CNC200A绕线机说明书剖析
CNC200A绕线机数控系统手册

3.3.数字显示器
步序显示器:显示目前绕线或编辑中的步序号码。 资料显示器:显示编辑中的资料、绕线或排线杆的位置。 产量显示器:显示产量或绕线轴转速(RPM)。
█ CNC-200A 使用手册 H8681/3 版本
3.4.状态指示灯
□待 机:亮表示待机中,不亮表示绕线或编辑中,闪烁表示暂停中。 □运 转:亮表示绕线中,不亮表示停止中。 □慢 车:亮表示正以低速绕线。 □定 位:亮表示排线杆作起绕点定位或回归原点中。 □超 速:亮表示绕线速度太快,排线杆与绕线轴失去同步。 □断 线:亮起时线断,同时暂停绕线。 □完 成:当生产数量已达生产目标时,此灯亮起。 □转 速:亮起时表示目前产量显示器作为转速表。 □产 量:亮起时表示目前产量显示器显示的为产量。
步序号码自动加一,继续编辑下一步序起绕点,当步序号码大于结束步序时,就回到起始步序,
且幅宽指示灯亮起,继续编辑各步序的幅宽,依此循环至后退资料项为止,利用数字和
键即可将各步序所有资料项目编辑完成,编辑完成时,再按 一次 即可脱离编辑状态,
此时排线轴重新作起绕点定位回到待机状态。
█ CNC-200A 使用手册 H8681/3 版本 在编辑每一步序绕线资料时,可同时更改该序之下列五种选择设定:
动继续绕制产品,减少原材料浪费。 ◆ 一组编辑密码设定,以防止设定资料被任意更改。 ◆ 兼容性强,可直接替代同类型控制器。 ◆ 电源可分 AC 100~120V 及 220V~240V 等机种供选择。
3. 面板说明
待機 運轉 慢車
定位 超速 連線
起繞點 幅寬 線俓
總圈數 起繞慢車 停止慢車
高速 低速 後退
步
序
轉速
歸零
轉速
産量
完成
绕线机操作规程(调试部分)
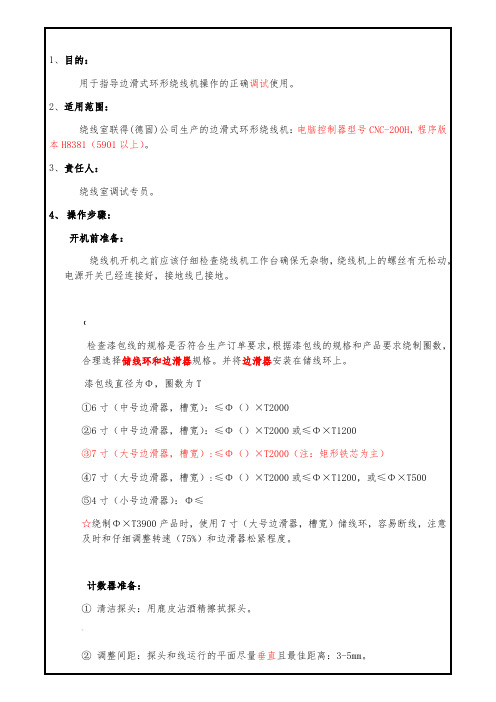
1、目的:用于指导边滑式环形绕线机操作的正确调试使用。
2、适用范围:绕线室联得(德固)公司生产的边滑式环形绕线机:电脑控制器型号CNC-200H,程序版本H8381(5901以上)。
3、责任人:绕线室调试专员。
4、操作步骤:开机前准备:绕线机开机之前应该仔细检查绕线机工作台确保无杂物,绕线机上的螺丝有无松动,电源开关已经连接好,接地线已接地。
(检查漆包线的规格是否符合生产订单要求,根据漆包线的规格和产品要求绕制圈数,合理选择储线环和边滑器规格。
并将边滑器安装在储线环上。
漆包线直径为Φ,圈数为T①6寸(中号边滑器,槽宽):≤Φ()×T2000②6寸(中号边滑器,槽宽):≤Φ()×T2000或≤Φ×T1200③7寸(大号边滑器,槽宽):≤Φ()×T2000(注:矩形铁芯为主)④7寸(大号边滑器,槽宽):≤Φ()×T2000或≤Φ×T1200,或≤Φ×T500⑤4寸(小号边滑器):Φ≤☆绕制Φ×T3900产品时,使用7寸(大号边滑器,槽宽)储线环,容易断线,注意及时和仔细调整转速(75%)和边滑器松紧程度。
计数器准备:①清洁探头:用鹿皮沾酒精擦拭探头。
~②调整间距:探头和线运行的平面尽量垂直且最佳距离:3-5mm。
③检查检知器:取出光纤,清除检知器插槽内的灰尘。
调试光线强度,显示两个绿格,无红格(诺奇机车用的欧姆龙光纤放大器)。
联得机车用的松下神视光纤放大器)铁芯定位⑴常规产品:调节夹具上的前后、左右手柄轮,移动夹具台,使排线轮靠近储线环,松动排线杆上的螺丝杆→打开储线环,捏开排线杆,把本批特定铁芯套入储线环,放在排线轮中间,闭合储线环,使排线轮夹住铁芯→调节夹具上的前后、左右手柄轮,移动夹具台,使铁芯在不摩擦储线环的情况下,让铁芯外壁尽量靠近挡线板→固定排线杆上的螺丝杆,使排线轮刚好夹住铁芯。
☆当排线轮撑开最大角度,还不能夹住铁芯时,就要把铁芯放到排线轮的外围,让三个排线轮同时接触到铁芯内壁,用橡皮筋固定排线杆末端手柄。
CNC自动绕线机控制器说明书精编版

C N C自动绕线机控制器说明书公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-CNC自动绕线机控制器说明书控制器说明书说明书CNC210-S(简要版)控制面板Key pads按键[ 0]~[9]用来输入数字[步序设定] :打开程序设置界面[产量设定] :设置目标产量[起始步序] :设置开始步序[结束步序] :设置结束步序[资料选择] :打开不同程序界面,以做设置[排线方向] :设置排线杆排线方向[绕线方向] :设置绕线的正反向[两端停车] :排线到端面时暂停,方便检查起绕点和幅宽设置的准确性[自动复位] :绕完当下的步序后,排线杆自动进入下一程序的起绕点[自动启动] :灯亮时说明不需按启动键,程序会自动启动[━] : 调机时,如要改变原有的参数,必须先按下此键。
此时被调的参数会闪烁,按下新设定的数字再按输入键,新的参数就被设置[清除] :调机时,将参数清除的按键[复制] :调机时,复制上一步的参数[输入] :将参数输入并记忆[转速] :将显示在转速和产量之间轮换[归零] :按住2秒钟,产量数变为0[自动] :启动功能在自动和手动间转换[煞车] :当绕线轴停止时,刹车器即启动将绕线轴刹住[跳段] :跳入下一段绕线程序[退段] :退入上一段绕线程序[复归] :任何时候,按此键将终止当下的程序并回到待机状态[停车] :暂停绕线[启动] :启动绕线或在绕线中暂停绕线数字显示段落显示:显示现在绕线的段落号资料显示:调机时,用来显示程序的内容.绕线或待机时,显示已绕圈数或排线杆的位置产量显示:显示产量或转速其他面板上的LED灯,点亮时显示该功能正在起效,否则,熄灭时则该功能不生效。
