雷尼绍测头资料
雷尼绍测头培训ppt课件
算数和逻辑运算(一)
功能
定义
格式
#i=#j
加法 减法 乘法 除法
#i=#j+#k #i=#j-#k #i=#j*#k #i=#j/#k
正弦 反正弦
正切 反正切
余弦 反余弦
#i=SIN[#j] #i=ASIN[#j] #i=TAN[#j] #i=ATAN[#j]/[#k] #i=COS[#j] #i=ACOS[#j]
校正测针X/Y偏置
格式:G65 P9802 Dd 举例:G65 P9802 D50.005 Dd: 用于校正的环规直径
4
1
2
#503
#502 Y
3 X
Dd
O1000 G17 G40 G49 G69 G80 G90 G54 X0 Y0(环规中心) G65 P9802 D50.005 G91 G28 Z0 G90 M30 注意: 1.准确将主轴定位至环规的中心位置 并将测针置于环规内部 2. 程序运行后,会将偏心写入#502 和#503
#530 标准校正#5数40 值
#531 回退系#5数41
#532
#542
矢量校正数值
#533
#543
#534
#544
#535
#545
#536
#546
#537
#547
#538
#548
#539
#549
测头校正程序
为什么要校正
测头安装后,测头中心与主轴的偏心量 测针球的直径误差 测头的触发距离 机床的重复性 所以,每次更换测头,或者更换测针后,必须 校正!! 如何校正?软件部分再讲
#5201-#5203 #5221-#5223 #5241-#5243 #5261-#5263
雷尼绍(1)
7/22/2020 Slide 4
测头的校准,举例环规标定
• 根据测头相应刀号编写标定程序,假设测头为1号刀使用1号刀补环规直径50MM,环规中心在G54坐标系 下,程序名O8000
• O8000 • T01M6(选择测头刀号) • M19(主轴定位) • G90G80G40G0(初始指令) • G54X35.Y0 • G43H01Z200.(使01号刀补生效,测头定位在200MM上方) • M??(测头打开M代码) • G65P9810Z30.F3000(保护移动) • G65P9801Z0.T01(在环规顶面标定探针长度) • G65P9810X0Y0 • G65P9810Z-7. • G65P9802D50.(在直径50的孔内标定探针球在X,Y的偏心 ) • G65P9803D50.0 (在直径50的孔内标定探针球在X,Y的半径) • G65P9810Z100.F3000 • M??(测头关闭M代码) • G91G28Z0(主轴台到参考点) • M30(程序结束)
Green-Point Training
• 雷尼绍工件测头OMP40-2,OMI在FANUC机床上的安装 • 雷尼绍程序说明 • 雷尼绍测头校准 • 宏变量 • 宏程序分析说明
7/22/2020 Slide 1
OMP40-2和OMI
7/22/2020 Slide 2
硬件安装说明
一.工件测头与刀柄及探针的组装 1)将测头装入刀柄,拧紧刀柄上2固定螺丝 2)将电池及测针装在测头上 3)将测头装入主轴,用千分表打测针球中心(0.005) 具体通过调整刀柄上4个方向的螺丝来确定球中心7/22/2020Slide 5本地变量
• 地址
雷尼绍测头培训PPT课件

所以》 M98不能在调用时指定变量的值,而G65可以
那么G65后面跟的一大堆字母表示的是什么意思呢?
Slide 17
.
G65和M98的差别(一)
变量表
异或
#i=#j XOR #k
与
#i= #j AND #k
蓝色字体为不常用运算符 Slide 9 所有运算格式要正确
备注
运算按照二进制一位一 位的进行
.
测试一
可以把G55的坐标值写入全局变量吗?局部变量呢? • 怎么写? • 两个有什么差异?
我可以给G55的坐标赋值吗? • 怎么写? • 有什么用处?
备注
#k不为0 角度以度指定 90.5表示90度30分
.
