UG6.0后置处理设置经验之谈
浅谈UG后处理及应该注意的几个问题

浅谈UG后处理及应该注意的几个问题今天谈一下对后处理的认识以及应该注意的几个问题,尽量减少在实际应用中因后处理的不当所带来的损失(比如撞刀、过切等)。
Unigraphics作为一种优秀CAD/CAM软件已被广泛应用于汽车、航空等领域,基础应用方面的文章也比较多,但对于加工后处理(postprocessing)这方面的文章却不多,本人结合自己的工作和在实际中遇到的几个问题,谈一下对后处理的认识以及应该注意的几个问题,尽量减少在实际应用中因后处理的不当所带来的损失(比如撞刀、过切等)。
我们利用UG加工模块产生刀轨,首要目的是为了加工工件,但我们不能直接将这种未修改过的刀轨文件传送给机床进行切削工件,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如它可以有垂直或是水平的主轴,可以几轴联动等。
此外,每种机床又受其控制器(controller)的控制,控制器接受刀轨文件并指挥刀具的运动或其它的行为(比如冷却液的开关),但控制器也无法接受这种未经格式化过的到轨文件,因此,刀轨文件必须被修改成适合于不同机床/控制器的特定参数,这种修改就是所谓的后处理。
后处理最基本的两个要素就是刀轨数据(Tool Path Data)和后处理器(A Postprocessor),如下图示:UG的后处理有两种方法:一种是利用MOM(Manufacturing Output Manager),一种是利用GPM(Graphics Postprocessor Module)。
MOM的工作过程如下:由上图我们知道,MOM后处理是将UG的刀轨作为输入,它需要两个文件,一个是Event Handler,扩展名为.tcl,包含一系列指令用来处理不同的事件类型;另一个是Definition File,扩展名为.def,包含一系列机床、刀具的静态信息。
这两个文件可以利用UG自带的工具POSTBUILD来生成。
当这两个文件生成后,我们要将它加入template_post.dat(..\\UGS180\MACH\resource\postprocessor)文件里才能使用,其格式如下:fanuc,${UGII_CAM_POST_DIR}fanuc.tcl,${UGII_CAM_POST_DI R}fanuc.defGPM的工作过程如下:由上图我们知道,GPM后处理是将刀轨源文件(the cutter location source file)作为输入,它需要一个MDF(machine data file)即机床数据文件。
UG后处理制作全过程及重要参数
UG后处理制作全过程及重要参数2. 网格优化(Mesh Optimization)网格质量是影响分析结果准确性的重要因素,在进行后处理之前需要对生成的网格进行优化处理。
UG软件提供了各种网格优化算法和工具,可以对网格进行加密、细化和光滑操作,以提高网格质量和准确性。
3. 结果分析(Result Analysis)在进行后处理之前,需要对分析结果进行分析和检查。
UG软件提供了丰富的结果分析工具,可以对仿真结果进行可视化显示、剖面分析、变形分析、应力和应变分析等,以评估模型的性能和可靠性。
4. 报告生成(Report Generation)在进行后处理之后,需要生成分析报告以记录和分享分析结果。
UG 软件提供了报告生成工具,可以将分析结果整合成报告,并导出为PDF、Word等格式,以方便与他人共享和交流。
重要参数:1. 网格尺寸(Mesh Size)网格尺寸是指在进行网格划分时的网格大小。
网格尺寸的选择应根据分析的要求和模型的复杂程度来确定,过细的网格会增加计算量,而过粗的网格则可能引起计算误差。
2. 网格质量(Mesh Quality)网格质量是指网格形状和大小的均匀性和稳定性。
优质的网格应具有均匀的网格大小和形状,以及较小的网格畸变和扭曲度。
网格质量的选择应尽可能满足分析要求,以提高模型分析的准确性和可靠性。
3. 后处理工具(Post-Processing Tools)后处理工具是指用于分析和处理仿真结果的各种工具和功能,如可视化工具、剖面分析工具、变形分析工具、应力和应变分析工具等。
合理使用后处理工具可以提高对模型性能和可靠性的评估能力。
4. 分析报告(Analysis Report)分析报告是记录和分享分析结果的重要方式,应包括模型的设计背景、分析方法、结果总结和结论等内容。
分析报告的撰写和生成需要使用报告生成工具,以确保报告的准确性和规范性。
UG后置处理详解

UG后置处理解读要做后置处理程序,你首先要理解你的刀位文件的含义,首先你自己要知道怎么把这些刀位转化为NC代码,如果你读不懂刀位文件,那么你不可能成为一个后置处理高手。
下 面我们简单分析一下以下一段由UG产生的刀位文件的每一行是什么意思。
1、RAPID2、GOTO/-13.0000,-5.7446,3.0000,0.0000000,0.0000000,1.00000003、PAINT/COLOR,424、FEDRAT/MMPM,250.00005、GOTO/-13.0000,-5.7446,0.00006、CIRCLE/-17.0000,0.0000,0.0000,0.0000000,0.0000000,-1.0000000,7.0000,0.0600,0.5000,20.0000,3.00007、GOTO/-10.0000,0.0000,0.0000/8、PAINT/COLOR,319、GOTO/-10.0000,220.0000,0.000010、CIRCLE/-17.0000,220.0000,0.0000,0.0000000,0.0000000,-1.0000000,7.0000,0.0600,0.5000,20.0000,3.000011、GOTO/-13.0000,225.7446,0.00005F/我们从第1行开始看,在UG刀位文件里RAPID代表快速进给,它将影响下一行的走刀方式第2行GOTO语句,后面跟的是点的坐标,前三位为X,Y,Z坐标,后三位为刀轴的方向矢量,由于上一行有RAPID指令,所以这一句处理成NC代码就应该为G00 X-13.0000 Y5.7446 Z3.0000,如果是五轴设备,则应该处理成G00 X-13.0000 Y5.7446 Z3.0000 A0.000 B0.000或G00 X-13.0000 Y5.7446 Z3.0000 A0.000 C0.000等,根据设备的结构不同而不同。
