key displays the current position of the machine on the CRTThe PRGRM program key is edited, edited, and displayed in memoryIn MDI mode, input and display MDI dataMENU, OFSET, tool bias values, and display settings for macro program variablesKey parameters DGNOS, PRARM self diagnosis, parameter setting and display table and self diagnosis table of contentsOPRALARM alarm number display key, press the key to show the alarm numberAUXGRAPH image and image display function2. operation panelDown panelOperation panel each switch function explanationFunction descriptionCNC POWER CNC power button, press ON to switch on CNC power, press OFF to disconnect CNC power supplyCYCLE START loop start button (with lights)In the automatic mode, select the program to be executed, press this button, automatic operation began to execute. During the automatic cycle operation, the light in the button is bright. In MDI mode, after the data input is complete, press this button to execute the MDI commandFEED HOLDFeed hold button (with light)During the automatic cycle of the machine tool, press this button, the machine will decelerate and stop immediately, and the light in the button will be onMODE SELECTMode select button switchEDIT: edit modeAUTO: Auto modeMDI: manual data entry modeHANDLE: manual pulse generator mode of operationJOG: inching feed methodRAPID: manual quick feed methodZRM: manually returns the machine tool reference point modeTAPE: the way the tape worksTEACH: hand pulse teaching modeBDT program segment jump function button (with lights), in the automatic mode, press this button when the light is on, the program has "/" symbols of the program will not be executedSBK single segment executive button (with lights), press thisbutton, when the light is on, the CNC is in a single running state. In automatic mode, each click the CYCLE START button and executes only one segment of the programDRN empty run button (with lights) in auto mode or MDI mode,Press the button when the light is on, the machine executes empty operation modeMLK machine lock button (light) in the automatic mode, MDI mode or manual mode, press this button lights, the servo system will not feed (such as the original has been feeding, it will immediately stop, deceleration servo feed), but the display will continue to update the position (pulse distribution continues), M, and S the T function is still effective outputE-STOP emergency stop button, when an emergency occurs, press this button, servo feed and spindle running, stop working immediatelyMACHINE RESET machine tool reset button, when the machine is just energized, the emergency stop button is released, you need to press this button to conduct a strong reset. In addition, when the X, Y and Z touch the hardware limit switch, press and hold the button manually, then operate the machine until the switch is out of the limit switch (at this point, be sure to select the correct direction of movement so as not to damage