1.设置绕线参数MEMORYRANGE SELECTION·设置起始步序:待机状态下按【起始步序】【0-999】【输入】譬如,欲设第二段为起始段。
按【起始步序】【2】【输入】即可·设置结束步序待机状态下按【结束步序】【0-999】【输入】譬如,欲设第四段为结束段。
绕线机操作说明

评价
对绕线机的操作效果进行评价,包括线圈质量、生产效率、操作便捷性等方面进 行评价。
THANKS FOR WATCHING
感谢您的观看
准备绕线材料和工具
根据需要准备相应的绕线材料,如电线、绝缘胶带、扎带等 。
准备必要的绕线工具,如绕线轮、夹具、剪刀等。确保工具 完好无损,能够正常使用。
安全注意事项和防护措施
01
02
03
04
在操作绕线机前,确保工作区 域干净整洁,无杂物和障碍物
。
操作人员应穿戴适当的防护装 备,如手套、护目镜等,以防
在电磁场中,通电的电线会产生磁场, 磁场的变化会产生感应电动势。
02 绕线机操作前的准备
检查电源和设备连接
确保绕线机电源已接 通,电源线连接良好, 无破损或裸露的电线。
确保绕线机与外部设 备的连接线插接牢固, 无松动或接触不良的 现象。
检查绕线机上的开关、 旋钮等部件是否正常, 无损坏或失灵现象。
域。
绕线机在电子、电机等领域的应用实例
在电子领域,绕线机广泛应用 于各种电子元器件的制造,如 电感器、变压器、滤波器等。
在电机领域,绕线机主要用于 制造各种电机,如发电机、电 动机等。
在家电领域,绕线机用于制造 各种家用电器中的电机和变压 器,如空调、冰箱、洗衣机等。
绕线机操作效果展示和评价
展示
调整张力
根据线材的粗细和硬度,调整 绕线机的张力,以确保线圈紧
密、均匀。
开始绕线及操作技巧
启动绕线
按下绕线机启动按钮, 开始绕线。
观察绕线状态
调整速度
注意安全
【2019年整理】数控绕线机说明
一、功能介^ (2)二、面板介^ (2)三、按键指引 (2)四、数值^示窗功能 (3)五、状熊指示燎介^ (4)横资料殴定褊辑 (4)六、殴定暮案资料^明 (4)七、邀撑暮案资料^明 (4)资料殴定方式 (5)八、殴定改始步序及布吉结步序 (5)九、殴定料 (5)十、圈例^明 (5)料建更修改 (5)特殊功能介名召 (6)技巧言寸^ (7)系统内部功能段定 (8)特殊功能殴定 (10)保^害 (12)保修卡 (13)本雷月筒控制器系探用最新同步随耦式排排^速度快,精准度桎高,在超速排^中H 整。
可轻易用教导式左右键来输入绕线宽度,启绕点资料。
主速度爬昇日寺冏可依特性随意更改。
具排^超速值测功能,能自S&降低主审由速度至最88定状!18。
逼^速度RPM 及座量设定,产量达到会自动停车。
超大言己憧容量,可存取0-999鲍步序。
刹更日寺冏及次ttw,可依横械特性、小及速度快慢自行is 定,一次、雨次 每鲍^程式才蜀立提供多椒操作及摸式W,操作用更霰活。
可邀探内含1/2HP 直流M®®®器或外接器、 AC 器排^勒步ifiUS 以包波斯流HS&。
直接推ft DC24V 15W煞更器。
排^勒可邀探使用内含之雨相2A 步ifiM®或外接步器。
排^勒最小位移罩位可由系统rtwts 定,可遒用於多椒猊格螺杆。
掉雷保II 功能mg 幸艮警功能,可K 示有提示音超高智慧模式,具自我检测功能,包括1S 定^森、超速追跳及速度校卒。
探最新式交换式ft 源供雁器,覆定性佳。
具遮榇量尺功能,可^易测得度,WSo中,可随意改建主IS1M®速度,排^器随之同步随耦。
一鲍RS-485介面,可典值I 人Higa®,以便统合管理料。
、面板介名召:TEL : 0086-0769-******* FAX : 0086-0769-*******二、按I®指引:起^黑备恩圈敷 周速 幅宽起^慢聿 低速停止慢聿彳麦退88888起始步序 2束' 步序flsT]位速^ 定超;®=共十值舄段定各项资料之+ =M®M排^器遮檬尺功能,可於停申日寺作遮檬尺测定黑占及宽度,亦可於^料避:定日寺直接以遮檬值做料段定“存入”勤作。
CNC200A绕线机说明书
目录1.前言 (2)2.主要特征 (2)3.面板说明 (3)4.编辑绕线资料 (5)5.绕线方式选择 (6)6.执行绕线功能 (7)7.装机设定 (8)8.安装与接线 (10)9.简易保养及故障排除 (13)1.前言CNC-200A是本公司新开发的一款绕线机控制器,由于控制机能完整,广为绕线业界所爱用,已成为绕线机的标准配备。
此款新型控制器采用更精密、功能更强大、运算速度更快、抗干扰能力更强的单晶片微处理器,不但保留了与原机型相容之操作方式及所有功能,更提升了控制器之运转效率及稳定性。
2.主要特征◆采用单晶片微处理器设计,功能更强,体积更小,抗干扰能力强。
◆记忆体使用FLASH ROM,容量大,可储存1000步序之绕线资料,每一步序可分别设定9种绕线资料,5种功能选择,切断电源后绕线资料不会流失。
◆可针对不同机型及使用场合更改运转及操作模式,使用范围更广泛。
◆绕线轴提供100段绕线速度选择,每一步序的高速及低速可分别设定。
◆绕线轴提供100段加速斜率选择,使绕线轴运转更为流畅。
◆计数分辨率高,可达0.05圈。
◆排线轴步进马达驱动器以定电流驱动,提供高速度、高扭力、高精度之定位。