基于UG6_0的DMU125FD车铣复合加工中心后置处理的开发

基于U G6.0的DM U125FD车铣复合加工中心后置处理的开发蒋思宝,张宇,刘爽(昆明理工大学机电工程学院,云南昆明650093)摘要:针对现有主流CAD/CAM系统中尚无DMU125FD类型机床的专用后置处理,而又是实际生产中迫切需要解决的问题,提出了基于坐标转换模型的旋转轴参数设定方法,同时利用Link Post技术来创建车铣复合这一类型的后置处理。
最后利用一个实例来验证该后置处理的正确性。
关键词:后置处理;Link Post;车铣复合中图分类号:TP311文献标识码:A文章编号:1672-1616(2011)09-0037-04由于现在手工编制数控程序已经逐渐被各类成熟的自动编程CAD/CAM软件取代,而自动编程过程需要将刀位源文件转换成符合机床本身的数控指令代码后才能被机床识别加工,因此需要进行后置处理。
目前还没有完全通用的后置处理能实现各种机床的后置处理,随着控制系统和机床结构的不断创新,能完全满足各类机床需要的通用后置处理还没有实现。
因此针对一些新型的数控机床,必须开发一套符合其本身的一套数控指令代码。
这里针对五轴带一转台一摆头的车铣复合加工中心进行后置处理开发研究[1-3]。
1机床主要参数以UG/POST Builder开发DMU125FD车铣复合加工中心的专用后置处理器为例,来说明五轴带一转台一摆头这类车铣加工中心的后置处理器的开发过程。
该机床数控系统采用Heidenhain公司的M illPlus iT V530,输出最小分辨率为01001mm,最大允许顺序号为9999999,快速进给速度为60000mm/min,机床圆弧中心采用绝对坐标值表达,自动刀库容量为40把,并且该机床的最大主轴转速为10000r/m in,X,Y,Z轴行程分别为:1250,1000,1000mm,B轴摆动范围为-30b~+180b。
这里需要说明的是,当B轴转动到0b时,机床为立式,转动到180b时,机床为卧式。
浅谈SIEMENS数控系统UG后置处理常用TCL语句使用技巧

1引言不同的数控系统对NC程序格式有不同的要求,UG软件提供了一个性能优异的后置处理工具Post Builder,利用它可以把UG软件制作的刀轨源文件转换成特定数控系统能接受的NC程序格式,这个过程叫“后置处理”[1]。
UG软件使用TCL语言以方便后置处理模块的编辑与设计。
TCL(Tool Command Language机器命令语言)是一种很通用的交互式解释性计算机语言,与C语言有相似的地方。
TCL语言首先是一种简单的脚本语言,其提供了一套标准语法用于发布命令给一些交互程序;其次,TCL是一个库,可以被嵌入应用程序。
用户一旦掌握了TCL语言就可以很容易地在UG的后置处理工具Post Builder中插入用户自定义的TCL子程序,以满足数控系统的特殊要求[2]。
2TCL语言替换命令及应用2.1TCL语言替换命令替换命令(substitution)是TCL中重要的概念,TCL把替换分为三种:命令替换、变量替换和反斜杠符号替换。
在一个命令的参数中使用另一个命令的结果,这被称之为命令替换。
例如:set a15set b[expr$a*4]当方括号出现在一个命令中的时候,TCL把方括号内的所有语句看作是一组TCL命令并对这组命令进行解释,用结果替代中括号内的文字,这称为命令替换。
当变量前面出现在一个“$”符号的时候,TCL会把该变量用它的值来替换,这被称之为变量替换。
例如上面的例子中,TCL将用变量a的值15来替换变量a,结果第二个set 命令的结果是b被赋值为60。
TCL中还有一个替换是反斜杠符号替换,例如“\t”被替换为tab,“\\”被替换为“\”。
2.2TCL语言替换命令在Siemens数控系统程序结构头部固定格式中的应用Siemens数控系统在程序头对程序名称有固定的格式要求,否则不能识别。
为了在程序头显示如下的固定格式:%_N_G84_MPF(%_N_与_MPF为固定格式,G84为程序名);$PATH=/_N_MPF_DIR(;$PATH=/_N_MPF_DIR 为固定格式)这就需要用到TCL语言的替换命令。
UG后处理制作全过程跟重要参数

②1启动后处理构造器③④①2如图设置,选用fanuc_6M 控制器①②③④①3保存,取名:3zhou_fanuc②③②4(不让G40单独占一行)删除G40代码①③④⑤②5(不让G40与G02同一行)删除G41代码①③④⑤②6(设置G00同样可以输出G41/G40)添加G41代码①③④⑤②7(设置G41之后必然有D01)添加custom command代码①③④⑤⑥7(设置G41之后必然有D01)输入代码MOM_force Once D⑦插入⑧设置名称⑨输入代码7(设置G41之后必然有D01)(补充说明)下面的做法是不正确的D会提前出现8(设置线性运动分辨率)(即坐标数据精度)(设置为0.001,精度不要设置高了)②9(设置圆弧最小值)①③④⑤最小值最小圆弧长度太小会出问题,见后面补充说明设置0.01比较合适10(设置钻孔循环G98退刀)选择G9810(设置钻孔循环G98退刀)添加G9811(设置G84格式)允许定制11(设置G84格式)添加G95 M29指令11(设置G84格式)添加定制G95指令11(设置G84格式)添加定制M29指令11(设置G84格式)(设置G84之后输出G94的标识)(钻孔之后不输出G94攻丝之后才输出G94)11(设置G84格式)钻孔之后不输出G94攻丝之后才输出G9411(设置G84格式)(单独定义一个攻丝F指令)删除原来的F11(设置G84格式)添加自定义F如下图11(设置G84格式)新建格式设置如下11(设置G84格式)(设置螺距F大于5小于0.001报警)编程F超出区间会报警如下图这个报警不便于检查我们继续优化11(设置G84格式)(设置超出值弹出报警窗口)值设大11(设置G84格式)(设置超出值弹出报警窗口)在G84之后加入如下语句就会报警如右图作业:设置T=0 S=0 报警提示:在代码上面右键选择编辑,可以查看代码的变量名称11(设置G84格式)(添加一个Q代码)设置如右图11(设置G84格式)设置代码输出顺序交换一下输出顺序完成G84设置②12(去除切削进给F后面的点)如F200.