模具标准件数据手册
各种模具设计标准数据查询
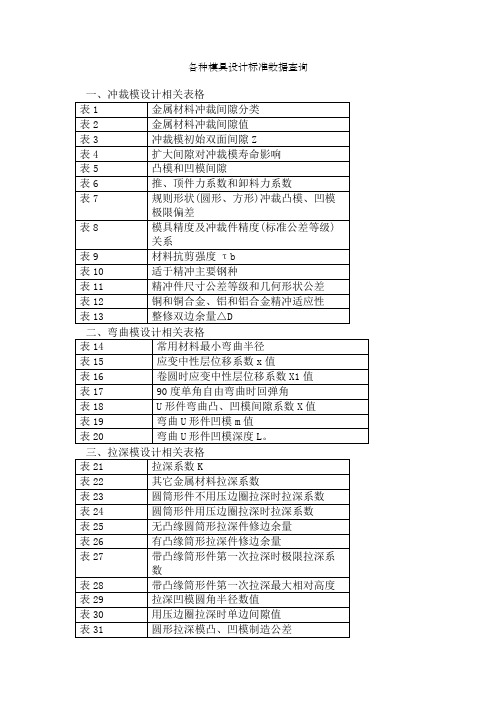
各种模具设计标准数据查询
表1 金属材料冲裁间隙分类
表2 金属材料冲裁间隙值
表3 冲裁模初始双面间隙Z
表4 扩大间隙对冲裁模寿命影响
表5 凸模和凹模间隙
表6 推、顶件力系数和卸料力系数
表7 规则形状(圆形、方形)冲裁凸模、凹模极限偏差
表8 模具精度及冲裁件精度(标准公差等级)关系
表9 材料抗剪强度τb
表10 适于精冲主要钢种
表11 精冲件尺寸公差等级和几何形状公差
表12 铜和铜合金、铝和铝合金精冲适应性
表13 整修双边余量△D
表14 常用材料最小弯曲半径
表15 应变中性层位移系数x值
表16 卷圆时应变中性层位移系数X1值
表17 90度单角自由弯曲时回弹角
表18 U形件弯曲凸、凹模间隙系数X值
表19 弯曲U形件凹模m值
表20 弯曲U形件凹模深度L。
表21 拉深系数K
表22 其它金属材料拉深系数
表23 圆筒形件不用压边圈拉深时拉深系数
表24 圆筒形件用压边圈拉深时拉深系数
表25 无凸缘圆筒形拉深件修边余量
表26 有凸缘筒形拉深件修边余量
表27 带凸缘筒形件第一次拉深时极限拉深系数
表28 带凸缘筒形件第一次拉深最大相对高度
表29 拉深凹模圆角半径数值
表30 用压边圈拉深时单边间隙值
表31 圆形拉深模凸、凹模制造公差
表32 低碳钢极限圆孔翻边系数K1
表33 其它金属材料极限翻边系数K1
表34 外缘翻边允许极限变形程度
表35 平均缩口系数Ksp
表36 材料厚度及缩口系数关系
表37 极限胀形系数和切向许用伸长率。
模具标准手册模具部标准化规范
注塑模具标准手册版本编号: 2006-V1.1编辑: 编辑日期:送呈:审核: 批准: 批准日期:目录检索一、总则 (5)二、文件控制规范2.1设计文件控制规范 (6)2.2编程文件控制规范 (7)2.3E D M、线切割文件控制规范 (9)三、设计基础相关参数3.1常见塑料原料性质一览表 (10)3.3常见模具钢料性质一览表 (20)3.6桑菲模具零件标准中英文命名 (24)四、详细的设计规范4.1模胚组件设计规范4.1.1模胚材料及整体规范 (37)4.1.2拉模扣及水口勾针设计规范 (38)4.1.3拉圾钉及哥林柱设计规范 (39)4.1.4水口拉杆与山打螺丝配合设计规范 (40)4.1.5边司(导边)长度规范 (41)4.2 模肉及镶件设计规范4.2.1模肉基准角及加工基准设计规范 (43)4.2.2模肉方位及定位设计规范 (44)4.2.3P L面设计规范 (45)4.2.4镶件设计规范 (48)4.2.5模肉及镶件字麦规范 (50)4.2.6排气系统设计规范 (51)4.3 行位及斜顶设计规范4.3.1行位设计要点 (53)4.3.2行位导滑结构设计规范 (55)4.3.3硬片设计规范 (56)4.3.4行位镶件设计规范 (57)4.3.5行位压条及油槽设计规范设计规范 (58)4.3.6斜顶结构设计规范 (59)4.3.7斜顶滑块及斜顶设计规范 (60)4.4浇注系统设计规范4.4.1法兰设计规范 (61)4.4.2唧嘴设计规范 (62)4.4.3小水口唧嘴设计规范 (63)4.4.4浇注系统设计规范 (64)4.4.5主流道设计规范 (65)4.4.6入水点设计规范 (66)4.5顶出系统设计规范4.5.1顶出系统注意事项 (68)4.5.2顶针避空及顶针托止转 (69)4.5.3顶针位置排布 (70)4.5.4水口勾针设计 (72)4.5.5司筒针设计规范 (73)4.5.5先复位结构设计 (74)4.6冷却系统设计规范 (75)五、加工中心控制规范5.1电极设计作业规范 (76)5.2C N C编程作业规范 (78)5.3C N C操作标准规范 (79)5.4C N C加工组现场工件管理 (80)5.5铜公开料标准规范 (81)5.6C N C刀具管理规范 (82)5.7C N C工装夹具标准化 (84)六、线割、电火花加工作业规范6.1慢走丝机操作规范<A Q360L> (85)6.2慢走丝机操作规范<D K7632> (87)6.3火花机操作规范<E A8、M P-50、X-300> (89)6.4火花机操作规范<A Q360L> (90)6.5火花机加工参数标准化 (92)6.6火花机留纹加工标准 (94)6.7火花机加工方法规范 (95)6.8线割加工参数标准化<沙迪克> (97)6.9线割加工参数标准化<苏三光> (98)6.10线切割加工方法规范 (99)6.11打孔机操作规范 (101)6.12快走丝机操作规范 (103)七、组立加工作业规范7.1机床操作规范标准7.1.1铣床操作规范标准 (105)7.1.2车床操作规范标准 (106)7.1.3磨床操作规范标准 (107)7.1.4手摇平面磨床操作规范标准 (108)7.1.5锯床操作规范标准 (109)7.2 机床保养规范7.1.1铣床保养规范标准 (110)7.1.2车床保养规范标准 (111)7.1.3磨床保养规范标准 (112)7.1.4锯床保养规范标准 (113)7.3F i t模操作规范 (114)7.4省模作业规范及标准 (115)7.5模具保养管理规范 (116)7.6模具组立管理规范 (117)7.7模具零件管理规范 (118)7.8工/量具使用管理规范 (119)7.9 安全操作、安全生产规范7.9.1车床安全规范 (120)7.9.2模床安全规范及保养 (121)7.9.3天车使用安全规范 (122)七、检测相关附录表格8.1 产品评审检查报告8.2 模图初稿评审报告8.3 EDM加工检查报告8.48.5导引:<<模具标准手册>>是桑达百利电器有限公司在长期的模具制造实践中, 积累起来的经验与技术的结晶. 并且随着公司的发展而不断完善此规范, 以此来保持和不断提高公司的模具设计水平.<<模具标准手册>>分为两部份主要内容: 一部份是设计制造规范; 一部份是检查规范附录表. 设计规范是桑菲模塑中心模具设计科在进行模具设计时所参照的主要依据及基本要求; 检查规范附录表是进行模具设计检讨, 以及在模具制造过程中针对关键步骤进行检查的依据.<<模具设计标准图册>>是根据我司的严格按照标准化设计模具部件产生的附录文件,它对于我司在模具零件上的可换性以及零件的批量生产、提高工作速度减短模具周期起到决定性的作用。
五金模具标准件

五金模具标准件目录 (2)1、内导柱、导套 (3)2、外导柱、导套 (4)3、内六角螺丝 (8)4、固定销 (10)5、弹簧 (11)6、等高套筒 (14)7、顶料销 (15)8、止符螺丝 (18)9、两用销 (19)10、导正销 (21)11、圆冲子 (23)12、优力胶 (25)13、检测销 (25)第一节:内导柱、导套一、主要功能:内导柱主要用于模板间和上、下模间的导正。
内导套主要与内导柱相配合导正作用。
二、相关代号、规格及参数:1、代号:内导柱为“GP”,如GP20-80=>4 表示内导柱直径为∮20mm,长度为80mm,共4支。
内导套为肩型“GA”和直杆型“GB”,如GA20-25=>4 表示内导套内径为∮20mm,长度为25mm,共4支。
2、规格及参数:(见下图)三、选用原则:1、通常以直径较大的来优先设计,最主要还是根据模具的大小来选择直径的大小。
2、冲孔(或连续)模上模内导柱长度选取原则:一般情况下,开模时内导柱伸出打板面15~20MM,例图(a);当下模定位块(或导料块)等伸出模板面很高时,导柱伸出打板面的长度L=定位块(或导料块)伸出模板面的长度H+(5-7)MM(保证模具闭模过程中,内导柱先导正,定位块后进入打板)例图(b)(图a) (图b)四、排配原则:1、导柱一般排在模板的四个角落上,其孔边距板边最小处不低于12mm。
2、如果选用两柱,可排在斜对角,也可根据实际情况排。
3、在排配过程中要注意防呆,其防呆一般采用以左下角一孔向料带的平行方向偏移10MM以上来防呆。
4、内导套一般适用于精密模具上,产品形状或位置要求准确的情况下使用。
第二节:外导柱、导套一、主要功能:外导柱的功能主要是用于上、下模的导正,保证上、下模的相对位置。
外导套主要与外导柱相配合导正作用。
二、相关代号、规格及参数:1、代号:无附钢珠的外导柱、导套为“SGP组件”,如:SGP组件32-120=>4 表示外导柱直径为∮32mm,长度为120mm,无附钢珠的外导柱、导套共4支。
模具标准件数据手册

...