◆排线轴位置可以用教导或按键设定,资料显示窗可以显示排线轴当前位置。
◆排线轴提供99段定位速度选择。
◆排线轴位移单位设置范围广,适用各类规格的螺杆。
◆具有断电记忆功能,绕线过程中突然断电,可记录当前的状态、参数并保存,待上电,启动继续绕制产品,减少原材料浪费。
◆一组编辑密码设定,以防止设定资料被任意更改。
◆兼容性强,可直接替代同类型控制器。
◆电源可分AC 100~120V及220V~240V等机种供选择。
3. 面板说明3.1.电源:附有指示灯之电源开关,管制本控制器之AC 电源。
3.2.按键,用来输入数值之用。
:用来进入或离开资料设定状态。
:用来设定目标产量。
:用来指定记忆体起始步序。
:用来指定记忆体结束步序。
:编辑时,选择资料项目;操作时,切换显示总圈数或排线杆位置。
绕线机操作说明
绕线机操作说明绕线机操作说明1.产品概述1.1 产品名称:绕线机1.2 产品型号:[填写产品型号]1.3 产品功能:用于对电线、电缆等材料进行绕线作业2.安全注意事项2.1 在操作绕线机前,请仔细阅读并理解本操作说明书,并确保操作人员具备相关的操作经验和技能。
2.2 确保绕线机的电源已经断开,并进行必要的安全隔离措施。
2.3 避免触摸绕线机的旋转部件,以免造成伤害。
2.4 在清洁和维护绕线机时,务必关闭电源,并拔掉插头。
3.绕线机操作流程3.1 准备工作3.1.1 将绕线机放置在平稳的工作台上,并确保其稳定性。
3.1.2 检查绕线机的电源连接是否正常。
3.1.3 根据需要,选择合适的绕线模具。
3.1.4 准备好需要绕线的电线、电缆等材料。
3.2 绕线前工作3.2.1 打开绕线机电源,并确认机器处于正常工作状态。
3.2.2 检查绕线模具的安装是否正确,确保其固定牢固。
3.2.3 调整绕线机的绕线速度和张力,以适应所使用的材料。
3.3 绕线操作3.3.1 将需要绕线的材料固定在绕线机的位置上,并留出足够的材料长度。
3.3.2 启动绕线机,并逐渐将材料引入绕线模具中间的孔中。
3.3.3 在绕线过程中,保持材料的张力稳定,确保绕出的线圈整齐、紧密。
3.3.4 根据需要,调整绕线机的速度和张力,以获得最佳的绕线效果。
3.4 绕线后处理3.4.1 当绕线完成后,关闭绕线机电源,并切断电源供应。
3.4.2 将绕线好的产品从绕线机上取下,并进行必要的修整和整理。
3.4.3 清理绕线机及周围的绕线残留物,并进行日常维护保养。
附件:1.绕线机产品说明书2.绕线机维护手册3.绕线模具选择手册法律名词及注释:1.版权:指对作品的独创性表现形式给予的法律保护。
著作权法是主要的法律依据。
2.商标:指商品或服务在市场上的标记,用以区别同类商品或服务。
商标法是主要的法律依据。
3.专利:指对新发明、新设计或者新型实用技术的法律保护。
全自动绕线机操作说明
全自动绕线机操作说明-CAL-FENGHAI.-(YICAI)-Company One1全自动绕线机操作说明书<一> 安装要领:将机器移到预定生产的排线上,定位好,装上气压,并调到4.5kg/cm2,插接上220V单相电,并装上地线;<二> 开机前要领:检查各机件是否松脱或移位,并调整、校正、锁紧;各部电线接头是否紧固,重新检查好以上完成;<三> 打开空气开关,并以万用表量过确认电压220V无误;打开电源旋钮开关。
此时进入人机画面的工作范围;<四> 人机画面内容:把左右两个马达的飞叉找到原点位置,把旋钮转到步进位置,按下人机画面右上角工具,人工位即显示:模入:即让模具左右部向中心移装到位,有感应保护;模出:即让模具左右部向外部退出间隙部,有保护;顶头:即让模出为中间段间隙,以利转子转到时,得到间隙;夹具:即转子向中间推到位,感应自动夹紧;线:在绕线过程中勾线,勾入勾后,把线推到勾完整;推进:自动拉线的基本定位;夹线:把线夹紧功能;拉线:把线拉断功能;压线:勾线过程中把第一个勾的线补充压紧功效;压线归位:把压线组具归到定点上。
以上各部均可由手动操作来调节间隙和定位,以达到机器运转的精准度。
<五> 参数设定:进入参数设定(1)下勾角度:飞叉在勾线前一步停待的角度;(2)上勾角度:飞叉在勾线入线的正确角度;(3)圈数:转子所需绕线的正确圈数;(4)飞叉导线角度:绕完线勾好最后一勾要夹线的角度;(5)绕线速度:即左右飞叉的绕线速度;(6)挂勾角度:转子的移动量到勾线的位置;(7)勾线角度:转子反转勾线到勾槽所需角度;(8)绕线角度:转子绕线所定位置的角度;(9)转子导线角度:绕完线勾好最后一勾,转子转到让夹线达到入导槽的角度;(10)压线角度:补助第一次勾线不让线脱或断的角度;<六>转子分类为对比槽数与勾数的设定法,分为1:1式、1:2式和1:3式,一般只取前二者用之,而此二者各分类:左叠式和右叠式。
CNC绕线机操作说明

步序 设定
步序设定显示器
步序
按键,此时步序显示器会显示
步序
,同时
起绕点指示灯
步序设定显示器
也会亮起,在
步序资料显示器里输入数字就可以
步序资料设定显示器
了.例如:
输入72.40mm,此时为排线杆向外移动
步序
步序
按亮就可以了,此
定开始步序724,再按
结束 步序
结束步序
时,在第一个步序绕线完成后自动启 动第二个步序开始绕线,可省第二次 启动开始按键.灯亮时表示自动启动 同时控制面板 按键要按亮才可
自动
724,此时为一个步序绕线,结束为725 时为二个步序绕线,依此类推.