改成F200①③④⑤13(删除G02后面的K代码)G18/G19平面需要时可以单独做一个后处理14(线性运动 S M03 单独占行)提行即可15(程序无G00同样输出G43)加入G43 H01指令16(快速运动 S M03 单独占行)提行即可17(G43这行输出M08)18(S之后出现G04暂停)在线性运动和快速运动的S之后添加G04 K 地址不同系统暂停指令不同自己根据系统要求设置代码18(S之后出现G04暂停)(每个工序刷新一次G04)这样可以实现,但是同一把刀每个工序都在S之后输出暂停浪费时间我们需要换刀时才暂停所以要改一下,见后页18(S之后出现G04暂停)接上页把刷新放到换刀之前就可以了19(添加刀具信息和换刀暂停T0报警)在自动换刀T M6后面添加一个自定义命令如下图看不清楚代码到后处理视频页面可以下载后处理然后打开TCL文件,搜索T=0即可20(S0、F250报警)在每个地方都添加右边代码(有些工序是没有某些动作的,所以全部添加保证生效)20(S0、F250报警)钻孔需要在这里面添加,否则无效21(设置G54-G59)添加一个新块21(设置G54-G59)添加G-MCS Fixture offset21(设置G54-G59)右键更改为用户定义21(设置G54-G59)53改成G54默认输出G54MCS中的装夹偏置设置1=G55 2=G56...22(程序头输出%+NC名)输出零件名称23(在程序头输出Zmax)定制命令-导入-行程检查导入23(在程序头输出Zmax)在before_motion中输入check命令23(在程序头输出Zmax)在尾部添加如下代码注意因为要重写文件,所以后处理NC文件不能指定为中文路径,否则会报警注意:代码看不清楚到后处理页面下载打开.TCL文件搜索rewrite即可把ZMAX输出到程序头会大大减慢后处理速度做过一个比较:2250K的文件(2.19M)不加turbo输出到前面80秒加turbo输出到前面要55秒钟不加turbo输出在后面30秒加turbo输出在后面7秒钟24(提高后处理速度)导入turbo高速处理指令24(提高后处理速度)把turbo高速处理指令加入程序头即可注意:加入turbo的影响加入turbo高速处理指令后,设置的自定义事件:与线性运动,圆弧运动,快速运动相关的都无效了例如F=250报警就无效了(钻孔,换刀有效里面的还有效)制作完成!后面有补充内容。
UG后处理技巧说明
UG后处理技巧说明
一、土压力后处理技巧
土压力后处理技巧主要是在建筑物和基础上,以增加土压力以及延长建筑物使用寿命的一种技术。
本文将介绍其实施过程及技巧。
1、根据工程需要,设置合适的土压力深度。
土压力后处理时,首先要求根据建筑物或基础的实际情况,结合工程的需要,合理计算出所需土压力的最小深度。
这一步对土压力后处理的效果是非常关键的。
深度太浅则会影响土压力的作用,深度太深则对设备和施工造成额外的损失。
2、土处理过程的选择
土压力后处理时,会根据建筑物的要求,结合土质的特性,选择合适的土处理方法,实施土压力后处理。
一般可根据建筑物的要求,选择压实土处理、灌浆处理、处理加固、土处理加密、定向钻探加固等处理方法。
3、注意土处理的质量控制
土压力后处理的实施过程中,重要的一环是要求良好的土处理质量。
要求从深度、宽度等方面做到准确无误,土处理实施到底,并根据土质特性,合理调整机械参数,达到要求的土处理强度。
4、使用专用设备
土压力后处理时,要求使用专用设备,并根据实际需要,选择最佳的设备。
基于UG NX6.0的整体叶轮数控加工仿真校验与后置处理

基于UG NX6.0的整体叶轮数控加工仿真校验与后置处理4.4.1 整体叶轮数控加工路径规划叶轮整体数控铣削加工是指轮廓与叶片在同一毛坯上铣削加工成形。
其加工过程大致包括以下几个主要工序:1.粗加工叶轮流道曲面;2.粗加工叶片曲面;3.叶片精加工;加工。
下面对其路径规划方法分别讨论。
1)创建整体叶轮数控加工父级组。
打开已经建构的整体叶轮三维CAD文件,进入UG加工界面,选择“mill_muti-axis(多轴铣削)”CAM加工配置模板,先后创建程序组、几何组、刀具组和方法组,为下面的加工仿真做准备,具体如下:a.创建程序组。
程序组是用于组织各加工操作和排列各操作在程序中的次序。
由于在单个叶片的多轴加工程序编制后,要使用旋转复制功能生成其余叶片的加工程序,因此这里先采用UG 缺省的程序组,待全部叶片加工程序完成后再统一修改、管理。
b.创建几何组。
在“导航器”中选择“几何视图”功能,进入几何视图工作界面,设置叶轮的圆柱圆心点为加工坐标系位置(双击MCS_MILL 在CSYS 状态下单击点对话框将捕捉类型设置为“圆弧中心/椭圆中心/球心”并将加工坐标系移至到圆心点),如图4.11所示;在铣削几何体中选择已经车削完成的回转体作为毛坯几何体,如图4.12所示c.创建刀具组根据前面已经确定的刀具类型和相关刀具参数,利用“创建刀具”功能,分别创建粗、精加工刀具,并且从内定库中检索刀具夹持器,创建刀具夹持器,本文中选取了库代号为“HLD001_00041”的刀具夹持器。
由于上一节中对刀具选择已作了比较详细的论述,这里不再重复,且此步的操作比较简单。
e.创建方法组由于叶片及流道曲面加工采用了表面积驱动方法,不便设置统一的加工余量、几何体的内外公差、切削步距和进行速度等参数,先选用内定的“METHOD ”加工方法,可根据需要再设置上述加工参数。
2)粗加工叶轮流道曲面通过可变轮廓铣程序控制驱动方法和刀具轴,根据叶轮流道曲面的加工要求创建多轴联动粗加工程序。
UG后处理技巧说明

UG后处理技巧说明1.增强对比度:对比度是指图像中最亮和最暗区域之间的差异程度。
通过增加对比度可以使图像中的细节更加清晰,色彩更加鲜明。
常用的增强对比度的方法包括直方图均衡化、拉伸和分段线性增强等。
2.调整曝光:曝光是指图像中每个像素所接受到的光线的亮度。
调整曝光可以使图像的亮度更加均匀,细节更加清晰。
通常可以通过调整图像的亮度、对比度和曲线等参数来实现曝光的调整。
3.去噪:图像中的噪声是指由于光线、传感器等原因引起的图像中的随机干扰。
去噪的目的是减少噪声对图像质量的影响,使图像更加清晰。
常见的去噪方法包括中值滤波、均值滤波和小波去噪等。
4.锐化:锐化是指增强图像的边缘,使图像更加清晰。
常用的锐化方法包括高提升滤波和拉普拉斯锐化等。
高提升滤波通过增加高频成分来增强图像的边缘,而拉普拉斯锐化则是通过对图像进行二阶导数运算来增强边缘。
5.色彩校正:色彩校正是指调整图像的色彩平衡,使图像中的颜色更加真实、鲜明。
常见的色彩校正方法包括亮度-对比度调整、颜色平衡和通道分离调整等。
