工装样件检验报告(ISIR)
ISIR交样介绍ppt课件

•
1.客户的设计要求,工程要求及质量要求
•
2.能够持续地保持生产的产品满足这些要求
ISIR文件的定义
内容包括初期质量保证书,开发HMC承制的图纸 及相关ES/MS规范,以此为依据所做的质量数据 检验表格,所得的样件检验数据,材质检验报告 ,性能检验报告等.
在零部件正式投产前提交并附相关文件,需方 以及供方相关机构判定合格后才可导入正式生 产,以后的检验标准都以此为依据.
Test equipment capability verification* Materials data sheet / IMDS*
Means of transport / packaging*
责任部门 质量部
产品工程 产品工程 质量部(喷涂)
IE 质量部 质量部(实验室)、质量部检具室、设 备部 质量部
Function report* Material test and bonding technology*
Appearance test (color)* Process flow chart*
Process capability verification*
Product specific test equipment list*
8 样件及包装上的标识有什么特殊要求
ISIR 分类
ISIR
ISIR Q01 ISIR Q999 (F1)
电镀散件 材料散件 功能总成
性能
颜色
ISIR文件责任划分
客户所需求的所有ISIR样件和ISIR文件均由项目内质量工程师进行整理 汇总,也就是说,客户收取所其需求ISIR样件和文件在北汽模塑方对应的窗 口均为质量工程师。ISIR样件方面,需要QE整理收集完整后发到客户方, ISIR文件方面,需要QE得到相关部门或供应商所提供的文件并整理检查后 递交到客户方。
工装(检具)验收报告

日期
使用性能
结论
*生产可行
使用人确 认
日期
保存期限:三年
生产确认
主管确认
外观标识
主管确认
日期
*生产不可行
日期
工装/检具验收报告
资产归属
*内部资产 *外部资产
类型:
客户
产品料号
*工装
产品版本
*品质检具
申请部门
*配件
申请人
日期
设计类别
状态 工装图料 号
*全新
*内部设计 *变更 *维修保养
*整体外发
工装编号 图纸类型
责任工程师
*2D *3D *清单 工装版本
品质意见(品质部依据工程提供图纸全尺寸检验,并进行检验结果确认,确认的报告 作为此报告的附件)
*全尺寸检验合格
检验员确 认
*全尺寸检验不合格(特采)
日期
实配状态
*全尺寸检验不合格(返工) *外观检验合格 *外观检验不合格
质量主管确认
日期
工程确认
生产可用性
*3个月 *6个月 *9个月 *12个月
保养周期
*生产件数 100 *生产件数 300 *生产件数 500 *生产件数 10ຫໍສະໝຸດ 0注意事项工程结论:
ISIR初期样品检验报告(样表)

件号:BYD473QA-1003920件名:排气摇臂Ⅰ
序号
检验项目
规格
1
2
3
4
5
6
7
8
9
10
σ
判定
一
总成部分
1
2
3
4
5
6
7
8
装配后从动轴承在轴向应与摇臂有间隙且转动顺畅
二
摇臂单体
1
2
3
4
5
6
7
8
9
10
件号:BYD473QA-1003920件名:排气摇臂Ⅰ
序号
检验项目
规格
1Байду номын сангаас
2
3
4
5
区分
样品种类
初期样品检验报告
(I.S.I.R)
■
新开发件
半成品
设计变更件
成品
工程变更件
改善品
□关键■重要□一般·更改单日期更改单编号:;图面版本号:
供方:哈尔滨东安实业发展有限公司(第1次送样)· 样品数量:20件 试生产产量:100件
件号:BYD473QA-1003920件名:排气摇臂Ⅰ样品重量: g
报告内容:■尺寸检验·■材质报告·■性能试验·□耐久试验 □统计资料 □外观件报告 □其它
送审理由:
样件标识方法
使用材料
审 核
校 对
编 制
顾 客综合判定
审 核
校对
填写
□合格
判定内容:
□条件合格
□不合格
简图及说明:见附图
按规范要求项目所作成之材料、成分、物性、性能试验等报告难以记载本报告以任意格式附纸于后。
工装样件检验报告(ISIR)
检验数量:
项目
检验项目
检验规范
检验方法
检验结果
备注
华晨金杯公司填写
说明:
判定:
负责部门
项目负责
□合格
□不合格
本表一式二份承认后:一份供应商自存,另一份由华晨金杯公司采购部存档。
附表3性能检验报告
编号/No.:BG01.01.538-2006
日期/Date:2008-3-26
版本号/Version No.:2.0
共页
第页
车型
供应商
报告书编号
零部件号
零部件名称
提交日期
区分
□新开发件
□设计更改件
□工程更改件
制造日期
批号:
□重要安全件
□重要件
□一般零件
项目
试验项目
设备名称
重要度
试验日期
试验数量
评价标准
试验结果
华晨金杯公司填写
供应商填写
负责部门
项目负责
判定:
说明:
受委托者说明:
编制
审核
批准
□合格
□不合格
□条件合格
本表一式二份承认后:一份供应商自存,另一份由华晨金杯公司采购部存档。
沈阳华晨金杯公司的规范.提样日期:
提样次数:
检验样品数
编制
审核
批准
检验日期
华晨金杯公司填写
报告书编号
合格
不合格
条件合格
外观尺寸
材质
工程规格
口合格口不合格口条件合格
负责部门
编制
审核
批准
说明