算数和逻辑运算(二)
功能
平方根 绝对值
格式
#i=SQRT[#j] #i=ABS[#j]
舍入 上取整 下取整 自然对数 指数对数
#i=ROUND[#j] #i=FIX[#j] #i=FUP[#j] #i=LN[#j] #i=EXP[#j]
或
#i=#j OR #k
#120 #121 #122 #123 #124 #125 #126 #127 #128 #129
用户#1可30 用变量 #140
#131
#141
#132
#142
#133
#143
#134
#144
#135
#145
#136
#146
#137
#147
#138
#148
#139
英国雷尼绍TP20三坐标测头

英国雷尼绍TP20三坐标测头英国雷尼绍TP20三坐标测头英国Renishaw测头系统Probe SystemMH20I具有良好的分度定位重复性,从而有效地提高了多方向测量的效率。
是在使用多个测头/测杆配置和测座位置情况下的理想选择,使得复杂的测量任务在一次就能完成。
MH20i特点:可重复分度定位,减少持续重新校正的需要,(水平±180°,垂直0-90°)168个可重复定位,以15度进位,在进行重复测头定位的情况下提供了最大的灵活性锁定/解开特性,便于读取的刻度显示,可快速重定位到校正过的位置。
TP20标准测力吸盘,采用的是黑色圈,是目前应用最多的一种TP20探针吸盘。
可分离TP20探针吸盘,与TP20测头构成两件组合,允许手动和自动更换探针,而不需要对探针进行重新校正,从而大大缩短了检测周期。
TP20根据不同的应用,提供了有各种测力和加长的吸盘,根据所环绕的颜色圈来定义。
系统组件包括:TP20测头体TP20测头模块—七种不同选择,以适应各种应用MCR20模块交换架—自动操作MSR1模块存放架—手动操作适合与雷尼绍的PI4-2、PI7-2或PI200连接TP20规格除6W以外的所有模块±X、±Y、+Z传感器方向6W±X、±Y、±Z适合的接口PI4-2、PI7-2、PI200、UCC预行程变化LFSF / EM1 / EM2MFEF6W±0.60 μm±0.80 μm±1.00 μm±2.00 μm±1.50 μm单向重复性LF / SF / EM1 / EM2MFEF6W±0.35 μm±0.50 μm±0.65 μm±0.80 μm测针交换的重复性MCR20手动±0.50 μm±1.00μm测针系列M2安装方式M8螺纹测头模块目前可提供7种适合各种应用的测头模块系列,以端部的颜色区分。
1_雷尼绍TS27R技术资料

TS27R对刀仪资料整理——by DavidTS27R的特点 减少刀具设定时间:一般传统手动量测刀具约需 5‾10 分钟,TS27R自动量刀系统只需40秒的时间即可完成刀长、刀径量测以及补 正,大幅减少刀具设定时间。
断刀破损检测:全自动之断刀检测,避免因断裂刀具造成工件损伤,降低废料产生。
避免人为误差 :由 NC程式控量测过程,避免因人为因素产生的误差。
触发力量: 1.3~2.4N (Z)、130~240N (X/Y)重现精度: ±1μm2σ感测方向: ±X、±Y 以及+Z轴向探针: 圆盘探针直径12.7mm固定方式: 使用T型螺栓固定硬件安装步骤说明:1.选择一适当位置安装TS27R,尽量避免装置在切屑或是切屑液容易覆盖的位置,建议装置在床台角落,增加床台使用空间,但须注意床台之行程极限以及避免干涉。
可自行增加底座将TS27R 加高,避免切屑及切削液影响量测。
2. 利用T型螺栓将底座固定在床台上:3安装保护蛇管: 将讯号线穿入保护管内后锁上固定环。
4. 将测头本体锁在底座上: 注意有一垫片需放至固定座上。
+5.连结断裂螺栓与holder:探针水平度调整方法:(1) 将千分表吸附在主轴上,并将探针水平度调校在3μ以内。
TS27R前后方L1和L2可调整,L3和L4可调整偏摆度。
若前方向(Front)过高,将L1螺栓放松L2螺栓旋紧,反之亦然。
若L3螺栓侧稍高,将L4螺栓放松L3螺栓旋紧,反之亦然。
圆柱形探针直径:12.7mm方形探针水平调整方法:(1) 将千分表吸附在主轴上,并将探针水平度调校在3μ以内(2)TS27R上方L3和L4微调螺栓可调整(side)偏摆度。
(3)TS27RL3螺丝下方R2与R3微调螺栓可调整(square)偏移度。
注:*若前方向(Front)过高,将 L1 螺栓放松 L2 螺栓旋紧,反之亦然。
*若 L3 螺栓侧稍高,将 L4 螺栓放松 L3 螺栓旋紧,反之亦然。
雷尼绍测头安全操作及保养规程
雷尼绍测头安全操作及保养规程简介雷尼绍测头是一种常用的测量工具,广泛应用于机械制造、电子制造等领域。
在使用过程中,为了保证使用人员的安全以及保养测头,有必要了解和掌握雷尼绍测头的安全操作及保养规程。
本文将从以下几个方面进行介绍:1.雷尼绍测头安全操作规程2.雷尼绍测头保养规程3.雷尼绍测头维修及更换部件流程雷尼绍测头安全操作规程1. 了解测头操作原理在操作测头之前,首先需要了解测头的测量原理以及使用方法。
在使用过程中,应按照测头的说明书,正确的连接、调整以及使用测头。
负责操作测头的人员必须具备相关技能和经验,以确保测量结果的准确性和稳定性。