6.图像重采样:图像重采样是指改变图像的分辨率,通常用于图像的放大或缩小。
常见的图像重采样方法包括双线性插值和双立方插值等。
7.图像修复:图像修复是指修复图像中的缺失、破损等部分,使图像更加完整。
常用的图像修复方法包括基于纹理合成的方法、基于边缘的方法和基于插值的方法等。
8.图像拼接:图像拼接是指将多幅图像拼接在一起,形成一幅大尺寸的图像。
常见的图像拼接方法包括基于特征匹配和基于投影变换的方法等。
9.图像分割:图像分割是将图像划分为若干个具有相似特征的区域。
常用的图像分割方法包括阈值分割、边缘检测和区域生长等。
UG-后处理技巧说明

-C3一a 也aEI'aEaa&MX 6.C1WS许可CAKAAutodesk百度工具栏暴风影青1K^ HX 5.0fl^i crosoft Silverli ght 昨MX许可HX 4.0l&VGS MX 7.0卜[扇冊工具►ip NX许可王具►桓1按布信息* 1聒加工工具L■11 ■&转换器卜己HX T .0|1;NX 7.0查看盟cls2d£mdFgugpostUG后处理(后面有点UG与VERICUT )要适当的提高自己的英语水平1.0.0:打开后处理工具卡箋后处理构造黠:;:加工知识編辑器1.2.0:进入创建后处理文件页面QcixELoas# A Tin fil«|UG Fo^tBuilder ALUthor Llcenise Us^i^s-Starting UGxPost Duildcr in E:^Progr ft n Files/UGS7/H« 7.0zPOSTBU I L» "I C3 w X* *•p n详可工貝►- a 的s" ♦*% DUXZA 卜1:::加工知识塀杨月I巴f?换器*C; KI 7 .C| &n 7.0 K«W此区域「Inches英制单位Millimeters 公制设定此区域轴选项3-轴4-轴或5轴这里只讲解3轴通用设定此区域为机床类型设定,Generic通用的Library浏览自带机床User'用户自定义|'此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK进入下一步这一选项可以显示你选择机床类型4轴3轴或你自定义的机床这一区域是你的输出是否记录选项此区域左边为机床行程数据右边为机床原点数据此区域左边为机床精度小数右边为机床快速进给G00速度其他选项默认就可以了然后进入下一页面点击这里B BC I III no- To 4ilJH1 F * 4 記PathV/C Dat««■ A. Taol T»rd r 一眇—DriflT-'ntiu ■- Stu" t Seqti.en.ceCiU Start S«^u«ncfl -NitiOii C umed Cycl e sL®pa • L I . RHTiol Fathfl achineCentrculS eq*VirtuaJ. B/C C AS .trail a?rGust OH C $■■BiC»biAed 1/C C^de Blocks这一选项进行修改你的程序头 性显示的添加进行讲解 此选项为程序头选项 序条就像这样Ada Block程序尾中间换刀程序衔接道具号道具属此选项为增加程序条命令点击它可以拖入程 这里的垃圾桶通样你不想要的此条可以删除|New BlockAdd Black |[kew Block可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击0K既可安全起见最好加入个Z轴回零命令拉入一个词条框| Add Block BlockluesBBce添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放项“TEXT 文本点击Add word 拉入这个区域同样变白放置输入你要的文本GOO G91 G28 Z0点击0K 既可程序头设定完成就是这个效果看下图如果需要加入0号N 号的开关M8 M9的开关设置G43H00等-ha~o_lai T号关后面在这里你可以加入你需要的道具信息 设置下面先讲解N 号的加入lamual Tool Change^^PB^CMD^tool^cbanEe^for...r! _□ KOO加入N 号我们只需要拉两个N 号开关词条就可以面既可下面加入刀具信息 找到这个选项操作员消息|0p er at 0 r Mess下面编辑你的换刀过程点击 作开始步骤Oper&ti on Star t Sequence中文意思就是操lx输入命令MOM_output_literal (刀具名称:$mom_tool_name ) ” MOM_output_literal (刀具直径:$mom_tool_diameter ) ”MOM_output_literal (刀具 R 角半径:$mom_tool_corner_radius ) 想要哪个信息 就输入哪行 如果要两个以上 就飞边拉入词条输入这项编辑完毕[MTool Tath—卅直ehirtG Cantr &1—® Motion单击蓝色的区域机床控制 Machine Control 成此项设定进入一下界面我们只要在G43后加上M8既可完t43 H01Set lodesG02 G03然后点击" 进程动作 设定 我们只需要修改中间的那个G41 匚LT 如 G90 X Y 工 F E 讪 MOJ M0叮t41 t02 X Y Z I J K 7 SGOO G5C rapl rap2 S W03G43 &00 G90 rar3 HOICouted CyclesSpindle KF日日日日九丄丄丄J LA■ A1X. Ccunter-Cleckwise (CCLff)陌—Edi t Flane Codes• Full Circle QuadrajLt J?a/f asMiikimw |0.001 Maxinum ' 99999. 999进入下一页面修改这里把Vector-Arc Center to Start 该为Vector-Arc Start to Center 修改后OK推出不改出程序带R的带圆的程序就是乱做一团。
UG后置处理器定制培训