本表一式二份承认后:一份供应商自存,另一份由华晨金杯公司采购部存档。
劳动防护用品进场检测报告
劳动防护用品进场检测报告劳动防护用品进场检测报告报告编号:XXXXXX报告日期:XXXX年XX月XX日一、检测目的本次进场检测的目的是对劳动防护用品进行质量检测和安全性能评估,确保其符合相关标准和规定,保障劳动者的生命安全和身体健康。
二、检测范围本次检测的劳动防护用品包括但不限于:头盔、手套、护目镜、防护面具、防护服、安全鞋、防护耳塞等。
三、检测方法采用国家标准和相关检测方法进行检测,包括外观检测、尺寸测量、物理性能测试、化学性能测试等。
四、检测结果经过对样品进行检测,得到以下结果:1. 外观检测:样品外观整洁,无明显划痕、破损、变形等缺陷。
2. 尺寸测量:样品尺寸符合标准要求,头盔及安全鞋的大小合适,手套的尺寸适中,护目镜、面具和防护服的尺寸适合不同体形的人使用。
3. 物理性能测试:- 抗冲击性能:经冲击试验,头盔能有效吸收和分散冲击力,能够保护头部。
安全鞋能够在高压下保护脚部不受伤害。
- 防护能力:手套能有效阻挡有害液体的渗透,保护手部不受伤害。
护目镜和防护面具能有效阻挡砂石、金属碎片等固体物体的飞溅。
- 防护服透气性:经透气性测试,防护服具有良好的透气性,可以保持劳动者的舒适度。
4. 化学性能测试:- 涂层耐腐蚀性:护目镜和防护面具的涂层具有良好的耐腐蚀性,不受化学品的影响。
- 防护服防化学品渗透性:经渗透性测试,防护服能有效防止化学品渗透,保护劳动者不受化学品侵害。
五、结论与建议经过检测,样品的外观、尺寸、物理性能和化学性能均符合相关标准和要求。
根据检测结果,对进场的劳动防护用品提出以下建议:1. 建议使用者在使用劳动防护用品时要按照说明书进行正确佩戴和使用,确保其正常发挥作用。
2. 建议定期检查劳动防护用品的状况,如发现损坏或老化等现象,应及时更换,以充分保护劳动者的安全。
3. 建议劳动单位加强对劳动防护用品的管理,确保其存放、保养和维修等工作得到有效执行。
六、备注本次检测仅针对进场的劳动防护用品进行了抽样检测,结果仅作为抽样批次的质量评估,不代表全部产品的质量。
08-16-12工装样件报告 (改后)
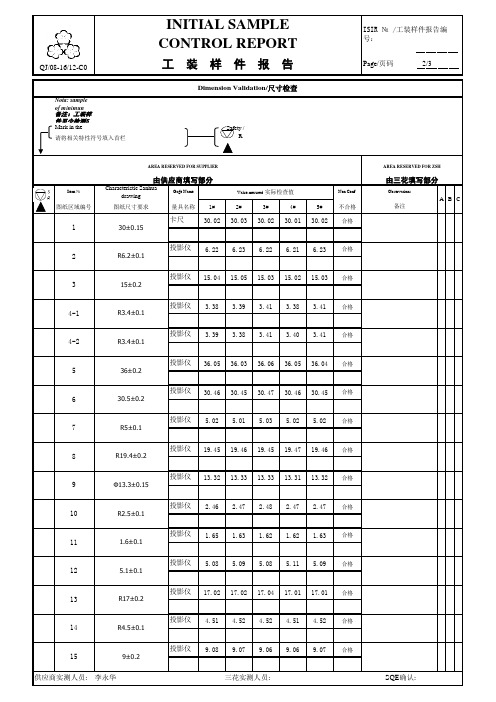
QJ/08-16/12-C0
ISIR № /工装样件报告编号:
工
装
样
件
报
告
Page/页码
2/3
Dimension Validation/尺寸检查
Nota: sample of minimun size of 5 parts
备注:工装样件至少检测5件
19.45
19.46
19.45
19.47
19.46
合格
投影仪 9
Φ13.3±0.15
13.32
13.33Байду номын сангаас
13.33
13.31
13.32
合格
投影仪 10
R2.5± 0.1
2.46
2.47
2.48
2.47
2.47
合格
投影仪 11
1.6± 0.1
1.65
1.63
1.62
1.62
1.63
合格
投影仪 12
5.1± 0.1
卡尺
30.02
30.03
30.02
30.01
30.02
投影仪 2
R6.2± 0.1
6.22
6.23
6.22
6.21
6.23
合格
投影仪 3
15± 0.2
15.04
15.05
15.03
15.02
15.03
合格
投影仪 4-1
R3.4± 0.1
3.38
3.39
3.41
3.38
3.41
合格
投影仪 4-2
R3.4± 0.1
劳动防护用品检验合格报告
劳动防护用品检验合格报告劳动防护用品检验合格报告一、检验背景随着工业化进程的加速,劳动防护用品的需求量逐年增长。
为了保障劳动者的生命安全和身体健康,在生产过程中必须采取一系列的劳动防护措施,并使用符合国家标准的劳动防护用品。
为了验证劳动防护用品的质量和安全性,我们对某一批次的劳动防护用品进行了检验。
二、检验目的本次检验的目的是验证劳动防护用品是否符合国家标准和相关规定,保障劳动者的生命安全和身体健康。
三、检验项目本次检验对劳动防护用品的主要项目进行了测试,主要包括以下几个方面:1. 材料检验:对劳动防护用品的材料进行了鉴定,包括材料的成分、密度、硬度等。
2. 抗拉强度检验:通过拉伸试验,测试劳动防护用品在受力情况下的抗拉强度。
3. 承重能力检验:测试劳动防护用品的承重能力,包括静态承重能力和动态承重能力。
4. 穿刺性能检验:测试劳动防护用品对尖锐物体穿刺的抗性能。
5. 防护效果检验:测试劳动防护用品的防护效果,包括防护面积、防护性能等。
四、检验过程及结果1. 材料检验:按照国家标准GB/T XXXX-XXXX的要求,对劳动防护用品的材料进行了检测。
经测试,劳动防护用品的材料成分符合国家标准规定,密度和硬度均在合理范围内,达到了相关要求。
2. 抗拉强度检验:按照国家标准GB/T XXXX-XXXX进行拉伸试验。
经测试,劳动防护用品的抗拉强度为XX MPa,符合国家标准要求。
3. 承重能力检验:按照国家标准GB/T XXXX-XXXX进行静态和动态承重能力测试。
经测试,劳动防护用品的静态承重能力为XX kg,动态承重能力为XX kg,均满足国家标准规定。
4. 穿刺性能检验:按照国家标准GB/T XXXX-XXXX进行穿刺性能测试。
经测试,劳动防护用品在受到尖锐物体穿刺时,表面不会破损,具有良好的抗穿刺性能。
5. 防护效果检验:按照国家标准GB/T XXXX-XXXX进行防护效果测试。