2.正确连接测头在连接测头时,必须确保连接到正确的接口,避免接错线或接错位置。
在连接电缆时,应确保电缆插头与测头插座连接牢固,防止出现松动等情况。
3.使用绝缘手套在使用测头时,应穿戴绝缘手套等安全防护用品。
这样可以防止电击,并有利于提高操作人员的安全性能。
4.正常使用测头在使用测头时,应避免受到外界干扰,如电磁场干扰等。
避免使用测头使用在高功率电源附近或高频电源附近。
在使用测头过程中,注意其它同步传感器、电源线、信号线的布线和干扰的防护。
5.避免毁坏保护套雷尼绍测头的保护套是保护测头的一个很重要的组成部分,必须小心使用,避免损坏。
同时,要避免过度压弯或进行其它过度操作,避免造成保护套裂纹和变形等情况。
6.使用期满后要更换在使用一定的时间后,测头可能会发生过度老化或电器故障等情况。
为了避免影响测量结果,使用人员应自行或送回维修中心更换测头。
雷尼绍测头保养规程1. 测头外观清洁测头在使用过程中,会沾染灰尘、油污或其它物质,因此需要在使用结束后及时清洗外观。
使用干净的干净抹布或清水擦拭测头,避免使用化学剂之类的刺激性清洁剂。
2. 保持测头干燥雷尼绍测头是灵敏的电器元件,因此,在长时间停放时,应注意保护测头的电气性能。
保持测头的干燥对于保护测头的寿命和使用效能是很重要的。
雷尼绍探针
雷尼绍探针雷尼绍探针雷尼绍探针是一种用于探测宇宙空间中电磁辐射的仪器。
它由一个主探头和一系列附属设备组成,可以测量和记录各种不同波长的电磁辐射。
雷尼绍探针的研制和运行对于理解宇宙中的物理过程和天体演化具有重要意义。
雷尼绍探针的主探头是一个高灵敏度的电磁波接收器。
它可以接收到来自宇宙中不同天体的电磁辐射,包括射电波、红外线、可见光、紫外线、X射线和γ射线等。
这些电磁辐射是宇宙中各种物理过程的产物,通过研究它们的特性和分布可以揭示宇宙的起源、演化和结构。
为了更好地测量宇宙中的电磁辐射,并减少地球大气层对测量结果的影响,雷尼绍探针通常被放置在太空中。
它被发射到地球轨道上,离地球表面数百公里到数千公里的位置。
在这个高度,探针可以避免地球大气层的干扰,获得更精确和可靠的测量结果。
为了保证雷尼绍探针的正常运行和数据传输,它配备了一系列附属设备。
这些设备包括能源供应系统、通信系统、数据存储系统和星务系统等。
能源供应系统为探针提供所需的能量,通信系统负责与地面指挥中心进行数据传输,数据存储系统用于保存所有的测量数据,而星务系统则负责控制探针的姿态和轨道。
雷尼绍探针的研制和运行需要经过严格的计划和测试。
科学家和工程师们花费了很多时间和精力来设计和制造仪器,并保证其能够在太空中长时间稳定运行。
此外,地面的天文观测设备和数据处理系统也需要与探针进行配合,以确保获得准确的测量结果。
雷尼绍探针被广泛应用于天文学研究中。
通过测量和分析宇宙中不同波长的电磁辐射,科学家们可以揭示宇宙的演化和结构。
例如,通过测量射电波可以研究星系形成和活动的过程,通过测量红外线可以研究星际尘埃和星云的分布,通过测量X射线可以研究黑洞和星体的活动等。
雷尼绍探针的研制和运行为我们了解宇宙中的神秘领域提供了重要的工具和数据。
综上所述,雷尼绍探针是一种用于探测宇宙中电磁辐射的仪器。
它可以测量和记录各种不同波长的辐射,并通过分析这些数据来揭示宇宙的起源、演化和结构。
雷尼绍 (1)
J
K
#5
#6
U
V
#21
#22
#32
#33
* 不允许作为输入地址使用
系统变量
变量 #2001 to #2299 #10001 to #10512 #5061 #5062 #5063 #5201, #5202, #5203 to #5208 #5221, #5222, #5223 to #5228 #5241, #5242, #5243 to #5248 #5261, #5262, #5263 to #5268 #5281, #5282, #5283 to #5288 #5301, #5302, #5303 to #5308 #5321, #5322, #5323 to #5328 #5001, #5002, #5003 to #5008 描述 Tool offsets Tool offsets option Probe skip position X Y Z External work offset G54 work offset G55 work offset G56 work offset G57 work offset G58 work offset G59 work offset End block point
Green-Point Training
• • • • • 雷尼绍工件测头OMP40-2,OMI在FANUC机床上的安装 雷尼绍程序说明 雷尼绍测头校准 宏变量 宏程序分析说明
4/20/2016
Slide 1
OMP40-2和OMI
4/20/2016
Slide 2
硬件安装说明
一.工件测头与刀柄及探针的组装 1)将测头装入刀柄,拧紧刀柄上2固定螺丝 2)将电池及测针装在测头上 3)将测头装入主轴,用千分表打测针球中心(0.005) 具体通过调整刀柄上4个方向的螺丝来确定球中心 二.接受器OMI安装 1)装上支架 2)套上保护管 3)将接受器固定在机床某个位置,使接受器对 准主轴方向,确保其传输良好