注:高等级合金钢,热处理至HRC 38-45,供货规格最长12英寸,肩格高度等于外径尺寸。
7 寸以上尽量以 1 In为间隔订购,以减少库存;其余1/2 in 为订购单位。
Outside Diameter
Pipe Size
of Pipe
1/16-27 1/8-27 1/4-18 3/8-18 1/2-14 3/4-14
61.12
83.34
U-6604
73.82
96.04
B-6600
23.02
45.24
B-6601
35.72
57.94
B-6602
48.42
70.64
B-6603
61.12
83.34
B-6604
73.82
96.04
B系列
B-6605
25.4
86.52
108.74
5.56
B-6606
99.22
121.44
G=5/8(15.88mm)
DME 订货 规格
PRO 订货 规格
7510 7511 7512 7513 7514 7515 7516 7517 7518
RP62L4.06 RP62L4.56 RP62L5.06 RP62L5.56 RP62L6.06 RP62L5.56 RP62L7.06 RP62L7.56 RP62L8.06
SPRB9-734 SPRB9-934 SPRB9-134
SPRB10-734 SPRB10-934
Non
SPRB11-734 SPRB11-934 SPRB11-134
L
45.24 57.94 70.64 83.34 96.04
模具标准件数据手册
模具标准件数据手册第一篇范文:模具标准件申购表的填写规范制表:刘东林2004-5-29审核:批准:制表:刘东林2004-5-29审核:批准:第二篇范文:标准件手册标准件速查手册(第一版)紧固件的常用规格目录一螺纹紧固件综合1.GB/T2-2001紧固件外螺纹零件未端------------------------------------12.GB/T152.2-1988紧固件沉头用沉孔-----------------------------------23.GB/T152.3-1988紧固件圆柱头用沉孔--------------------------------4.GB/T152.4-1988紧固件六角头螺栓和六角螺母用沉孔-----------5.GB/T5277-1985紧固件螺栓和螺钉通孔---------------------------二螺栓6.GB/T8-1988方头螺栓C级--------------------------------------7.GB/T37-1988T形槽用螺栓----------------------------------------------8.GB/T799-1988地脚螺栓--------------------------------------------------9.GB/T5780-2000六角头螺栓C级------------------10.GB/T5781-2000六角头螺栓全螺纹C级--------11.GB/T5782-2000六角头螺栓-----------------------------------------------12.GB/T5783-2000六角头螺栓全螺纹-------------------------------三螺柱13.GB/T897-1988双头螺柱bm1d------------------14.GB/T898-1988双头螺柱bm1.25d----------------------------------------15.GB/T899-1988双头螺柱bm15d------------------------------------------16.GB/T900-1988双头螺柱bm2d-------------------------------------------17.GB/T901-1988等长双头螺柱正B级----------------------------------18.GB/T9953-1988等长双头螺柱C级----------------------------------------四螺母19.GB/T41-2000六角螺母C级---------------------------------------------20.GB/T56-1988六角厚螺母-----------------------------------------------21.GB/T810-1988小圆螺母-------------------------------------------------22.GB/T812-1988圆螺母---------------------------------------------------23.GB/T6170-2000Ⅰ型六角螺母---------------------------------------------24.GB/T6172.1-2000六角薄螺母---------------------------------------25.JB/T7382-1994吊环螺母-------------------------------------------------五螺钉1标准件速查手册26.GB/T70.1-2000内六角圆柱头螺钉-----------------------------------------27.GB/T71-1985开槽锥端紧定螺钉-----------------------------------------28.GB/T72-1985开槽锥端定位螺钉-----------------------------------------29.GB/T73-1988开槽平端紧定螺钉-----------------------------------------30.GB/T74-1985开槽凹端紧定螺钉-----------------------------------------31.GB/T75-1985开槽长圆柱端紧定螺钉-----------------------------------32.GB/T77-1985内六角平端紧定螺钉---------------------------------------33.GB/T78-2000内六角锥端紧定螺钉---------------------------------------34.GB/T79-2000内六角圆柱端紧定螺钉------------------------------------35.GB/T80-2000内六角凹端紧定螺钉--------------------------36.GB/T825-1988吊环螺钉-------------------------------------------------六组合件连接副37.GB/T9074.1-2002螺栓或螺钉和平垫圈组合件---------------------38.GB/T9074.15-1988六角头螺栓和平垫圈组合件----------------------39.GB/T9074.17-1988六角头螺栓和弹簧垫圈及平垫圈组合件----40.GB/T9074.26-1988组合件用弹簧垫圈-----------------------------41.GB/T9074.27-1988组合件用外锯齿锁紧垫圈----------------------七木螺钉及自攻螺钉(略)八销42.GB/T91-2000开口销---------------------------------------------43.GB/T117-2000圆锥销----------------------------------------44.GB/T119.1-2000圆柱销不淬硬钢和奥氏体不锈钢-----------------45.GB/T119.2-2000圆柱销淬硬钢和马氏体不锈钢-----------------46.GB/T120.1-2000内螺纹圆柱销不淬硬钢和奥氏体不锈钢----------47.GB/T120.2-2000内螺纹圆柱销淬硬钢和马氏体不锈钢----------48.GB/T879.1-2000弹性圆柱销直槽重型-------------------------49.GB/T879.2-2000弹性圆柱销直槽轻型--------------------------50.GB/T879.3-2000弹性圆柱销卷制重型-------------------------2标准件速查手册51.GB/T879.4-2000弹性圆柱销卷制标准型-----------52.GB/T879.5-2000弹性圆柱销卷制轻型-------------------------------53.GB/T881-2000螺尾锥销---------------------------------------------------九铆钉54.GB/T827-1986标牌用铆钉-------------------------------------------------十垫圈及档圈55.GB/T93-1987标准型弹簧垫圈---------------------------------------------56.GB/T95-2002平垫圈C级-------------------------------------------------57.GB/T97.1-2002平垫圈A级-------------------------------------------------58.GB/T97.4-2002平垫圈用于螺钉和垫圈组合----------------------59.GB/T848-2002小垫圈A级-------------------------------------------------60.GB/T856-1988外舌止动垫圈-----------------------------------------------61.GB/T857-1988圆螺母用止动垫圈---------------------------------62.GB/T886-1986轴肩挡圈---------------------------------------------------63.GB/T893.1-1986孔用弹性挡圈A型---------------------------------64.GB/T893.2-1986孔用弹性挡圈B型-------------------------------65.GB/T894.1-1986轴用弹性挡圈A型-----------------------------------66.GB/T894.2-1986轴用弹性挡圈B型--------------------------------67.GB/T895.1-1986孔用钢丝挡圈-----------------------------------68.GB/T895.2-1986轴用钢丝挡圈---------------------------------------69.GB/T921-1986钢丝锁圈---------------------------------------------------十一焊钉3标准件速查手册一螺纹紧固件综合1.GB/T2-2001紧固件外螺纹零件未端(返回文档顶端)1标准件速查手册5.56.69.011.013.517.522.0------4.GB/T152.4-1988紧固件六角头螺栓和六角螺母用沉孔d2d3td1螺纹规格M5M6M8M10M12M16M20M24M27--d2H13111318222633404853--d3--------1620242833--d1(H13)5.56.691113.517.5222630--螺纹规格M30M36M39M42M45M48M52M56M60M64d2H13617176828998107112118125d336 424548515660687276d1(H13)33394245485256626670(返回文档顶端)-2-标准件速查手册5.GB/T5277-1985紧固件螺栓和螺钉通孔(一般选用中等装配精度)螺纹规格M5M6M8M10M12M16M20M24M27M30精装配精5.36.48.410.5131721252831第三篇范文:五金模具标准件五金模具标准件目录 (2)1、内导柱、导套 (3)2、外导柱、导套 (4)3、内六角螺丝 (8)4、固定销 (10)5、弹簧 (11)6、等高套筒 (14)7、顶料销 (15)8、止符螺丝 (18)9、两用销 (19)10、导正销 (21)11、圆冲子 (23)12、优力胶 (25)13、检测销 (25)第一节:内导柱、导套一、主要功能:内导柱主要用于模板间和上、下模间的导正。
模具实用标准手册簿---模具部实用标准化要求规范