经测试,劳动防护用品的防护面积达到了国家标准规定的要求,防护性能良好。
ISIR判定讲解

2019/3/14
3
ISIR送检应满足条件(一)
一、模、治具&焊具等方面 1、分件、总成及各工程模、治均已完成 2、各工程生产条件均已完成设定且有作业标准 3、各工程之防误组装置应足够,强度、作业性 应满足。 4、各工程之设定应可满足SEM产量需求。 5、检具应完成,并验收合格。
2019/3/14 4
2019/3/14
9
ISIR审查(二)性能测试确认
二、性能测试确认 1、依据图面规定之性能测试(ES-TEST)应逐一确认是否完成 OK。 2、部分零件(如大灯、玻璃等)需满足国家强制性检测的应同 时确认是否满足。 3、需有材质证明书。 4、对特殊生产零件(如热处理、锻造等)应确认是否满足这方 面的特殊要求。如热处理后需进行氢脆处理的。 5、对ED、电镀、焊接等零件应进行必要耐盐雾测试、焊接强度 测试。
2019/3/14 20
ISIR判定一些注意点(二)
4、性能测试报告的真实性要确保 对于性能测试一定要确保其真实性,要求厂商提供照片等相关 证明。若厂商自行进行测试,应要求厂商在测试前主动通知, 并尽可能前往确认。
2019/3/14
21
2019/3/14 10
ISIR审查(三)QC工程表确认
三、QC工程表确认 1、确认厂商生产线中每个QC管制点是否合理、是否能够杜绝不 良的产生。 2、QC工程表是否悬挂于作业现场。 3、对外包工程的确认是否包含。 4、QC工程表中抽样频率、检验者、检验方式应明确。 5、对不良品的处理方式应明确。 6、QC工程应经过厂商多功能小组承认。
ISIR送检应满足条件(三)
三、性能测试方面 1、所有性能测试应完成(依据图面或国标、 企标)。 2、部分重要零件应进行实车耐久测试。
关于ISOTS16949的ISIR
关于ISOTS16949的ISIR
关键字:ISO/TS16949 ISIR 汽车
ISIR是Initial Sample Inspection Report 的缩写,翻译过来应该是初期样品试验检验报告。
这个⽂件与PPAP类似,在韩国企业⽐较常见,⼀般包括如下内容:
1. ISIR封⾯
2. ⽬录
3. 初到品保证书
4. 检查成绩书
5. CPK/PPK
6. 材质报告
7. 品质保证负责⼈通知书
8. 包装规格
另,还要加⼊⼀个检查协定资料(这个就是PPAP),这个资料包括:
1. ⽬录
2. 检查协定书
3. 补充协定书
4. 检查标准书
5. 全尺⼨检查
6. 管理计划书(控制计划)
7. 制造⼯程图
8. 2次供⽅现状(供应商联系名录)
9. FEMA
10. 组织结构图
11. 机器设备清单
12. 测量仪器清单
以上⽂件够成了简单的ISIR,当然如果顾客有特殊要求,还应提供满⾜顾客要求的要求与⽂件等等。
还有⼀些也⽐较特殊,PPAP试制阶段有些地⽅分为OTS EMPB 等,这些应该是主机⼚要求,由于暂时没接触过,了解的不是很清楚.
1.OTS: ⽤批量⽣产的⼯模器具制造出的样件.
2. EMPB :提交给⼯程部。
ISIR与PPAP
ISIR与PPAP第一篇:ISIR与PPAPISIR(INITIAL SAMPLE INSPECTION REPORT)初期样品检查报告指的是开发完的初度品按照检查基准书检查的报告书。
是整车厂质量控制程序中对零部件供应商的管理依据。
整车厂在选择零部件供应商时(或者 2级供应商向 1级供应商),必须的一个步骤。
无法通过 ISIR 将不允许供应零部件。
需提交部件保证书、各种检验报告(可靠性等)、仪器设备有效性、生产能力等质量控制相关的所有资料。
整车厂接收上述资料之后,通过进行各种试验(可靠性、装配、功能等)及工程检查对相应零部件进行最终确认并决定是否采用。
PPAP的全文翻译:Production part approval process。
PPAP必须适用于提供散装材料、生产材料、生产件或维修零件的内部和外部供应商现场。
对于散装材料,除非顾客要求,PPAP可不作要求。
生产件批准程序(PPAP)规定了包括生产和散装材料在内的生产件批准的一般要求。
PPAP的目的是用来确定供应商是否已经正确理解了顾客工程设计记录和规范的所有要求,以及其生产过程是否具有潜在能力,在实际生产过程中按规定的生产节拍满足顾客要求的产品。
第二篇:PPAP要求第一部分 I.1 总则针对如下情况,供应商必须获得顾客产品批准部门的完全批准。
1.新零件或产品(以前从未提供给顾客的特殊零件、材料或颜色)。
2.对以前提交零件的不符合之处进行了纠正。
3.由于设计记录、技术规范或材料方面的工程更改所引起的产品更改。
4.第I.3节要求的任何一种情况。
I.2 PPAP的过程要求I.2.1生产件:用于PPAP的产品必须取自有效的生产过程。
所谓有效的生产过程: l 一小时至八小时的生产。
l 且至少为300件连续生产的部件,除非顾客授权的质量代表另有规定。
l 使用与生产环境同样的工装、量具、过程、材料和操作工进行生产。
l 每一独立生产过程制造的零件,如相同的装配线和/或工作单元、多腔冲模、铸模、工装及仿形模的每一腔位的零件都必须进行测量,并对代表性的零件进行试验。
ISIR交样介绍

ISIR文件的定义
内容包括初期质量保证书,开发HMC承制的图纸 及相关ES/MS规范,以此为依据所做的质量数据 检验表格,所得的样件检验数据,材质检验报告 ,性能检验报告等.