雷尼绍探头编程资料讲解
#123
#104
#114
#124
#105
#115
#125
#106
#116
#126
#107
#117
#127
#108
#118
#128
#109
#119
#129
#130 #131 #132 #133 #134 #135 #136 #137 #138 #139
#140 #141 #142 #143 #144 #145 #146 #147 #148 #149
数值#1在04 每次测#11量4 后 #124
被覆盖
#105
#115
#125
#106
#116
#126
#107
#117
#127
#108
#118
#128
#109Байду номын сангаас
#119
#129
#130 #131 #132 #133 #134 #135 #136 #137 #138 #139
#140 #141 #142 #143 #144 #145 #146 #147 #148 #149
Store multi-stylus data
~
Load multi-stylus data
~
Switch probe ON
Switch probe OFF
~
Feature to feature cycle
~
SPC tool offset update
~
Angle measure in X or Y plane ~
#141 0
#132
#142 1.000
#133
雷尼绍无线电测头RMP60的使用
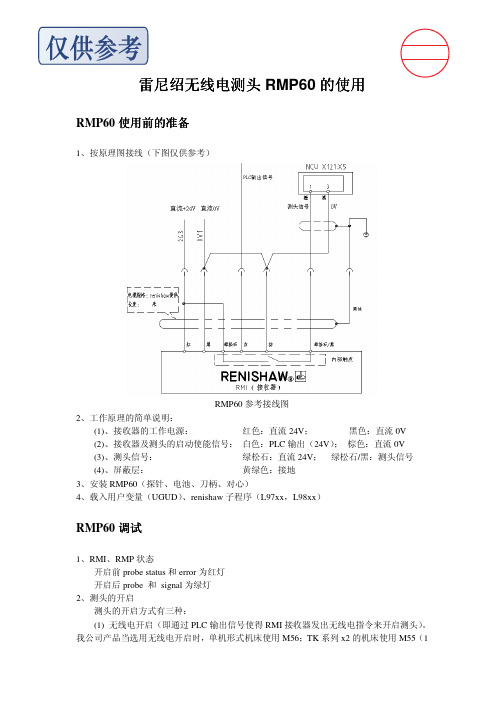
雷尼绍无线电测头RMP60的使用RMP60使用前的准备1、按原理图接线(下图仅供参考)RMP60参考接线图2、工作原理的简单说明:(1)、接收器的工作电源: 红色:直流24V ; 黑色:直流0V (2)、接收器及测头的启动使能信号: 白色:PLC 输出(24V ); 棕色:直流0V (3)、测头信号: 绿松石:直流24V ; 绿松石/黑:测头信号 (4)、屏蔽层: 黄绿色:接地 3、安装RMP60(探针、电池、刀柄、对心) 4、载入用户变量(UGUD )、renishaw 子程序(L97xx ,L98xx )RMP60调试1、RMI 、RMP 状态开启前probe status 和error 为红灯 开启后probe 和 signal 为绿灯 2、测头的开启测头的开启方式有三种:(1) 无线电开启(即通过PLC 输出信号使得RMI 接收器发出无线电指令来开启测头)。
我公司产品当选用无线电开启时,单机形式机床使用M56;TK 系列x2的机床使用M55(12008.12.10中捷机床有限公司技术部通道)M56(2通道)。
(2) 旋转开启(即将测头与刀柄连接后,装于主轴上,以要求的主轴转速开启测头)。
(3) 刀柄开关开启(即使用特殊刀柄,在刀柄上存在测头开启的开关,在测头装夹于主轴后,即可开启测头)。
如果对码不正确,则测头与接收器不能同步开启,并建立通讯。
对码过程参考第3步。
3、测头与接收器的对码步骤测头与接收器的对码步骤(1) RMI接收器断电(或者机床断电亦可)。
(2) 取出测头电池,按住测头探针,使其保持触发位置不动。
(3) 插入电池,按住测头探针不得松手,测头开始自检测,直至连续5次红色信号灯闪烁。
再松开探针。
(4) 在第一级菜单中,选择测头开启方式,以快速触发探针的方式进行开启方式的选择。
(5) 按压探针时间超过4秒,测头自动转入第二级菜单:测头关闭方式。
同样以快速触发探针的方式进行关闭方式的选择。
三坐标测头:雷尼绍MCP手动测头技术参数

三坐标测头:雷尼绍MCP手动旋转测头
三坐标测头是进行测量时最重要的部分之一,现在行业内使用最多的就是雷尼绍的三坐标测头。
MCP手动旋转测头是一款性价比高的手动测头,是英国Renishaw公司高精度电子触发测头,精度高,故障率低,寿命长。
以下是他的一些技术参数:
型号:HK-0100-0001 雷尼绍MCP手动测头
1、适应情况手动及机动型测量机
2、技术指标
长度:50mm
直径:30mm
安装:柄测杆
安装:螺纹M3
触发方向:5向(±X ±Y - Z)
各向重复精度:0.75 μm
测力:12g
最大预行程(X-Y):5 μm
最大超行程:±20(X-Y),5mm(Z)
寿命:大于100万次
3、具体配置:MCP测头体Φ2*20 红宝石直测针Φ3*20 红宝石直测针尖测针弯测针测针加长杆20mm 万向转头专用电缆
了解更多三坐标测头的技术参数请到:/ /。
雷尼绍测头使用经验总结

//优先级别:红、绿、蓝、黑1.测头刀长有补偿路径时需要将测头刀长设为基准刀长,且测头刀长不能虚设必须为其实际刀长。
由于测头不能在对刀仪上进行对刀,要想利用已知的刀具长度进行计算,只需要在同一个基准面上进行对刀,得到的Z向原点差值即为刀长之差。
1.在刀具设置中将“对刀基准与对刀仪原点间距”和“机外对刀刀长换算参数”清零;2.使用测头在工件表面对刀,记下机床坐标Z1;3.换刀,用一把加工刀具在工件表面同样位置对刀记下机床坐标Z2;4.对刀设为当前刀具刀长,并在刀具设置中记下刀长Z35.测头刀长=Z3-(Z2-Z1);一般测头比加工刀具长,所以算出的测头刀长的绝对值小于加工刀具刀长的绝对值。