注塑模具标准手册版本编号: 2006-V1.1编辑: 编辑日期:送呈:审核: 批准: 批准日期:目录检索一、总则 (5)二、文件控制规范2.1 设计文件控制规范 (6)2.2 编程文件控制规范 (7)2.3 EDM、线切割文件控制规范 (9)三、设计基础相关参数3.1 常见塑料原料性质一览表 (10)3.3 常见模具钢料性质一览表 (20)3.6 桑菲模具零件标准中英文命名 (24)四、详细的设计规范4.1模胚组件设计规范4.1.1 模胚材料及整体规范 (37)4.1.2 拉模扣及水口勾针设计规范 (38)4.1.3 拉圾钉及哥林柱设计规范 (39)4.1.4 水口拉杆与山打螺丝配合设计规范 (40)4.1.5 边司(导边)长度规范 (41)4.2 模肉及镶件设计规范4.2.1模肉基准角及加工基准设计规范 (43)4.2.2模肉方位及定位设计规范 (44)4.2.3 PL面设计规范 (45)4.2.4 镶件设计规范 (48)4.2.5 模肉及镶件字麦规范 (50)4.2.6 排气系统设计规范 (51)4.3行位及斜顶设计规范4.3.1 行位设计要点 (53)4.3.2 行位导滑结构设计规范 (55)4.3.3硬片设计规范 (56)4.3.4 行位镶件设计规范 (57)4.3.5 行位压条及油槽设计规范设计规范 (58)4.3.6斜顶结构设计规范 (59)4.3.7斜顶滑块及斜顶设计规范 (60)4.4浇注系统设计规范4.4.1 法兰设计规范 (61)4.4.2 唧嘴设计规范 (62)4.4.3 小水口唧嘴设计规范 (63)4.4.4 浇注系统设计规范 (64)4.4.5 主流道设计规范 (65)4.4.6 入水点设计规范 (66)4.5顶出系统设计规范4.5.1 顶出系统注意事项 (68)4.5.2 顶针避空及顶针托止转 (69)4.5.3 顶针位置排布 (70)4.5.4 水口勾针设计 (72)4.5.5司筒针设计规范 (73)4.5.5先复位结构设计 (74)4.6 冷却系统设计规范 (75)五、加工中心控制规范5.1 电极设计作业规范 (76)5.2 CNC编程作业规范 (78)5.3 CNC操作标准规范 (79)5.4 CNC加工组现场工件管理 (80)5.5 铜公开料标准规范 (81)5.6 CNC刀具管理规范 (82)5.7 CNC工装夹具标准化 (84)六、线割、电火花加工作业规范6.1 慢走丝机操作规范<AQ360L> (85)6.2慢走丝机操作规范<DK7632> (87)6.3火花机操作规范<EA8、MP-50、X-300> (89)6.4火花机操作规范<AQ360L> (90)6.5 火花机加工参数标准化 (92)6.6 火花机留纹加工标准 (94)6.7 火花机加工方法规范 (95)6.8 线割加工参数标准化<沙迪克> (97)6.9 线割加工参数标准化<苏三光> (98)6.10 线切割加工方法规范 (99)6.11打孔机操作规范 (101)6.12快走丝机操作规范 (103)七、组立加工作业规范7.1机床操作规范标准7.1.1铣床操作规范标准 (105)7.1.2车床操作规范标准 (106)7.1.3磨床操作规范标准 (107)7.1.4手摇平面磨床操作规范标准 (108)7.1.5锯床操作规范标准 (109)7.2 机床保养规范7.1.1铣床保养规范标准 (110)7.1.2车床保养规范标准 (111)7.1.3磨床保养规范标准 (112)7.1.4锯床保养规范标准 (113)7.3 Fit模操作规范 (114)7.4 省模作业规范及标准 (115)7.5 模具保养管理规范 (116)7.6 模具组立管理规范 (117)7.7 模具零件管理规范 (118)7.8 工/量具使用管理规范 (119)7.9 安全操作、安全生产规范7.9.1 车床安全规范 (120)7.9.2 模床安全规范及保养 (121)7.9.3 天车使用安全规范 (122)七、检测相关附录表格8.1 产品评审检查报告8.2 模图初稿评审报告8.3 EDM加工检查报告8.48.5导引:<<模具标准手册>>是桑达百利电器有限公司在长期的模具制造实践中, 积累起来的经验与技术的结晶. 并且随着公司的发展而不断完善此规范, 以此来保持和不断提高公司的模具设计水平.<<模具标准手册>>分为两部份主要内容: 一部份是设计制造规范; 一部份是检查规范附录表. 设计规范是桑菲模塑中心模具设计科在进行模具设计时所参照的主要依据及基本要求; 检查规范附录表是进行模具设计检讨, 以及在模具制造过程中针对关键步骤进行检查的依据.<<模具设计标准图册>>是根据我司的严格按照标准化设计模具部件产生的附录文件,它对于我司在模具零件上的可换性以及零件的批量生产、提高工作速度减短模具周期起到决定性的作用。
注塑模具标准件

4.导柱布置
一副模具最少要用两根导柱,模板外形尺寸大 的模具,可最多用4根导柱。为了使模具在使用、 维修时的拆装过程中不会发生动、定模认错方向, 导柱的布置可采取如下几种方案: (1)2根直径相同的导柱不对称布置; (2)2根直径不同的导柱对称布置; (3)3根直径相同的导柱不对称布置; (4)4根直径相同的导柱不对称布置; (5)两组直径不同的导柱各两根,对称布置。 5种布置方案分别如图(a)、(b)、(c)、(d)、(e) 所示,可根据模具大小和总体结构选用。
图1-2 带肩导柱与导套的安装尺寸一致
图1-3 带头导柱挠曲时不易卸下
(2)导柱尺寸的确定 导柱直径尺寸随模具 分型面处模板外形尺寸而定,模板尺寸愈大,导柱 间的中心距应愈大,所选导柱直径也应愈大。除了 导柱长度按模具具体结构确定外,导柱其余尺寸随 导柱直径而定。表列出导柱直径推荐尺寸与模板外 形尺寸关系数据。
表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
Hale Waihona Puke mm表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
mm
注: ① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。 ② 硬度56HRC~60HRC。 20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC。 ③ 标注的形位公差应符合GB/T 1184—1996的规定, t为6级精度。
mm
注:① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。 ② 硬度52HRC~56HRC。20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC 。 ③ 标注的形位公差应符合GB/T 1184—1996的规定,t为6级精度。 ④ 其余应符合GB/T 4170-2006的规定。
模具厂模具标准件手册

附件
页码 32 32
32 32 32 33 33 33 34 35 35 35 35 35 36 36 36 37 37 37 37 38
Copyright © BYD Company Limited
文件名称: Subject 文件属性: Doc. Classification:
模具厂模具标准件手册
制作单位:
Owner 适用范围:
Scope 提案发行人:
Initiated by:
文件状态:
Status:
发
行:
Issued by 受控状态:
Control Type 密级设定:
Security Level
模具厂设计部
第三事业部模具厂
李子成
正本
Original
IT产业群第三事业部文控中心
DCC Division Ⅲ of IT Business Group
页次 Page
2 2 2 2 2 3-38 39
1 目的 Purpose 1.1、稳定、提高和保证模具设计质量和制造中必须达到的质量规范; 1.2、提高专业化协作生产水平、缩短模具生产周期、提高模具制造质量和使用性能; 1.3、使模具设计人员摆脱大量重复的一般性设计; 1.4、最终使设计标准化,工艺标准化,加工标准化。
序 列
型号
模胚规格
1 CR_1A1 FC 3035 A70 B120 C100 E25 F30 LP30 OH320
A板 开框
B板 开框
开 框 数
模厚 成型机 (mm) 吨位
120*180*39 120*180*39 1 395 ≥110t
备注
2 CR_2A2 FC 3540 A70 B120 C100 E25 F30 OH320
模具验收标准暂行手册

1、表面质量 2、标注编号 3、外径 4、其他尺寸 5、s4高温合 金
外观 轧机 拉伸 盘拉 模 内螺 纹
规格
材质 综合评价1、表面质量 2标注规格 、编号 3、内孔直径 4、入口直径 5、其他规格 6、内嵌 YG6/YG8/指 定其他 7、外套45#
表面无裂纹、划痕、砂眼、沟纹、过烧等缺陷,光洁度符合图纸要求 符合图纸要求以及编号规则 ±0.005 ≥1.35*内孔直径 符合图纸要求 符合YS/T400-1994硬质合金牌号 符合GB/T699-1999优质碳素结构钢 用后质量反馈
共2页,第2页
表面无裂纹、划痕、砂眼、沟纹、过烧等缺陷,光洁度符合图纸要求
表面无裂纹、划痕、砂眼、崩齿等缺陷,光洁度符合图纸要求 符合图纸要求以及编号规则 ±0.005 符合图纸要求 符合YS/T400-1994硬质合金牌号 用后质量反馈 7*30.246 9.52*33.38 7.94*27.01 表面无裂纹、伤点、划痕等缺陷,圆弧面光滑,光洁度符合图纸要求 符合图纸要求以及编号规则 26±0.02 22.5±0.02 符合图纸要求 符合GB/T18254-2002 高碳鉻轴承钢 用后质量反馈 22.5±0.02
模具验收标准暂行手册
模具 使用 名称 工段 类别 检测项目 1、外套内径 2、芯棒小头 直径 3、进液孔直 径 4、表面质量 5、包装 6、标注编号 7、高纯石墨 8、密度 A规格 B规格 φ 38±0.2 φ 10±0.1 φ 50.1±0.2 φ 10±0.1
共2页,第1页 C规格
120*385(底部钻2*10孔)133*472*102(侧面钻2*10孔)133*472*90(侧面钻2*10孔) φ 91-91.1 φ 102.7-102.8 φ 91-91.1 φ 39±0.2 φ 10±0.1
progressive模具标准件-1
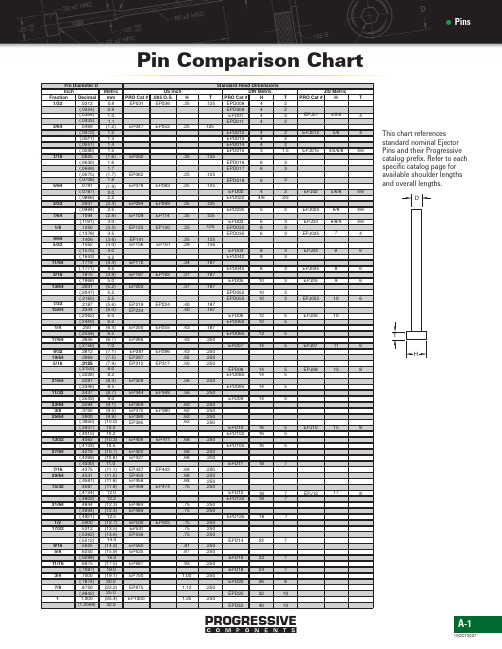
A-1PROGRESSIVE15OCT2007Pin Comparison ChartThis chart references standard nominal Ejector Pins and their Progressive catalog prefix.Refer to each specific catalog page for available shoulder lengths and overall lengths.A-2PROGRESSIVE15OCT2007MH-13HCore:40-44HRC,Surface:66-70HRC Ejector PinsStraight Pins •Inch StandardD Tolerances3/64ø-7/16ø-.0004-.000715/32øand Up-.0004-.0009CAD insertion pointH=25"For keyed pins,see page A-10.PROGRESSIVE15OCT2007A-3=14"CAD insertion pointMH-13HCore:40-44HRC,Surface:66-70HRCEjector PinsShoulder Pins •Inch StandardFor keyed pins,see page A-10.Ejector PinsStraight Pins•DINStandardM1.2344H Core:40-44HRC,Surface:68-70HRCD T CAD insertion pointContact Customer Service for the availability of through-hardened ejector pins.For keyed pins,see page A-10.A-4PROGRESSIVE15OCT2007A-5PROGRESSIVE15OCT2007Ejector PinsShoulder Pins •DINStandardM1.2344HCore:40-44HRC,Surface:68-70HRCBL=200mmg635±2CAD insertion pointContact Customer Service for the availability of through-hardened ejector pins.For keyed pins,see page A-10.A-6PROGRESSIVEEjector PinsStraight Pins •JISStandard15OCT2007MSKD61HCore:40-44HRC,Surface:66-70HRCDL=-0.01-0.02CAD insertion pointFor keyed pins,see page A-10.A-7PROGRESSIVE15OCT2007MSKD61HCore:40-44HRC,Surface:66-70HRCEjector PinsShoulder Pins •JISStandardD -0.01-0.0235±2STANDARD B L=200mmCAD insertion pointFor keyed pins,see page A-10.A-8PROGRESSIVEMH-13HCore:40-44HRC,Surface:66-70HRCSChrome Plated .00005-.00007”ThickUltraPins®Treated StraightPinsDApplication Information:•Maximum operating temperature:1600˚F (870˚C)•Not recommended for use with PVC or similarly corrosive materials.