UG后置处理器定制培训刘其荣优集系统(中国)有限公司整理精艺工作室内容•后置处理概述•后置处理器创建•TCL语言介绍•车铣加工中心后置处理器创建•多轴铣后置处理创建后置处理概述基本概念后置处理TOOL PATH/FIXED_CONTOUR_2,TOOL,MILLTLDATA/MILL,30.0000,0.0000,75.0000,0.0000,0.0000MSYS/0.0000,0.0000,0.0000,1.0000000,0.0000000,0.0000000,0.000000 0,1.0000000,0.0000000PAINT/PATHPAINT/SPEED,10LOAD/TOOL,1,ZOFF,150.0000PAINT/COLOR,186RAPIDGOTO/51.5000,-12.6421,12.1213,0.5000000,0.5000000,0.7071068 PAINT/COLOR,211RAPIDGOTO/95.0000,30.8579,73.6396PAINT/COLOR,42FEDRAT/MMPM,250.0000GOTO/50.0000,-14.1421,10.0000PAINT/COLOR,31GOTO/-14.1421,50.0000,10.0000PAINT/COLOR,37RAPIDGOTO/30.8579,95.0000,73.6396PAINT/SPEED,10PAINT/TOOL,NOMOREEND-OF-PATH %N0010 G40 G17 G94 G90 G71N0020 G91 G28 Z0.0:0030 T01 M06N0040 G0 G90 X45.355 Y37.426 A-45. C-45. S1000 M03 N0050 G43 Z213.858 H00N0060 Z300.858N0070 G1 Z210.858 F250. M08N0080 X-45.355N0090 G0 Z300.858N0100 M02%UG刀位数据数控加工指令后置处理UG/PostUG Data StorageUG PostEvent GeneratorEvent Handler.tcl Definition File.def Output FileEvent Name variableUser Definedvariable variablePost Builder.puiUG Data StorageLinear Move x = 100y = 50z = 75UG Post EventGeneratorproc MOM_linear_move {} { MOM_do_template Linear }Format Socket %0.3fAddress X{Format Socket Min 0 Max 550} BLOCK_TEMPLATE Linear { G01 X[$x] Y[$y] Z[$z] }G01 X100. Y50. Z75.Linear_Movex = 100y = 50z = 7554321基本概念•Event (事件)–特定的机床动作–Spindle On主轴转动; linear move直线进给; tool change换刀…•Unigraphics Event Generator (事件生成器)–UG内置的功能,用来提取UG刀位数据–将参数传递到事件处理器进行处理•Event Handler (A TCL script)——事件处理器–与特定机床有关的程序,将刀位数据转换为机床指令代码•Definition File——定义文件–给定事件处理输出的格式,被事件处理器TCL所调用EVENT——事件•一个事件是从UG文件中提取的一个数据集合•每一事件都与一组变量关联•对每一事件生成器识别的事件,都有一对应的TCL子程序进行处理•传递给事件处理器的变量将作为全局变量进行处理Event Generator——事件生成器•从UG中提取刀轨数据•将后处理命令分解成全局变量•利用运动学处理刀位点•将事件和变量传递给UG Post进行处理•后处理命令:–SPINDL/RPM,100,CLW•时间和变量–Event事件•MOM_spindle_rpm–Variables变量•mom_spindle_speed = 100•mom_spindle_direction = CLW•Start of program–EventMOM_start_of_program –Variablesmom_datemom_logname…•Start of a new path–EventMOM_start_of_path–Variablesmom_path_namemom_tool_name…Event Handler——事件处理器•TCL子程序,决定刀轨事件如何被处理•事例:proc MOM_start_of_program { } {MOM_output_literal “G28G00G91Z0”MOM_output_literal “X0Y0”MOM_output_literal “G90”}•一些有用的扩展命令–MOM_ask_env_varMOM_ask_env_var UGII_CAM_DEBUG_DIR –MOM_output_literalMOM_output_literal “Created by$mom_logname”–MOM_do_templateMOM_do_template linear_move–MOM_forceMOM_force ONCE X YMOM_force ALWAYS X Y motion_gMOM_force OFF motion_g–MOM_suppressMOM_suppress ONCE cutcom_gMOM_suppress ALWAYS NMOM_suppress OFF I J K定义文件中的关键字•MACHINE •INCLUDE•WORD_SEPARATOR •END_OF_LINE •SEQUENCE •FORMAT •ADDRESS•BLOCK TEMPLATEMachine , Include & Word Separator•MACHINE–机床的名字MACHINE siemen_3axis•INCLUDE–继承的定义文件INCLUDE generic.def standard.def •WORD_SEPARATOR–分割字符WORD_SEPARATOR “ ”End of line & Sequence•END_OF_LINE–每一行的结束符END_OF_LINE “\012”•SEQUENCE–输出序号–格式:•SEQUENCE format start increment frequencySEQUENCE seq_no 10 1 1定义文件基本概念•Block–G01 X54.11 Y-28.059 Z55. B0.0•Address (Word)–X54.11•Format–X54.11FORMAT•语法–FORMAT name format_string–事例FORMAT seq_no “&__5_00”FORMAT ComFed “%7.2f”FORMAT Socket_2 “&_02_00”Format string•&abcdefa= + or _ 输出或不输出+号b= 0 or _输出或不输出前面的0c= 0 -9小数点左边最大位数d= . or _输出或不输出小数点e= 0 -9小数点右边最大位数f= 0 or _输出或不输出后面的0• C 语言格式任何合法的C语言printf格式Address•语法ADDRESS name{FORMAT nameZERO_FORMAT nameFORCE < ALWAYS | ONCE | OFF >MAX number < Abort | Warning | Truncate >MIN number < Abort | Warning | Truncate >LEADER < string | TCL_expression >TRAILER < string | TCL_expression >INCREMENTAL< ON | OFF >OMIT value}Address 实例FORMAT Socket_2“&_02_00”……ADDRESS cutcom_register {FORMAT Socket_2FORCE OFFMAX 99MIN 0LEADER “D”}Block Template•语法BLOCK_TEMPLATE name{Address_name [ address_expression ] \nows(no word separator)\opt(optional)\ldr = string(leader)\trlr = string(trailer)“string”(string output literally) }Block Template 实例BLOCK_TEMPLATE rapid_XY {cutcom_g[$mom_cutcom_code]\optmotion_g[0]X[$mom_pos(0)]Y[$mom_pos(1)]cutcom_register[$mom_cutcom_adjust_register]\opt }后置处理调试调试•信息输出mom_information.out•Move (or copy) wish83.exe to:…\mach\auxiliary\ugwish.exe•Source the following TCL script files in UGII_CAM_DEBUG_DIR mom_debug.tclormom_review.tcl•Turn the debug mode onMOM_set_debug_mode ON•mom_debug_all.out will be generated•login12345_debug.out will be generated常用的事件处理器和参数常用的事件处理器•MOM_start_of_program——处理程序头•MOM_end_of_program——处理程序尾•MOM_start_of_path——处理操作头•MOM_end_of_path——处理操作尾•MOM_initial_move——处理初始运动•MOM_before_output——在输出前进行处理•MOM_before_motion——在运动前进行处理常用的参数•mom_pos——当前位置数据•mom_prev_pos——上一位置数据•mom_motion_type——运动类型•mom_machine_time——加工时间•mom_tool_number——刀具号•mom_operation_type——操作类型查找更多参数?•Check the Documentation •Using Post BuilderUtilities -> Browse MOM Variables •Using debug tools后置处理器创建创建一后置处理器的流程获取机床和控制系统数据Post Builder测试输出机床类型合格的后置处理器创建/编辑TCL 文件创建/编辑def 文件测试输出错误错误正确正确特殊机床铣、车、车铣复合、线切割STOP针对Post Builder 中不包含的功能Post Builder•生成UG后置处理器的工具My.pui •Post Builder生成的文件:•.pui ——记忆Post Builder的设定•.tcl & .def——后置处理器Post BuilderMy.tclMy.def创建一新后置处理器的基本步骤•创建一检验零件,将通过该零件测试后置处理器覆盖的功能。
UG后置处理器介绍

中華大學機械系徐永源徐永源後處理器開發徐永源後處理器開發徐永源後處理器開發Try it徐永源後處理器開發發生什麼事? 你看到甚麼? 它做了什麼事?徐永源DemoIncluding a cutting path,a pp, a output nc file.Try it(chp1_01)徐永源後處理器開發徐永源後處理器開發徐永源DemoUsing VeriCut including a cutting path,a pp, a output nc file.後處理器開發Demo徐永源後處理器開發徐永源後處理器開發徐永源後處理器開發Try it徐永源後處理器開發後處理器開發徐永源Demo show.avi including pb simpleOperation, output three files,ugpost_template.dat, simple cutting path,running and output nc files.Try it(chp1_02)後處理器開發後處理器開發後處理器開發後處理器開發後處理器開發後處理器開發後處理器開發後處理器開發徐永源後處理器開發徐永源START OF PROGRAMSTART OF GROUPSTART OF OPERATIONTOOL CHANGE (not LOAD command)INITIAL MOVEEND OF OPERATION後處理器開發徐永源TheEach Event Handler contain instructions for each event to beprocessed with TCL language.MOM will invoke(TCL procedure name be identical to triggered event name. (toolThe parameters passed to the Event Handler as global variables.