在零部件正式投产前提交并附相关文件,需方 以及供方相关机构判定合格后才可导入正式生 产,以后的检验标准都以此为依据.
40
Bill of materials*
产品工程
XXX
ISIR Q01介绍
ISIR Q01小总成的文件夹的建立
ISIR Q01小总成的文件组成
00_Cover sheet 首页——质量部填写 01_Dimensional measurement report 尺寸报告——SQE及检具室填写,总成件需要填写小件匹配尺寸; 02_Function report bumper assembly 功能试验报告——产品工程PE提供 03_Material test and bonding technology 材料试验报告——SQE提供小件材料试验报告、总部提供前后保门槛,QE填写奔驰格式; 14_Process flow chart 过程流程图——工业工程提供 17_Product specific test equipment list 检测设备清单——实验室及检具室提供 18_Test equipment capability verification 检具重复性再现性报告——SQE(工业工程)及检具室(V212MF AMG项目后客户要求 在该文件中添加三坐标测量报告) 20_Materials data sheet IMDS IMDS报告——PE提供 21_Means of transport packaging 包装要求——包装工程师提供(一般递交前/后保门槛,总成产品的包装要求)
OTS术语
OTS, off tool sampleISIR,Initial Sample Inspection Report工装样品认可(OTS)定义: 外购国产化零部件(工装样品/OTS)审批规程t目的: 测试由中国当地供应商提供的零部件是否符合原设计的工程要求,非用于检测零部件的原设计。
范围:适用于所有提供在中国制造零部件的供应商。
程序:-样件定义-送样要求-工装样品(OTS)认可程序?-工程样品(OTS)文件的提交OTS: OFF TOOL SAMPLE 用和量产相同的工装制造出来的样件,即“工装样件”。
OTS 是完全工装样件,它必须是以后量产时要用的工装,只不过在制作工装样件时可以在操作者,地点等方面可以与量产时有所不同。
OTS是大众的叫法,主要用于性能、制造可行性及品质可行性方面的评价,只是没有将生产节拍纳入考量,PVS(生产试制批量,大众术语)主要是对生产节拍及产品批量稳定性的评价,2TP(两日试生产,大众术语),主要是验证供应商的批量供货能力;OS(零批量,大众术语),是批量生产前的总演习,批产的全面验证;接下来就是SOP,即批量生产。
有OTS要求的产品常常是是汽车零部件。
当然,其它行业也在参考采用。
有时OTS也指提供给客户的首样件。
OTS文件即工装样件的验证报告,其内容较多,具体可向客户询问其所要的内容。
也可参考PPAP 提交文件内容。
序号缩写英文原文解释1 OTS OFF TOOL SAMPLE 用批量生产的工模器具制造出的样件2 PVS Produktions – Versuchs - Serie 批量试生产3 TMA Trial Manufacturing Agreement 试制协议4 QSV Qualitaes-Sicherungs-Vereinbarung 质量保证协议5 BMG Bau-Muster-Genehmigung 产品工程样件性能检验认可6 B- Freigabe 采购认可7 D- Freigabe 试制/批量的认可8 P- Freigabe 计划认可9 TL 技术资料汇编10 LH LastenHeft 要求汇总书11 Pflichtenheft 责任汇总书12 ME Markt-Einfuehrung 市场导入13 MIS Management Informations-System 管理信息系统14 Nullserie 零批量15 QPN Qualifizierungs-Programm Neuteile 新零件质量提高计划16 SOP Start-Of-Production 批量生产启动Standard Operating Procedure 标准操作程序17 QSR Quality System Requirements 质量体系要求18 APQP Advanced Product Quality Planning and Control Plan 产品质量先期策划和控制计划19 PPAP Production Part Approved Process 生产件批准程序20 QSA Quality System Assessment 质量体系评审21 MSA measurement system analysis 测量系统分析22 FMEA Potential Failure Mode and Effects Analysis 潜在的失效模式后果分析23 SPC Statistical process control 统计过程控制。
专有名词名词

MPV----- Multi-Purpose V ehicle 多用途汽车SUV----- Sport Utility V ehicle 运动型多用途汽车RV------ Recreation V ehicle 休闲车PU------Pick-up 皮卡KD-----Knocked Down 散裝件SKD-----Semi—Knocked Down 半散装CKD-----Completely Knocked Down 完全拆散BMC-----Bulk molding compounds 復合材料3D的D-----Dimension(線度、維)的字頭,3D是指三維空間FMEA-----Failure Mode and Effects Analysis 潜在失效模式与后果分析PPC-----Pre-product check 生產前品質確認APQP-----Advanced Product Quality Planning 先期產品品質規劃PPAP-----Production Parts Approval Process 生產部品核准程序OTS-----Off Tool Sample 工装样件RDDP-----外包前設計申請式樣CS-----Common Shape 共用化機構MSA-----Measurement System Analysis 量測系統分析MSA:指Measurement Systems Analysis(測量系統分析)的英文簡稱SOP------Standard Operation Procedure 標准作業程序ISIR-----Initial Sample Inspection Report 初始样件检测报告TAA-----Technical Assistance Administration 技朮援助管理SPC-----Statisical Process Control 統計製程管制PSW: PAST SUBMISSION W ARRANT 生產性零組件提交合格保証書/零件提交保證書D-FMEA: DESIGN FAILURE MODEL EFFECT ANAL YSIS 設計潛在失敗模式及效應分析P-FMEA: PROCESS FAILURE MODEL EFFECT ANAL YSIS 制程潛在失敗模式及效應分析AAP: APPEARANCE APPROV AL REPORT 外觀核準報告RFQ----request