陶瓷台盆检验标准
BS3402陶瓷卫浴器具检验标准( Chinese)

BS3402:1969陶瓷卫浴器具件品质检验标准这份英国标准,已被卫浴产品工业标准委员会核准,已于1969年1月13日在执行委员会的授权下出版发行。
标准书号:580 00436 8第一次印刷:1961年7月第一次修订本:1964年7月第二次修订本:1969年1月机构希望大家引起注意:这份英国标准并没有涵盖所有合同必须的条件。
为了与有关工业的发展同步,这份英国标准接受定期检查。
改进的建议将被记录,并在适当的时候提请委员会注意,委员会负责标准修订的参考。
英国标准的完整列表,超过6000项,所有的索引和每个内容,在英国标准年鉴上找得到,也可以在BSI 销售部门买得到,或者类似的机构和公共图书馆。
有必要时,通过修改页或者修订本的方式,英国标准会被修改,所以英国标准的使用者要保证他们拥有的是最新版本或者最新修改页,这点很重要。
前言这份英国标准首次于1961年出版,指出陶瓷卫浴器具件水吸收和开裂力的允许范围,并建立了得到这些性能的实验方法,在卫浴工业的请求下,1964年被修改,延伸到额外的要求和测试方法,目前版本的修改是为了实施改公制的改变。
目前的版本仍然是不可能包括测试冲击强度和耐磨性能。
这是因为满意的测试,能再次得到一样结果的测试还没有被发现,一旦这些测试是可得的时候,它们将被包括在内。
对于个人用陶瓷器具的厚度要求已经在英国标准里列明。
规范一.范围对于陶瓷卫浴用品的质量和尺寸偏差,以及如何检验的方法,英国标准规定了相关的要求。
二.定义对于这份英国标准,适用于以下定义:1.气泡, 直径不超过1MM的表面隆起部分.2.裂纹, 铀面上细小的裂纹.3.变色,直径超过6MM的变色点或者影响颜色的污点和斑点的集合群.4.暗哑表面,不成熟的上釉,看起来轻微暗哑的表面处理或者无光泽的表面处理.5.裂痕,器皿主体上的发线裂纹。
6.暴露的主体,不小于2mm的没有上釉的部分7.表面处理,表面除了颜色外的纹理情况。
8.火裂, 没有上釉的细小的浅的裂纹(细小的裂纹,如果不是在可看见的表面,不一定是不利的)9.洗净面,安装后洗净面可见,而且在器具使用过程中变湿。
陶瓷洗手盆质量标准
开裂
mm
釉裂 棕眼
mm
大釉泡 色斑、坑包
个
针孔
个
中釉泡 花斑
个
小釉泡 班点
个
波纹
mm2
缩釉 缺釉
mm2
磕碰
mm3
釉缕、桔釉
釉粘、坯粉
落脏、剥边
烟熏、麻面
外观缺陷 可见面
不允许
其他区域
不影响使 用
的允许修 补
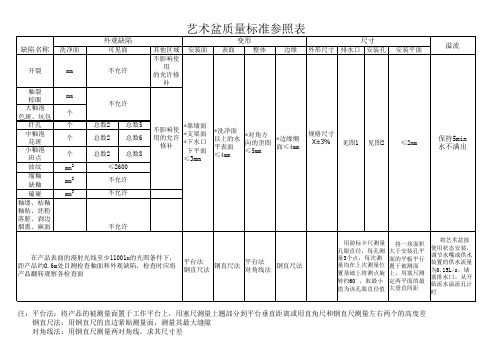
艺术盆质量标准参照表
变形
安装面 表面
整体
边缘 外形尺寸
尺寸 排水口 安装孔
安装平面
不允许
总数2 总数2
总数5 总数6
总数2 总数8 ≤2600 不允许 不允许架面 *下水口 下平面
≤3mm
*洗净面 以上的水 平表面 ≤4mm
*对角方 向的歪图 ≤5mm
*边缘侧 面≤4mm
规格尺寸 X± 3%
见图1
见图2
≤2mm
不允许
溢流
保持5min 水不满出
在产品表面的漫射光线至少11001x的光照条件下, 距产品约0.6m处目测检查釉面和外观缺陷,检查时应将 产品翻转观察各检查面
注:平台法:将产品的被测量面置于工作平台上,用塞尺测量上翘部分到平台垂直距离或用直角尺和钢直尺测量左右两个的高度差 钢直尺法:用钢直尺的直边紧贴测量面,测量其最大缝隙 对角线法:用钢直尺测量两对角线,求其尺寸差
图1:艺 术盆排水 口尺寸
图1
艺术盆变形测量方法
图2:艺 术盆排 水口尺 寸
图2
平台法 钢直尺法
钢直尺法
平台法 对角线法
钢直尺法
用游标卡尺测量 将一块面积 孔眼直径,每孔测 大于安装孔平 量3个点,每次测 面的平板平行 量均在上次测量位 置于被测面 置基础上将测点旋 上,用塞尺测 转约60。,取最小 定两平面的最 值为该孔眼直径值 大垂直间距
陶瓷台盆尺寸误差标准
陶瓷台盆尺寸误差标准
陶瓷台盆尺寸误差标准
陶瓷台盆是一种既抗菌又具备完美的色泽的家具,受到各个国家的消费者的欢迎。
陶瓷台盆的尺寸误差标准是非常重要的,因为它决定着产品的质量和可用性。
由于陶瓷台盆的不同设计,尺寸误差标准也存在所不同。
常用的陶瓷台盆尺寸误差标准一般有三种,分别是绝对误差标准、绝对公差标准和相对误差标准。
具体来讲,绝对误差标准指尺寸与标准尺寸的误差不能超过10mm。
绝对公差标准指陶瓷台盆的尺寸不能低于标准尺寸,而相对误差标准指的是陶瓷台盆的套接尺寸相对于总体尺寸的误差不能超过标准中指定的规定。
此外,陶瓷台盆的尺寸误差标准还和材料材质有关系。
不同材料材质的陶瓷台盆其尺寸误差也会不同,因此,消费者在购买时要仔细选择,确认尺寸误差能够达到自己对产品质量的认可程度。
总之,陶瓷台盆的尺寸误差标准是非常重要的,尺寸误差标准的高低会直接影响到陶瓷台盆的可用性和质量,因此,消费者在购买陶瓷台盆的时候要仔细考虑该陶瓷台盆的尺寸误差标准。
陶瓷件外观检验质量标准及规范

陶瓷件外观检验质量标准及规范1. 引言本文档旨在制定陶瓷件外观检验的质量标准和规范,以确保产品的质量和一致性。
外观检验是评估产品外观质量的重要手段,它涉及到产品的表面光洁度、涂层附着力、色泽、气泡、瑕疵等方面的检测。
2. 检验项目陶瓷件外观检验应包括以下项目:- 表面光洁度:检测产品表面是否有划痕、污渍或凹凸不平等问题;- 涂层附着力:评估产品表面涂层的附着力,确保其不易剥落;- 色泽:检查产品的色彩是否一致,是否有色差;- 气泡:检测产品表面是否有气泡,气泡应符合规定的大小和数量要求;- 瑕疵:检查产品表面是否有裂纹、破损或其他缺陷。
3. 检验方法陶瓷件外观检验可采用以下方法进行:- 目测检验:通过肉眼观察产品表面,判断是否符合标准;- 抽样检验:从生产批次中随机抽取样品进行检验,以代表整个批次的质量;- 仪器检测:使用相关仪器进行检测,如光谱仪、显微镜等。
4. 质量标准陶瓷件外观检验的质量标准应根据产品的具体要求确定。
标准应明确规定允许的瑕疵程度、气泡大小和数量、涂层附着力要求等。