後處理器開發徐永源Tool Path Post CommandEvent generator parses(後處理器開發徐永源MOM_start_of_programMOM_start_of_path後處理器開發徐永源後處理器開發徐永源後處理器開發徐永源Definition file contains information about a specific machine tool.NC machines use addresses (G,M,X,Y..) to control the machine.Each NC command line changes machine state by addresses.Post use definition file’s information to format NC commands.後處理器開發徐永源後處理器開發徐永源後處理器開發徐永源後處理器開發徐永源後處理器開發徐永源後處理器開發。
基于UG6_0的DMU125FD车铣复合加工中心后置处理的开发
基于U G6.0的DM U125FD车铣复合加工中心后置处理的开发蒋思宝,张宇,刘爽(昆明理工大学机电工程学院,云南昆明650093)摘要:针对现有主流CAD/CAM系统中尚无DMU125FD类型机床的专用后置处理,而又是实际生产中迫切需要解决的问题,提出了基于坐标转换模型的旋转轴参数设定方法,同时利用Link Post技术来创建车铣复合这一类型的后置处理。
最后利用一个实例来验证该后置处理的正确性。
关键词:后置处理;Link Post;车铣复合中图分类号:TP311文献标识码:A文章编号:1672-1616(2011)09-0037-04由于现在手工编制数控程序已经逐渐被各类成熟的自动编程CAD/CAM软件取代,而自动编程过程需要将刀位源文件转换成符合机床本身的数控指令代码后才能被机床识别加工,因此需要进行后置处理。
目前还没有完全通用的后置处理能实现各种机床的后置处理,随着控制系统和机床结构的不断创新,能完全满足各类机床需要的通用后置处理还没有实现。
因此针对一些新型的数控机床,必须开发一套符合其本身的一套数控指令代码。
这里针对五轴带一转台一摆头的车铣复合加工中心进行后置处理开发研究[1-3]。
1机床主要参数以UG/POST Builder开发DMU125FD车铣复合加工中心的专用后置处理器为例,来说明五轴带一转台一摆头这类车铣加工中心的后置处理器的开发过程。
该机床数控系统采用Heidenhain公司的M illPlus iT V530,输出最小分辨率为01001mm,最大允许顺序号为9999999,快速进给速度为60000mm/min,机床圆弧中心采用绝对坐标值表达,自动刀库容量为40把,并且该机床的最大主轴转速为10000r/m in,X,Y,Z轴行程分别为:1250,1000,1000mm,B轴摆动范围为-30b~+180b。
这里需要说明的是,当B轴转动到0b时,机床为立式,转动到180b时,机床为卧式。
UG 后置处理
UG/POST后处理综述本文简明扼要地介绍了UG/Post后处理器的基本概念,组成及内容,目的是使广大读者从全局上对UG/Post有所了解和认识,文章深入浅出,实用性强,是一篇不可多得的普及力作。
一、后处理简述无论是哪种CAM软件,其主要用途都是生成在机床上加工零件的刀具轨迹(简称刀轨)。
一般来说,不能直接传输CAM软件内部产生的刀轨到机床上进行加工,因为各种类型的机床在物理结构和控制系统方面可能不同,由此而对NC程序中指令和格式的要求也可能不同。
因此,刀轨数据必须经过处理以适应每种机床及其控制系统的特定要求。
这种处理,在大多数CAM软件中叫做“后处理”。
后处理的结果是使刀轨数据变成机床能够识别的刀轨数据,即NC代码。
可见,后处理必须具备两个要素:刀轨——CAM内部产生的刀轨;后处理器——是一个包含机床及其控制系统信息的处理程序。
UG系统提供了一般性的后处理器程序——UG/Post,它使用UG内部刀轨数据作为输入,经后处理后输出机床能够识别的NC代码。
UG/Post有很强的用户化能力,它能适应从非常简单到任意复杂的机床及其控制系统的后处理。
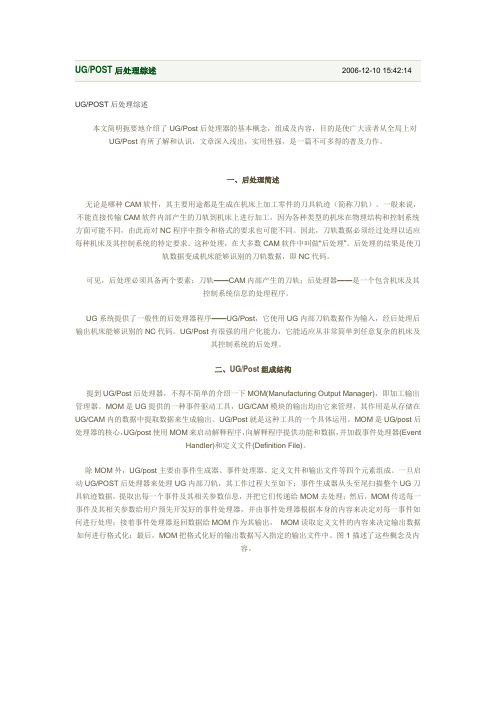
二、UG/Post组成结构提到UG/Post后处理器,不得不简单的介绍一下MOM(Manufacturing Output Manager),即加工输出管理器。
MOM是UG提供的一种事件驱动工具,UG/CAM模块的输出均由它来管理,其作用是从存储在UG/CAM内的数据中提取数据来生成输出。
UG/Post就是这种工具的一个具体运用。
MOM是UG/post后处理器的核心,UG/post使用MOM来启动解释程序,向解释程序提供功能和数据,并加载事件处理器(EventHandler)和定义文件(Definition File)。
除MOM外,UG/post主要由事件生成器、事件处理器、定义文件和输出文件等四个元素组成。
一旦启动UG/POST后处理器来处理UG内部刀轨,其工作过程大至如下:事件生成器从头至尾扫描整个UG刀具轨迹数据,提取出每一个事件及其相关参数信息,并把它们传递给MOM去处理;然后,MOM传送每一事件及其相关参数给用户预先开发好的事件处理器,并由事件处理器根据本身的内容来决定对每一事件如何进行处理;接着事件处理器返回数据给MOM作为其输出,MOM读取定义文件的内容来决定输出数据如何进行格式化;最后,MOM把格式化好的输出数据写入指定的输出文件中。
浅谈UG 6.0后置处理器的应用

N O T是 用包 含 在 P R XP S A T文 件 中 的刀 具 路径 信 息
作为后 置 处理 的输 入 。 ( ) 工输 出管理 器 的功 用 Mauatr g up t 2加 nfc i tu uno Maa e。加工 输 出管理 器 是 N O T后 置处 理 器 的 n gr XP S 核 心 , U X . 供 的 一 个 事 件 驱 动 工 具 , 后 是 G N 60提 在 置 处理 时 , 工输 出管 理 器启 动 翻译 器 , 向翻译 器 加 并
.