the mechanical parts)The PROGRAM (PROTECT) switch (with lock) requires the feed program to store, edit, or modify the parameters of the pagewhen it is self - DiagnosticFEEDRATE/ OVERRIDE feed rate, trim switch (knob)When feeding with a certain speed by the F command, the feed rate is adjusted from the 0%-150%When using manual JOG feed, select the JOG feed rateJOG AXIS SELECT manual JOG mode, select the manual feed axis and direction. It is important to note that the arrow pointing on each axis indicates the direction of the tool's movement (rather than the worktable)MANUAL PULSE/ GENERATOR hand pulse generatorWhen the mode of operation is hand vein HANDLE or hand pulse, teach TEACH. H mode,Rotating the hand vein can feed the shafts in the positive direction or the negative directionAXIS SELECT hand feed shaft selector switch, hand select hand feed shaftHANDLE MULTIPLIER hand pulse rate switch, select the minimum pulse impulse of hand pulse feeding by handMACHINE, POWER, READY/, POWER power indicator light, when the main power switch is closed, the light is onREADY ready the indicator lightWhen the machine reset button is pressed, the machine will be light when there is no faultALARM SPINDLE CNC LUBE/ SPINDLE spindle alarm indicationCNC alarm indicationLUBE lubrication pump low level alarm indicationThe HOME, X, Y, Z, IV, respectively, indicate the end of each axis return to zero3. right operation panelOperation panel each switch function explanationFunction descriptionSPINDLE LOAD spindle load indicating the negative work of the spindleSPINDLE, SPEED/, OVERRIDE spindle speed adjustment switch, automatic or manual adjustment of spindle speed from 50%-120%STOP CW CCW/ SPINDLE MANUAL OPERATE spindle manual operation button, in the machine tool in manual mode (JOG, HANDLE, TFACH, H, RAPID), you can start and stop the spindleCW: manual spindle forward (with lights)CCW: manual spindle reverse (with lights) STOP: manual spindle stop (with lights) COOL MANUAL OPERATE manual cooling button It works in any wayON: manual cooling start (with lights) OFF: stop with manual cooling (with lights)。
数控钻床操作说明书

数控钻床操作说明书数控钻床属于金属切削类数控机床,主要用于钻孔、扩孔、铰孔、攻丝等加工。
在汽车、机车、造船、航空航天、工程机械、锅炉化工等行业广泛应用。
济南硕超数控是一家主营数控钻床的高新技术企业,产品主要用于钢结构、建筑、桥梁、立体车库、电梯、电力、铁塔、石油、化工、制冷等等行业。
今天为大家分享硕超数控钻床操作前的准备及停机保养方法:1.开机前的准备为及早发现机床故障预防事故出现,开机前请务必进行检查。
接通电源前:如果电缆、电线外皮破损、裂缝时,会造成漏电、触电危险。
因此,接通电源前,请务必查明有无漏电处。
如有漏电、断电的情况,请立即找专业人员处理。
请注意:开机前要查看机床周围是否有其他人员或障碍物,地面是否有油污、积水。
油污和积水有可能导致滑倒摔伤,请擦干净后再作业。
检查部位项目主机各种盖、罩、连接部位的螺栓是否松动,机床周围是否有材料、障碍物,门是否关闭脚开关电缆线有无破损人员维修。
注意:机床长期停止使用后,再次起动时,请仔细检查动作、声音、润滑状态有无异常。
检查部位项目主机电机有无异常声音,异常振动、各滑动面润滑情况液压单元●泵压力要适中6MPa(60kgf/cm2)●点动油泵电机观察电机转向是否正确,从电机风扇侧观察,应为顺时针旋转。
●多人同时观察管路有无泄漏处,注意及时停泵。
冷却液单元泵的工作是否正常2.电源的接通和切断接通:先接通车间主电源,再合上控制柜开关,最后进行接通电源后的有关检查。
切断:先切断控制柜开关,再切断车间主电源开关。
注意:请不要湿手接触各类开关,否则有可能触电。
3.作业结束并停机后,方可进行机床保养;电源完全切断后,再清扫机床。
硕超数控能根据用户的工件设计图纸、加工要求进行工艺分析,为您免费提供数控龙门钻铣床选型、设计建议,并已为石油化工、锅炉、电力、制冷、工程机械、制糖设备、钢结构、电梯、车库等行业提供数控钻床设备和技术服务,是您购置数控平面钻床、数控三维钻床及专业数控机床的可靠合作伙伴。