以自动启动。
资料 选择 排线 方向 绕线 方向 两端 停车
TAILY AUTO CNC-210S
资料 选择 排线 方向 绕线 方向 两端 停车
起始 步序 结束 步序 自动 归位 自动 启动
7 4 1 0
8 5 2
9 6 3
步序 设定 产量 设定 一
进入或者离 开设定状态
电源
指示灯
清除 COPY 输入
自动
煞车
跳段
退段
复归
停车
启动
编辑确认
控制面板按键说明
7 4 1 0
绕线机操作说明
制作: 审核: 批准:
日期:2008年8月28日
待机 运转 慢车
定位 超速 连线
起绕点 幅宽 线径
总圈数 起绕慢车 停止慢车
高速 低速 后退
TAILY AUTO CNC-210S
数控自动排线绕线机说明书
数控自动排线绕线机(VR960型)使用说明珠海信盛机电科技有限公司☞VR960型数控自动排线绕线机是专为绕制各种电子变压器、继电器、交流接触器等需良好排线的线圈而设计的智能化电子设备。
采用高压无刷电机作为主轴动力,在启动、运行、刹车方面表现出优良的性能。
显示介面采用240*128图形式液晶的全汉字显示,具有直观、易懂、易操作的特点。
☞主要特性1.具有圈数自动校准功能,绕线精度达 0.1圈。
2.机内可存储100种变压器资料,还配备独特的优盘接口、可直接驱动本公司的128兆优盘,方便用户在多台排线机之间传输存储资料。
3.每种变压器资料可最多设置50个段位,圈数最多可设置80000圈,充分满足了绕制各种线圈的需要。
4.排线轴位置具有教导式输入功能,能即时显示排线轴位置、对起绕点、幅宽的设置极为方便。
☞技术指针☞面板说明1.按键“0”—“9”:共十键,用来输入数值之用;其中在“待机绕线屏”,“.”键具有刹车转换功能,“0”键有退段功能,“1”键有进段功能,“2”键具有产量减一功能,“4”键具有产量清零功能,“5”键是用来对电机主轴进行定位置与不定位置的选择、主轴定位置时显示屏的上方会出现“定位”的提示字样,选择定为功能后,主轴每次会停在一个相同的位置。
“设置”键:机器开机进入“待机绕线屏”,只有按此键才能进入设置状态,包括“系统”键的设置。
“输入”键:配合数字键在打入数字后由此键确认,来完成数字参量的设置。
“归位”键:每按一次键,排线轴就找原点一次并进入当前段位的起绕点。
此键也是机器由“设置状态”进入“待机绕线屏”的转换键。
“启动”键:只有在“待机绕线屏”按此键机器才能进入正常排线绕线状态,在设置状态针对“起绕点”与“幅宽”的设置时,此键具有教导设置功能——可使排线轴精准右移。
“停止”键:机器在排线绕线状态,按此键可随时停止运转。
在设置状态同“启动”键一样具有教导设置功能——使排线轴精准左移。
用“停止”、“启动”键调整后的起绕点或幅宽按“输入”键即可保存。
最新CNC自动绕线机控制器说明书资料

CNC自动绕线机控制器说明书CNC自动绕线机控制器说明书说明书CNC210-S(简要版)控制面板Key pads按键[ 0]~[9] 用来输入数字[步序设定] :打开程序设置界面[产量设定] : 设置目标产量[起始步序] : 设置开始步序[结束步序] : 设置结束步序[资料选择] : 打开不同程序界面,以做设置[排线方向] : 设置排线杆排线方向[绕线方向] : 设置绕线的正反向[两端停车] : 排线到端面时暂停,方便检查起绕点和幅宽设置的准确性[自动复位] : 绕完当下的步序后,排线杆自动进入下一程序的起绕点[自动启动] : 灯亮时说明不需按启动键,程序会自动启动[━] : 调机时,如要改变原有的参数,必须先按下此键。
此时被调的参数会闪烁,按下新设定的数字再按输入键,新的参数就被设置[清除] : 调机时,将参数清除的按键[复制] : 调机时,复制上一步的参数[输入] : 将参数输入并记忆[转速] : 将显示在转速和产量之间轮换[归零] : 按住2秒钟,产量数变为0[自动] : 启动功能在自动和手动间转换[煞车] : 当绕线轴停止时,刹车器即启动将绕线轴刹住[跳段] : 跳入下一段绕线程序[退段] : 退入上一段绕线程序[复归] : 任何时候,按此键将终止当下的程序并回到待机状态[停车] : 暂停绕线[启动] : 启动绕线或在绕线中暂停绕线数字显示段落显示: 显示现在绕线的段落号资料显示: 调机时,用来显示程序的内容.绕线或待机时, 显示已绕圈数或排线杆的位置产量显示: 显示产量或转速其他面板上的LED灯,点亮时显示该功能正在起效,否则,熄灭时则该功能不生效。
1. 设置绕线参数1.1 MEMORYRANGE SELECTION·设置起始步序:待机状态下按【起始步序】【0-999】【输入】譬如,欲设第二段为起始段。
按【起始步序】【2】【输入】即可·设置结束步序待机状态下按【结束步序】【0-999】【输入】譬如,欲设第四段为结束段。
CNC自动绕线机控制器说明书

CNC自动绕线机控制器说明书CNC自动绕线机控制器说明书说明书CNC210-S(简要版)控制面板Keypads按键[0]~[9]用来输入数字[步序设定]:打开程序设置界面[产量设定]:设置目标产量[起始步序]:设置开始步序[结束步序]:设置结束步序[资料选择]:打开不同程序界面,以做设置[排线方向]:设置排线杆排线方向[绕线方向]:设置绕线的正反向[两端停车]:排线到端面时暂停,方便检查起绕点和幅宽设置的准确性[自动复位]:绕完当下的步序后,排线杆自动进入下一程序的起绕点[自动启动]:灯亮时说明不需按启动键,程序会自动启动[━]:调机时,如要改变原有的参数,必须先按下此键。