标准可根据国家或行业相关标准进行制定。
5. 检验记录陶瓷件外观检验应进行详细的检验记录,包括检验日期、检验结果、抽样批次、检验人员等信息。
检验记录应保存,以备追溯和分析。
6. 结论本文档给出了陶瓷件外观检验的质量标准和规范,帮助确保产品的质量和一致性。
在进行外观检验时,应遵循检验项目和方法,并依据质量标准进行评估。
检验记录的完整性和准确性也是需要注意的要点。
陶瓷台盆检验标准

1、目的:制定本厂卫生陶瓷产品检验标准,为卫生陶瓷产品的检验提供依据。
为确保出厂的卫生陶瓷产品质量符合ASA 品牌质量要求,并持续满足客户要求。
2、适用范围:适用于本厂所有需要外观检测的陶瓷台盆产品。
3、检验规则3.1 检验分类检验分为出厂检验和型式检验。
3.2 出厂检验3.2.1 出厂检验项目依以下功能测试。
3.2.2 出厂检验抽样方案按GB/T2828-1 规定要求,外观采用一般检验水平Ⅱ,正常检验一次抽样方案,接收质量水平(AQL)=1.5;功能、尺寸采用特殊检验水平Ⅱ级,正常检验一次抽样方案,接收质量水平(AQL)=1.5,当相关产品有一次客诉时,相关产品的相关问题点转为全检,当全检OK,则转为正常检验;3.2.3 判定规则当全部外观均符合相应的质量要求时则判为合格,否则,为不合格。
3.3 型式检验型式检验是指对产品质量进行全面考核,即对产品标准规定的技术要求全部进行检验(必要时还可增加检验项目),又称例行检验。
3.3.1 检验条件有下列情况之一时,应进行型式检验:①新产品试制定型鉴定; ②正式生产后,结构、材料、工艺有较大变化、或模具转厂生产或重开模时。
③产品停产半年以上,恢复生产时; ④出厂检验结果与上次型式检验结果有较大差异时;⑤正常情况下,每年至少进行一次;⑥有合同要求时。
3.3.2 检验项目标准中所例全部检验项目及相关国标项目。
3.3.3 型式检验抽样方案按GB/T2828-1 规定要求,一次一套;3.3.4 判定规则所有检验项目均符合相应的质量要求时则判为合格,否则为不合格1 术语和定义GB/T 9195—1999及GB 6952—2005确立的以及下列术语和定义适用于本标准。
1.1 瓷质卫生陶瓷由粘土或其他无机非金属原料经成型、高温烧结而成的用做卫生设施的,吸水率≤0.5%的有釉陶瓷制品。
1.2 陶质卫生陶瓷由粘土或其他无机非金属原料经成型、高温烧结而成的,用做卫生设备的有釉陶瓷制品;1.3 安装面产品安装后与墙(地)面或其他配件接触的隐蔽面。
日用瓷器检测标准1

日用瓷器检测标准编号:版次:日期:1 目的(1)确定日用瓷器的一般品质要求.(2)概述日用瓷器产品检验标准及不良品分类标准(有特殊要求除外)。
2 产品范围:按产品的用途分为盘碟类、碗类、壶类、杯类及其他器物类。
3 抽样检测标准:(1)除规定要求进行全检或免检的产品外,其他产品一律都用抽样检验(2)抽样计划:GB/T 抽样检验用表(3)品质允收水平:总抽样数的抽样标准为一般抽样II级水平(L2),而测试或测量项目的抽样标准为特殊抽样S-2水平或S1水平,后者包含在前者的样本数内。
(4)AQL允收值如下:危险缺陷(Critical) AQL 0严重缺陷(Major) AQL轻微缺陷(Minor) AQL危险缺陷:是指任何因为不符合安全标准而导致产品危害人体的一种缺陷。
严重缺陷:是指会造成产品不能有效使用,会造成产品需要修理或更换的一种缺陷轻微缺陷:是指产品能使用或运行,但轻微地违反产品既定标准的一种缺陷。
4 包装要求(更具体要求参照GB/T 11423)(1)所有的标贴包括说明书、警告标志、箱唛(正唛、侧唛及其他内外箱唛)、彩盒;向上标志、易碎标志、吊卡等等,必须:(i)按中文要求印刷,(ii)贴于正确位置,(iii)清晰(2)包装的说明书、组装图必须与产品实际功能一致(3)所有的包装材料必须全新,不能有损坏和浸湿。
(4)包装材料必须能足够保护产品在正常运输过程中不受损坏。
(5)包装及产品上的条形码必须正确及能扫描。
5 产品要求吸水率:不大于%.热稳定性:产品从180℃至20℃热交换一次不裂任一制品与食物接触面的铅、镉溶出量:铅溶出量不大于 mg/L,镉溶出量不大于L.产品规格误差5.4.1 口径误差:口径>60mm为士%;口径<=60mm的为士%。
5.4.2 高度误差:士%.5.4.3 质量误差:士%。
5. 5 外观质量5.5.1 釉面、花面、口、底(沿)应光滑,放在平面上应平稳5.5.2 底部标志(指商标和文字)应正确、清楚,不得明显歪斜与偏心。
陶瓷盆国标误差标准

陶瓷盆国标误差标准嘿,咱今儿来聊聊陶瓷盆国标误差标准这事儿哈!你说这陶瓷盆啊,那可是咱日常生活里常见的东西。
咱每天洗脸、洗手都得跟它打交道呢。
可别小瞧了它,这里面的学问大着呢!就说这国标误差标准吧,那可不是随便定的。
就好比咱走路,得有个道儿,不然不就乱套啦!陶瓷盆也一样,得有个标准来规范它,这样咱们用起来才放心呀。
你想想看,要是一个陶瓷盆这边厚一点,那边薄一点,那多别扭啊!洗脸的时候水还不得往一边跑呀。
或者尺寸大了小了,那装在咱的洗手台上不合适,多闹心呐!所以这误差标准可重要了。
咱国家定的这个标准啊,那真的是为了咱老百姓好。
它就像一个严格的老师,把关着陶瓷盆的质量呢。
要是误差太大,那可不行,直接就被打回去啦。
比如说啊,陶瓷盆的平整度。
要是它不平整,放那都歪歪扭扭的,你说能好用吗?就像人走路一瘸一拐的,看着都难受。
还有那表面光滑度,要是坑坑洼洼的,脏东西都藏在里面洗不掉,多烦人呐!这就好像咱的脸没洗干净一样,不得劲呀。
咱再说说这尺寸误差,要是买个陶瓷盆回来,大了装不进去,小了又留条缝,那多尴尬呀。
这就好比你买双鞋,大了不跟脚,小了挤脚,都没法走路啦!咱老百姓买陶瓷盆的时候可得注意这些标准。
别光看外表好看,就稀里糊涂地买回家了。
得仔细瞅瞅,摸摸,看看是不是符合国标误差标准。
这就跟找对象似的,不能光看外表好看,还得看内在品质呢!你说要是商家都不遵守这个标准,那市场不就乱套啦?咱老百姓还怎么放心买东西呀。