数控钻铣床中文说明书1200
SKX-CNC-1200数控钻铣床使用说明书济南明美机械有限公司地址:济南市长清区平安工业园安装、使用前请仔细阅读使用说明书目录一:硬件构架:1.1 系统背视图1.2 系统配线图二:系统界面说明:2.1 系统主界面2.2 系统操作界面三:系统操作说明:3.1 功能键目录树3.2 操作说明一硬件构架及介绍(系统连接图).1.1 系统背视图:界面说明:1.2 简单配线图二系统界面说明2.1 系统主界面1.状态显示区:日期、时间、加工程序名称、执行程序行数、就绪、模式显示。
2.加工方式选择/键盘选择区:单节执行、手轮模拟、键盘开启、键盘关闭、翻页3.显示区:显示各轴坐标、进给率、主轴转速、加工时间、工件数等。
4.功能键区:切换界面,进入画面操作。
5.快捷键区:便于快速操作。
警报、复位、手轮模式、自动模式、主轴正转、主轴停止、程序启动、程序暂停。
2.2 操作界面:机器上电后开机画面如下:按向左的箭头出现如下画面使用图形对话进入,在屏幕右上方必须显示图形启动开,使用标准功能进入,在屏幕右上方必须显示程序启动开。
点击轴向控制出现如下页面:说明:当CNC 打开电源,必须做原点模式寻原点功能操作方式:点击F1轴向控制;进入轴控界面,选择原点、按机台运动方向控制键『X+,X-,Y+,Y-,Z+,Z-』或者点击一键回原点CNC 机械开始复归至原点模式选择进入“手动”按机台运动方向控制键『X+,X-,Y+,Y-,Z+,Z-』,机台将移动操作者能利用JOG% 或G01% 调整寸动切削量操作者能利用G00% 快速寸动切削量G00 % :调整G00 % (+25% .100% -25%)G01 % :调整G01/G02 /G03 切削率%:按“JOG”键来做机台移动.操作方式:模式选钮选择“手动”.按机台移动键『X+,X-,Y+,Y-,Z+,Z- 』,机台以固定的距离来移动. 可藉由G00“旋钮开关”来调整固定移动的距离;移动的距离范围--- *1 : 1um ,*10 : 10um ,*100 : 100um说明:使用者能藉由此模式,“MPG (移动手轮)”来做机台移动. 操作方式:模式选择“手轮模式”,“手轮模式”变为黄色有效。
数控钻铣床中文说明书1200
SKX-CNC-1200数控钻铣床使用说明书济南明美机械有限公司地址:济南市长清区平安工业园安装、使用前请仔细阅读使用说明书目录一:硬件构架:1.1 系统背视图1.2 系统配线图二:系统界面说明:2.1 系统主界面2.2 系统操作界面三:系统操作说明:3.1 功能键目录树3.2 操作说明一硬件构架及介绍(系统连接图).1.1 系统背视图:界面说明:1.2 简单配线图二系统界面说明2.1 系统主界面1.状态显示区:日期、时间、加工程序名称、执行程序行数、就绪、模式显示。
2.加工方式选择/键盘选择区:单节执行、手轮模拟、键盘开启、键盘关闭、翻页3.显示区:显示各轴坐标、进给率、主轴转速、加工时间、工件数等。
4.功能键区:切换界面,进入画面操作。
5.快捷键区:便于快速操作。
警报、复位、手轮模式、自动模式、主轴正转、主轴停止、程序启动、程序暂停。
2.2 操作界面:机器上电后开机画面如下:按向左的箭头出现如下画面使用图形对话进入,在屏幕右上方必须显示图形启动开,使用标准功能进入,在屏幕右上方必须显示程序启动开。
点击轴向控制出现如下页面:说明:当CNC 打开电源,必须做原点模式寻原点功能操作方式:点击F1轴向控制;进入轴控界面,选择原点、按机台运动方向控制键『X+,X-,Y+,Y-,Z+,Z-』或者点击一键回原点CNC 机械开始复归至原点模式选择进入“手动”按机台运动方向控制键『X+,X-,Y+,Y-,Z+,Z-』,机台将移动操作者能利用JOG% 或G01% 调整寸动切削量操作者能利用G00% 快速寸动切削量G00 % :调整G00 % (+25% .100% -25%)G01 % :调整G01/G02 /G03 切削率%:按“JOG”键来做机台移动.操作方式:模式选钮选择“手动”.按机台移动键『X+,X-,Y+,Y-,Z+,Z- 』,机台以固定的距离来移动. 可藉由G00“旋钮开关”来调整固定移动的距离;移动的距离范围--- *1 : 1um ,*10 : 10um ,*100 : 100um说明:使用者能藉由此模式,“MPG (移动手轮)”来做机台移动. 操作方式:模式选择“手轮模式”,“手轮模式”变为黄色有效。
铣床操作说明书(2024)

引言概述:正文内容:一、安全操作1.穿戴个人防护装备,包括安全帽、护目镜、防护手套等。
2.确保铣床运行平稳,无异响。
3.在操作前,清理工作台面和周围环境,确保没有杂物。
4.严禁在铣床运转时进行除尘、修整和测量等工作。
5.对于电动铣床,要确保操作人员有资格证并熟悉其操作规程,禁止无关人员擅自使用。
二、铣床的启动与停止1.确保电源正常,并检查操作控制按钮是否处于释放状态。
2.按下启动按钮,确认工作台保持静止后,放开按钮。
3.停止时,先关闭给进电源,然后关闭主电源。
三、刀具安装与调整1.根据加工要求选择适当的刀具,并确保其质量和尺寸符合要求。
2.先将刀具与刀杆配合好,然后固定好刀具。
3.调整刀具的位置和角度,保证其与工件接触时能够正常切削。
四、工件夹紧与对刀1.选择合适的夹具,将工件固定在工作台上。
2.根据工艺要求,进行加工前的对刀操作,调整铣刀位置和角度。
3.忌讳在加工中进行对刀操作,避免刀具磨损和工件加工错误。
五、常见故障排除和维护保养1.遇到异常声音或震动时,应立即停机检查,排除故障。
2.定期检查铣床的润滑系统,确保油润滑正常。
3.坚持定期清洁和保养铣床,保持设备表面干净和零部件正常工作。
4.对于长时间不使用的铣床,应及时进行防锈处理,保证设备的正常运行。
总结:通过本操作说明书,我们对铣床的安全操作、启动与停止、刀具安装与调整、工件夹紧与对刀,以及常见故障排除和维护保养进行了详细的阐述。
正确使用铣床,不仅能够保证安全,提高工作效率,还能够保证加工质量和延长设备的使用寿命。
因此,在操作铣床时,操作人员务必遵守相关安全规程,并按照本说明书的指导进行操作,以确保加工质量和人身安全。
引言概述正文内容一、准备工作1.检查铣床的工作环境和设备是否符合操作要求。
2.检查刀具的刀片是否装好,夹具是否固定牢靠。
3.确认工件和夹具是否符合加工要求,进行必要的测量和检查。
二、操作步骤1.启动铣床之前,先确认各个控制开关的位置是否正确。
数控钻简易操作说明书网络版

使用手册全自动数控钻孔开槽加工中心SKS-1200目录1.安装注意事项··································3-42.安全注意事项 (5)3.面板按钮开关 (6)4.作业指导 (7)5.操作指导 (8)6.安操作组合键 (9)7.M代码功能 (10)8.垂直孔精度设置 (12)9.水平孔精度设置 (13)10.主轴精度设置 (16)11.故障自检程序 (17)12.配件 (18)13.产品保修卡 (19)14.合格证 (20)15.操作故障排除方法··························网络版不支持在线处理操作主机手须详细的阅读此说明书安装注意事项1搬运时,保持重心平衡,防止机器倾斜。