•Contact Customer Service for availability on other diameters and lengths not shown.US Patent No.5,644,833and 6,752,616Other patents pendingCAD insertion point15OCT2007A-9PROGRESSIVE15OCT2007MH-13HCore:40-44HRC,Surface:66-70HRCSChrome Plated .00005-.00007”Thick US Patent No.5,644,833and 6,752,616Other patentspending36CAD insertion pointUltraPins®Treated Shoulder PinsA-10PROGRESSIVE15OCT2007Keyed Ejector PinsStraight Style •Inch Standard+.002-.000D (Pin tangent)+.002-.000D Tolerances1/8ø-7/16ø-.0004-.00071/2øand Up-.0004-.0009MH-13CAD insertion pointAll Progressive standard Ejector Pins (Inch,DIN,and JIS)can be supplied with keyed heads.To order items with the flat ground tangent to the pin diameter,specify -K after the catalog number.Ex.EP437L10-K or EPD10L200-KTo order pins with the flat machined a specific distance from the center of the pin,specify that distance after the “K”designation for the flat as shown below.HCore:40-44HRC,Surface:66-70HRCExamples:EP437L10-K250for a 7/16øpin with a flat 1/4”from centerEPD10L200-K6for a 10mm diameter DIN pin with a flat 6mm from center EPJ055L250-K4for a 5.5mm diameter JIS pin with a flat 4mm from centerDHA-11PROGRESSIVE15OCT2007D R X L=+0.000-0.015Y CAD insertion pointContact Customer Service for the availability of JIS Blade Ejectors by specifying the information shown below:MO-1H58-60HRCJIS SpecificationMaterial:SKS-21Blade EjectorsDIN StandardA-12PROGRESSIVE15OCT2007MH-13H30-35HRCNote:Heads are annealed on 6",10"and 14"lengthsCorePinsHDHCAD insertion pointMH-13H50-55HRCA-13PROGRESSIVE15OCT2007MM-2H60-64HRCTI TMPinsThousandth IncrementPinsDTo order:Specify the prefix TI-and the three place decimal of the pin required,followed by a "0"if not nominal:Ex:.090ø=TI-0900or.252ø=TI-2520If a nominal size,carry to a four place decimal as listed in the chart at left:Ex.5/32ønominal =TI-1562or3/32ø=TI-0937Contact Customer Service for availability of additional diameters or lengths.CAD insertion pointA-14PROGRESSIVE15OCT2007MH-13HCore:40-44HRC,Surface:65-75HRCEjector SleevesInch StandardJIS &DINSpecification32±2General DimensionsN=1-3/4”for ES094&ES125N=2-1/4”for ES156and largerT=.187”for ES094thru ES156T=.250”for ES187and largerDBCAD insertion pointJIS Material:SKD61,40HRC Core,70HRC Surface DIN Material:1.2067,60HRC Thru-hardenedContact Customer Service for the availability of metric sleeves,either in the JIS or DIN standard,by specifying the information shown below.Contact Customer Service for the availability of sleeves with the outer diameter (B).005"oversize (10”lengths or less)To achieve longer lengths,use Sleeve Extensions shown on page A-16.A-15PROGRESSIVE15OCT2007MA-2H58-60HRCSElectroless Nickel Coated .00003”-.00007”ThickMaterial:A-2Contact Customer Service for the availability of metric Thin Wall Sleeves by specifying the information shown below.MetricSpecificationCAD insertion pointDGH To achieve longer lengths,use Sleeve Extensions shown on page A-16.US Patent No.6,872,069Ejector SleevesThin Wall SleevesA-16PROGRESSIVEMAISI 1215H170BrinellSBlack OxideCatalog DHCAD insertion pointUS Patent No.6,872,06915OCT2007A-17PROGRESSIVE5DEC2007Core PinRetainersCAD insertion pointUS Patent No.6,872,069ABHexBM AISI 12L14H 165Brinell SBlack OxideCatalogAM AISI 12L14H 165BrinellSBlack OxideCatalogAInch StandardMetric Standard15OCT2007CAD insertion point =1/2"DM AISI52100H Core:30HRC max,Surface:58-62HRCReturn PinsA-18PROGRESSIVEInjection Mold ComponentsPin ProductsCatalog Pages are provided in Adobe Acrobat?.PDF) format. Comparison ChartThe full range of Progressive Pins are engineered and manufactured to meet the demands of today's plastic injection molders. Most pins are etched with Progressive's logo and catalog number for easy identification. A comprehensive listing of US Inch, DIN and JIS may be downloaded for your reference.Pin ChartEjector PinsProgressive Ejector Pins are precision ground and hardened for maximum wear resistance and are available in JIS, DIN and Inch standards.Inch StandardStraight Style Catalog Page Download 2D Download 3DShoulder Style Catalog Page Download 2D Download 3DDIN StandardStraight Style Catalog Page Download 2D Download 3DShoulder Style Catalog Page Download 2D Download 3DJIS StandardStraight Style Catalog Page Download 2D Download 3DShoulder Style Catalog Page Download 2D Download 3DKeyed Ejector PinsNew from Progressive Components: KeyedEjector Pins with ground heads tangent to thepin diameter.Inch: Straight Style Catalog Page Download 2D Download 3DUltra Pins?/font>Progressive UltraPins?/font> are through-hardened to minimize dishing, nicking, andbending. The surface is treated with chrome toassist in applications where grease is notallowed.Straight Style Catalog Page Download 2D Download 3DShoulder Style Catalog Page Download 2D Download 3DBlade EjectorsProgressive Blade Ejectors are hardenedthroughout to eliminate chipping and allowflexing.Catalog Page Download 2D Download 3DEjector SleevesProgressive Ejector Sleeves are nitrided onthe inner diameter and the outer diameter forsmooth performance with standard EjectorPins or UltraPins.Standard Sleeves Catalog Page Download 2D Download 3DProgressive Thin-Wall Sleeves aredesigned for today's thinner plastic wallsections and are engineered with wearresistance against both the pin and moldinsert. Patent Pending.Thin-Wall Sleeves Catalog Page Download 2D Download 3DSleeve ExtensionsSleeve Extensions eliminate the need forspecial sleeves when utilized in largermolding applications where long sleeves arerequired. Compatible with all Progressiveand industry-standard sleeves. PatentPending.Catalog Page Download 2D Download 3DCore Pin RetainersProgressive Core Pin Retainers provide aspace-efficient method of retaining the centercore pin in ejector sleeve applications. Unlikea set screw, the retainer allows the pin tofloat slightly for optimum pin/sleeve performance while eliminating the need tomachine plates. Patent Pending.Catalog Page Download 2DDownload 3D Core PinsProgressive Core Pins are precision ground and through-hardened available as 'hard' and'soft'.Catalog Page Download 2DDownload 3DThousandth Increment Pins?