所以啊,大家都得重视起来,商家得严格按照标准来生产,咱消费者也得多长个心眼儿。
陶瓷盆这东西看着不大,可它关系到咱每天的生活呢。
一个好的陶瓷盆能让咱洗脸洗手都开开心心的,要是不好的,那可就糟心啦。
所以呀,这国标误差标准真的不是闹着玩的,那是实实在在为咱老百姓服务的呀!咱可得好好珍惜,好好利用这个标准,让咱们的生活更加美好!咱就该挑那些符合标准的陶瓷盆,让自己用得舒心,用得放心!你说是不是这个理儿呀?原创不易,请尊重原创,谢谢!。
陶瓷制品的质量标准及检验方法

陶瓷制品的质量标准及检验方法陶瓷制品是一种常见的工业产品,具有广泛的应用领域,如建筑材料、厨房用具、装饰品等。
为了保证陶瓷制品的质量,制定一套科学的质量标准和检验方法显得尤为重要。
陶瓷制品的质量标准主要包括物理性能、化学性能和外观质量。
以下是常见的陶瓷制品的质量标准及检验方法:一、物理性能:1. 抗压强度:陶瓷制品的抗压强度是评价其强度和韧性的重要指标。
根据不同的陶瓷制品,其抗压强度的标准也不同。
常见的检验方法是将样品放置在试验机上,施加水平加载,以测定其最大承压能力。
2. 抗折强度:陶瓷制品的抗折强度是评价其抗弯曲能力的指标。
常用的检验方法是采用三点弯曲法,将样品放置在两个支撑点上,施加力矩来造成弯曲,通过测定样品的断裂载荷来计算抗折强度。
3. 硬度:陶瓷制品常用的硬度检测方法是使用摩氏硬度计或维氏硬度计,通过在样品表面施加指定荷载,测定产生的压印深度来计算硬度值。
二、化学性能:1. 包括化学成分、放射性元素含量和溶出性等。
其中,化学成分分析可以通过X射线荧光光谱法、光谱法、能谱法等方法来进行;放射性元素含量主要采用放射性测定方法,如γ谱法等;溶出性检验可以通过将样品放置在水中,测定水中残留物质的含量来评估。
三、外观质量:1. 表面质量:陶瓷制品的表面应无明显的裂纹、砂眼、搓团、疤痕、气孔等缺陷。
通过目测或放大镜观察,检查是否满足要求。
2. 尺寸偏差:陶瓷制品的尺寸偏差应符合相关标准要求,可以使用测量仪器进行测量。
常见的测量工具有卡尺、游标卡尺、外径千分尺等。
3. 表面的平整度:通过目测或使用仪器,如平板检查仪或表面平整度仪等,来检查陶瓷制品表面是否平整。
对于一些特殊的陶瓷制品,还可以根据具体要求制定专项检验项目和检验方法。
总之,陶瓷制品的质量标准和检验方法对于保证其质量和可靠性至关重要。
通过科学合理的检测手段,可以保证陶瓷制品在生产和使用过程中的安全性和可靠性。
同时,制定相应的质量标准可以规范行业内的生产和市场秩序,提升整个行业的竞争力。
陶瓷制品的质量标准及检验方法

陶瓷制品的质量标准及检验方法陶瓷制品是指用陶瓷材料经过特定的工艺加工而成的各类工艺品和日用品。
由于陶瓷制品的材料和工艺不同,其质量标准和检验方法也有所差异。
下面,将以陶瓷餐具为例,介绍陶瓷制品的质量标准及检验方法。
陶瓷餐具是日常生活中常见的陶瓷制品之一,其质量标准主要包括外观质量、物理性能和化学性能三个方面。
首先是外观质量,主要包括外观完整性、形状和表面质量。
外观完整性要求餐具没有破损、脱落或其他明显的缺陷,如裂纹、气孔等。
形状要符合设计要求,不应出现明显的偏差。
表面质量要求餐具的表面光滑平整,不得有明显的凹凸不平、斑点、色差等。
其次是物理性能,主要包括抗压强度、耐磨性、抗冲击性等。
抗压强度是指餐具的抗压能力,应能承受正常使用过程中的压力而不破裂。
耐磨性是指餐具表面抗磨损的能力,应能经受正常使用过程中的摩擦而不出现明显的磨损。
抗冲击性是指餐具在受到外力冲击时的抗裂能力,应能经受正常使用过程中的碰撞而不破碎。
最后是化学性能,主要包括溶出物、重金属和放射性物质等的含量。
溶出物是指餐具在与食物接触时释放出的物质,其含量应符合国家标准的要求。
重金属和放射性物质是指餐具中可能存在的有害物质,其含量应符合国家卫生标准的要求。
在对陶瓷餐具进行质量检验时,可以采用以下方法:1. 目测检查。
通过肉眼观察餐具的外观质量,检查是否有破损、脱落、裂纹等缺陷。
2. 触摸检查。
用手触摸餐具的表面,检查其光滑度和凹凸不平的感觉。
3. 测量检查。
使用测量工具对餐具的形状、尺寸进行测量,检查其是否符合设计要求。
4. 功能性测试。
对餐具的使用功能进行测试,如放置稳定性、耐磨性、抗冲击性等。
5. 化学分析。
通过化学分析仪器对餐具中可能存在的有害物质进行检测,确定其含量是否符合标准要求。
总之,陶瓷制品的质量标准及检验方法是多方面的,涉及外观质量、物理性能和化学性能等方面的要求。
通过合理的检验方法,可以确保陶瓷制品的质量达到国家标准,并保证其安全可靠地使用。
陶瓷验货质量标准

陶瓷验货质量标准陶瓷质量标准95年標準 (GB 3523-95)缺陷名稱量度單位產品規格國標一級變形 mm (高度) 平盘类小于 128 mm 1 mm从129 到 204 mm 2 mm(用卡尺量度) 从 205 到279 mm 2.5 mm从 280 到360 mm 3.5 mm大于360 mm 小于平盘最大直径的1.0%mm (高度) 鱼盘类小于 200 mm 2 mm从 200 到 239 mm 3 mm从240 -到320 mm 4 mm大于320 mm 小于鱼盘最大直径的1.5%mm (直径) 碗类小于 109 mm 1 mm从110 到174 mm 2 mm从 175 到 250 mm 2.5 mm大于250 mm 小于碗最大直径的1.5%mm (直径) 杯类小于 60 mm 1 mm大于60 mm 1 mm落渣mm (直径) 特大/大尺寸品种面部落渣< 1.0mm 最多 2粒(不上釉/釉上) 底部落渣 < 1.5 mm 最多2粒边缘不允许有落渣落渣不能锋利小/ 中尺寸品种面部落渣 < 1.0mm 最多 2粒底部落渣 < 1.0mm 最多2粒边缘不允许有落渣落渣不能锋利毛孔, 針孔 mm (直径) 特大尺寸品种面部 < 0.5 mm, 最多 10粒底部可允許增加50%的數量大尺寸品种面部 < 0.5 mm, 最多 8粒底部可允許增加50%的數量中尺寸品种面部 < 0.5 mm, 最多 6粒底部可允許增加50%的數量小尺寸品种面部 < 0.5 mm, 最多4粒底部可允許增加50%的數量斑點 mm (直径) 特大尺寸品种面部 < 1.0 mm, 最多 3粒底部 < 1.5 mm, 最多 3粒大尺寸品种面部 < 0.5 mm, 最多 3粒底部 < 1.5 mm, 最多2粒中尺寸品种面部< 0.5 mm, 最多2粒底部 < 1.0 mm, 最多 2粒小尺寸品种面部 < 0.5 mm, 最多 2粒底部 < 1.0 mm, 最多 1粒缺陷名稱量度單位產品規格國標一級色髒面积 (平方毫米) 所有品种面部 < 3 mm sq.