旋 转 轴 为垂 直 布 置 ,还 有 的机 床 在 加 工 时 可 以多 轴 式 进行 后置 处理 。本 文将 对 N O T后 置处 理 方式 XP S
联 动 等 。另外 各种 机 床所 使用 的控 制 系统 也不 一样 , 对 于 同一功 能 ,在不 同 的数控 系 统 中其 代 码 也 不 完
《 装备 制 造技术 )0 1 2 1 年第 2期
浅 谈 U . 置 处 理器 的应 用 G 6O后
袁 国 伟
( 宁 机 电职业 技术 学 院 , 宁 丹 东 1 8 0 ) 辽 辽 10 2
摘 要 : 绍 了 UG NX . 置 处 理 器 类 型 、 成 、 介 60后 组 工作 原 理 及 操 作 方 法 , 目的 是 使 读 者 了解 并 掌握 UG NX . 处 60后 理构建技术 , 完成 简单 或 任 意 复 杂 机床 的后 处 理 。
关键词 : 置处理 器 ; 后 刀具路径 ; 事件 生成器 ; 事件 管理 器
中图 分 类 号 :G6 9 T 5 文献标识码 : B 文章 编 号 :6 2 5 5 ( 0 )2 0 3 0 17 — 4X 2 1 0— 1 -2 1 7
如何作UGCAM 后置处理及定义机床数据文件

Quick Reference Guide如何作UG/CAM 后置处理及定义机床数据文件一、UG/CAM 后置处理原理图二、UG/CAM作后置处理的方法1、在Manufacturing Operation Manager 里通过Export生成CLSF 文件2、ToolBox CLSF 进入CSLF Manager3、选Postprocess 进入数控后处理菜单NC Postprocessing4、指定机床数据文件MDFA Specify5、设置NC Output成为File6、指定输出的NC文件名Output File7、Postprocess后处理,生成NC 代码*.Ptp 文件三、如何定义机床数据文件MDFA(一)进入MS-DOS方式,用菜单对话方式定义,以下是定义的过程,带底纹部分是用户输入------------------------------------------------------------------------------------------------------------------- C:\>c:\eds140\mach\mdfg 执行UG带的mdfg .exe 文件MDFG VERSION 13.0.31. EDIT AN MDFA/MDF2. CREATE NEW MDFA3. TERMINATEENTER SELECTION:FILE NAME (default extension: mdfa)MDFA TO CREATE?Test 给MDFA文件名**creating test.mdfa**SELECT THE INPUT DA TA TYPE1.>ALL DATA V ALUES ARE ENTERED IN INCH UNITS2. ALL DATA V ALUES ARE ENTERED ON METRIC UNITSENTER SELECTION:2 用米制单位GENERATE MDFA FILE test.mdfaMDFG主菜单,共有14项,常用的是1-6和14。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.0.0:打开后处理工具卡
1.2.0:进入创建后处理文件页面
1.2.1 创建一个新的后处理文件这里输入文件名(英文)
此区域Inches 英制单位Millimeters 公制设定
此区域轴选项3-轴4-轴或5轴这里只讲解3轴通用设定此区域为机床类型设定Generic 通用的Library 浏览自带机床User’s 用户自定义
此区域描述你的后处理单只能输入英文
选择完自己需要的格式后处理单击OK 进入下一步
这一选项可以显示你选择机床类型4轴3轴或你自定义的机床这一区域是你的输出是否记录选项
此区域左边为机床行程数据右边为机床原点数据
此区域左边为机床精度小数右边为机床快速进给G00速度
其他选项默认就可以了
这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解
此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除
下面讲解通用的编程设置下面图片是默认的设置
此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶
通过此选项里的代码你可以找到你想要的改好后点击OK既可
安全起见最好加入个Z轴回零命令拉入一个词条框
添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条
而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号
下面编辑你的换刀过程点击中文意思就是操作开始步骤
在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等设置下面先讲解 N号的加入
加入N号我们只需要拉两个 N号开关词条就可以
选择这一选项拉到上面是N号开
然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息
拉入 N号关后面
输入命令
MOM_output_literal “( 刀具名称:$mom_tool_name )”
MOM_output_literal “( 刀具直径:$mom_tool_diameter )”
MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”
想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入
这项编辑完毕
单击蓝色的区域
机床控制 Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定
然后点击进程动作设定我们只需要修改中间的那个 G02 G03的
进入下一页面
该为Vector-Arc Start to Center 修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
这项无需修改固定循环孔功能
All right! 最后让我们来修改程序尾。
可以加入加工时间只是参考值的时间点击进入以下界面
把不需要的拉入垃圾桶把M02 该为M30 或在前面加入你要的 M5 M9 啊什么的过加入G00 G91 G28 Z0 最后加入加工时间It’s a interesting sequence!!~!~
在这里找到这个选项 Custom Command 拉入最后输入
global mom_machine_time
MOM_output_literal “运行时间:[ format “%.2f” $mom_machine_time]”
点击OK 保存在一个你能找到的英文文件夹里你的后处理可以用了可以试试了自己多研究研究很有趣的。