此时被调的参数会闪烁,按下新设定的数字再按输入键,新的参数就被设置[清除]:调机时,将参数清除的按键[复制]:调机时,复制上一步的参数[输入]:将参数输入并记忆[转速]:将显示在转速和产量之间轮换[归零]:按住2秒钟,产量数变为0[自动]:启动功能在自动和手动间转换[煞车]:当绕线轴停止时,刹车器即启动将绕线轴刹住[跳段]:跳入下一段绕线程序[退段]:退入上一段绕线程序[复归]:任何时候,按此键将终止当下的程序并回到待机状态[停车]:暂停绕线[启动]:启动绕线或在绕线中暂停绕线数字显示段落显示:显示现在绕线的段落号资料显示:调机时,用来显示程序的内容.绕线或待机时,显示已绕圈数或排线杆的位置产量显示:显示产量或转速其他面板上的LED灯,点亮时显示该功能正在起效,否则,熄灭时则该功能不生效。
1.设置绕线参数1.1MEMORYRANGESELECTION·设置起始步序:待机状态下按【起始步序】【0-999】【输入】譬如,欲设第二段为起始段。
按【起始步序】【2】【输入】即可·设置结束步序待机状态下按【结束步序】【0-999】【输入】譬如,欲设第四段为结束段。
按【结束步序】【4】【输入】即可*注意:起始步序必须小于结束步序!1.2设置起绕点或幅宽时使用的“教导式”点按【跳段】按键,可使排线杆向外微动,点按【退段】按键,可使排线杆向内微动。
CNC200A绕线机使用说明.docx
* *目录1 .前言 (2)2 .主要特征 (2)3 .面板说明 (3)4 .编辑绕线资料 (5)5 .绕线方式选择 (6)6 .执行绕线功能 (9)7 .装机设定 (10)8 .安装与接线 (12)9 .简易保养及故障排除 (16)* *1 .前言CNC-200A是本公司新开发的一款绕线机控制器,由于控制机能完整,广为绕线业界所爱用,已成为绕线机的标准配备。
此款新型控制器采用更精密、功能更强大、运算速度更快、抗干扰能力更强的单晶片微处理器,不但保留了与原机型相容之操作方式及所有功能,更提升了控制器之运转效率及稳定性。
2 .主要特征◆ 采用单晶片微处理器设计,功能更强,体积更小,抗干扰能力强。
◆记忆体使用 FLASH ROM ,容量大,可储存 1000 步序之绕线资料,每一步序可分别设定9种绕线资料, 5 种功能选择,切断电源后绕线资料不会流失。
◆ 可针对不同机型及使用场合更改运转及操作模式,使用范围更广泛。
◆绕线轴提供 100 段绕线速度选择,每一步序的高速及低速可分别设定。
◆绕线轴提供 100 段加速斜率选择,使绕线轴运转更为流畅。
◆计数分辨率高,可达0.05 圈。
◆ 排线轴步进马达驱动器以定电流驱动,提供高速度、高扭力、高精度之定位。
◆ 排线轴位置可以用教导或按键设定,资料显示窗可以显示排线轴当前位置。
◆排线轴提供 99 段定位速度选择。
◆ 排线轴位移单位设置范围广,适用各类规格的螺杆。
* *◆ 具有断电记忆功能,绕线过程中突然断电,可记录当前的状态、参数并保存,待上电,启动继续绕制产品,减少原材料浪费。
◆ 一组编辑密码设定,以防止设定资料被任意更改。
◆兼容性强 ,可直接替代同类型控制器。
◆电源可分 AC 100 ~ 120V 及 220V ~240V 等机种供选择。
3 .面板说明待機定位起繞點總圈數高速運轉超速幅寬起繞慢車低速慢車連線線俓停止慢車後退資料起始選擇步序排線結束方向步序步序轉速産量完成繞線自動方向歸位轉速歸零兩端自動停車啓動789步序設定456産量電源設定123―0清除COPY輸入自動煞車跳段退段復歸停車啓動3.1 .电源:附有指示灯之电源开关,管制本控制器之AC 电源。
CNC自动绕线机控制器说明书

CNC自动绕线机控制器说明书CNC自动绕线机控制器说明书说明书CNC210-S(简要版)控制面板Key pads按键[ 0]~[9] 用来输入数字[步序设定] :打开程序设置界面[产量设定] : 设置目标产量[起始步序] : 设置开始步序[结束步序] : 设置结束步序[资料选择] : 打开不同程序界面,以做设置[排线方向] : 设置排线杆排线方向[绕线方向] : 设置绕线的正反向[两端停车] : 排线到端面时暂停,方便检查起绕点和幅宽设置的准确性[自动复位] : 绕完当下的步序后,排线杆自动进入下一程序的起绕点[自动启动] : 灯亮时说明不需按启动键,程序会自动启动[━] : 调机时,如要改变原有的参数,必须先按下此键。
此时被调的参数会闪烁,按下新设定的数字再按输入键,新的参数就被设置[清除] : 调机时,将参数清除的按键[复制] : 调机时,复制上一步的参数[输入] : 将参数输入并记忆[转速] : 将显示在转速和产量之间轮换[归零] : 按住2秒钟,产量数变为0[自动] : 启动功能在自动和手动间转换[煞车] : 当绕线轴停止时,刹车器即启动将绕线轴刹住[跳段] : 跳入下一段绕线程序[退段] : 退入上一段绕线程序[复归] : 任何时候,按此键将终止当下的程序并回到待机状态[停车] : 暂停绕线[启动] : 启动绕线或在绕线中暂停绕线数字显示段落显示: 显示现在绕线的段落号资料显示: 调机时,用来显示程序的内容.绕线或待机时, 显示已绕圈数或排线杆的位置产量显示: 显示产量或转速其他面板上的LED灯,点亮时显示该功能正在起效,否则,熄灭时则该功能不生效。