在45系统T213版本的升级说明中给出了刀具参数的设置流程,有些同事只知其然,不知其所以然,其实只要理解了刀具长度的换算关系,不止一种方法可以得到测头刀长。
2.测头使用过程中常见的异常报警1)b08-c:12位扩展输入信号暂停。
可能是测头信号设置错误、接收器被遮挡、在移动过程中碰到障碍物或者电量不足。
测头电量不足时,马波斯测头信号灯黄橙闪烁,雷尼绍测头蓝绿或蓝色闪烁。
2)310-0:碰触过程中没有发现任何信号。
需要修正测量点位置或者增大探测距离,目前45系统中允许的最大探测距离为40mm。
3)313-100:碰触回退后信号未消除。
说明回退距离太小或者搜索速度过大,两者之间的数值关系应为:回退距离=搜索速度/2+0.05。
一般建议首次测量速度不小于0.4mm,45系统中默认的是两次触碰模式,即先以搜索速度碰触到工件后再回退一段距离,然后以准确测量速度进行探测,第二次触碰到的位置才会保存在测量结果中;使用单次触碰模式可以提高探测效率,但测量精度会下降,可在一些对测量精度要求不高的情况下使用。
4)311-0:测头信号异常。
需要确认当前测头状态是否正确。
5)路径类型与刀具类型不符。
探测路径使用的刀具必须与设备参数设置里接触式测头设置的占用刀位一致。
哈斯-雷尼绍测头探针系统使用指南20110214

哈斯、雷尼绍测头探针系统使用指南VQC雷尼绍测头模板使用HAAS/雷尼绍测头可以简化测头程序,并且可以定制,包括5部分:主轴探头1-9,主轴探头10-18,刀具偏置,测头校验,帮助。
这包括最近发放哈斯机床探针(由雷尼绍制造)设置模板。
因为没有人知道如何使用,很多测头使用率低,并且说明书非常复杂。
哈斯VQC探针系统包括一个主轴探头,工具设置探头,探头接收和Renishaw软件(约49k ,9000宏)。
它大大简化了编程和设置和使用的探针。
创建的程序调出所需的宏子程序。
样板被分成4个种类显示。
因为15个类别的限制,在VQC模板中这是一个单独的程序(O09910)。
程序文件“vqcpsmei.pgm”包括42个子程序。
附带的雷尼绍软件给有编程/探头的经验的人提供了完整的探测能力。
注:帮助是一个新的类别,显示在软件更改。
如果您已经加载规则的铣床VQC模板(VQC进入方法:MDI模式下按程序键两次,选择VQC),你可以按<F2>到程序清单。
然后,您可以选择探头模板(O09996)。
注:通常有一组数目的宏用来探针。
这些都是9000系列程序。
通过选择方案9996你会得到探针模板所示。
Here you can see the five categories of the Probe Templates.If we select the first category (by pressing WRITE/ENTER) we get these templates (next slide):在测头模板中可以看到5个分类。
如果我们选择第一类(按写入/回车),我们得到这些模板(下图):This shows the templates for the first category as they appear on the LCD Monitor. Theses are Work Offset templates.They include Probe Bore, X Plus Surface, X Minus Surface, Y Plus and Minus Surface, and Z Surface, Vise (or part) Corner, Center of Block.显示器显示第一类的模板。
雷尼绍测头培训PPT参考幻灯片

Slide 25
#130 #131 #132 #133 #134 #135 #136 #137 #138 #139
#140 #141 #142 #143 #144 #145 #146 #147 #148 #149
全局变量(三)
#100
#110
#120
#130
#140 0
#101
#111
#121
#131
Slide 31
O1000 G17 G40 G49 G69 G80 G90 G54 X0 Y0 G43 H21 Z20. G65 P9801 Z0 T21 G91 G28 Z0 G90 M30 注意:在这里T21的刀补中要有 一个预置的大概刀长
校正测针X/Y偏置
格式:G65 P9802 Dd 举例:G65 P9802 D50.005 Dd: 用于校正的环规直径
小结
对于初学者,以下变量范围,建议先不用: • #100-#199 • #500-#550
其他全局变量可按需要使用
测头使用必须要标定 • 初次使用时 • 更换测针后 • 使用一段时间后 • 标定后,挂刀方向要固定 • 标定时的进给与测量的进给保持一致
Slide 34
休 息 会?
Slide 35
每次只能指定X/Y/Z中的一个值 举例: G65 P9811 X-1. G65 P9811 Z-5. G65 P9811 Y1.