2如使用机动叉车时,使机器的重心朝后。
3要合格的人员,才能架使机动叉车。
机器外形尺寸安置调试机器为了让使用者在操作的清洁,维修,和打开电器箱都方便简易,机器和机器之间,或是和墙壁,和其他物件要放在一起时,机器每一边至少都要保持600mm以上的距离。
本机不能直接安置在地板上,须使用调整螺丝与垫片调整水平高度。
使用场地的地板需是平坦的水泥地面,勿放在不稳定的根基上,不然终将造成机械的不平衡。
数控铣床使用方法说明书
数控铣床使用方法说明书一、产品介绍数控铣床是一种先进的金属加工设备,利用数控技术控制工作台移动和切削工具的旋转,实现对工件的精准铣削。
本说明书将详细介绍数控铣床的使用方法,以及操作注意事项。
二、数控铣床的基本结构数控铣床由数控系统、主轴、滑台、工作台等组成。
数控系统是数控铣床的核心部件,通过编程控制铣床的各项动作。
主轴是安装切削工具的部件,旋转切削工具实现铣削功能。
滑台和工作台是支撑和移动工件的部件。
三、使用方法1. 准备工作a. 确保数控铣床正确接通电源,并开启电源开关。
b. 检查润滑系统是否正常工作,必要时添加润滑油。
c. 检查主轴和切削工具的安装是否牢固。
2. 数控系统操作a. 打开数控系统,并按照系统提示进行登录。
b. 进入程序编辑界面,新建或导入相应的加工程序,并进行参数设置。
c. 根据工件要求,在程序编辑界面编写数控加工程序,包括工件轮廓、加工路径、切削深度等。
d. 编写完成后进行程序的校验和修正,确保程序正确无误。
3. 夹紧工件a. 确保工作台平整、清洁,清除任何杂质和障碍物。
b. 将工件放置在工作台上,并使用夹具将其牢固夹紧,保证工件不会移动或晃动。
4. 工艺参数设置a. 根据工件材料、切削工具类型和加工要求,设置合适的切削速度、进给速度和切削深度。
b. 根据工件形状和加工路径,设置合适的坐标系和坐标原点。
5. 开始加工a. 校对工件坐标系和坐标原点的准确性,确保工件与切削工具的相对位置正确。
b. 启动数控系统,并按照程序加工工序的顺序逐步进行铣削操作。
c. 观察加工过程中的切削情况,如有异常情况及时停机检查。
6. 加工后处理a. 加工完成后,关闭数控系统,并断开电源。
b. 清理加工区域,清除切屑和废料,并对数控铣床进行日常维护和保养。
四、操作注意事项1. 在操作数控铣床之前,应仔细阅读并理解本说明书,并接受相关培训。
2. 在操作过程中,应佩戴适当的个人防护装备,如工作服、安全帽、护目镜等。
数控铣床功能说明书

数控铣床操作面板介绍1. CRT/MDI面板CRT/MDI面板CRT/MDI面板各键功用说明功能说明RESET 复位键按下此键,复位CNC系统。
包括取消报警、主轴故障复位、中途退出自动操作循环和输入、输出过程等OUTPT 输出START 启动键按下此键,CNC开始输出内存中的参数或程序到外部设备地址和数字键按下这些键,输入字母、数字和其它字符INPUT 输入键除程序编辑方式以外的情况,当面板上按下一个字母或数字键以后,必须按下此键才能到CNC 内。
另外,与外部设备通讯时,按下此键,才能启动输入设备,开始输入数据到CNC内CAN 取消键按下此键,删除上一个输入的字符CURSOR 光标移动键用于在CRT页面上,一步步移动光标↑:向前移动光标↓:向后移动光标PAGE 页面变换键用于CRT屏幕选择不同的页面↑:向前变换页面↓:向后变换页面POS 位置显示键在CRT上显示机床现在的位置PRGRM 程序键在编辑方式,编辑和显示在内存中的程序在MDI方式,输入和显示MDI数据MENU、OFSET 刀具偏置数值和宏程序变量的显示的设定DGNOS、PRARM 自诊断的参数键,设定和显示参数表及自诊断表的内容OPRALARM 报警号显示键,按此键显示报警号AUXGRAPH图象、图象显示功能2. 下操作面板下操作面板操作面板各开关功用说明功用说明CNC POWER CNC电源按钮、按下ON接通CNC电源,按下OFF断开CNC电源CYCLE START 循环启动按钮(带灯)在自动操作方式,选择要执行的程序后,按下此按钮,自动操作开始执行。
在自动循环操作期间,按钮内的灯亮。
在MDI方式,数据输入完毕后,按下此按钮,执行MDI指令FEED HOLD进给保持按钮(带灯)机床在自动循环期间,按下此按钮,机床立即减速、停止,按钮内灯亮MODE SELECT方式选择按钮开关EDIT:编辑方式AUTO:自动方式MDI:手动数据输入方式HANDLE:手摇脉冲发生器操作方式JOG:点动进给方式RAPID:手动快速进给方式ZRM:手动返回机床参考点方式TAPE:纸带工作方式TEACH:手脉示教方式BDT 程序段跳步功能按钮(带灯)在自动操作方式,按下此按钮灯亮时,程序中有“/”符号的程序将不执行SBK 单段执行程序按钮(带灯)按此按钮灯亮时,CNC处于单段运行状态。
数控钻床操作说明书
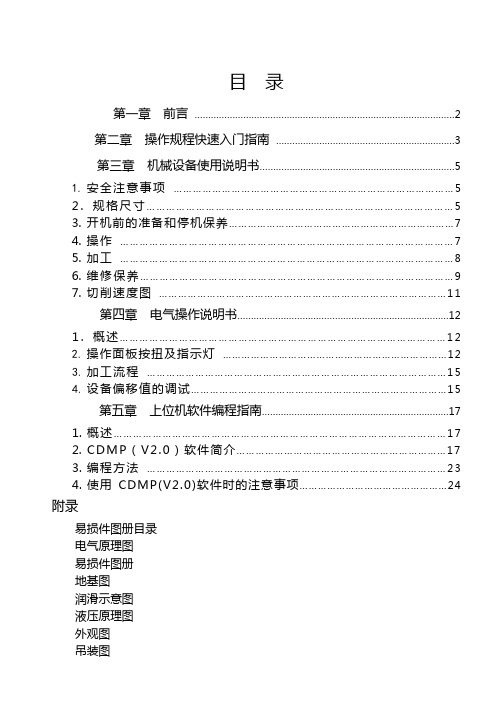
目录第一章前言 (2)第二章操作规程快速入门指南 (3)第三章机械设备使用说明书 (5)1.安全注意事项 (5)2.规格尺寸 (5)3.开机前的准备和停机保养 (7)4.操作 (7)5.加工 (8)6.维修保养 (9)7.切削速度图 (11)第四章电气操作说明书 (12)1.概述 (12)2.操作面板按扭及指示灯 (12)3.加工流程 (15)4.设备偏移值的调试 (15)第五章上位机软件编程指南 (17)1.概述 (17)2.CDMP(V2.0)软件简介 (17)3.编程方法 (23)4.使用CDMP(V2.0)软件时的注意事项 (24)附录易损件图册目录电气原理图易损件图册地基图润滑示意图液压原理图外观图吊装图第一章前言在此感谢您购买CDMP2012型数控平板钻床。
本说明书是您安全、有效地操作该机器的使用指南。
在使用本机器前,请您务必认真阅读本说明书中规定的所有注意事项及事故预防方法,充分了解机器的运转、维修、保养及有关情况。
如果不按照本说明书的要求操作使用该机器,就有可能造成重大事故,在此提醒您注意:1、在没有充分理解、掌握本说明书前请不要使用本机器;2、平常要把本说明书放在身边保管,反复阅读;3、本说明书有损坏或丢失时,请迅速与本公司联系;4、当转让该机器时,请务必把说明书一起转交给对方;5、当进行本说明书中没有写明的作业时,请务必与本公司联系;6、该机器由制造厂家安装调试完毕后,与设备安装有关的调整部位均已调整到位,请不要再随意调整。
本公司售后服务: -87073676-87077062第二章操作规程快速入门指南(1)检查液压油,冷却液是否满足工作要求,检查各润滑点是否按图纸要求加油。
(2)操作者上班检查主轴周边M6-M10连接螺钉(或螺栓)的紧定情况,若有松动,务必扭紧。
(3)接通车间主控制电源。