底部 < 10 mm sq.熔洞 mm (直径) 特大尺寸品种面部不允许有熔洞底部 < 2 mm, 最多2粒大尺寸品种面部不允许有熔洞底部 < 2 mm, 最多1粒中尺寸品种面部不允许有熔洞底部 < 1.5 mm, 最多1粒小尺寸品种面部不允许有熔洞底部 < 1 mm, 最多 1粒疙瘩 mm (直径) 特大尺寸品种面部 < 2 mm, 最多4粒底部可允許增加50%的數量大尺寸品种面部 < 2 mm, 最多2粒底部可允許增加50%的數量中尺寸品种面部 < 1.5 mm, 最多2粒小尺寸品种面部 < 1 mm, 最多1粒底部可允許增加50%的數量泥渣面积(平方毫米) 特大尺寸品种面部 < 12 mm sq.底部 < 12 mm sq.大尺寸品种面部 < 6 mm sq.底部 < 6 mm sq.中尺寸品种面部 < 3 mm sq.底部 < 3 mm sq.小尺寸品种面部 < 2 mm sq.底部< 2 mm sq.釉泡 mm (直径) 特大尺寸品种 < 0.5 mm, 最多6粒大尺寸品种 < 0.5 mm, 最多 5粒中尺寸品种 < 0.5 mm, 最多 4粒小尺寸品种 < 0.3 mm, 最多 3粒缺釉面积 (平方毫米) 所有品种 < 5 mm sq., 最多 1粒壓釉, 縮釉面积 (平方毫米) 特大尺寸品种底部 < 30 mm sq.大尺寸品种底部 < 30 mm sq.中尺寸品种底部 < 20 mm sq.小尺寸品种底部 < 20 mm sq.手把接口缺釉 mm (长度) 所有品种 < 3 mm開裂 (有釉覆蓋) mm (长度) 特大尺寸品种面部不允许开裂底部 < 6 mm大尺寸品种面部不允许开裂底部 < 5 mm中尺寸品种面部不允许开裂底部 < 4 mm小尺寸品种面部不允许开裂底部 < 3 mm剌邊, 利邊 mm (直径) 特大尺寸品种不允许及大尺寸品种不允许mm (长度) 中尺寸品种不允许小尺寸品种不允许缺陷名稱量度單位產品規格國標一級底沿粘渣 mm (长度) 所有品种外沿不允许有粘渣内沿不超过底径30%宽度 < 1 mm粘疤 mm (长度) 所有品种面部 - 不允许底部允許直徑的 5%, 深度< 0.5mm.烤花粘釉面积 (平方毫米) 所有品种边缘不允许有粘釉其它部分 < 2 mm sq.缺泥 (有釉覆蓋) 面积 (平方毫米) 特大尺寸品种面部不允许缺泥边缘<3 mm sq., 底部<30 mm sq.大尺寸品种面部不允许缺泥边缘<3 mm sq., 底部<25 mm sq.中尺寸品种面部不允许缺泥边缘<2 mm sq., 底部<20 mm sq.小尺寸品种面部不允许缺泥边缘<2 mm sq., 底部<15 mm sq.擦傷不适用所有品种不明显熏黃不适用所有品种不允许薄釉不适用所有品种不明显桔釉不适用所有品种底部:不明显歪手杷不适用所有品种不明显釉縷/波浪不适用所有品种不明显裝飾缺陷, 包括爆花面积 (平方毫米) 所有品种不允许定义 :特大大型小型平盤直徑 > 350 mm 228 - 349 mm < 128 mm 碗直徑 > 250 mm 175 - 249 mm < 110 mm瓶類容量 > 2400 ml 1000 - 2399 ml < 250 ml 杯直徑不适用不适用 < 60 mm差不多不能察覺在 500 mm 目視距離的日光燈下不能察覺的缺陷。
实验室家具用陶瓷台面技术要求与试验方法
实验室家具用陶瓷台面技术要求与试验方法实验室家具用陶瓷台面技术要求与试验方法包括以下内容:
1. 耐高温性能:陶瓷台面必须能够耐受高温,具体要求达到1350℃的高温检测报告视为符合要求。
2. 工艺要求:台面坯体应采用一体实芯黑色实验室专业坯体,台面釉面则应使用实验室专业色釉,以保证切割面的美观性。
同时投标时需提供相关检测报告。
3. 耐腐蚀性能:陶瓷台面应具备抗化学腐蚀的能力。
具体测试方法参照SEFA3-2010科学设备及家具协会—实验室工作台面条款2.1 台面检测标准,对49项化学试剂进行检测,测试结果应至少抗“48”种化学品且检测结果为0级(表面结果无变化)。
4. 安全性能:水槽台台面应采用25mm厚带一体釉面烧制工艺的防滑沥水槽且四周带一体陶瓷阻水边,以防止有害液体外溢以及清洗烧杯烧瓶意外滑动。
5. 质量稳定性:为确保台面质量的稳定性,需提供权威机构SGS的产品质量溯源认证文件,并能通过二维码扫码识别。
6. 吸水率要求:参照GB/T4100-2015《陶瓷砖》附录G:干压陶瓷砖E≤0.5%B Ia类为依据检测吸水率,经国家建筑材料测试中心平均值≤0.02%的检测报告为符合要求。
7. 外观要求:台面釉面应采用实验室专业色釉且为一体烧制釉面,提供SGS检测机构出具的相应的检测报告,检测结果必须符合:无断裂,无脱层,无釉面碎屑,釉面跟胚体呈一体。
以上信息仅供参考,具体的技术要求与试验方法应以《实验室家具用陶瓷台面技术要求与试验方法》为准。
台上盆及台下盆的相关检测要求

平台法、对角线法
表面
洗净面以上的水平表面
3.5钢Βιβλιοθήκη 尺法整体整体扭曲4.0
平台法、钢直尺法
边缘
左右扭曲变形
前边缘为不规则的边缘时,以不影响美观为准,前边缘为规则的直边缘时,当边缘长≤600mm时,边缘最大允许变形为2mm,边缘长≥600mm时,边缘最大允许变形为3mm
钢直尺法
图B.4台上盆类产品示意图
表B.4台盆类产品最大允许变形
部位
最大允许变形,mm
测量方法
安装面
水平安装面