常用格式:G65 P9811 Xx或Yy或Zz Xx Yy Zz:目标位置在当前坐标系 下的坐标
Slide 41
单点测量程序-O9811
常用扩展格式: G65 P9811 Xx或Yy或Zz [Ss Tt]
Slide 27
#510 #511 #512 #513 #514 #515 #516 #517 #518 #519
雷尼绍使用手册
雷尼绍中文说明书 山善(上海)贸易有限公司技术部一. 雷尼绍测头的标定:测头标定是矫正测头球相对主轴中心线的偏差和测头的长度误差以及探针球的半径误差。
1在以下几种情况下需要标定测头: a 第一次使用测头时。
b 测头上安装了新的探针。
c 怀疑探针弯曲或测头发生碰撞时。
d 周期性地进行标定以补偿机床的机械变化误差。
e 如果测头柄的重新定位的重复性差。
2 将已知内孔经的Master (随测头一起标定用的标准块)置于工作台且靠近主轴的一边。
a. 如图一所示用千分表将Master 沿着X 方向拉平后水平的固定在台 面上;b. 用千分表找正Master标位置(将其置于G54X- Y-中); c.在主轴上安装验棒(Testbar),移动 Z 轴并用块规测量master 的位置如图二所示 d.使w 轴在原点位置,譬如 Testbar 长度=350.311mm块规长度=30.00mm此时Z轴机械坐标为-1148.291mm (图一)(图二) e.设定标定时用的工件坐标系Z=-1148.291+(-30.0)+(-350.311)=-1528.602mm(将其置于G54Z--)f.执行T1M06(因为预先设定T01为测头专用);g.将测头安装到主轴上,擦干净测球并用千分表测量测球的跳动,如果跳动大需要重新调整(测头柄上四个方向均有调整螺丝);h.测头每次安装到主轴孔内时必须一致即不能旋转180度再安装,为了避免误差;3.完整标定测头需要O9801、O9802及其O9803或者O9804程序 标定程序依次说明:1.(O9801)测头长度的标定:格式如下:G65P9801Zz Tt;例题:在G54工件坐标系中设置X、Y、Z的值;O0001G90G80G40G0G54X0Y0G43H01Z100. (因测头通常设定为T01,激活1号补正,定位到100mm处) G65P9832 (旋转开启测头包含主轴定位)G65P9810Z10.F3000(保护定位移动)G65P9801Z0T1 (Z向标定,T1表示刀补号码)G65P9810Z100 (保护定位移动到Z100.0处)G65P9833 (旋转关闭测头)G28Z100. (参考点返回)H00 (取消刀补)M302(O9802)标定探针的X、Y方向偏心:格式:G65P9802Dd Zz上述D是表示标准块的内径值,当使用凸台标定时要使用Zz,省略时表示用孔来标定。
雷尼绍测头袖珍指南说明书
CNC 工具機測頭袖珍指南解決方案提升工件品質和精確度,提高 加工中心機的效率CNC 工具機測頭解決方案...袖珍指南內容本袖珍指南完整地介紹了 Renishaw 公司為 CNC 工具機而設計的主要產品,協助您加瞭解測頭量測可以為您帶來的營運效益。
“使用 Renishaw 公司提供的創新解決方案,可以縮短最多達90%的 設定時間”為什麼要使用測頭? 1使用 Renishaw 測頭量測系統的預期效益 3工件設定工件檢測刀具設定和破損刀具檢測功能強大的 PC-based 工件量測軟體支援巨集程式之測頭量測軟體產品/應用指南 5為什麼要使用測頭?時間就是金錢。
與其花時間人工手動設定工件位置和檢驗成品尺寸,不如將時間花在加工工作上。
Renishaw 測頭量測系統,可消除因手動設定及檢驗所造成的代價高昂的機器停機和工件報廢。
機器只有在持續生產良好品質的工件下,才是在創造利潤。
你有因停機而無法獲利的問題嗎?為什麼你大部分的機器會閒置達數小時?道理很簡單。
因為許多公司仍然使用人工手動方式來設定刀具和工件,並且使用機外檢驗的方式來進行加工成品尺寸之檢驗 — 兩者都是造成寶貴設備閒置的重要因素。
減少停機時間和廢品 — 增加機器加工時間和工件精度手動刀具設定、工件設定和檢測既耗時,又容易產生人為疏失。
直接在線上進行測頭量測,便不需要再使用外部的刀具設定儀、昂貴的夾治具和以槓桿千分錶進行手動設定。
線上測頭量測既快速且可靠,並且可以自動補正機械座標偏移量。
測頭量測軟體會自動對刀具長度和直徑、工件位置以及尺寸誤差進行補償。
Renishaw公司配備功能強大的套裝軟體,使用容易編輯的巨集程式進行刀具設定、工件設定和工件量測。
這些測頭量測循環程式,係依據工業標準格式編輯而成,可簡單地整合到加工程式中,並可使用標準機器程式代碼來呼叫使用。
Renishaw 公司的測頭普遍為世界各地的公司所採用,作為提升生產效率和改善工件品質的方法。
雷尼绍 H-5514-8204-01-A OTS光学对刀测头 规格手册

弱保护组件
A-5003-5171
测针保护组件包括:弱保护杆 (x1)、柔性连接片 (x1)、支撑杆 (x1)、 M4螺钉 (x2)、M4锁紧螺钉 (x3)、六方扳手:2.0 mm (x 1)、3.0 mm (x 1) 和扳手5.0 mm (x 1)。
测针架组件
A-2008-0389
测针架组件包括测针架和螺钉。
½ AA电池
P-BT03-0007
两节装½ AA锂亚硫酰氯 (LTC) 电池。
AA电池
P-BT03-0005
1节AA碱性电池(需要两节)。
AA电池