for quoting 询价单(报价请求)SOR----Statement of Requirements 要求书SOP------Star of Prodoction 开始批量生产SQA------Supplier Quality Assurance 供应商质量保证书PPM----parts per million 百万分之PpK>1.67 -----preliminary process index 試量產時的製程能力指标CpK>1.33-----COMPLEX PROCESS INDEX 量產時的製程能力指标PO 客戶訂單MASTER SCHEDULE-----大时程计划Master stage-----关键时间点forecase 预报预先知道Form Perbandingan Qty PO & Forecast Customer(印尼文)客戶訂單與預示量比對表YC&YS----- Potential Critical Characteristic and Potential Significnat Characteristic 潜在关键特性和潜在重要特性(设计时标示)CC&SC------Critical Characteristic and Significnat Characteristic 关键特性和重要特性(开发制造时标示)FTA------Failure Tree Analysis 失败树分析IATF------International Automotive Task Force 国际汽车推动小组JAMA------Japan Automotive Manufacturers Association Inc 日本汽车制造商协会COP -----Customer Oriented Process 顾客导向的过程ISO----- International Organization for Standardization 国际标准化组织IEC----- International electrotechnial Commission 国际电工委员会SPEC-----specification 规格REF-----reference 仅供参考N/A-----not applicable 不适用BOM-----bill of material 物料清单ATTN----attention 知会OEM-----original equipment manufacture 原设备制造/ 主机厂CC-----carbon copy 抄送FTC----- 首次合格能力PPAP:由QA召集PGT小組相關人員完成,生産件批准的目的是驗證由正式生産工裝和過程製造出來的産品是否符合技術要求,具體按《生産件批准程序》執行CC&SC清單:QA&QC應對"特殊特性清单(CC&SC清單)"中規定的特性進行初始能力研究,該研究是為了評價生産過程準備是否已滿足量產需求,有關初始過程能力研究按《生産件批准程序》和《SPC作業細則》執行量產控制計劃:是對零件和過程的系統的書面描述,量產"控制計劃"是一種動態文件,應根據實際生産狀況來進行"控制計劃"的更新(必要時需要客戶對應部門的批准),量產"控制計劃"是試生産"控制計劃"的延伸,由QA主擔當,召集PGT 小組完成PGT ----Program Team: Cross Function Team(CFT) 跨功能小組(PTG:车型代码) PGT小組是指完成或決定一事項,由開發召集相關單位對本事項有經驗的人員共同研究及檢討的一個小組,是運用集體智慧的一種工作方法.成員包括公司內的營業,開發,製造,品保,採購,模具,生管,工作性質是兩邊作業,除原單位工作外,並對PGT會議內容,帶回原單位展開與follow,故參加人員必須對論證的事項有一定的決策權,且結果應取得一致意見Manager R&D開發經理:負責PGT小組的成立,確定小組負責人,項目推展過程的支援和決策,進度計劃的批准MKT----- Marketing 營業課營業課負責項目立項,制訂業務計畫,項目可行性評估及與顧客聯繫R&D----R esearch and Development開發部開發部負責客戶資訊的取得,產品的設計及驗證,過程設計和開發,材料規範的確認,樣件製作和提交(PSW),以及其他各項開發工作Dies----Die/Mold/Mould/Pattern 模具部模具部負責工裝的設計、製作、維修PROD----Production 製造部製造部負責PFMEA的作成,設備、治具的規劃及試生產PPC---Production Plan Control 生管部生管部負責各過程中包裝的規劃及物料儲位的設定QA-----Quality Assurance 品保/品質保証品保部負責相關的檢測制程能力的研究計劃和結果分析以及减少變差、產品/過程質量體系評審,量具/試驗設備需求提出、MSA,控制计划制作及生產確認試驗以及PPAP提交QC-----Quality Control 品管/品質管理/品質控制PE----- Production 製造/生術,印尼這邊,PROD是純生產,PE負責PFMEA的作成,設備、治具的規劃及試生產PUR----Purchasing 採購HR/HRD----Human Resources 人事/人力资源。
工装周期检定报告
工装周期检定报告1. 背景介绍工装是指在生产过程中为完成特定操作或任务而设计和制造的设备、工具或装置。
为了确保工装的正常运行和准确性,周期检定是必不可少的环节。
本报告旨在对工装进行周期检定,并记录检定过程和结果。
2. 检定目的周期检定的主要目的是验证工装的测量准确性、稳定性和可靠性,以确保其在生产过程中的正确性和可用性。
3. 检定步骤第一步:检查工装外观在进行周期检定之前,首先需要检查工装的外观。
确保工装表面平整无损坏,连接部件紧固可靠,无松动现象。
第二步:准备检定设备和工具准备好用于周期检定的设备和工具,包括测量仪器、校准物品、标准样品等。
第三步:测量仪器校准使用已校准的测量仪器对工装进行校准。
校准过程中,应确保测量仪器的准确性和稳定性。
第四步:执行测量使用校准后的测量仪器对工装进行测量,记录测量结果。
根据工装的不同类型和功能,选择合适的测量方法和参数。
第五步:分析和评估数据根据所得到的测量数据,进行数据分析和评估。
比较测量结果与指定的标准值或范围,确定工装的准确性和可靠性。
第六步:制定修正方案(如有必要)如果发现工装存在偏差或不准确的情况,制定相应的修正方案。
修正方案应包括校准措施和调整方法,以确保工装恢复到正常的测量状态。
第七步:编写检定报告根据以上的检定过程和结果,编写工装周期检定报告。
报告应包括工装的基本信息、检定日期、检定人员、测量数据、评估结果、修正方案等内容。
确保报告的清晰、准确和可读性。
4. 结论通过本次工装周期检定,可以确保工装的测量准确性、稳定性和可靠性。
检定报告提供了关于工装的详细信息和评估结果,为工装的使用、维护和改进提供了依据。
5. 参考文献(这部分根据实际情况填写,列出所参考的文献、标准、规范等)。
工具套装检验报告
工具套装检验报告1. 引言本报告为对某工具套装进行的检验结果汇报。
该工具套装是为了提高工作效率和便利性而设计的,其中包含了多个工具的集合。
通过对这些工具进行全面的测试和评估,旨在为用户提供关于该工具套装的详细信息和使用建议。
2. 检验目的本次检验的主要目的是对工具套装的各项功能进行全面评估,包括但不限于性能、可靠性、安全性和易用性。