(4)打开控制柜电源总开关,打开电脑显示器、主机。
(5)打开[控制电源]钥匙开关,检查电气系统是否正常,有无报警。
ZDY1200S(MK-4)型钻机使用说明书

ZDY1200S(MK-4)型钻机使用说明书D前言本标准依据GB/T 1.1—2009《标准化工作导则第一部分:标准的结构和编写》给出的规则起草。
请注意本文件的某些内容可能涉及专利。
本文件的发布机构不承担识别这些专利的责任。
本标准由松树滩煤矿提出并归口。
本标准起草单位:内蒙古太西煤集团股份有限公司松树滩煤矿。
本标准主要起草人:王宝德、胡朝明、宋新军。
ZDY1200S(MK-4)型钻机使用说明书1 范围本标准规定了ZDY1200S型钻机的技术参数、工作原理、维护与保养等内容。
本标准适用于ZDY1200S型钻机的工艺技术检查。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
煤炭科学研究总院西安分院技术说明3 型号含义Z D Y 1200 S双泵系统最大额定转矩N.m液压传动动力头式钻机4 主要技术参数a)回转装置:额定转矩 N.m 1200~320额定转速 r/min 80~280油马达型号6V80MA油马达排量 ml/r 3~80钻杆直径 mm 42/50主轴通孔直径 mm75b)给进装置:主轴倾角0~±90°最大给进力 kN 36给进速度 m/s 0~0.45最大起拔力 kN 52起拔速度 m/s 0~0.31给进/起拔行程 mm 650c)泵站:液压系统额定压力 MPa 主油泵21副油泵12主油泵型号 A7V58MA(限量40ml/r)主油泵排量 ml/r 0~40电动机型号YBK2-180L-4电动机功率 kW 22油箱有效容积 L85d)整机:适用钻孔深度 m 300(φ42钻杆)200(φ50钻杆)开孔直径 mm 110终孔直径 mm 75主机外形尺寸(长×宽×高)mm 1850×710×1460钻机质量 kg13605 钻机结构简介该钻机采用分组式布置,整机共分主机、泵站、操纵台三大部分,各部分之间用胶管连接。
(参考)钻铣床使用手册

(参考)钻铣床使用手册目录:一、钻铣床的功能及用途: -------------------------------------------------- 11.钻铣床功能:------------------------------------------------------------- 12.用途:---------------------------------------------------------------------- 1二、钻铣床的种类及结构: -------------------------------------------------- 11.主要种类:---------------------------------------------------------------- 12.结构图:------------------------------------------------------------------- 4(1)机床操作构件:------------------------------------------------- 4(2)操作面板:------------------------------------------------------- 5(3)传动系统:------------------------------------------------------- 6(4)主要技术参数:------------------------------------------------- 6三、操作前必读:-------------------------------------------------------------- 7四、钻铣床操作流程:-------------------------------------------------------- 91.常用操作:---------------------------------------------------------------- 92.主轴深度显示:--------------------------------------------------------- 113.加工操作步骤:-------------------------------------------------------- 124.塞铁调整:-------------------------------------------------------------- 13五、基本应用举例: --------------------------------------------------------- 14六、重要的安全说明:------------------------------------------------------ 15七、常见故障及排查:------------------------------------------------------ 16 附件: --------------------------------------------------------------------------- 17一、钻铣床的功能及用途:1.功能:该铣床通常为台式,工作台可纵、横向移动,主轴垂直布置,机头可上下升降,具有钻、铣、镗、磨、攻丝等多种切削功能。
FANUC系列数控铣床操纵说明材料(中文版)
4)打开操作控制盘NC电源。
3-2 关机步骤
1)关闭操作控制盘NC电源。
2)关闭机器侧电源
3)关闭机器外置电源变压器电源
3-3 原点复归(ZERO RETURN)
*!每次关闭电源后再重新开机都必须先执行零点复归!*
1) 模式 JOG(MANUL)
2) 画面[POS]位置显示
3) 按[+X ]、[+Y]、[-Z ]、[+U]、[+C ]键移动各轴离开原点一段距离(大于No.1850参数值)
REFERENCE POINT原点复归定位指示灯
REST复位按钮
EMG紧急停止按钮
CYCLE START程式启动按钮
FEED HOLD暂停按
3数控铣床基本操作说明
3-1 开机步骤
1)检查进气口气压表压力读数值≥6.0KG/CM2(根據機种判定)?
2)打开机器外置电源变压器(输出3相200VAC)电源对坐标及综合坐标。
[PROG]程式显示当前用户程式、内存已驻留程式及MEMORY空间等。或进行相关编辑操作。
[OFFSET/SETTING]补正/设定 显示1-32个存储单元,用于设定刀
具半径补正及刀长补正/工件坐标系等参数设定。
[SYSTEM]系统显示FANUC系统参数、故障诊断以及PMC等。
1-9 机器操作中要求操作者佩带防护眼镜或其他防护用品
1-10 开机前须查看机器上或黄色防护栏内是否有人?