P-BT03-0008
½ AA锂亚硫酰氯 (LTC) 电池 -(两节装)。
电池盖
A-5401-0301
OTS电池盖组件。
密封条
A-4038-0301
电池座密封条。
光学传输开启模式
OTS的出厂设置为测头2(主轴测头的出厂设置为测头1)。
接口兼容性
OMI-2T/OMI-H 测头1和测头2开启。 允许一台机床上配两个测头。
OMI-2
测头1开启。 允许一台机床上配一个测头。 使用OMI-2时,将OTS配置为测头1开启。
在调制模式下OTS可与OMI-2T/OMI-2H/OMI-2兼容,具有很强 的抗光干扰能力。
如果对面的锥形光束总是重叠,而且发射器和接收器在其他的 视场(瞄准线),OTS和OMI-2T/OMI-2H/OMI-2可能会偏离光 学中心线。
机床上的自然反射面可能扩大信号传输范围。
注:单个OTS(配置为测头1)可配用 OMI-2(配置为使用水平开启输入)
45°
30°
15°
60°
75° 5 4 3 2 1
OTS (½ AA电池)
雷尼绍工件测头应用-网络版
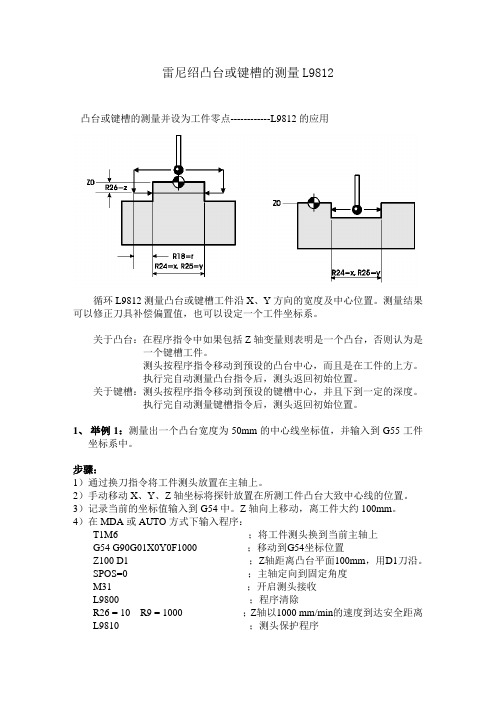
雷尼绍凸台或键槽的测量L9812凸台或键槽的测量并设为工件零点------------L9812的应用循环L9812测量凸台或键槽工件沿X、Y方向的宽度及中心位置。
测量结果可以修正刀具补偿偏置值,也可以设定一个工件坐标系。
关于凸台:在程序指令中如果包括Z轴变量则表明是一个凸台,否则认为是一个键槽工件。
测头按程序指令移动到预设的凸台中心,而且是在工件的上方。
执行完自动测量凸台指令后,测头返回初始位置。
关于键槽:测头按程序指令移动到预设的键槽中心,并且下到一定的深度。
执行完自动测量键槽指令后,测头返回初始位置。
1、举例1:测量出一个凸台宽度为50mm的中心线坐标值,并输入到G55工件坐标系中。
步骤:1)通过换刀指令将工件测头放置在主轴上。
2)手动移动X、Y、Z轴坐标将探针放置在所测工件凸台大致中心线的位置。
3)记录当前的坐标值输入到G54中。
Z轴向上移动,离工件大约100mm。
4)在MDA或AUTO方式下输入程序:T1M6 ;将工件测头换到当前主轴上G54 G90G01X0Y0F1000 ;移动到G54坐标位置Z100 D1 ;Z轴距离凸台平面100mm,用D1刀沿。
SPOS=0 ;主轴定向到固定角度M31 ;开启测头接收L9800 ;程序清除R26 = 10 R9 = 1000 ;Z轴以1000 mm/min的速度到达安全距离L9810 ;测头保护程序R24 = 50 R26 = -10 R19 = 2 ;X轴移到凸台的外端,Z轴下深10mm,值将记录到G55中。
L9812 ;自动执行测量。
R26 = 100 ;Z轴测量完毕升到100mm处。
L9810 ;测头保护程序M32 ;关闭测头M30 ;程序结束5)步骤执行图解:。
《雷尼绍测头培训》课件

测头的阻抗和传感输出
测头的阻抗和传感输出直 接影响到测量数据的准确 性和稳定性。了解这些特 点可以优化测头的使用效 果。
测头使用方法
1
连接设备和测头
将测头连接到相应的仪器设备并检查连接工作是否正确。
2
设置测头参数
根据需要进行参数设置,例如对灵敏度、灵活度等进行调整。
3
测量数据的获取和处理
根据实际需求选择相应的方法进行数据获取和处理,如数据分析、异常检测等。
测头的维护和保养
测头的清洁和保养
测头的清洁和保养是确保其 正常工作的必要条件,同时 还要注意防潮、防尘、防腐 等问题。
如何存储和保护测头
存储空间要安排妥当,杜绝 测头的震动、摔打、日晒等 可能造成损坏的行为。
常见问题和解决方法
如果出现故障或测量结果不 准确时,可以通过查询说明 书或向技术支持咨询解决方 法。
《雷尼绍测头培训》PPT 课件
本次课程将详细介绍雷尼绍测头的种类、特点及使用方法。欢迎大家参加。
雷尼绍测头简介
1 什么是雷尼绍测头?
雷尼绍测头是一种用于测量物理量的设备,可将物理量转换为电信号进行检测。
2 雷尼绍测头的应用领域
是温度、压力、位移、流量等各种物理量的检测,被广泛应用于电力、化工、石油、医 药等行业。
结论
雷尼绍测头的优点和适用范围
优点包括精度高、灵敏度高、可靠性好;适用范围广泛,是现代工业生产不可或缺的关键元 件。
测头的选型和使用建议
正确选型和合理使用测头可以最大化发挥其优势,提高测量精度和稳定性。
3 雷尼绍测头的优势和不足
优势包括敏感度高、精度高、可重复性好等;不足包括易受干扰、测量范围有限等。
测头的种类和特点
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
a že vyhovuje požadavkům následujících směrnic (v platném znění):
1999/5/EC
- R&TTE Koncová telekomunikační zařízení a rádiová zařízení
Výše uvedené informace jsou shrnutím plného znění Prohlášení ES o shodě. Kopii lze získat na požádání u společnosti Renishaw.
apply innovation je ochranná známka společnosti Renishaw plc.