/b>Progressive TI Pins?are available in .001"increments from .060 diameter to .320diameter. These thousandth-increment pinsallow mold builders to eliminate timeconsuming finishing work of fractionalincrement core pins, and unlike stamping punches, TI Pins feature finish ground headthicknesses. Catalog Page Download 2DDownload 3DReturn PinsProgressive Return Pins are precisionground and nitrided.Catalog Page Download 2DDownload 3D页码,3/3Progressive Components - PINS2008-12-25/content/products/pins/pins_new.htm。
模具标准件-PPT精品文档
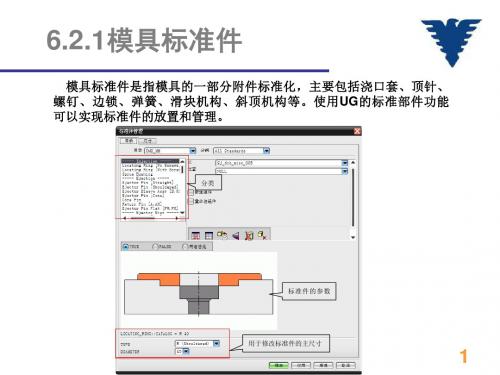
6.2.1模具标准件
模具标准件是指模具的一部分附件标准化,主要包括浇口套、顶针、 螺钉、边锁、弹簧、滑块机构、斜顶机构等。使用 UG 的标准部件功能 可以实现标准件的放置和管理。
分类
标准件的参数 图
用于修改标准件的主尺寸
1
6.2.1模具标准件
(1)目录:在目录下拉菜单下面,包括了生产标准件的厂商,有DME、 FUTABA、HASCO、MISUMI等厂商。在调入标准件的时候首先选取相 应的标准件生产厂商。 (2)尺寸:单击此按钮后,对话框界面切换为如图所示。在尺寸对话框中 可以修改标准件的具体尺寸,也可以使用【几何表达式链接】和【部件 表达式链接】。
3
6.2.1模具标准件
(6)操作菜单:主要是实现对标准件的重定位、翻转和删除等操作,见图 所示的菜单。
注塑模具标准件

mm
注:① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。 ② 硬度52HRC~56HRC。20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC 。 ③ 标注的形位公差应符合GB/T 1184—1996的规定,t为6级精度。 ④ 其余应符合GB/T 4170-2006的规定。
图8-6 直导套安装方法
表2-9 标准推板(摘自GB/T 4169.7—2006)
mm
注:① 材料由制造者选定,推荐采用45钢。 ② 硬度28HRC~32HRC。 ③ 标注的形位公差应符合GB/T 1184—1996的规定,t为6级精度。 ④ 其余应符合GB/T 4170-2006的规定。
五、垫块 GB/T 4169.6—2006规定了塑料注射模 用垫块的尺寸规格和公差,同时还给出了材料 指南,并规定了垫块的标记。
盲孔会增加模具闭合时的阻力,并使模具不能紧密
闭合,带导套的模具应采用带肩导柱。生产实际中
使用的导套如所示。
图1-5 导套实例
导套常用的结构形式也有两种,一种不带安装
凸肩,另一种带安装凸肩,相应地称为直导套和带
头导套,GB/T 4169.2—2006和GB/T 4169.3—
2006分别规定了他们的尺寸规格和公差,同时给出了
在国家标准中,同时还规定了两种推杆:扁推 。 杆和带肩推杆,标准代号分别为GB/T 4169.15—2006和GB/T 4169.16—2006,由于 篇幅限制,请同学们查阅
二、复位杆
GB/T 4169.13—2006规定了塑料注射
模用复位杆的尺寸规格和公差,同时还给出 了材料指南和硬度要求,并规定了复位杆的 标记。 GB/T 4169.13—2006规定的标准复位杆 见2-7
HASCO常用模具标准件

模具部件名称代号与规格说明导柱Z00/A/B*C A管位+有托的长度;B导柱直径;C导柱长度导套Z11/A/B A内径;B长度;用在没有面板的模具管钉Z20/A*B A直径;B高度顶针Z40;Z41/A*B A直径;B长度,Z40的规格较贵,Z41便宜常用波仔螺丝Z36;Z37/A*B A直径;B长度杯头螺丝Z30;Z31;Z32/A*B A螺纹直径;B除去杯头的长度平头螺丝Z33/A*B A螺纹直径;B总长密封圈Z98/A*B A内径;B高度弹簧Z60/A*B A内径;B自由状态下长度有托顶针Z44/A/B A小头直径;B总高度司筒Z45/A*B A内径大小(司筒针直径);B总长锁模片Z73/A/B/C A高度;B宽度;C厚度定位环K100/A*B A直径;B高度定位环K500/A*B A大头直径;B高度;未加工喉咀Z81/A/B A与模具外接水接头的直径;B与内模接水接头的直径;B是英制A直径英制单位 如R3/8, A内模与运水相接的喉塞Z94/A(英制) Z94/A*导套Z10/A*B A内径;B长度;用在有面板的模具,导套上有管位管住面板中托斯Z12/A*B A内径;B总长中托边Z012/A*B A直径;B长度(中托斯)石墨导套Z13W/A*B内径,B管位加长方向长度扣机Z170扣机Z171扣机Z174这种扣机的功能是实现两次顶出加长喉咀Z90/A*B A直径;B总长感应器Z140/1感应器连接线Z1401/8*1/5000对锁Z07/A/B*C A杯头螺丝沉头高度;B对锁小端得宽度;C对锁小端的长度对锁Z17/A/B A宽度;B缺口宽度;与Z07对插的宽度一样垃圾钉Z55/A*B A直径;B宽度行位固定器Z189/10销钉Z25/A*B A直径;B长度塞打螺丝Z38/A*B A中间直径;B中间长度塞打螺丝Z381/A*B A中间直径;B中间长度日期码Z4861/A/B*C A类型;B直径;C高度;类型4记月,类型5记年材料标示Z487/A/B/C A类型;B直径;C材料导柱Z03/A/B*C A拖长度;B小头直径;C小头长度连接线Z853隔水片Z965/A*B*C A厚度;B宽度;C总长;有托隔水片Z967/A*B A厚度;B长度;无托计数器A5710/51*34*21只有一种类型版本标示STD直径4*1.25铜管(类似隔水片)Z95/A*B外径*外径扁顶针Z46/A*B*C A扁长;B扁宽;C总长无头螺丝Z35;Z36/A*B A直径;B长度螺旋运水Z961/A*B A直径;B总长唧咀Z51/A*B/C/D A小端直径;B小端长度;C唧咀对炮嘴口直径;D对炮嘴口德弧唧咀Z511/A*B A唧咀大头直径;B总长柱长度,Z41便宜常用与内模接水接头的直径;B是英制单位 如R3/8模与运水相接的地方直径,B螺牙的深度模具,导套上有管位管住面板端得宽度;C对锁小端的长度插的宽度一样记月,类型5记年咀对炮嘴口直径;D对炮嘴口德弧度。
模具设计参数表

模具设计参数表表3-1 搭边值与侧边值的数值材料厚度t(mm)圆件及r>2t圆角矩形边长l≤50 矩形边长>50或圆角≤2t 工件间a1侧边a 工件间a 侧边a1工件间a1侧边a0.25以下 1.8 2.0 2.2 2.5 2.8 3.0 0.25~0.5 1.2 1.5 1.8 2.0 2.2 2.5 0.5~0.8 1.0 1.2 1.5 1.8 1.8 2.00.8~1.2 0.8 1.0 1.2 1.5 1.5 1.81.2~1.5 1.0 1.2 1.5 1.8 1.92.01.6~2.0 1.2 1.5 1.8 2.0 2.0 2.22.0~2.5 1.5 1.8 2.0 2.2 2.2 2.52.5~3.0 1.8 2.2 2.2 2.5 2.5 2.83.0~3.6 2.2 2.5 2.5 2.8 2.8 3.23.5~4.0 2.5 2.8 2.8 3.2 3.2 3.54.5~5.0 3.0 3.5 3.5 4.0 4.0 4.5表4-3 规则形状冲裁凸、凹模制造极限偏差材料厚度t/mm基本尺寸/mm-10 >10~50 >50~100 >100~150 +δd﹣δp+δd﹣δp+δd﹣δp+δd﹣δp0.4 +0.006 -0.004 +0.006 -0.004 ————0.5 +0.006 -0.004 +0.006 -0.004 +0.008 -0.005 ——0.6 +0.006 -0.004 +0.008 -0.005 +0.008 -0.005 +0.010 -0.0070.8 +0.007 -0.005 +0.008 -0.006 +0.010 -0.007 +0.012 -0.0081.0 +0.008 -0.006 +0.010 -0.007 +0.012 -0.008 +0.015 -0.010 1.2 +0.010 -0.007 +0.012 -0.008 +0.017 -0.010 +0.017 -0.012 1.5 +0.012 -0.008 +0.015 -0.010 +0.020 -0.012 +0.020 -0.0141.8 +0.015 -0.010 +0.017 -0.012 +0.025 -0.014 +0.025 -0.0172.0 +0.017 -0.012 +0.020 -0.014 +0.030 -0.017 +0.029 -0.0202.5 +0.023 -0.014 +0.027 -0.017 +0.035 -0.020 +0.035 -0.0233.0 +0.027 -0.017 +0.030 -0.020 +0.040 -0.023 +0.040 -0.027表4-1 落料、冲孔模具刃口初始间隙材料名称45T8、T7(退火)磷青铜(硬)铍青铜(硬)10、15、20冷轧带钢30钢板H62、H68(硬)LY12、硅钢片Q215、Q235 08、10、15H62、H68(半硬)纯铜磷青铜铍青铜(软)H62、H68(软)纯铜(软)3A21、5A02 1060、1050A 1035、12008A06、2A12力学性能HBS≥190σb≥600MPa HBS=140~190σb≥400~600MPa HBS=70~140σb≥300~400MPa HBS≤70σb≤300MPa厚度初始间隙Z min ZmaxZminZmaxZminZmaxZminZmax0.1 0.015 0.035 0.01 0.03 ————0.2 0.025 0.045 0.015 0.035 0.01 0.03 ——0.3 0.04 0.06 0.03 0.05 0.02 0.04 0.01 0.03 0.5 0.08 0.10 0.06 0.08 0.04 0.06 0.025 0.0450.8 0.13 0.16 0.10 0.13 0.07 0.10 0.045 0.0751.0 0.17 0.20 0.13 0.16 0.10 0.13 0.065 0.095 1.2 0.21 0.24 0.16 0.19 0.13 0.16 0.075 0.105 1.5 0.27 0.31 0.21 0.25 0.15 0.19 0.100.141.8 0.34 0.38 0.27 0.30 0.20 0.24 0.13 0.172.0 0.38 0.42 0.30 0.34 0.22 0.26 0.14 0.18表4-2 磨损系数材料厚度t/mm非圆形工件x值圆形工件x值1 0.75 0.5 0.75 0.5工件公差Δ/mm1 <0.16 0.17~0.35 ≥0.36 <0.16 ≥0.16 1~2 <0.20 0.21~0.41 ≥0.42 <0.20 ≥0.20 2~4 <0.24 0.25~0.49≥0.50 <0.24 ≥0.24>4 <0.30 0.31~0.59 ≥0.60 <0.30 ≥0.30。
最新-模具标准件数据手册1 精品