图B.3柜盆类(含柱盆)产品示意图
表B.3.1柜盆类(含柱盆)产品最大允许变形
部位
最大允许变形,mm
测量方法
安装面
靠墙和靠柜安装面
靠墙安装面:3.0靠柜安装面:5.0
平台法、对角线法
表面
上表面
5.0
钢直尺法
整体
整体扭曲变形
长度≥1m的柜盆最大允许变形为8mm,长度<1m且≥0.8m的柜盆最大允许变形为6mm,长度<0.8m的柜盆最大允许变形为5mm
陶瓷台盆检验标准
制定本厂卫生陶瓷产品检验标准,为卫生陶瓷产品的检验提供依据。
为确保出厂的卫生陶瓷产品质量符合ASA 品牌质量要求,并持续满足客户要求。
2、适用范围:适用于本厂所有需要外观检测的陶瓷台盆产品。
3、检验规则3.1 检验分类检验分为出厂检验和型式检验。
3.2 出厂检验3.2.1 出厂检验项目依以下功能测试。
3.2.2 出厂检验抽样方案按GB/T2828-1 规定要求,外观采用一般检验水平Ⅱ,正常检验一次抽样方案,接收质量水平(AQL)=1.5;功能、尺寸采用特殊检验水平Ⅱ级,正常检验一次抽样方案,接收质量水平(AQL)=1.5,当相关产品有一次客诉时,相关产品的相关问题点转为全检,当全检OK,则转为正常检验;3.2.3 判定规则当全部外观均符合相应的质量要求时则判为合格,否则,为不合格。
3.3 型式检验型式检验是指对产品质量进行全面考核,即对产品标准规定的技术要求全部进行检验(必要时还可增加检验项目),又称例行检验。
3.3.1 检验条件有下列情况之一时,应进行型式检验:①新产品试制定型鉴定; ②正式生产后,结构、材料、工艺有较大变化、或模具转厂生产或重开模时。
③产品停产半年以上,恢复生产时; ④出厂检验结果与上次型式检验结果有较大差异时;⑤正常情况下,每年至少进行一次;⑥有合同要求时。
3.3.2 检验项目标准中所例全部检验项目及相关国标项目。
3.3.3 型式检验抽样方案按GB/T2828-1 规定要求,一次一套;3.3.4 判定规则所有检验项目均符合相应的质量要求时则判为合格,否则为不合格1 术语和定义GB/T 9195—1999及GB 6952—2005确立的以及下列术语和定义适用于本标准。
1.1 瓷质卫生陶瓷由粘土或其他无机非金属原料经成型、高温烧结而成的用做卫生设施的,吸水率≤0.5%的有釉陶瓷制品。
1.2 陶质卫生陶瓷由粘土或其他无机非金属原料经成型、高温烧结而成的,用做卫生设备的有釉陶瓷制品;1.3 安装面产品安装后与墙(地)面或其他配件接触的隐蔽面。
(整理)卫生陶瓷件检验标准.
1 目的确保本公司生产和销售的卫生陶瓷类产品符合相关标准要求。
2 范围适用于本公司生产和销售的卫生陶瓷类产品。
3 依据标准GB 6952 卫生陶瓷GB /T2828.1-2003 计数抽样程序检验表(第1部份:按接收质量限(AQL)检索的逐批检验抽样计划)4 定义4.1 釉泡:尺寸不超过1mm的表面隆起部分。
4.2 小包:尺寸为1mm-3mm的表面隆起部分。
4.3 大包:尺寸超过3mm的表面隆起部分。
4.4 棕眼:釉面上尺寸不大于1mm的小孔4.5 熔洞:釉面上尺寸大于1mm的空洞。
4.6 斑点:尺寸不超过1mm的异色点。
除非数量足以引起变色,小于0.3mm的斑点密集程度不足以引起变色时可不计。
4.7 小花斑:尺寸为1mm-3mm 的异色点。
4.8 大花斑:尺寸为3mm-6mm 的异色点。
4.9 色斑:尺寸超过6mm的异色区或由密集斑点形成的异色区。
4.10 坑包:尺寸不大于6mm的凹凸面。
烟熏:釉面局部或全部呈现异色。
4.11 桔釉:釉面缺乏光泽,呈桔皮状。
4.12 落脏:釉面附着物形成凸起。
4.13 标准面:边长为50mm的正方形面。
4.14 孔眼圆度:孔眼最大半径与最小半径之差。
4.15 瓷质卫生陶瓷:由粘土或其它无机物经混炼、成型、高温烧制而成且吸水率≤0.5%,用做卫生设施的有釉陶瓷制品。
4.16 陶质卫生陶瓷:由粘土或其它无机物经混炼、成型、高温烧制而成且吸水率为8%~15%,用做卫生设施的有釉陶瓷制品。
4.17 节水型坐便器:按本标准规定方法进行测试,用水量不大于6L的坐便器。
4.18 节水型小便器:按本标准规定方法进行测试,用水量不大于3L的小便器。
4.19 节水型蹲便器:按本标准方法规定方法进行测试,用水量不大于8L的蹲便器。
4.20 溢流水位:当洁具排水口关闭或堵塞时,洁具内发生溢流时的水位。
4.21 洁具:带配件的陶瓷件。
4.22 配件:与陶瓷件配套使用的洁具配件。
如水箱配件、冲洗阀、座圈和盖、水嘴、软管及排水配件等4.23 冲水装置:连接在供水管道和便器之间的一种阀门,启动时,水能以一定速度和预定的水量流到便器里执行冲洗过程,然后慢慢关闭,并使存水弯里重新形成水封。
洗手台的品质标准和检验项目
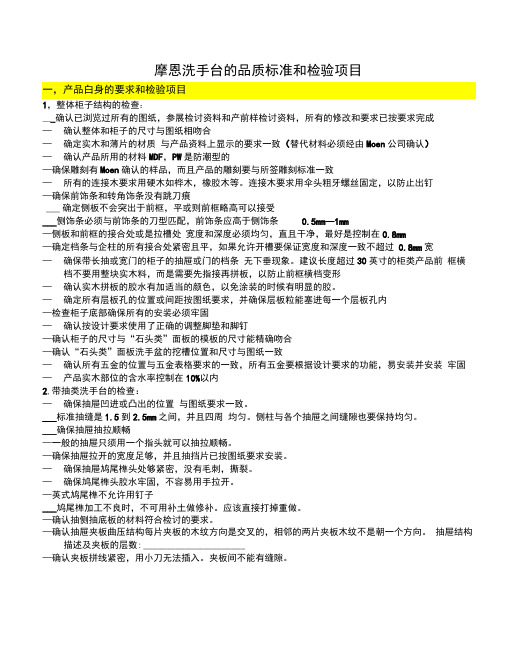
摩恩洗手台的品质标准和检验项目1,整体柜子结构的检查:___确认已浏览过所有的图纸,参展检讨资料和产前样检讨资料,所有的修改和要求已按要求完成—确认整体和柜子的尺寸与图纸相吻合—确定实木和薄片的材质与产品资料上显示的要求一致(替代材料必须经由Moen公司确认)—确认产品所用的材料MDF,PW是防潮型的—确保雕刻有Moen确认的样品,而且产品的雕刻要与所签雕刻标准一致—所有的连接木要求用硬木如桦木,橡胶木等。
连接木要求用伞头粗牙螺丝固定,以防止出钉—确保前饰条和转角饰条没有跳刀痕___ 确定侧板不会突出于前框,平或则前框略高可以接受___侧饰条必须与前饰条的刀型匹配,前饰条应高于侧饰条0.5mm--1mm—侧板和前框的接合处或是拉槽处宽度和深度必须均匀,直且干净,最好是控制在0.8mm—确定档条与企柱的所有接合处紧密且平,如果允许开槽要保证宽度和深度一致不超过0.8mm宽—确保带长抽或宽门的柜子的抽屉或门的档条无下垂现象。
建议长度超过30英寸的柜类产品前框横档不要用整块实木料,而是需要先指接再拼板,以防止前框横档变形—确认实木拼板的胶水有加适当的颜色,以免涂装的时候有明显的胶。