Všechny názvy značek a produktů použité v tomto dokumentu jsou obchodními názvy, identifikačními značkami, ochrannými známkami nebo registrovanými ochrannými známkami příslušných vlastníků.
Japonsko: Jihoafrická republika:
004NYCA0405 TA-2007/517
Austrálie Čína Izrael Nový Zéland Rusko Švýcarsko Indie Thajsko, Korea Turecko Indonésie Malajsie Mexiko V zemích uvedených níže se vyžaduje další štítek. Tento štítek musí být umístěn na boční straně RMI, nikoli přes přední kryt.
SPOLEČNOST RENISHAW VYNALOŽILA ZNAČNÉ ÚSILÍ K ZAJIŠTÉNÍ SPRÁVNOSTI OBSAHU TOHOTO DOKUMENTU K DATU VYDÁNÍ. NEPOSKYTUJE VŠAK ŽÁDNÉ ZÁRUKY TÝKAJÍCÍ SE OBSAHU. SPOLEČNOST RENISHAW VYLUČUJE ODPOVĚDNOST, JAKKOLI VZNIKLOU, ZA JAKÉKOLI NEPŘESNOSTI V TOMTO DOKUMENTU.
Ze zveřejnění materiálu v tomto dokumentu nevyplývá osvobození od patentových práv společnosti Renishaw plc.
Zřeknutí se záruk
Ochranné známky
Název RENISHAW® a emblém sondy použitý v logu Renishaw jsou registrovanými ochrannými známkami společnosti Renishaw plc ve Spojeném království a v jiných zemích.
Brazílie:
Tchaj-wan: CCAC07LP0090T9
4
Instalační a uživatelská příručka
Instalační a uživatelská příručka
Záruka Zařízení vyžadující záruční opravu musí být předáno dodavateli. Nároky na záruční opravy nebudou uznány v případech, kdy bylo zařízení společnosti Renishaw používáno nesprávným způsobem nebo se u něj neoprávněné osoby pokusily o opravy či úpravy.
Obsah
1
Obsah
Prohlášení ES o shodě..................................... 2
Schválení rádiového zařízení............................ 3 Instalační a uživatelská příručka....................... 4 RMI.................................................................... 5 Montážní držák.................................................. 6 Vizuální diagnostika jednotky RMI.................... 7 Výstupy jednotky RMI....................................... 9 Časový průběh výstupních signálů jednotky RMI....................................... 12 Přepínače SW1, SW2 a vstup start ............... 14 Schéma zapojení............................................ 16 Spárování RMP/RMI....................................... 17
2
Úvodní informace
PROHLÁŠENÍ ES O SHODĚ
Společnost Renishaw plc prohlašuje, že produkt:-
Název:
RMI
Popis:
Komunikační modul radiové sondy
byl vyroben v souladu s následující normou:
Schválení rádiového zařízení
3
Výpis z předpisů taiwanského rozhlasu
Schválení rádiového zařízení
Evropa: USA: Kanada:
CE 0536! FCC ID KQGRMIV2 IIC: 3928A-RMIV2
EN 300 328-2
Elektromagnetická kompatibilita a rádiové spektrum (ERM); širokopásmové přenosové systémy; zařízení pro
V1.2.1
přenos dat pracující v pásmu ISM 2,4 GHz a používající techniky modulace rozprostřeným spektrem;
Péče o zařízení RMI Udržujte součásti systému v čistotě a s interface RMI zacházejte opatrně.
Na čelní kryt jednotky RMI nepřipevňujte žádné kovové štítky.
Instalační a uživatelská příručka H-2000-5220-06-A
RMI-komunikační modul radiové sondy
© 2003 - 2009 Renishaw plc. Všechna práva vyhrazena
Tento dokument ani žádná jeho část nesmí být bez předchozího písemného svolení společnosti Renishaw žádným způsobem kopírována, reprodukována ani převáděna na jiné médium či překládána do jiného jazyka.
Část 2: Harmonizovaná norma EN pokrývající základní požadavky článku 3.2 směrnice R&TTE (pro koncová
telekomunikační zařízení a rádiová zařízení).
EN 301 489-17 V1.2.1
Objednací číslo Renishaw: H-2000-5220-06-A Vydáno: 01.09
Poznámka o patentech Funkce produktů a dalšího zařízení popisovaného v této příručce podléhají následujícím patentům nebo
patentovým přihláškám:
CNw 2007/028964 EP 0652413 EP 1931936 INw 2007/028694 JP 2,994,401 JPw 2007/028964 TW 200720626 USw 2007/028964 US 5,279,042
CNw CN1732488A EP 1576560 IN 2004/057552 INw 215787 JPw 2006-511860 JP 3,126,797 USw 2006/0215614A1 US 5,150,529
Vzdálený externí zvukový výstup.................... 19 Kabel jednotky RMI ....................................... 20 Utěsnění kabelu jednotky RMI ....................... 21 Montáž ochranné hadice................................. 21 Kryt jednotky RMI............................................ 22 Úprava kabelu z bočního na zadní vyvedení................................................ 24 Hodnoty utahovacích momentů....................... 25 Hledání chyb................................................... 26 Seznam součástí............................................. 28