模具标准件数据手册篇一:模具标准件申购表的填写规范制表:刘东林2019-5-29审核:批准:制表:刘东林2019-5-29审核:批准:篇二:标准件手册标准件速查手册(第一版)紧固件的常用规格目录一螺纹紧固件综合12-2001紧固件外螺纹零件未端------------------------------------12152.2-1988紧固件沉头用沉孔-----------------------------------23152.3-1988紧固件圆柱头用沉孔--------------------------------4152.4-1988紧固件六角头螺栓和六角螺母用沉孔-----------55277-1985紧固件螺栓和螺钉通孔---------------------------二螺栓68-1988方头螺栓级--------------------------------------737-1988形槽用螺栓----------------------------------------------8799-1988地脚螺栓--------------------------------------------------95780-2000六角头螺栓级------------------105781-2000六角头螺栓全螺纹级--------115782-2000六角头螺栓-----------------------------------------------125783-2000六角头螺栓全螺纹-------------------------------三螺柱13897-1988双头螺柱1------------------14898-1988双头螺柱125----------------------------------------15899-1988双头螺柱15------------------------------------------16900-1988双头螺柱2-------------------------------------------17901-1988等长双头螺柱正级----------------------------------189953-1988等长双头螺柱级----------------------------------------四螺母1941-2000六角螺母级---------------------------------------------2056-1988六角厚螺母-----------------------------------------------21810-1988小圆螺母-------------------------------------------------22812-1988圆螺母---------------------------------------------------236170-2000Ⅰ型六角螺母---------------------------------------------246172.1-2000六角薄螺母---------------------------------------257382-1994吊环螺母-------------------------------------------------五螺钉1标准件速查手册2670.1-2000内六角圆柱头螺钉-----------------------------------------2771-1985开槽锥端紧定螺钉-----------------------------------------2872-1985开槽锥端定位螺钉-----------------------------------------2973-1988开槽平端紧定螺钉-----------------------------------------3074-1985开槽凹端紧定螺钉-----------------------------------------3175-1985开槽长圆柱端紧定螺钉-----------------------------------3277-1985内六角平端紧定螺钉---------------------------------------3378-2000内六角锥端紧定螺钉---------------------------------------3479-2000内六角圆柱端紧定螺钉------------------------------------3580-2000内六角凹端紧定螺钉--------------------------36825-1988吊环螺钉-------------------------------------------------六组合件连接副379074.1-2019螺栓或螺钉和平垫圈组合件---------------------389074.15-1988六角头螺栓和平垫圈组合件----------------------399074.17-1988六角头螺栓和弹簧垫圈及平垫圈组合件----409074.26-1988组合件用弹簧垫圈-----------------------------419074.27-1988组合件用外锯齿锁紧垫圈----------------------七木螺钉及自攻螺钉(略)八销4291-2000开口销---------------------------------------------43117-2000圆锥销----------------------------------------44119.1-2000圆柱销不淬硬钢和奥氏体不锈钢-----------------45119.2-2000圆柱销淬硬钢和马氏体不锈钢-----------------46120.1-2000内螺纹圆柱销不淬硬钢和奥氏体不锈钢----------47120.2-2000内螺纹圆柱销淬硬钢和马氏体不锈钢----------48879.1-2000弹性圆柱销直槽重型-------------------------49879.2-2000弹性圆柱销直槽轻型--------------------------50879.3-2000弹性圆柱销卷制重型-------------------------2标准件速查手册51879.4-2000弹性圆柱销卷制标准型-----------52879.5-2000弹性圆柱销卷制轻型-------------------------------53881-2000螺尾锥销---------------------------------------------------九铆钉54827-1986标牌用铆钉-------------------------------------------------十垫圈及档圈5593-1987标准型弹簧垫圈---------------------------------------------5695-2019平垫圈级-------------------------------------------------5797.1-2019平垫圈级-------------------------------------------------5897.4-2019平垫圈用于螺钉和垫圈组合----------------------59848-2019小垫圈级-------------------------------------------------60856-1988外舌止动垫圈-----------------------------------------------61857-1988圆螺母用止动垫圈---------------------------------62886-1986轴肩挡圈---------------------------------------------------63893.1-1986孔用弹性挡圈型---------------------------------64893.2-1986孔用弹性挡圈型-------------------------------65894.1-1986轴用弹性挡圈型-----------------------------------66894.2-1986轴用弹性挡圈型--------------------------------67895.1-1986孔用钢丝挡圈-----------------------------------68895.2-1986轴用钢丝挡圈---------------------------------------69921-1986钢丝锁圈---------------------------------------------------十一焊钉3标准件速查手册一螺纹紧固件综合1.2-2001紧固件外螺纹零件未端(返回文档顶端)1标准件速查手册2.152.2-1988紧固件沉头用沉孔螺纹规适用于沉头螺钉及半沉头螺钉格568101262021310.612.817.620.324.432.440.42.73.34.6568101135.56.691113.517.5223.152.3-1988紧固件圆柱头用沉孔231适用于70螺纹规格5681012162024303621310.011.015.018.020.026.033.040.048.057.0135.76.89.011.013.017.521.525.532.038.03--------16.020.0 24.028.026.042.01135.56.69.011.013.517.522.026.033.039.0适用于65,6190,6191螺纹规格56810121620------21310.011.015.018.020.026.033.0------134.04.76.07.08.010.512.5------3--------16.018.024.0------1135.56.69.011.013.517.522.0------4.152.4-1988紧固件六角头螺栓和六角螺母用沉孔231螺纹规格568101216202427--213111318222633404853--3--------1620242833--1(13)5.56.691113.517.5222630--螺纹规格303639424548525660642136171768289981071121181253364245485156606872761(13)33394245485256626670(返回文档顶端)-2-标准件速查手册5.5277-1985紧固件螺栓和螺钉通孔(一般选用中等装配精度)螺纹规格56810121620242730精装配精5.36.48.410.5131721252831篇三:五金模具标准件五金模具标准件目录……………………………………………………………………21、内导柱、导套………………………………………………………32、外导柱、导套………………………………………………………43、内六角螺丝…………………………………………………………84、固定销………………………………………………………………105、弹簧…………………………………………………………………116、等高套筒……………………………………………………………147、顶料销………………………………………………………………158、止符螺丝……………………………………………………………189、两用销………………………………………………………………1910、导正销……………………………………………………………2111、圆冲子……………………………………………………………2312、优力胶……………………………………………………………2513、检测销……………………………………………………………25第一节:内导柱、导套一、主要功能:内导柱主要用于模板间和上、下模间的导正。
progressive模具标准件-1