—确定所有层板孔的位置或间距按图纸要求,并确保层板粒能塞进每一个层板孔内—检查柜子底部确保所有的安装必须牢固—确认按设计要求使用了正确的调整脚垫和脚钉—确认柜子的尺寸与“石头类”面板的模板的尺寸能精确吻合—确认“石头类”面板洗手盆的挖槽位置和尺寸与图纸一致—确认所有五金的位置与五金表格要求的一致,所有五金要根据设计要求的功能,易安装并安装牢固—产品实木部位的含水率控制在10%以内2,带抽类洗手台的检查:—确保抽屉凹进或凸出的位置与图纸要求一致。
___标准抽缝是1.5到2.5mm之间,并且四周均匀。
侧柱与各个抽屉之间缝隙也要保持均匀。
___确保抽屉抽拉顺畅—一般的抽屉只须用一个指头就可以抽拉顺畅。
—确保抽屉拉开的宽度足够,并且抽挡片已按图纸要求安装。
陶瓷台盆检验标准

制定本厂卫生陶瓷产品检验标准,为卫生陶瓷产品的检验提供依据。
为确保出厂的卫生陶瓷产品质量符合ASA 品牌质量要求,并持续满足客户要求。
2、适用范围:适用于本厂所有需要外观检测的陶瓷台盆产品。
3、检验规则3.1 检验分类检验分为出厂检验和型式检验。
3.2 出厂检验3.2.1 出厂检验项目依以下功能测试。
3.2.2 出厂检验抽样方案按GB/T2828-1 规定要求,外观采用一般检验水平Ⅱ,正常检验一次抽样方案,接收质量水平(AQL)=1.5;功能、尺寸采用特殊检验水平Ⅱ级,正常检验一次抽样方案,接收质量水平(AQL)=1.5,当相关产品有一次客诉时,相关产品的相关问题点转为全检,当全检OK,则转为正常检验;3.2.3 判定规则当全部外观均符合相应的质量要求时则判为合格,否则,为不合格。
3.3 型式检验型式检验是指对产品质量进行全面考核,即对产品标准规定的技术要求全部进行检验(必要时还可增加检验项目),又称例行检验。
3.3.1 检验条件有下列情况之一时,应进行型式检验:①新产品试制定型鉴定; ②正式生产后,结构、材料、工艺有较大变化、或模具转厂生产或重开模时。
③产品停产半年以上,恢复生产时; ④出厂检验结果与上次型式检验结果有较大差异时;⑤正常情况下,每年至少进行一次;⑥有合同要求时。
3.3.2 检验项目标准中所例全部检验项目及相关国标项目。
3.3.3 型式检验抽样方案按GB/T2828-1 规定要求,一次一套;3.3.4 判定规则所有检验项目均符合相应的质量要求时则判为合格,否则为不合格1 术语和定义GB/T 9195—1999及GB 6952—2005确立的以及下列术语和定义适用于本标准。
1.1 瓷质卫生陶瓷由粘土或其他无机非金属原料经成型、高温烧结而成的用做卫生设施的,吸水率≤0.5%的有釉陶瓷制品。
1.2 陶质卫生陶瓷由粘土或其他无机非金属原料经成型、高温烧结而成的,用做卫生设备的有釉陶瓷制品;1.3 安装面产品安装后与墙(地)面或其他配件接触的隐蔽面。
中国陶瓷产品的质量标准[1]
![中国陶瓷产品的质量标准[1]](https://img.taocdn.com/s3/m/6a2cacc1aa00b52acfc7caec.png)
陶瓷产品的质量标准:本公司陶瓷卫生洁具质量标准在满足最新国家标准GB6952-2005《卫生陶瓷》要求下,同时采用了国际先进标准:美国瓷质卫生洁具标准ASME要求,主要的技术指标有:吸水率、外观、变形、便器用水量、尺寸偏差、便器洗净功能、便器固体排放功能、污水置换功能、防臭功能、管道输送功能,盆类等产品的荷载性能、水件的防虹吸性能。
1、吸水率1)本公司吸水率平均值不大于0.5%。
本公司陶瓷卫生洁具吸水率平均值为0.4%以下。
2)产品经抗龟裂性试验应无裂纹。
抗龟裂性试验是用以检测陶瓷洁具的釉面及坯体的稳定性以及它们之间的结合强度,产品符合中国国家标准以及澳大利亚、欧标和美国国家标准要求。
2、外观本公司的洁具产品的外观质量严于国家标准,并经过出厂前的严格检验。
3、变形本公司产品的允许最大变形都符合国家标准要求。
4、便器用水量,是指便器产品在完成一次冲水周期,所耗水量。
便器用水量:节水型座便器连续三次平均冲洗用水量不大于6/4.2L,节水型蹲便器连续三次平均冲洗用水量不大于8/5.6L,节水型小便器连续三次平均用水量不大于3升,普通型座便器每次冲洗用水量不大于9L。
本公司在2007年率先推出2.9/4.5L伽马系列超节水座便器,2009年5月上海展又推出喷射虹吸2.9/4.5升丽系列超节水座便器。
鹰卫浴节水座便器的研发和生产已走在行业前列。
5、便器洗净功能就是洁具洗净面的洁净能力(1)大便器的洗净功能:本公司的大便器洗净功能符合标准规定要求。
洗净面要求不留墨迹或墨水线总长不大于50mm,且每一段残留墨线长度不大于13mm为合格,否则为不合格。
(2)小便器的洗净功能:6、便器固体排放功能(1)大便器A、球排放试验将100个直径为19±0.4mm、重量为3.15±0.10g的固体球放入座便器中连续冲三次,平均数不小于88个为合格,否则为不合格。
本公司平均通过93个以上。
B、颗粒排放:试验介质:a.65克(大约2500个)直径为(4.2±0.2)mm、厚度为(2.64±0.38)mm的圆柱状颗粒;及b.100个直径为(6±0.25)mm、总质量在(13~15)g之间的尼龙球。
陶瓷餐具国家标准

陶瓷餐具国家标准这个是陶瓷外观的质量保准,有需要的可以参考下哈外观质量标准瓷器的外观质量,主要是产品表面的光泽度、白度、色差,以及规格尺寸、配套、花面等和允许的常见缺陷范围。
(1)白瓷白度(推荐性指标)、釉面光泽度(雾光釉除外)及成套产品的釉色色差应符合规定,如表所示。
白度、光泽度、色差指标项目等级优等品一等品合格品白度≥70.0 ≥60.0 ≥55.0光泽度≥85.0 ≥80.0色差≤1.0 ≤2.0 ≤3.0(2)产品按国家技术标准分为优等品、一等品、合格品共三级,每一级都规定有不同的缺陷允许范围。
(3)产品规格误差A.口径误差口径等于或大于60mm的允许误差为±1.5%,口径小于60mm的允许误差为±2.0%。
B.高度误差:±3.0%。
C.质量误差:±6.0%。
(4)有盖产品盖与口基本吻合。