通过此次检验,我们将对工具套装的优点和不足之处进行分析,以便用户更好地了解和使用该工具套装。
3. 检验方法为了全面评估工具套装的功能和性能,我们采用了以下检验方法:3.1 功能测试针对工具套装中的各个工具,我们详细测试了其主要功能和特性。
我们使用了不同的测试用例来覆盖各个功能点,并对其执行效果进行验证。
3.2 性能测试我们通过对工具套装的性能进行测试,评估其在处理大数据量和复杂场景下的表现。
我们使用了一系列性能测试工具和负载测试方法来模拟实际使用情况,并记录下关键指标和结果。
3.3 安全性测试为了确保工具套装的安全性,我们进行了一系列安全性测试。
我们检查了工具套装是否存在任何潜在的安全漏洞和风险,并提供了相应的建议和改进措施。
3.4 易用性测试我们通过用户调研和实际使用测试来评估工具套装的易用性。
我们考虑了用户界面的友好程度、功能操作的便利性以及文档和帮助文档的完整性和准确性。
4. 检验结果根据我们的测试和评估,我们得出以下对工具套装的检验结果:4.1 功能性工具套装中的各个工具在功能上表现良好,满足了我们对其功能的要求。
其提供了丰富的功能和特性,并且在各个功能点上表现出色。
4.2 性能在性能测试中,工具套装在处理大规模数据和复杂场景时表现良好。
它具有快速的响应时间和高效的数据处理能力,可以满足大多数用户的需求。
4.3 安全性经过安全性测试,工具套装在安全性方面表现出色。
我们没有发现任何潜在的安全漏洞或风险,并且它提供了多种安全措施来保护用户的数据和隐私。
4.4 易用性工具套装在易用性方面也表现出色。
ISIR初期样品检验报告样表
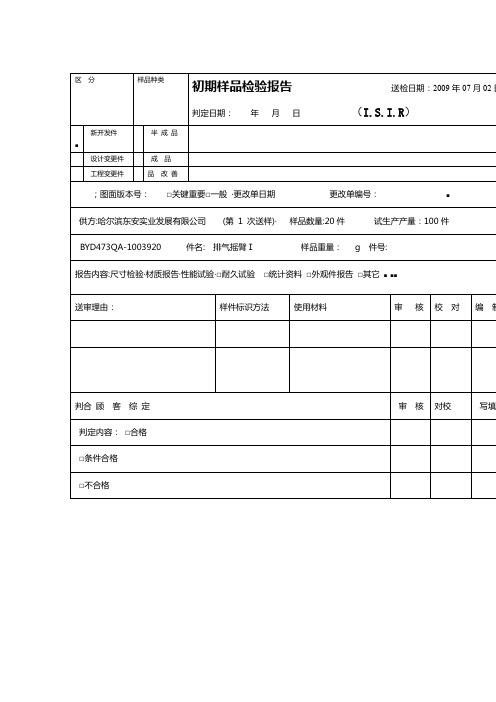
样品种类
初期样品检验报告送检日期:2009年07月02日判定日期:年月日(I.S.I.R)
■
新开发件
半成品
设计变更件
成品
工程变更件
品改善
;图面版本号:□关键重要□一般·更改单日期更改单编号:■
供方:哈尔滨东安实业发展有限公司(第1次送样)·样品数量:20件试生产产量:100件
BYD473QA-1003920件名:排气摇臂Ⅰ样品重量:g件号:
报告内容:尺寸检验·材质报告·性能试验·□耐久试验□统计资料□外观件报告□其它■■■
送审理由:
样件标识方法
使用材料
审核
校对
编制
判合顾客综定
审核
对校
写填
判定内容:□合格
□条件合格
□不合格
简图及说明:见附图
按规范要求项目所作成之材料、成分、物性、性能试验等报告难以记载本报告以任意格式附纸于后。
粗线框内由顾客填写。检验报告(续页)
注:粗线框内由顾客填写,本报告一式四联
件号:BYD473QA-1003920件名:排气摇臂Ⅰ告报验检(续页)
序号
检验项目
格规
1
2
3
4
5
6
7
8
9
10
X
σ判定
一
总成部分
1
2
3
4
5
6
7
8
装配后从动轴承在轴向应与摇臂有间隙且转动顺畅
二
摇臂单体
1
2
3
4
5
6
7
8
9
10
件号:BYD473QA-1003920件名:排气摇臂Ⅰ
序号
检验项目
品质部英文术语
Quality Dept. Glossary品质部英文术语●QA and QCQC includes IQC来料品质控制(Incoming Quality Control), IPQC在制品品质控制/巡检(In-Process Quality Control), FQC成品品质控制(Final Quality Control) all for inspection of goods like a police;QA includes SQE供应商品质工程师(Supplier Quality Engineer), CTC客户技术服务(Customer Technology Service) a job like a judge;●Production Procurement Qualification Dept. PQMD(采购认证管理部,生产采购认证部)●PMC=Product Material Control 采购部/生产计划●Procurement specialist 采供专员●AP Buyer采供专员(from VMI of Milestone)●Board of Governor理事会,总裁会●Casting extreme pitch极端间距●Range偏差范围(possible)●Deviation 偏差(impossible)●Material incoming inspection sheet 进料检验记录表●Gage R&R Analysis Report= Gage Repeatability andReproducibility Analysis Report量具重复性和再现性分析报告●GRR= Gage Repeatability and Reproducibility量具重复性和再现性( I saw it from the factory audit given by Kim) ●SGS Report●TIC= Test, Inspection and Certification测试,检验和认证行业(体系)●Test specimen测试样件●EV sample= Evaluation sample 评估样品●Submit evaluation sample提交评估样品●EMC= Electro Magnetic Compatibility CE 测试中的电磁兼容性●LVD=Low V oltage Disconnect CE测试中的底电压脱离装置e-permission 电子许可●CPSC=Customer Products Safety Commission客户产品安全委员会(from America)●Anodized aluminium part阳极氧化铝产品●Microporosity 微孔性(from porosity inspection standardspecifications)●Macroporosity大孔性(same as above)●Plants for microporosity treatment1.Himidity resistance抗潮湿性2.Salt spray resistance抗盐雾性●Salt spray specification as below:1.salt mist density2.PH value3.Spraying volume4.Test temp.5.Duration--- 300 hoursConstant temperature and constant humidity 恒温,恒湿Thermostatic machineComponents or assembly零配件和组件Door skins门外壳Dispenser housing分离器外壳●Oxide coating氧化涂层●General requirement通用要求●Aluminium must be tempered处理to the proper合理hardness.●The hardness after hardening&tempering 回火(二次处理)硬化后的硬度●Anodized layer阳极氧化层●Deionized water负离子水●Demineralized water 软化水●Texture纹理/蚀纹●called out标出on drawing (call off 取消)●Quality issues will not arise发生to staining for the partsfrom normal use.