1-11 机器工作时,禁止放置工具或其他杂物于工作台上
1-12 正式加工产品前必须检查程式并试运行
1-13 加工中出现紧急情况时须先按暂停[HOLD]再按EMG
1-14 机器运转中,禁止任何人员进入黄色安全防护栏内
数控铣床操作说明书(两篇)
引言概述:正文内容:一、准备工作1.检查设备:检查数控铣床设备的各个部件是否正常运转,是否有松动或异常声音。
2.检查工件:检查待铣削工件是否固定牢固,是否存在外部损坏或需要修整的地方。
3.准备刀具:根据工件的要求选择适当的刀具,并进行安装和校准。
二、设定工件坐标系1.选择坐标系:根据工件形状和加工要求,选择合适的坐标系,一般可以选择绝对坐标系或相对坐标系。
2.确定工件原点:在数控铣床上确定工件的原点,并进行标记,以便后续的加工操作。
3.设定工件坐标系:根据工件原点和坐标系的选择,在数控铣床的控制面板上进行相应的设定。
三、设定加工参数1.选择加工模式:根据工件的形状和加工要求,选择适当的加工模式,一般可以选择手动、自动或半自动模式。
2.设定进给速度:根据工件的材料和加工难度,合理设定进给速度,确保加工过程的平稳与高效。
3.设定切削参数:根据刀具的类型和工件的材料,设定合适的切削速度和切削深度,以避免过度磨损或切削不畅。
四、进行铣削操作1.开启设备:按照数控铣床的操作说明,正确地开启设备,并进行相关的预热和热稳定操作。
2.加载程序:将铣削程序加载到数控铣床的控制系统中,并进行相应的参数设定和校准。
3.开始铣削:按照预先设定好的加工参数和路径,启动数控铣床进行铣削操作,并注意观察加工过程中的情况。
4.不断调整:根据铣削效果和加工要求,及时调整加工参数和路径,以达到最佳的铣削效果。
五、操作注意事项1.安全操作:在进行铣削操作时,确保自身安全和设备的正常运转,遵守相关的安全操作规程。
2.工件固定:使用适当的夹具和固定装置,保证工件在铣削过程中的稳定性,避免因工件松动而引起的事故。
3.刀具保养:定期清洗、润滑和更换刀具,保持刀具的锋利和正常使用寿命。
4.设备维护:定期对数控铣床设备进行检修和保养,确保设备的正常运转和寿命。
5.及时记录:在铣削过程中,记录关键的加工参数和路径,以便后续的工序调整和质量检查。
总结:本文详细地介绍了数控铣床的操作步骤和注意事项。
钻铣床安全说明书
钻铣床安全说明书一.岗位基本信息岗位名称钻铣床所属部门机修车间二.主要安全工作职责序号概述内容描述1 安全工作义务1.1从业人员在作业过程中,应严格遵守本车间和公司的安全生产规章制度和操作规程,服从管理,正确佩戴和使用劳动保护用品。
1.2从业人员应当接受安全生产教育和培训,掌握本职工作所需的安全生产知识,提高安全生产技能,增强事故预防和应急处理能力。
2 安全工作权利1.1从业人员有权了解其作业场所和工作岗位存在的危险因素、防范措施及事故应急措施。
2.2从业人员有权对本单位安全生产工作中存在的问题提出评价、检举、控告;有权拒绝违章指挥和强令冒险作业。
2.3从业人员发现直接危及人身安全的紧急情况时,有权停止作业或者采取可能的应急措施后撤离作业场所。
三.岗位重要危险因素序号作业活动风险描述1 钻铣床作业1.1工作前必须穿戴好工作服,扎好袖口,不准围围巾,严禁戴手套,女工发辫应挽在帽子里,防止缴伤事故的发生1.2钻床的平台要紧,工件要夹紧,钻小件时,应用专用工具夹持,不准用手拿着或按着钻孔,防止被加工件带动起旋转,对操作划伤1.3自动走刀,要选好进给速度,调好行程限位块,手动进刀一般按逐渐增压和减压的原则进行,以免用力过猛造成事故1.4调整钻床速度、行程、装夹工具和工作时,以及擦拭机床时,要停机进行,以免出现缠绕人身伤害事故。
1.5机床开动后不准接触运动着的工件,刀具和传动部分,禁止隔着机床转动部分传递或拿取工具等物品。
防止物品掉落缠绕在钻上,造成甩伤1.6钻头上绕铁长屑时,要停车清除禁止用嘴吹、手拉,应用刷子或铁钩清除,防止拉伤四.风险防范控制措施1 钻铣床作业1.1工作前必须穿戴好工作服,扎好袖口,不准围围巾,严禁戴手套,女工发辫应挽在帽子里1.2钻床的平台要紧,工件要夹紧,钻小件时,应用专用工具夹持,不准用手拿着或按着钻孔1.3自动走刀,要选好进给速度,调好行程限位块,手动进刀一般按逐渐增压和减压的原则进行1 钻铣床作业1.4调整钻床速度、行程、装夹工具和工作时,以及擦拭机床时,要停机进行1.5机床开动后不准接触运动着的工件,刀具和传动部分,禁止隔着机床转动部分传递或拿取工具等物品1.6钻头上绕铁长屑时,要停车清除禁止用嘴吹、手拉,应用刷子或铁钩清除五、应急措施钻铣床作业1.1轻(微)伤时自己停车,自己不能停车时向其他人呼救。
数控钻铣床中文说明书
SKX-CNC-1200数控钻铣床使用说明书济南明美机械有限公司地址:济南市长清区平安工业园安装、使用前请仔细阅读使用说明书目录一:硬件构架:系统背视图系统配线图二:系统界面说明:系统主界面系统操作界面三:系统操作说明:功能键目录树操作说明一硬件构架及介绍(系统连接图)系统背视图:界面说明:简单配线图二系统界面说明系统主界面1.状态显示区:日期、时间、加工程序名称、执行程序行数、就绪、模式显示。
2.加工方式选择/键盘选择区:单节执行、手轮模拟、键盘开启、键盘关闭、翻页3.显示区:显示各轴坐标、进给率、主轴转速、加工时间、工件数等。
4.功能键区:切换界面,进入画面操作。
5.快捷键区:便于快速操作。
警报、复位、手轮模式、自动模式、主轴正转、主轴停止、程序启动、程序暂停。
操作界面:机器上电后开机画面如下:按向左的箭头出现如下画面使用图形对话进入,在屏幕右上方必须显示图形启动开,使用标准功能进入,在屏幕右上方必须显示程序启动开。