壶类在倾斜70°时,盖子不许脱落。
当盖子向一方移动时,盖子与壶口的距离不得超过3mm。
壶嘴的口部不得低于壶口3mm。
(5)成套产品要求配套无差错,花面色泽要求基本一致。
(6)优等品的釉面、花面、口、底(沿)基本光滑,放在平面上应平稳。
一等品、合格品的釉面、花面、口、底(沿)基本光滑,放在平面上基本平稳。
(7)底部标志(指商标图案和文字)应正确、清晰,不得明显歪斜与偏心。
(8)产品外观质量标准中共分24种缺陷,如变形、犯泡、黑点、缩釉等。
在处理时必须认准对号入座。
(9)分辨各产品种类和型式(即大、中、小、碗、盘、杯、壶)。
(10)产品上不允许有诈釉(缺釉)、磕碰(毛沿)、裂穿(坯爆)和渗漏缺陷。
因为,存在这些缺陷的产品都不能使用。
(11)产品还有显见面和非显见面的区别。
如碗、杯的内外表,壶、壶盖的外表,盘的仰表面,称为显见面,其余部分均称非显见面。
显见面和非显见面的区分,主要因为有些缺陷处在非显见面时,可在标准规定允许的缺陷范围内将幅度增大。
(12)产品外观质量分等级,须符合下列要求:①优等品每件产品不得超过2种缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制定本厂卫生陶瓷产品检验标准,为卫生陶瓷产品的检验提供依据。
为确保出厂的卫生陶瓷产品质量符合ASA 品牌质量要求,并持续满足客户要求。
2、适用范围:适用于本厂所有需要外观检测的陶瓷台盆产品。
3、检验规则3.1 检验分类检验分为出厂检验和型式检验。
3.2 出厂检验3.2.1 出厂检验项目依以下功能测试。
3.2.2 出厂检验抽样方案按GB/T2828-1 规定要求,外观采用一般检验水平Ⅱ,正常检验一次抽样方案,接收质量水平(AQL)=1.5;功能、尺寸采用特殊检验水平Ⅱ级,正常检验一次抽样方案,接收质量水平(AQL)=1.5,当相关产品有一次客诉时,相关产品的相关问题点转为全检,当全检OK,则转为正常检验;3.2.3 判定规则当全部外观均符合相应的质量要求时则判为合格,否则,为不合格。
3.3 型式检验型式检验是指对产品质量进行全面考核,即对产品标准规定的技术要求全部进行检验(必要时还可增加检验项目),又称例行检验。
3.3.1 检验条件有下列情况之一时,应进行型式检验:①新产品试制定型鉴定; ②正式生产后,结构、材料、工艺有较大变化、或模具转厂生产或重开模时。
③产品停产半年以上,恢复生产时; ④出厂检验结果与上次型式检验结果有较大差异时;⑤正常情况下,每年至少进行一次;⑥有合同要求时。
3.3.2 检验项目标准中所例全部检验项目及相关国标项目。
3.3.3 型式检验抽样方案按GB/T2828-1 规定要求,一次一套;3.3.4 判定规则所有检验项目均符合相应的质量要求时则判为合格,否则为不合格1 术语和定义GB/T 9195—1999及GB 6952—2005确立的以及下列术语和定义适用于本标准。
1.1 瓷质卫生陶瓷由粘土或其他无机非金属原料经成型、高温烧结而成的用做卫生设施的,吸水率≤0.5%的有釉陶瓷制品。
1.2 陶质卫生陶瓷由粘土或其他无机非金属原料经成型、高温烧结而成的,用做卫生设备的有釉陶瓷制品;1.3 安装面产品安装后与墙(地)面或其他配件接触的隐蔽面。
1.4 隐蔽面洗净面和可见面以外的部分。
1.5 龟裂(釉裂)釉面硬口裂面没有贯穿坯体的裂纹。
1.6 标准面边长为50mm的正方形面。
1.7 安装孔平面比安装孔半径大10mm的环形平面。
1.8 安装孔平面度安装孔平面上最低点与安装平面的垂直距离。
1.9 发丝裂生产过程中形成应力而产生贯穿坯体的发丝状细裂纹。
1.9 坯裂无釉覆盖的裂纹。
1.10 放射性卫生陶瓷的内照射指数不大于0.9,外照射指数不大于1.2;卫生陶瓷中可溶性铅含量不得超过20 mg/kg,可溶性镉含量不得超过5mg/kg。
1.11 釉泡不超过1mm的表面隆起部位。
1.12 小包(小凹凸)尺寸为(1-3)mm的表面隆起部分。
1.13 大包尺寸超过3mm的表面隆起部分。
1.14 棕眼釉面上尺寸不大于1mm的小孔。
1.15 熔洞釉面上尺寸大于1mm的孔洞。
1.16 斑点不超过1mm的釉面异色污点,除非数量足以引起变色,小于0.3mm的斑点密集程度不足以引起变色时可以不计。
1.17 小花斑尺寸为(1—3)mm的异色点。
1.18 大花斑尺寸为(3—6)mm的异色点。
1.19 色斑尺寸超过6mm的异色区或由密集斑点形成的异色区。
1.20 坑包釉面不平呈现直径不大于6.0mm 的凹凸面。
1.21 桔釉釉面缺乏光泽,呈桔皮状。
1.22 落脏釉面附着物形成的突起。
1.23 烟熏釉面局部或全部呈现异色。
1.24 磕碰产品局部碰落成残缺。
1.25 变形与设计形状不符的扭斜或弯曲。
1.26 波纹由于喷釉不当,造成釉面呈水波痕状,或釉面呈现厚釉条痕或滴状,块状釉痕产品表面有堆釉现象。
1.27 薄釉是指产品釉面全部或局部呈鱼鳞状波纹,造成色差或釉层厚度<0.6mm。
1.28 色差同一产品或产品间的色度差。
1.29 缺釉是指产品该施釉的部位没有施釉,造成局部釉面残缺。
1.30 凹凸产品局部不平。
1.31 圆度同截面上的两个同心圆最大与最小半径之间的半径差。
1.32 平面度不在同一平面的圆,相距最大的两个平行面之间的距离。
1.33 洁具带配件的陶瓷件。
1.34 配件与陶瓷件配套使用的洁具配件。
1.35 净压力进水阀关闭时,在水“无流动”状态下,供水管的水对进水阀的压力。
1.36 流动压力冲水过程中,在水流动状态下,供水管的水对进水阀的压力。
2 分类与标记2.1 分类2.1.1 按产品的吸水率分为瓷质卫生陶瓷和陶质卫生陶瓷。
2.1.2 瓷质产品按表1 进行分类。
2.1.3 陶质产品按表2 进行分类。
3 一般技术要求3.1 外观质量3.1.1 商标所有卫生陶瓷的商标应完整、清晰,坐便器、分体、净身器、地拖盆、槽类、小便器、蹲便器类产品的商标允许水平歪斜不大于1.5mm,左右偏移中心线不大于3mm(针对居中位置的产品),允许不在同一个字母上的少于两个φ≦0.3mm残缺点。