正常使用Place one drop of either 2 percent solution of anthraquinone voilet R dye蒽醌染料剂or 20 g/L aluminum blue 2LW dye兰色铝染药剂in each of four locations on the part.CAS Number=Chemical Abstract Service, which means each chemical has a number as well as well the disposition to deal with it.●WI=Work instruction 作业指导书●SIP=Standard Inspection Procedure 标准检验指导书(有时和WI 通用)●To add this attention in WI把这个关注(内容)加到作业指导书里(from Raxanne of AMD)●SOP= Standard Operation Procedure标准操作指导书●SOP 和SIP 的区别是:前者用于生产,后者用于生产后的检验●Flow chart of quality control品质控制流程图●Working sheet 工作表单●Data sheet 数据表单●MSDS= Material Safety Data Sheet 化学品安全说明书●Quality control sheet品质控制表●Deliver bill of raw material 送货单●Warehousing list 入库单●Drawing material list 领料单●Material card number材料牌号●Incoming inspection 来料检查●Receiving/Incoming来料检查(from Tennant audit findings) ●Incoming material 来料/原料●Output inspecting(outgoing inspection) 出货检查●Outgoing inspection出货检查●OQA=Outgoing(Output) Quality Assurance出货质量保证●OQC= Outgoing Quality Control 出货检查●OQA report●Process capability加工能力(including OQA report andCpk)●Outgoing inspection report出货检查报告●In process inspecting在线检查●Source inspection(质量)原始检查is a quality inspectionby buyer with quality checklist before the material is received at vendor’s location.●The source inspection, including: running change生产中的变更, lot number and/or UPC label批次号和通用产品代码标签,assembly with rated loading 带有额定负载的装配(The source inspection from Milestone)●Pre-shipment inspectoin report(from BBY)●Source inspection= Pre-shipment inspection ?●IPQC= In-Process Quality Control 巡检(on productionline)●CLCA= Close Loop Corrective Action meant AcrossFunction Team Corrective Action●TQC=Total Quality Control=Total Quality Management ●Check items include: packaging check, visual check,functional check, safety check, performance check.(from BBY)●Checking list (check items)检查项目(核对表)●Control plan checklist 控制计划清单●Nonconformity-disposition sheet不合格品处理单●Record of workstep inspecting 工序检验记录表●Tooling approval or Sample Testing Record 工装检验/加工产品检测记录●Tooling approval 工装检验(通过)●To inspect the sample in person (from Roxanne)亲自检查●Complete inspection 100℅of all samples and alldimensions(from Roxanne)全检所有样品和尺寸●Extrusion(profile)型材●Extrusion price 铝型材价格●Forging price 锻造件价格●Warehouse apply to inspecting仓库报检●Special usage特采(属于让步接受)●IQC inspection 来料检验●Warehousing入库●Product drawing material生产领料●Raw material and supplies 原材料和辅料●FA production首件生产●FAI =First Article Inspection首件检验●Specification For Approval 承认书/规格批准书(generallyused in FAI)●First PO inspection (from BBY) 首单检验●ISIR= Initial Sample Inspection Report 首次(初期)样品检验报告●Initial release date首次发布日期●Certificate must be provided with evidence 必须提供证书复印件/电子版备查(证据)●Internal soundness test 内部质量测试●Key deliverables 主要成果●Time and motion study 效益分析(from Lean)●Kinematics—motion study效益分析(from Milestone)●Acquisition 收购and /requisition 申请/通知●Acquisition of Certification 获得认证/already granted已经通过(from Milestone)●Acquisitin date认证通过日期●PR= Perchase Requisition 采购申请单(通知单)●PR of tooling modification cost 修改模具成本采购申请单(from IKA- IWG Purchase Requistion)●Purchase requisition采购申请(通知单)●Inspection requisition 验货申请(通知单)●Material requisition 领料申请(通知单)●Requisition for money 请款单/拨款单●Vendor Corrective & Preventive Action Requisition 供应商品质改善通知单●Aluminum ingot 铝锭●Reproduction 再生产●Scrap报废●Accept or Reject 合格或不合格●FQC=Finish Quality Control (Final Quality Control)最终(成品)检验●IQC= Incoming QC 来料检查(来料质量控制)●OQC=Outgoing QC 出货检查(出货质量控制)●IPQC=In Process QC 巡检●IPP control= In Process Production control(过程生产控制?)