点击轴向控制出现如下页面:说明:当CNC 打开电源,必须做原点模式寻原点功能操作方式:点击F1轴向控制;进入轴控界面,选择原点、按机台运动方向控制键『X+,X-,Y+,Y-,Z+,Z-』或者点击一键回原点CNC 机械开始复归至原点模式选择进入“手动”按机台运动方向控制键『X+,X-,Y+,Y-,Z+,Z-』,机台将移动操作者能利用 JOG% 或 G01% 调整寸动切削量操作者能利用 G00% 快速寸动切削量G00 % :调整G00 % (+25% .100% -25%)G01 % :调整G01/G02 /G03 切削率%:按“JOG”键来做机台移动.操作方式:模式选钮选择“手动”.按机台移动键『X+,X-,Y+,Y-,Z+,Z- 』,机台以固定的距离来移动. 可藉由G00“旋钮开关”来调整固定移动的距离;移动的距离范围--- *1 : 1um ,*10 : 10um ,*100 : 100um说明:使用者能藉由此模式,“MPG (移动手轮)”来做机台移动.操作方式:模式选择“手轮模式”,“手轮模式”变为黄色有效。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SKX-CNC-1200数控钻铣床使用说明书明美机械有限公司地址:市长清区平安工业园安装、使用前请仔细阅读使用说明书目录一:硬件构架:1.1 系统背视图1.2 系统配线图二:系统界面说明:2.1 系统主界面2.2 系统操作界面三:系统操作说明:3.1 功能键目录树3.2 操作说明一硬件构架及介绍(系统连接图)1.1 系统背视图:界面说明:1.2 简单配线图二系统界面说明2.1 系统主界面1.状态显示区:日期、时间、加工程序名称、执行程序行数、就绪、模式显示。
2.加工式选择/键盘选择区:单节执行、手轮模拟、键盘开启、键盘关闭、翻页3.显示区:显示各轴坐标、进给率、主轴转速、加工时间、工件数等。
4.功能键区:切换界面,进入画面操作。
5.快捷键区:便于快速操作。
警报、复位、手轮模式、自动模式、主轴正转、主轴停止、程序启动、程序暂停。
2.2 操作界面:机器上电后开机画面如下:按向左的箭头出现如下画面使用图形对话进入,在屏幕右上必须显示图形启动开,使用标准功能进入,在屏幕右上必须显示程序启动开。
点击轴向控制出现如下页面:说明:当CNC 打开电源,必须做原点模式寻原点功能操作式:点击F1轴向控制;进入轴控界面,选择原点、按机台运动向控制键『X+,X-,Y+,Y-,Z+,Z-』或者点击一键回原点CNC 机械开始复归至原点模式选择进入“手动”按机台运动向控制键『X+,X-,Y+,Y-,Z+,Z-』,机台将移动操作者能利用JOG% 或G01% 调整寸动切削量操作者能利用G00% 快速寸动切削量G00 % :调整G00 % (+25% .100% -25%)G01 % :调整G01/G02 /G03 切削率%:按“JOG”键来做机台移动.操作式:模式选钮选择“手动”.按机台移动键『X+,X-,Y+,Y-,Z+,Z- 』,机台以固定的距离来移动. 可藉由G00“旋钮开关”来调整固定移动的距离;移动的距离围--- *1 : 1um ,*10 : 10um ,*100 : 100um说明:使用者能藉由此模式,“MPG (移动手轮)”来做机台移动.操作式:模式选择“手轮模式”,“手轮模式”变为黄色有效。
选择欲移动的轴从模式旋钮选择增量距离按机台移动键『X+,X-,Y+,Y-,Z+,Z- 』,机台以固定的距离来移动;移动的距离围---*1 : 1um , *10 : 10um , *100:100um , *1000 : 1000um模式选择进入“手动”必须先摇动手轮,抬起z轴至最高点,X轴左右移动为翻转工作台夹紧装置不能碰到刀具,点击+90°、-90°、0°,工作台做相应翻转。
X、Y、Z轴快跑速度为G00速度,即为机器未切削时的速度。
加工速度为切削时X、Y的移动速度。
Z轴下刀速度为Z轴以快跑速度到达料表面后慢速下降切削速度。
设定执手加工偏移量:偏移Y轴向输入正值向Y轴正值偏移。
输入负值向Y轴负向偏移。
只偏移中间长圆。
料高和料宽为工作台0°时的料高和料宽。
工作台选择栏用到0°+90°-90°面时开启,反之关闭。
台面加工深度不用时设为0,例如:只用0°和-90°面,工作台+90 °关闭,台面+90°的加工深度1、2、3均设为0.000。
加工深度1、2、3填入的数值均已料表面向下计算。
加工深度栏只有负值。
刀具半径按实际铣刀的半径填入,X轴设定:在机器回机械原点后,使用手轮模式,移动X轴到需要切削的位置,点击X轴设定后的黄色清零:需要清零时,点击工位号,点击清零,则该行所有数据改为零。
工位:加工的序号。
0°型选择:依次设定每个工位型不允跳跃填写。
图形位置的确定:图形中白点的位置为图形的定位点。
X轴坐标起点O:当前的X轴坐标起点,根据图形输入数值。
实际加工点位为参数设置中右下角X轴设定值加X轴坐标起点的和。
+90°时Y轴坐标起点O:当前到此时料前端的距离(MM),根据图形输入数值。
-90°时Y轴坐标起点O:当前到此时料后端的距离(MM),根据图形输入数值。
0°型Y轴坐标起点为负值,+90°型Y轴坐标起点为负值,-90°型Y轴坐标起点为正值。
A B:根据图形指示设定。
R R1:根据图形指示设定,输入都为半径。
在0°型输入完毕后,按工作台+90°设定和按工作台-90°设定,依次输入所需数值。
点击轴向控制,点击原点,点击一键回原点。
在设备回原点后,轴向控制右上机械坐标X、Y、Z显示0.000,表示回原点完毕。
点击参数设置栏再次查看输入数值有无错误,点击屏幕上正中手轮模拟为绿色,点击自动模式,(此时手轮模式应为灰色)点击程序启动或操作台上绿按钮,摇动手轮运行程序。
如中间出现错误,则需回原点重新操作。