progressive模具标准件-1预览说明:预览图片所展示的格式为文档的源格式展示,下载源文件没有水印,内容可编辑和复制A-1PROGRESSIVE15OCT2007Pin Comparison ChartThis chart references standard nominal Ejector Pins and their Progressive catalog prefix.Refer to each specific catalog page for available shoulder lengths and overall lengths.A-2PROGRESSIVE15OCT2007MH-13HCore:40-44HRC,Surface:66-70HRC Ejector PinsStraightPins ?Inch StandardD Tolerances3/64?-7/16?-.0004-.000715/32?and Up-.0004-.0009CAD insertion pointH=25"For keyed pins,see page A-10.PROGRESSIVE15OCT2007A-3=14"CAD insertion pointMH-13HCore:40-44HRC,Surface:66-70HRCEjector PinsShoulder Pins ?Inch StandardFor keyed pins,see page A-10.Ejector PinsStraight Pins?DINStandardM1.2344H Core:40-44HRC,Surface:68-70HRCD T CAD insertion pointContact Customer Service for the availability of through-hardened ejector pins.For keyed pins,see page A-10.A-4PROGRESSIVE15OCT2007A-5PROGRESSIVE15OCT2007Ejector PinsShoulder Pins ?DINStandardM1.2344HCore:40-44HRC,Surface:68-70HRCBL=200mmg635±2CAD insertion pointContact Customer Service for the availability of through-hardened ejector pins.For keyed pins,see page A-10.A-6PROGRESSIVEEjector PinsStraight Pins ?JISStandard15OCT2007MSKD61HCore:40-44HRC,Surface:66-70HRCDL=-0.01-0.02CAD insertion pointFor keyed pins,see page A-10.A-7PROGRESSIVE15OCT2007MSKD61HCore:40-44HRC,Surface:66-70HRCEjector PinsShoulder Pins ?JISStandardD -0.01-0.0235±2STANDARD B L=200mmCAD insertion pointFor keyed pins,see page A-10.A-8PROGRESSIVEMH-13HCore:40-44HRC,Surface:66-70HRCSChrome Plated .00005-.00007”ThickUltraPinsTreated StraightPinsDApplication Information:Maximum operating temperature:1600?F (870?C)Not recommended for use with PVC or similarly corrosive materials.Contact Customer Service for availability on other diameters and lengths not shown.US Patent No.5,644,833and 6,752,616Other patents pendingCAD insertion point15OCT2007A-9PROGRESSIVE15OCT2007MH-13HCore:40-44HRC,Surface:66-70HRCSChrome Plated .00005-.00007”Thick US Patent No.5,644,833and 6,752,616Other patentspending36CAD insertion pointUltraPinsTreated Shoulder PinsA-10PROGRESSIVE15OCT2007Keyed Ejector PinsStraight Style ?Inch Standard+.002-.000D (Pin tangent)+.002-.000D Tolerances1/8?-7/16?-.0004-.00071/2?and Up-.0004-.0009MH-13CAD insertion pointAll Progressive standard Ejector Pins (Inch,DIN,and JIS)can be supplied with keyed heads.To order items with the flat ground tangent to the pin diameter,specify -K after the catalog number.Ex.EP437L10-K or EPD10L200-KTo order pins with the flat machined a specific distance from the center of the pin,specify that distance after the “K”designation for the flat as shown below.HCore:40-44HRC,Surface:66-70HRCExamples:EP437L10-K250for a 7/16?pin with a flat 1/4”from centerEPD10L200-K6for a 10mm diameter DIN pin with a flat 6mm from center EPJ055L250-K4for a 5.5mm diameter JIS pin with a flat 4mm from centerDHA-11PROGRESSIVE15OCT2007D R X L=+0.000-0.015Y CAD insertion pointContact Customer Service for the availability of JIS Blade Ejectors by specifying the information shown below:MO-1H58-60HRCJIS SpecificationMaterial:SKS-21Blade EjectorsDIN StandardA-12PROGRESSIVE15OCT2007MH-13H30-35HRCNote:Heads are annealed on 6",10"and 14"lengthsCorePinsHDHCAD insertion pointMH-13H50-55HRCA-13PROGRESSIVE15OCT2007MM-2H60-64HRCTI TMPinsThousandth IncrementPinsDTo order:Specify the prefix TI-and the three place decimal of the pin required,followed by a "0"if not nominal:Ex:.090?=TI-0900or.252?=TI-2520If a nominal size,carry to a four place decimal as listed in the chart at left:Ex.5/32?nominal =TI-1562or3/32?=TI-0937Contact Customer Service for availability of additional diameters or lengths.CAD insertion pointA-14PROGRESSIVE15OCT2007MH-13HCore:40-44HRC,Surface:65-75HRCEjector SleevesInch StandardJIS &DINSpecification32±2General DimensionsN=1-3/4”for ES094&ES125N=2-1/4”for ES156and largerT=.187”for ES094thru ES156T=.250”for ES187and largerDBCAD insertion pointJIS Material:SKD61,40HRC Core,70HRC Surface DIN Material:1.2067,60HRC Thru-hardenedContact Customer Service for the availability of metric sleeves,either in the JIS or DIN standard,by specifying the information shown below.Contact Customer Service for the availability of sleeves with the outer diameter (B).005"oversize (10”lengths or less)To achieve longer lengths,use Sleeve Extensions shown on page A-16.A-15PROGRESSIVE15OCT2007MA-2H58-60HRCSElectroless Nickel Coated .00003”-.00007”ThickMaterial:A-2Contact Customer Service for the availability of metric Thin Wall Sleeves by specifying the information shown below.MetricSpecificationCAD insertion pointDGH To achieve longer lengths,use Sleeve Extensions shown on page A-16.US Patent No.6,872,069Ejector SleevesThin Wall SleevesA-16PROGRESSIVEMAISI 1215H170BrinellSBlack OxideCatalog DHCAD insertion pointUS Patent No.6,872,06915OCT2007A-17PROGRESSIVE5DEC2007Core PinRetainersCAD insertion pointUS Patent No.6,872,069ABHexBM AISI 12L14H 165Brinell SBlack OxideCatalogAM AISI 12L14H 165BrinellSBlack OxideCatalogAInch StandardMetric Standard15OCT2007CAD insertion point =1/2"DM AISI52100H Core:30HRC max,Surface:58-62HRCReturn PinsA-18PROGRESSIVEInjection Mold ComponentsPin ProductsCatalog Pages are provided in Adobe Acrobat?.PDF) format. Comparison ChartThe full range of Progressive Pins are engineered and manufactured to meet the demands of today's plastic injection molders. Most pins are etched with Progressive's logo and catalog number for easy identification. A comprehensive listing of US Inch, DIN and JIS may be downloaded for your reference.Pin ChartEjector PinsProgressive Ejector Pins are precision ground and hardened for maximum wear resistance and are available in JIS, DIN and Inch standards.Inch StandardStraight Style Catalog Page Download 2D Download 3DShoulder Style Catalog Page Download 2D Download 3DDIN StandardStraight Style Catalog Page Download 2D Download 3DShoulder Style Catalog Page Download 2D Download 3DJIS StandardStraight Style Catalog Page Download 2D Download 3DShoulder Style Catalog Page Download 2D Download 3DKeyed Ejector PinsNew from Progressive Components: KeyedEjector Pins with ground heads tangent to thepin diameter.。
汽车模具常用标准件
刀口入子常用品牌主要有:Dayton,MOELLER,Misumi,FIBRO,PUNCH 等,类型主要有如下图形式。
T冲式
压块式
8
3Dpress模具工作室
9
3Dpress模具工作室
六:氮气弹簧
氮气弹簧常用品牌主要有:KALLER,DADCO,QUIRI,Misumi,PUNCH等。
10
3Dpress模具工作室
八:误检
误检常用品牌主要有:MISUMI,TURK,BANNER,OMRON等,按误检位置可 分为:侧刃误检,尾部误检;按感应方式可分为:光电式,接触式。
11
3Dpress模具工作室
九:吊模块
吊模块常用品牌主要有:MISUMI,PUNCH,FIBRO,SP指定型号等。
内导柱长度的选取: L=L1+1.5*内导柱直径 (注:L1为上模或下模走位)
3
3Dpress模具工作室
外导柱长度的选取: L=H1+H2+1.5*导柱直径 (注:H1为上模走位,H2为下 模走位)
保持架S值的选取: S=L/2+10~15安全值 然后根据S值安下表取保持架 的长度L1.