1. 设置绕线参数1.1 MEMORYRANGE SELECTION·设置起始步序:待机状态下按【起始步序】【0-999】【输入】譬如,欲设第二段为起始段。
按【起始步序】【2】【输入】即可·设置结束步序待机状态下按【结束步序】【0-999】【输入】譬如,欲设第四段为结束段。
绕线机操作说明

引言概述绕线机是一种常见的电工设备,用于将导线或线圈绕在线轴上。
它广泛应用于电子设备制造、电力工程和通信领域。
正确操作绕线机对提高生产效率、保证产品质量至关重要。
本文将详细介绍绕线机的操作步骤和注意事项,帮助操作人员正确使用该设备。
正文内容一、设备准备1.1 检查设备完整性:确认绕线机的各个零部件齐全,并检查是否有损坏或缺失的情况。
1.2 供电连接:确保设备的电源线正确连接到电源插座,并检查电源开关是否处于关闭状态。
1.3 安全防护:佩戴符合规定的个人防护装备,如安全手套、护目镜和防护服等。
二、操作步骤2.1 线轴准备:根据所需绕线规格选择合适的线轴,并将其安装到绕线机上。
2.2 线材准备:选择适当长度和规格的线材,并解开其绕成的圈圈。
2.3 设置绕线参数:根据需要的线圈直径、绕线速度等参数,将绕线机设定为合适的模式。
2.4 固定线头:将线材的一端固定在线轴上,确保其稳定且没有松动。
2.5 启动绕线机:按下启动按钮,开始绕线过程。
2.6 监控绕线过程:观察线材是否正常绕在线轴上,并注意是否有异常情况发生。
2.7 结束绕线:当绕线达到设定要求时,按下停止按钮停止绕线机的运行。
2.8 剪断线材:使用剪线钳将线材剪断,并留出适当长度的线头。
三、注意事项3.1 安全操作:在操作绕线机时,应注意避开运动部件,避免手部或其他身体部位被夹住。
3.2 线材质量:选择符合规定的线材,确保其质量良好,以免对绕线机的正常运行产生影响。
3.3 绕线速度:根据线材规格和绕线要求,适当调整绕线机的绕线速度,避免过快或过慢导致线圈质量不符合要求。
3.4 线材张力:绕线过程中,要确保线材的张力适当,过大过小都可能导致线圈质量下降。
3.5 维护保养:定期清洁和检查绕线机,确保设备正常运行,并根据需要进行润滑和更换磨损部件。
四、故障处理4.1 停电故障:当绕线机停电时,应立即停止绕线并检查电源连接情况。
4.2 线材卡住:当线材被卡住时,应及时停下绕线机,并小心操作将线材解卡,避免线材断裂或其他损坏。
CNC200A绕线机说明书(分享借鉴)
CNC200A绕线机说明书(分享借鉴)目录1.前言 (2)2.主要特征 (2)3.面板说明 (2)4.编辑绕线资料 (4)5.绕线方式选择 (5)6.执行绕线功能 (7)7.装机设定 (8)8.安装与接线 (10)9.简易保养及故障排除 (13)1.前言CNC-200A 是本公司新开发的一款绕线机控制器,由于控制机能完整,广为绕线业界所爱用,已成为绕线机的标准配备。
此款新型控制器采用更精密、功能更强大、运算速度更快、抗干扰能力更强的单晶片微处理器,不但保留了与原机型相容之操作方式及所有功能,更提升了控制器之运转效率及稳定性。
2.主要特征◆ 采用单晶片微处理器设计,功能更强,体积更小,抗干扰能力强。
◆ 记忆体使用FLASH ROM ,容量大,可储存1000步序之绕线资料,每一步序可分别设定9种绕线资料,5种功能选择,切断电源后绕线资料不会流失。
◆ 可针对不同机型及使用场合更改运转及操作模式,使用范围更广泛。
◆ 绕线轴提供100段绕线速度选择,每一步序的高速及低速可分别设定。
◆ 绕线轴提供100段加速斜率选择,使绕线轴运转更为流畅。
◆ 计数分辨率高,可达0.05圈。
◆ 排线轴步进马达驱动器以定电流驱动,提供高速度、高扭力、高精度之定位。
◆ 排线轴位置可以用教导或按键设定,资料显示窗可以显示排线轴当前位置。
◆ 排线轴提供99段定位速度选择。
◆ 排线轴位移单位设置范围广,适用各类规格的螺杆。
◆ 具有断电记忆功能,绕线过程中突然断电,可记录当前的状态、参数并保存,待上电,启动继续绕制产品,减少原材料浪费。
◆ 一组编辑密码设定,以防止设定资料被任意更改。
◆ 兼容性强,可直接替代同类型控制器。
◆ 电源可分AC 100~120V 及220V ~240V 等机种供选择。
3.面板说明動動自啓端車兩停動位自歸線向繞方束序結步線向排方始序起步料擇資選完成産量轉速後退低速高速停止慢車起繞慢車總圈數線俓幅寬起繞點連線超速定位慢車運轉待機02145789步序設定6産量設定3―清除COPY輸入啓動停車煞車復歸退段跳段歸零轉速自動電源步序3.1.电源:附有指示灯之电源开关,管制本控制器之AC 电源。
绕线机设备操作说明书
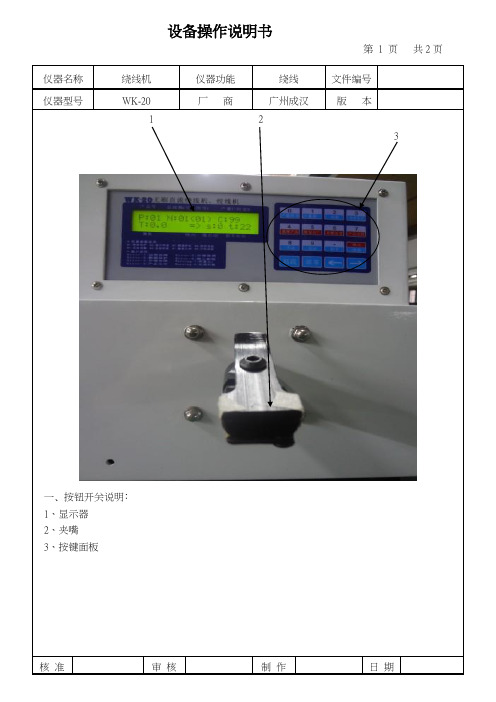
第 1 页共2页仪器名称绕线机仪器功能绕线文件编号
仪器型号WK-20 厂商广州成汉版本
1 2
3
一﹑按钮开关说明﹕
1、显示器
2、夹嘴
3、按键面板
核准审核制作日期
第 2 页共2页仪器名称绕线机仪器功能绕线文件编号
仪器型号WK-20 厂商广州成汉版本
二﹑操作步骤﹕
1﹑打开绕线机电源开关。
2﹑设置机器。
A﹑设置绕线圈数:
按产品设置按键→移动光标至(T)→设置产品绕线圈数(T)→设置刹车时间(t) →
B、恢复出厂状态模式:请注意使用此功能!!!