无错误,在工作完毕后重新上料,把屏幕上的手轮模拟关闭直接启动即可。
在确认程序正确,可点击档案保存保存档案。
档案名只能输入英文、数字或汉语拼音、数字。
以后需用此程序时,点击档案管理,找到所需程序,点击成蓝色,点击执行档案,查看程序,运行程序即可。
偏差设定:偏差调整:首先做一键回原点,然后做以下调整。
0°调整:点击手轮模式,将X轴移动到第一个的位置,点击X轴设定后的黄色设定,将Y轴铣刀的中心位置移动到夹紧料的前端,点击Y 轴设定的黄色设定,将X轴铣刀的顶端移动到夹紧工作台的上,刀具顶端和工作台表面之间缝隙小于0.1MM,点击Z轴设定的黄色设定。
+90°调整:点击手轮模式,将Y轴铣刀的中心位置移动到(此时)夹紧料的前端,料靠近导轨的位置,用此时机械坐标的Y值减去Y轴设定栏的值的差(无论正负,取正值),双击0°—+90°轴向偏差下面Y 轴偏差的黄色框,填入该数值,将Z轴铣刀的中心位置移动到(此时)夹紧料的顶端,贴紧料面,用此时机械坐标的Z值减去Z轴设定栏的值的差(无论正负,取正值),双击0°—+90°轴向偏差下面Z轴偏差的黄色框,填入该数值,-90°调整:点击手轮模式,将Y轴铣刀的中心位置移动到(此时)夹紧料的后端,料靠近导轨的位置,用此时机械坐标的Y值减去Y轴设定栏的值的差(无论正负,取正值),双击0°—-90°轴向偏差下面Y 轴偏差的黄色框,填入该数值,将Z轴铣刀的中心位置移动到(此时)夹紧料的顶端,贴紧料面,用此时机械坐标的Z值加上此时料高度减去Z轴设定栏的值的差(无论正负,取正值),双击0°—-90°轴向偏差下面Z轴偏差的黄色框,填入该数值,上述工作完成后双击Y轴微调和Z轴微调,将偏差设定存入系统。
该数值存入标准模式下坐标设定栏的G54P7,G54P8,G54P9。
在用电脑软件做程序时,应避免使用上述坐标系!!!在此页面下可进入标准功能,执行电脑软件转成的NC程序:说明:可使用此功能自动执行NC程序操作式:模式至“自动加工模式”.在原点复归后,自动加工模式始有效.设定工作坐标(G54..G59) ,假如没有设定任G54..G59在NC程序CNC 定值为G54.按“程序执行”键,执行NC程序.假如必要情况,则按“紧急停止开关”开关暂停NC程序 .3.2.9 手轮模拟功能说明:可使用此功能检查NC程序操作式:模式选至“自动模式”.按“MPG 模拟功能”按键,按“程序执行”键,执行NC程序.CNC 将改变机械状态从“就绪”变为“加工中”机器本身一直保持没有移动可旋转“旋转手轮”来执行NC程序.MPG(旋转手轮)旋转越快,机械移动速度越快.MPG (旋转手轮)停止,CNC机器本身也跟着停止. 此功能可立即得知程序“能”/ “不能”加工.P.S. 此功能很人性化的辅助使用者去检查程序.3.2.10 单节执行说明:可使用此功能检查NC程序操作式:模式选至“自动模式”按“单节执行”键按“程序启动”键,执行NC程序.CNC 将执行NC程序,但是只有执行一个单节就停止CNC 将改变机械状态,从“加工中”变为“暂停”再次按下“起动”,则CNC 将继续执行到下一单节. 此功能针对使用者去将程序一个单节一个单节的检查.3.2.11 开启档案F2 (编辑档案)按主画面底下的功能键“F2程序编辑”按次功能键“F5档案管理”屏幕中将显示档案系统按F1 “开启新档”开启一新档案,按F2 ”拷贝档案”,拷贝目前所选的档案到目标档案. 按F3 “删除档案“,删除目前所选的档案.,按F4 “档案输入”,从磁碟片输入一个新档按F5 “档案输出,输出目前所选的档案到磁碟片3.2.11.1 程序编辑画面点击F2 “程序编辑”进入程序编辑页面。
点击“键盘开启”可编辑修改程序点击F1 图形辅助输入功能点击F2 删除行功能点击F3 搜寻取代功能点击F4 复制黏贴功能点击F5 档案管理功能3.2.12 设定工件坐标系F4 按F4 “坐标设定”工作坐标设定荧幕由两个画面组成,可藉按“上一页/下一页”键切换到欲设定的坐标系在荧幕上直接点击需要设定的轴向选中即可按F1 ”载入机械坐标”:可使用此功能键来抓取目前游标所位于的机械坐标在荧幕上. 或者按F4“工件坐标增量输入”在“外部坐标偏移”栏上输入数值,全部的工作坐标(G54..G59.8)将随即同步产生偏移.3.2.13 程序执行加工(F3)3.2.13-1 F1《选择加工档》操作法:点击F3 “加工监控”进入加工画面。
点击F1 “选择加工档”弹出文件名称对话框,点击档案名称即可。
模式切换为自动执行模式,点击“程序启动”即可。
可选用:“手轮模拟”或者“单节执行”验证程序。
M码控制旋转工作台:(加工程序中使用)M29:旋转到+90°M19:旋转到-90°M18:旋转到0°M08: 切削液开M03: 主轴正转M05:主轴停止M30:程序结束钻Z轴参数设定:1. 0度Z轴抬刀高度:参数34162. 90度Z轴抬刀高度:参数34173. -90度Z轴抬刀高度:参数34184. Z轴下刀安全高度:参数34193.2.15 系统设定(F5)系统设定:主要是设定系统部参数、诊断系统运行状态和故障、系统升级备份等。
(详见目录树)四:编程、操作说明:编程软件:Master Cam。
随机赠送一款简单易学的编程软件。
编程示例:1:工件实例:图纸尺寸为:1:首先分析工件特点:中间图形为放置锁体在型材上开出豁口;左图与右图图为放置锁芯及螺栓所开通,在工件上应一一对应,要求各图形分别同心。
A与D所代表的为同一平面,C所代表的表面不需要加工。
所以我们将C所代表的平面放置在工作台上。
2:装夹工件结合工件及机床实际,装夹式如下:工作台0°时:工作台+90°时:工作台-90°时:3:绘图:如下图所示:注:根据图纸及工件实际,我们定义中间长点划线为机床Y 向基准(后面定义机床工件坐标系会用到),X向基准线在此线上,根据加工实际情况确定。