4
3Dpress模具工作室
5
3Dpress模具工作室
三:球锁座
球锁座常用品牌主要有: Dayton,MOELLER,Misumi,FIBRO等。
6
3Dpress模具工作室
四:冲头
冲头常用品牌主要有:Dayton,MOELLER,Misumi,FIBRO,PUNCH等, 类型主要有如下图形式。球锁式ຫໍສະໝຸດ 锥度式T冲式7
3Dpress模具工作室
FIBRO
SP
MISUMI
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6.35的隔热板 36"X36" THIS-3636-2
36"X24" THIS-2436-2
D-M-E 回程杆及对应的PRO标准
Return Pins
M 总长 (in)
3-9/16" 4-1/16" 4-9/16" 5-1/16" 5-9/16" 6-1/16" 6-9/16" 7-1/16" 7-9/16" 8-1/16"
Non Non
O =7/32 5.56mm
O =9/32 7.14mm
O =11/32 8.73mm
SPRB1-712 SPRB1-912 SPRB1-112
SPRB2-712 SPRB2-912 SPRB2-112
SPRB3-712 SPRB3-912 SPRB3-112
SPRB4-712 SPRB4-912 SPRB4-112
61.12
83.34
U-6604
73.82
96.04
B-6600
23.02
45.24
B-6601
35.72
57.94
B-6602
48.42
70.64
B-6603
61.12
83.34
B-6604
73.82
96.04
B系列
B-6605
25.4
86.52
108.74
5.56
B-6606
99.22
121.44
B-6607
111.92
134.14
B-6608
124.62
146.84
B-6610
150.02
172.24
B-6612
175.42
197.64
注:1. U系列为标准系列。(U系列不供应"O"=11/32”的口径)
2. 材料:SAE 6145 钢,HRC43-45。
3. 2.39°=2°23′23″=1/2 Taper per foot。
O =9/32 7.14mm SPRU1-912 SPRU2-912 SPRU3-912 SPRU4-912 SPRU5-912
常用的定位圈为 6501 (DME) LR501(PRO). 热模具为6541(DME).
6.35的隔热板
36"X36" THIS-3636-2
36"X24" THIS-2436-2
G=5/8(15.88mm)
DME 订货 规格
PRO 订货 规格
7510 7511 7512 7513 7514 7515 7516 7517 7518
RP62L4.06 RP62L4.56 RP62L5.06 RP62L5.56 RP62L6.06 RP62L5.56 RP62L7.06 RP62L7.56 RP62L8.06
R 球部半径
O 入口直径
5/32"(3.97) 7/32"(5.56) 9/32"(7.14)
1/2”或3/4“
5/32"(3.97) 7/32"(5.56) 9/32"(7.14) 11/32"(8.73)
3/4" 1/2"或3/4"
5/32"(3.97)
常用的定位圈为 6501 (DME) LR501(PRO). 热模具为6541(DME).
6.35的隔热板
36"X36" THIS-3636-2
36"X24" THIS-2436-2
D-M-E 常用浇口套
Sprue Bushing
系列
定货规格
D 直径
A
L
r 倒角
U-6600
23.02
45.24
U-6601
35.72
57.94
U系列
U-6602
19.05
48.42
70.64
3.18
U-6603
1-11.5 1-1/4-11.5 1-1/2-11.5
2-11.5
7.93 10.29 13.72 17.18 21.34 26.67 33.4 42.16 48.26 60.33
NPT --- Pipe Thread Date
Inside Diameter of Pipe
Pitch Diameter (螺纹中径)
Design: zhouyang November 2003
型号 D-M-E标准
BT-105 BT-210 BT-340
0.125 3.175
0.187 4.826
0.250 6.35
0.312 7.925
0.437 11.10
T375L18 0.375 T625L18 0.625
1/4-28
5.6
0.214 5.44 0.377 9.58
5/16-24
7.1
0.307 7.80 0.531 13.49 7/16-20
10.0
以下为PRO比D-M-E增加的型号
0.273 6.93
-
11.8
3/8-24
8.7
0.495 12.57
-
20.25
5/8-20
14.6
对应的 PRO标准 T125L18 T187L18 T250L18 T312L18 T437L18
D=25.4
1 2 3 4 5 6 7 8 9 10 11
(B)系列
A
23.02 35.72 48.42 61.12 73.82 86.52 99.22 111.92 124.62 150.02 175.42
D=19.05
1 2 3 4 5
(U)系列
A
23.02 35.72 48.42 61.12 73.82
SPRB3-734 SPRB3-934 SPRB3-134
SPRB4-734 SPRB4-934 SPRB4-134
SPRB5-734 SPRB5-934 SPRB5-134
SPRB6-734 SPRB6-934 SPRB6-134
SPRB7-734 SPRB7-934 SPRB7-134
SPRB8-734 SPRB8-934 SPRB8-134
Non
SPRB11-712 SPRB11-912 SPRB11-112
L 45.24 57.94 70.64 83.34 96.04
O =5/32 3.97mm SPRU1-512 SPRU2-512 SPRU3-512 SPRU4-512 SPRU5-512
O =7/32 5.56mm SPRU1-712 SPRU2-712 SPRU3-712 SPRU4-712 SPRU5-712
6.88 6.35 6.93 8.73 10.03 11.11 10.34 14.29 13.56 17.86 14.05 23.02 16.79 28.97 17.3 37.7 17.3 43.66 17.7 55.56
1
D=25.4
1 2 3 4 5 6 7 8 9 10 11
D=19.05
1 2 3 4 5
攻丝底孔
5.31 6.83 9.25 12.52 15.8 20.93 26.64 35.05 40.89 52.50
5.95
6.0
8.33
8.5
10.72
11.0
14.29
14.4
17.46
17.8
22.62
23.2
28.58
29.1
37.31
43.26
55.17
Minimum Thread Length of Engage Thread
SPRB5-712 SPRB5-912 SPRB5-112
SPRB6-712 SPRB6-912 SPRB6-112
SPRB7-712 SPRB7-912 SPRB7-112
SPRB8-712 SPRB8-912 SPRB8-112
SPRB9-712 SPRB9-912 SPRB9-112
SPRB10-712 SPRB10-912
16.5 5-1/2(139.7)5-3/4(146.05)6(152.4) 1~5,...
3/4-10 19.05 16.7 28.58 20
20
6-1/2(165.1)7(177.8)7-1/2(190.5)
2~5...
1-8
25.4
22.5
38.1
27
26.5 8(203.2)9(228.6)10(254)12(304.8)
O =11/32 8.73mm
SPRB1-534 SPRB2-534 SPRB3-534 SPRB4-534 SPRB5-534 SPRB6-534 SPRB7-534 SPRB8-534 SPRB9-534
Non Non
SPRB1-734 SPRB1-934 SPRB1-134
SPRB2-734 SPRB2-934 SPRB2-134
PROGRESSIVE 常用浇口套 R19.05
Sprue Bushing
L
45.24 57.94 70.64 83.34 96.04 108.74 121.44 134.14 146.84 172.24 197.64
O =5/32 3.97mm
O =7/32 5.56mm
O =9/32 7.14mm
3/8-16 9.53
8.0
14.29 10.5
10
3-1/4(82.55)3-1/2(88.9)4(101.6)
1/2~5,6
1/2-13 12.7