盆类产品的商标允许水平歪斜不大于1mm,左右偏移中心线不大于2mm(针对居中位置的产品),允许不在同一个字母上的少于两个φ≦0.3mm残缺点。
3.1.2 釉面除设计与墙面、地面接触的表面及下列所述部位外,所有产品的裸露表面和坐便器的排污管道都应有釉层覆盖,釉面应与坯体完全结合。
a)洗面器:——洗面器角位及后部靠墙部位;——溢流孔后部;——排水口突出的底部;——台上盆底部(安装面);——立柱后部。
b)产品在烧成时被支撑的非可见面。
注 1:连体水箱的靠背及水箱内部应施釉;注 2:高温浆类产品溢流管道背面应施釉,以防止过水道部位渗漏;注 3:便器类产品管道必须施釉,釉面应均匀地全部覆盖管道内壁。
3.1.3 倍洁釉5.1.3.1 倍洁釉要求a)应喷倍洁釉的部位必须全部喷到位,并保持一定的厚度,不能出现局部漏喷等现象;b)喷倍洁釉时,要求厚度均匀一致,避免出现厚薄不一,产生局部色差等现象。
5.1.3.2 应喷倍洁釉部位a)盆类:上表面和洗净面b)双槽盆:盆边、洗净面5.1.3.3 釉面里层呈雪花状。
用HB 铅笔划线检测,痕迹不明显,呈断续状。
3.1.4 外观缺陷应符合附录A要求。
3.1.5 补耐火棉所有产品的施釉面及管道等过水地方严禁补耐火棉等材料。
3.1.6 环境标志产品技术要求所有的卫生陶瓷产品必须符合以下要求:a) 卫生陶瓷的内照射指数不大于0.9,外照射指数不大于1.2.b) 卫生陶瓷中可溶性铅含量不得超过20mg/Kg,可溶性镉含量不得超过5mg/Kg。
3.1.7 色差在距产品两米处看一件产品或配套产品之间应无明显色差(用色板对比)。
3.2 最大允许变形3.2.1 所有台下盆的安装面根据发展需要逐步进行打磨,确保安装面吻合度。
5.2.2 所有产品的变形应符合附录B要求。
3.3 尺寸3.3.1 尺寸允许偏差有相关产品图纸尺寸公差的,依图纸要求,无图纸或图纸无标注的,应符合表3的规定。
3.3.2 重要尺寸3.3.2.1 尺寸及偏差各部位的尺寸应符合以下所规定的要求,其尺寸偏差应符合表3的要求。
注:特殊规格的产品可按供需双方约定。
3.3.2.2 洗面器和净身器的供水孔和排水口直径洗面器和净身器供水孔表面安装平面半径应不小于(供水孔半径+10)mm;排水口尺寸应符合附录E,特殊情况可按合同要求。
3.3.2.3 坯体厚度卫生陶瓷任何部位的坯体厚度应不小于6mm。
3.3.2.4 釉层厚度产品正常施有釉部位釉层厚度0.4—1.1mm,产品可见A面及洗面器洗净面的釉层厚度0.5—0.8mm。
3.3.2.5 洗面器溢水道上最小横截面积洗面器溢水道上最小横截面积应不小于725mm23.3.2.5.1。
3.4 推荐尺寸除5.3.2中规定的尺寸外,产品的其他尺寸作为推荐尺寸,应符合铂鸥瓷业自行设计的要求。
部分推荐尺寸参见GB 6952—2005中附录D规定。
3.5 吸水率3.5.1 瓷质卫生陶瓷的吸水率(E)应为:E≤0.5%。
3.5.2 陶质卫生陶瓷的吸水率(E)应为:8.0%≤E<15.0%。
3.6 抗裂性经抗裂试验应无釉裂、坯裂。
3.7 卫生陶瓷配件应符合国家相关标准要求。
4 功能要求4.1.1.1 连接密封性产品与给水和排水(公司所配排杆)系统之间的连接安装,应在产品装满水的情况下无渗漏,能正常安装使用。
4.2 洗面器、洗涤槽和净身器溢流功能设有溢流孔的洗面器、洗涤槽和净身器,当供水流量为9.5L/min时保持5分钟不溢流;并且盆底无单块长度超过25.4MM的积水。
4.3 耐荷重性(按GB 6952—200 中的8.6.7 规定进行)4.3.1 壁挂式洗面器负荷试验应能承受1.1KN(约110 千克力)的重量。
4.3.2 壁挂式洗涤槽负荷试验应能承受0.44KN(约44 千克力)的重量。
4.4 抗龟裂抗龟裂按GB 6952—2005中8.5规定进行。
5 便器配套性技术要求应符合GB 6952—2005中第7章要求。
6 试验方法6.1 外观检测6.1.1 灯光要求在不低于1100LX(将4支40W的日光灯安装在距检测平台1.2m直接照射)漫射光照条件下,距离产品约0.6m目测检查釉面及外观缺陷;距离产品约2m处,对水平放置的一件产品或集中水平放置的一套产品检查色差。
6.1.2 坯体厚度检测按GB 6952—2005中8.3.8规定进行。
6.2 变形6.2.1 检测工具用精度为0.5mm或1.0mm的钢直尺或直角尺,或精度为0.5mm的塞尺等量测量。
6.2.2 变形检测方法a)、钢直尺法:用钢直尺的直边竖贴测量面,测量其最大缝隙。
b)、平台法:将产品的被测面置于水平的工作台上,用塞尺测量上翘部份的平台的垂直距离或用钢直尺左右两边的高度差。
c)、对角线法:用钢直尺测量两对角线,求其尺寸差。
6.3 尺寸6.3.1 检验工具6.3.1.1 检验工作台应能保证水平的平面和至少有一面与之垂直的面所构成的工作台。
6.3.1.2 检验工具用精度为1.0mm 的钢直尺、钢卷尺;精度为1.0mm 的直角尺;精度为0.02mm 的游标卡尺;水平尺;精度为1.0mm的水封尺;以及类似功能的测量器具。
6.3.1.3 检验项目a) 孔眼尺寸与圆度测量孔眼尺寸或圆度时,每孔测量3个点,取最小值为该孔眼的直径值,其最大半径差值为孔眼圆度。
b)产品外形尺寸根据检验项目进行测量,然后与工艺文件进行核对。
c)安装尺寸按照工艺文件要求及相关的配件配合尺寸要求,测量产品的安装尺寸。
c)水封及表面面积用水封尺或直尺测量水封,用游标卡尺或有类似功能的量具测量水封表面的最大长度和宽度。
6.4 吸水率6.4.1 煮沸法按GB 6952—2005 中8.4.3 规定进行。
6.4.2 真空法6.4.2.1 试验步骤a)将已烘干至恒重的试样进行称量,记录试样重量m1b)关闭注气阀,启动真空泵,对真空容器进行预抽真空,当真空度达到要求后保持30分钟;,然后将试样放置在真空容器中,盖上盖子;c)打开注水阀,使真空容器中注入足量的水,且仪器自动关闭注水阀,停止真空泵。