非90°折弯系数表
钣金折弯系数表
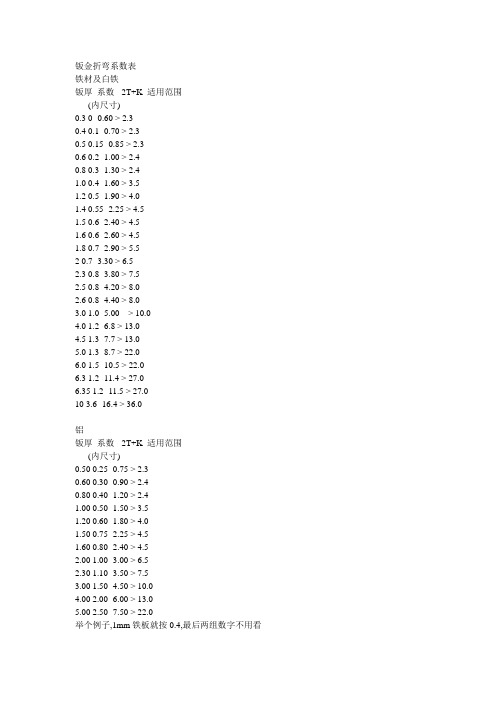
钣金折弯系数表铁材及白铁钣厚系数-2T+K 适用范围(内尺寸)0.3 0 -0.60 > 2.30.4 0.1 -0.70 > 2.30.5 0.15 -0.85 > 2.30.6 0.2 -1.00 > 2.40.8 0.3 -1.30 > 2.41.0 0.4 -1.60 > 3.51.2 0.5 -1.90 > 4.01.4 0.55 -2.25 > 4.51.5 0.6 -2.40 > 4.51.6 0.6 -2.60 > 4.51.8 0.7 -2.90 > 5.52 0.7 -3.30 > 6.52.3 0.8 -3.80 > 7.52.5 0.8 -4.20 > 8.02.6 0.8 -4.40 > 8.03.0 1.0 -5.00 > 10.04.0 1.2 -6.8 > 13.04.5 1.3 -7.7 > 13.05.0 1.3 -8.7 > 22.06.0 1.5 -10.5 > 22.06.3 1.2 -11.4 > 27.06.35 1.2 -11.5 > 27.010 3.6 -16.4 > 36.0铝钣厚系数-2T+K 适用范围(内尺寸)0.50 0.25 -0.75 > 2.30.60 0.30 -0.90 > 2.40.80 0.40 -1.20 > 2.41.00 0.50 -1.50 > 3.51.20 0.60 -1.80 > 4.01.50 0.75 -2.25 > 4.51.60 0.80 -2.40 > 4.52.00 1.00 -3.00 > 6.52.30 1.10 -3.50 > 7.53.00 1.50 -4.50 > 10.04.00 2.00 -6.00 > 13.05.00 2.50 -7.50 > 22.0举个例子,1mm铁板就按0.4,最后两组数字不用看钣金工艺参数90°钣金扣除非90°钣金扣除序号厚度钣金扣除材料用K因子1 1.0mm 1.75mm 铁板0.22 1.2mm 2.15mm 不锈钢0.53 1.5mm 2.65mm4 2.0mm 3.5mm5 2.5mm 4.3mm6 3.0mm 5.3mm拔眼底孔序号规格底孔序号规格底孔1 M3 Φ1.75 3 M5 Φ2.52 M4 Φ2.0 4 M6 Φ2.5压铆螺柱序号规格底孔序号规格底孔1 M3*高Φ4.23 M5*高Φ7.22 M4*高Φ7.2 4 M6*高Φ8.75压铆螺母序号规格底孔序号规格底孔1 M3 Φ4.25 3 M5 Φ6.42 M4 Φ5.4 4 M6 Φ8.75攻丝牙底孔序号规格底孔序号规格底孔1 M2 Φ1.75 4 M5 Φ4.22 M3 Φ2.5 5 M6 Φ5.23 M4 Φ3.3 6 M8 Φ6.8L=R/TX(0.4`0.5)T。
折弯系数表

折弯系数表一、目的
为了统一本公司所有展开尺寸的计算方法,以方便加工。
二、适用范围
本公司所有薄板类和圆钢类的展开
三、展开尺寸的计算方法
1.薄板类的展开尺寸计算方法。
1.1 展开尺寸公式L=A+B-K(如图1)
1.2镀锌板、电解板和不锈钢板与冷轧板的系数一样。
1.3铝板与铜板的系数一样,系数是冷轧板相对应料厚和角度的系数再减0.2,如冷轧板δ
2.0折弯90°
的系数是3.4,则铝板或铜板δ2.0折弯90°的系数是3.2,以此类推。
1.4压死边的展开尺寸公式L=A+B-0.5δ(如图2)
1.5压台阶的展开尺寸公式L=A +0.3δ(如图3)
2.