此模式用于清除存储器内所有设置数据,即机器恢复为出厂时的数据状态。
清空后,系统将在1号产品内放置一套默认的产品数据作为当前产品。
C、机器参数设置模式:
用户可根据自己的需求对控制系统进行个性化设置,设置方法只需按“转换”键在“Y”
(yes)与“N”(no)之间转换。
3.关机
产品绕线完成以后关闭电源。
三﹑注意事项
1﹑保持设备表面清洁﹐每天不定时对其表面进行抹擦。
2﹑如非必要﹐请勿打开设备门。
3﹑机器在转动时请勿将手放在转动处﹐应注意安全操作。
4﹑非相关专业技朮人员严禁修改仪器的各项参数设置。
5﹑本仪器的接入电压为220V。
6、气压规格0.45Mpa~0.68Mpa
核准审核制作日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录1.前言 (2)2.主要特征 (2)3.面板说明 (2)4.编辑绕线资料 (4)5.绕线方式选择 (5)6.执行绕线功能 (7)7.装机设定 (8)8.安装与接线 (10)9.简易保养及故障排除 (12)1.前言CNC-200A是本公司新开发的一款绕线机控制器,由于控制机能完整,广为绕线业界所爱用,已成为绕线机的标准配备。
此款新型控制器采用更精密、功能更强大、运算速度更快、抗干扰能力更强的单晶片微处理器,不但保留了与原机型相容之操作方式及所有功能,更提升了控制器之运转效率及稳定性。
2.主要特征◆采用单晶片微处理器设计,功能更强,体积更小,抗干扰能力强。
◆记忆体使用FLASH ROM,容量大,可储存1000步序之绕线资料,每一步序可分别设定9种绕线资料,5种功能选择,切断电源后绕线资料不会流失。
◆可针对不同机型及使用场合更改运转及操作模式,使用范围更广泛。
◆绕线轴提供100段绕线速度选择,每一步序的高速及低速可分别设定。
◆绕线轴提供100段加速斜率选择,使绕线轴运转更为流畅。
◆计数分辨率高,可达0.05圈。
◆排线轴步进马达驱动器以定电流驱动,提供高速度、高扭力、高精度之定位。
◆排线轴位置可以用教导或按键设定,资料显示窗可以显示排线轴当前位置。
◆排线轴提供99段定位速度选择。
◆排线轴位移单位设置范围广,适用各类规格的螺杆。
◆具有断电记忆功能,绕线过程中突然断电,可记录当前的状态、参数并保存,待上电,启动继续绕制产品,减少原材料浪费。
◆一组编辑密码设定,以防止设定资料被任意更改。
◆兼容性强,可直接替代同类型控制器。
◆电源可分AC 100~120V及220V~240V等机种供选择。
3.面板说明3.1.电源:附有指示灯之电源开关,管制本控制器之AC电源。
3.2.按键,用来输入数值之用。
:用来进入或离开资料设定状态。
:用来设定目标产量。
:用来指定记忆体起始步序。
:用来指定记忆体结束步序。
:编辑时,选择资料项目;操作时,切换显示总圈数或排线杆位置。
:编辑时,用来指定该步序之排线方向。
:编辑时,用来指定该步序之绕线方向。
:编辑时,用来指定该步序是否要有两端停车功能。
:编辑时,用来指定执行至该步序起绕点是否要自动定位。
:编辑时,用来指定执行至该步序时是否要自动绕线。
:编辑时,可跳回上一步序编辑;待机时,连续按住二秒可使产量减一。
:编辑时,将目前编辑中的数字,清除为零。
:编辑时,将上一步序之资料复制到目前步序的资料项目中。
:编辑时,将编辑中的资料项写入记忆体。
:转速与产量显示切换。
:产量计数器清除为零。
:自动循环选择键,灯亮时为自动循环运转。
:停车时,绕线轴煞车或放松选择。
:绕线暂停时,强制跳到下一步序;编辑时,教导排线杆位置往前进。
:绕线暂停时,强制跳回上一步序;编辑时,教导排线杆位置往后退。
:任何状态下,终止目前操作,复归并且回到待机状态。
:绕线中暂停绕线。
:停止中开始绕线、绕线中可暂停绕线。
:编辑时,教导排线杆位置往后退。
:编辑时,教导排线杆位置往前进。
3.3.数字显示器步序显示器:显示目前绕线或编辑中的步序号码。
资料显示器:显示编辑中的资料、绕线或排线杆的位置。
产量显示器:显示产量或绕线轴转速(RPM)。
3.4.状态指示灯□待机:亮表示待机中,不亮表示绕线或编辑中,闪烁表示暂停中。
□运转:亮表示绕线中,不亮表示停止中。
□慢车:亮表示正以低速绕线。
□定位:亮表示排线杆作起绕点定位或回归原点中。
□超速:亮表示绕线速度太快,排线杆与绕线轴失去同步。
□断线:亮起时线断,同时暂停绕线。
□完成:当生产数量已达生产目标时,此灯亮起。
□转速:亮起时表示目前产量显示器作为转速表。
□产量:亮起时表示目前产量显示器显示的为产量。
3.5.绕线资料项目指示灯在编辑绕线资料时,任一灯亮起,表示正在编辑该项绕线资料。
□起绕点:排线杆起始绕线点位置,设定范围[0~999.99]mm。
□幅宽:线材卷绕排线宽度,范围[0~999.99]mm。
□线径:线材的直径,设定范围[0~99.999]mm。
□总圈数:所要卷绕的总圈数,设定范围[0.0~9999.9]圈或[0~99999]圈。
□起绕慢车:启动后先以慢速卷绕的圈数,设定范围[0~999.9]圈。
□停止慢车:绕完前提早降为慢车的圈数,设定范围[0~999.9]圈。
□高速:高速绕线的速度,设定范围[0~99%]。
□低速:慢车绕线时的速度,设定范围[0~25%]。
□后退:备用。
4.编辑绕线资料4.1.使用范围指定CNC-200A可储存1000个步序之绕线资料,通过范围指定可将各种不同规格的绕线资料存放于不同的范围内,使用范围一经指定,往后的编辑及操作都将在此范围内运作,其它未被指定的步序,将一直保持原来的内容,不会被更改。
◆设定范围0~999]。
◆[设定范围0~999]。
设定步序号码时,结束步序必须大于或等于起始步序,否则将无法正常启动绕线。