(I found this from a audit sheet from Japan but not make it sure)●Random inspection 抽检(To finished products)●In-process inspection 巡检(To the products on line)●Overall inspection 全检(from BBY)●Overall inspection process全检(from Imperial)●Normal insepction 正常检查(from Milestone)●Tightened inspection加严检查(from Milestone)●Upside checking (aked by Sunny Wen)●Finished product inspection(end-inspection)终检●Detection system/process (from Emerson)检测体系和流程●Outgoing inspection report 出货检验报告●Warehousing入库●Finished product warehouse list成品入库单●Chemist oxygenation化学氧化●Drawbench oxidation拉丝氧化●Constant temperature box恒温箱(thermostatic)●Constant humid box恒湿箱SGS Report1.mg/kg=ppm2.N.D= Not Detected 未测出3.MDL=Method Detection Limit方法测出限4.Spot-Test点测试Negative=Absence of CrVI coating. Positive= Presence of CrVI coating. 阳性代表涂层中未证明存在六价铬,阴性代表涂层中证明存在六价铬(the test sample should be further verified by boiling-water-extraction method if the spot test result cannot be confirmed.如果点测结果是阴性(不确定),被测试的样品应该进一步用“沸水提取法”检验。
工装验证报告模板

工装验证报告模板工装验证报告模板一、背景本次工装验证是为了验证新开发的工装是否符合设计要求,能够满足生产需求。
该工装主要用于生产线上的零件装配,需要具备高精度、高效率、稳定性等特点。
二、验证内容1. 工装精度验证:通过对工装进行精度测试,验证其精度是否符合设计要求。
2. 工装效率验证:通过对工装进行效率测试,验证其能否满足生产需求。
3. 工装稳定性验证:通过对工装进行稳定性测试,验证其在长时间使用过程中是否会出现故障。
三、验证方法1. 工装精度验证方法:(1)使用高精度测量仪器对工装进行测量,记录测量结果。
(2)将测量结果与设计要求进行比较,判断工装精度是否符合要求。
2. 工装效率验证方法:(1)使用标准化的零件进行装配,记录装配时间。
(2)将装配时间与生产需求进行比较,判断工装效率是否符合要求。
3. 工装稳定性验证方法:(1)对工装进行长时间使用,记录使用过程中的故障情况。
(2)将故障情况与设计要求进行比较,判断工装稳定性是否符合要求。
四、验证结果1. 工装精度验证结果:经过精度测试,工装的精度符合设计要求,满足生产需求。
2. 工装效率验证结果:经过效率测试,工装的效率能够满足生产需求,具备高效率的特点。
3. 工装稳定性验证结果:经过长时间使用,工装稳定性良好,未出现故障情况,具备高稳定性的特点。
五、结论本次工装验证结果表明,新开发的工装符合设计要求,能够满足生产需求,具备高精度、高效率、高稳定性的特点。
验证结果为工装的正式使用提供了可靠的依据。
六、建议为了进一步提高工装的使用效率和稳定性,建议在使用过程中加强维护和保养,及时处理故障情况,确保工装的长期稳定运行。
同时,建议对工装进行定期检测和维护,保证其精度和效率的稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检验 日期 结 5 果 样件
检 1 2 3
验 4
说明 : 填写
判 定: □合格 □不合格
负责部门
项目负责
本表一式二份承认后:一份供应商自存, 另一份由采购部存档。
更多免费资料下载请进:
好好学习社区
德信诚培训网
附表 2 材质检验报告
第 车型 零部件号 区分 □新开发件 □重要安全件 检验单位 □自行 材料规格: 项目 检验项目 检验日期: 检验规范 供应商 零部件名称 □设计更改件 □重要件 □委托 检验数量: 检验方法 检验结果 备注 编制 页 共 页 报告书编号 提 交 日 期 □工程更改件 □一般零件 审 核 批 准
填写
说明:
判定: □ 合格 □ 不合格
负责部门
项目负责
更多免费资料下载请进:
好好学习社区
德信诚培训网
附表 3 性能检验报告
共 页 车 型 零部件号 □新开发件 区分 □重要安全件 □重要件 项目 试验项目 设备名称 □一般零件 重要 试验日期 试验数量 度 评价标准 试验结果 供应商 零部件名称 □设计更改件 □工程更改件 报告书编号 提 交 日 期 制 造 日 期 批号: 第 页
填写 负责部门 项目负责 判定: □合格 □不合格 □条件合格 说明: 受委托者说明: 编制
供应商填写 审 核 批 准
更多免费资料下载请进:
好好学习社区
检验日期
填写 报 外观尺寸 材 质 告 书 编 号 合 格 不合格 条件合格
工程规格 负责部门 口 合格 口 不合格 口 条件合格 编制 审 核 批 准
说明
车型 零部件号
供应商 零部件名称
报告书编号 提交日期
更多免费资料下载请进:
好好学习社区
德信诚培训网 简图:
德信诚培训网
工装样件检验报告
车 型 供 应 商 报告书编号 提 口工程更改件 口一般零件 供应商填写 检验样品数 编制 审 核 批 准 交 日 期 ) 零部件号 口新开发件 区 分 口重要安全件 口重要件 零部件名称 口设计更改件
口其它: (
我们保证检验及测试结果是正确的, 并 且 符 合 客 户 的 规 范 . 提样日期: 提样次数:
更多免费资料下载请进:
好好学习社区
德信诚培训网附表 1 Fra bibliotek观尺寸检验报告
车 型
供应商
零部件名称 □新开发件 □设计变更件 □工程变更件 □一般零件
检验数量 重要度
报告书编号 提交日期 承 办 审 核 批 准
零部件号 区 分 检验单位 序 号 检验项目
□重要安全件 □重要零件 材 料 检验标准