4.2.编辑绕线资料示起绕点位置,步序号码自动加一,继续编辑下一步序起绕点,当步序号码大于结束步序时,就回到起始步序,且幅宽指示灯亮起,继续编辑各步序的幅宽,依此循环至后退资料项为止,利用数字和此时排线轴重新作起绕点定位回到待机状态。
4.3.排线轴教导式设定在设定起绕点、幅宽、排线杆极限值时,除了可以用数字键来设定位置资料外,时,控制器会将目前之位置与起绕点作运算,得出幅宽,并自动判别排线方向。
4.4.清除所有绕线资料0,此项功能请务必小心使用以免消除所有绕线资料。
5.绕线方式选择5.1.运转方式选择◆连续模式若该步序的起绕点被设定为999.99时,在该步序开始绕线时,排线杆以目前所在位置继续排线,幅宽及左右边界与上一步序相同,排线方向亦不改变。
◆两端减速模式若装机设定中两端减速选择为『1』时,在排线轴移动至两端前,预先降为慢车绕线,等到排线杆折返后再恢复高速绕线;若装机设定之煞车模式选择为『1』时,则在降为慢车绕线前,煞车器会先作短暂煞车后再以慢车绕线。
on 时则为自动循环模式,在此模式下,每完成一件产品后会回到起始步序,off5.2.圈数计数方式选择◆绝对零点计数绕线轴具有一个绝对零点,当启动开始绕线时,只将上一步序绕线圈数计数值之整数圈部份归零,如上一步序绕完的圈数为100.3圈,则启动时,将从0.3圈开始计数,利用此方式可减少因绕线轴滑动而产生的累计误差,但为避免因绕线轴少许的滑动而造成少绕一圈的情况发生,所以当启动时,小数部份若大于0.5圈,则绕线轴将自动补偿至整数圈时,才从零开始累计圈数。
◆相对零点计数每一次启动绕线时,会将计数器全部归零重新计数,此方式绕线轴会因累计滑动而造成每次停点位置不同,较不适合须要定点缠脚或定点加工的绕线用途。
5.3.排线方式选择◆进二退一排线若该步序的幅宽为零时,排线动作成为进二退一模式,排线杆会依排线方向前进两个线径,再后退一个线径,依此循环持续排线,一直到本段绕线结束。
(适合电感器之类)◆不排线有时候,将绕线机用来卷绕胶布或铜箔,不须要排线动作时,可将该步序的线径设定为零,卷绕时排线杆就不会移动了。
◆自动线径有时候,需在被绕物均匀平绕一层材料,可将该步序的线径设定为99.999,系统将根据总圈数,幅宽自动计算出线径。
(适合线绕电阻之类)5.4.如何正确设定绕线圈数◆前置量法将停止慢车设定为零,总圈数设定成希望卷绕的圈数,然后将线材张力等调整妥当,按下数,如此,即可得到准确的卷绕圈数。
◆高低速法利用高速、低速及停止慢车圈数互相搭配,以达到定点准确的目的,慢车圈数设定值必须足以使绕线轴滑行至低速时,尚未超过总圈数设定值。
◆双煞车法此方法是当绕线轴以高速卷绕至停止慢车圈数时,先短暂煞车,待绕线轴停止后,再以低速卷绕未完圈数。
如此即可减少慢车圈数,提高绕线效率。
6.执行绕线功能6.1.开始绕线6.2.暂停中编辑功能在待机或暂停中都可编辑资料,只是暂停中不能以教导式来设定排线杆位置,若于暂停中更改整。
6.3.转速显示(RPM)6.4.绕线圈数及排线杆位置显示置。
6.5.产量控制本控制器开机后,产量显示器显示生产数量,绕线时,每当从起始步序进行至结束步序完成一个循环,生产数量就自动累计加一。
◆产量预设亮起;设定范围[0~99999]。
◆产量减一◆产量归零7.装机设定于待机状态下,分别按下如【7.1.~7.11.如下。
7.1出厂设定值为[10010100]。
若要变更设定时,让小数点亮起,87654321气缸动作:气缸是否动作,(H8683版本有效)1为动作;0为不动作。
输出模式:绕线轴运转信号输出模式,0为CW=正转启动、CCW=反转启动;1为RUN=运转启动、F/R=正反转切换。
零点选择:绕线轴零点及圈数计数模式选择,0为有零点,同时为绝对计数模式;1为无零点,同时为相对计数模式;2为有零点,同时为相对计数模式;3为无零点,同时为绝对计数模式。
两端减速:当排线轴位置接近幅宽边界时,绕线轴是否要减速,0为不减速;1为要减速。
煞车模式:当绕线速度由高转成低速时,选择是否要作短暂煞车,0为不煞车;1为要短暂煞车。
圈数单位:资料显示器在显示圈数时,圈数计数单位选择。
0为以0.1圈;1为以1圈;2为以0.05圈为显示单位。
尺寸单位:排线杆螺杆公制或英制单位选择,0为公制(mm); 1为英制(inch)。
启动模式:脚踏(外部启动)开关操作模式选择,0:为单启动,启动后脚踏开关须一直为ON,若放开脚踏开关,则暂停运转;1:为双启动,启动后放开脚踏开关继续运转,再按一次脚踏开关则暂停运转;2:按下启动开关慢速运转,放开开关定速运转;3:启动开关按一次定速运转,再按一次慢速运转;4:启动开关按一次执行定速运转。
注:V2.4及以上版本才有2,3,4选项。
0为正方向,1为反方向;0为掉电不保存,1为掉电保存;0为不跟随排线,1为跟随排线;(V2.5及以上版本有效);设置无效。
7.3出厂设定值为[0]其设定范围为[00~99] 。
7.4出厂设定值为[0000]此密码用以防止设定之资料遭到任意修改。
密码一经设定后,若要编辑更改任何设定资料,都须先键入 4属有效,不必重新检验密码。
此功能请小心使用,务必记下设定的密码,以免无法进行编辑;其设定范围为[0000~9999],若密码设定为 [0000] 则取消密码功能。
7.5出厂设定值为[999.99]此限制值为排线杆最大的排线行程,经设定后,在运转过程中若排线杆移至限制位置时,立即停止运转并显示错误讯息,然后复归进入待机状态,于设定限制值,除了可以用数字健来设定外,(),以教导式来设定限制值,当限制值设定为[999.99] 时,则不作限制。
7.6出厂设定值为[1]本功能用来设定机台在完成几个成品后排线杆要自动归零校正一次;设定范围为[0~99],若设定为0时,表示不作自动归零校正动作。