3.在实际工作中如系数表没有与之对应的系数,则用插入法计算。
4.以上系数表适合于折弯内圆角≤δ或φ,>δ或φ则按中性层计展开尺寸。
5.本公司数控折弯机最长可以加工2950mm,最高可以加工270mm。
四、本系数表的有效期为下一个新的版本出现为止。
五、本系数表于2004年5月18日起开始实施。
本系数表起草单位:广州天煜机电设备有限公司技术部
本系数表最终解释权:广州天煜机电设备有限公司技术部
本系数表起草人:
本系数表审核人:
本系数表批准人:。
折弯扣除系数表-SW中K因子
0.23
2
3.3
0.237
2.5 4.2
0.215
3
5
0.221
4
6.8
0.212
5
8.2
0.245
6
9.8
0.331
0.8 1.4
1
1.7
铝
1.2 1.9
板
1.5 2.2
2
2.7
2.5 3.8
3
4.5
M2 M2.5
M3 M4 M5 M6 M8 M10 M12 M14 M16 M18
φ1.6 φ2.1 φ2.5 φ3.3 φ4.2 φ5 φ6.8 φ8.5 φ10.2 φ12 φ14 φ15.4
比重
M3
φ1.5
M4
φ2.0
பைடு நூலகம்M5
φ2.5
钣金展开工作中不懂的技术服务群:全国钣金技术学习QQ群:535178444
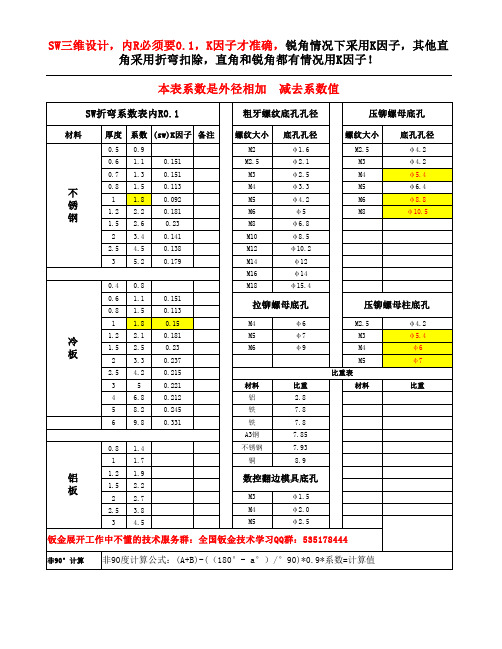
非90°计算 非90度计算公式:(A+B)-((180°- a°)/°90)*0.9*系数=计算值
压死边 压圆弧
外经相加不减系数即可,就是外径直接相加,SW中内R0.1,K是0.61; 中心层展开,SW中K是0.5;
锐角展开计算情况说明如下
1.A,B
尺寸内R设置0.1,单刀标到外R的圆弧中心,
多道相邻之间距离标到R外端,见下图;
2.0.9是经验值,不*0.9或许会小;
3.
系数是对应不同板后的系数;
4.计
算和SW中K因子或许有点差别,总体展开在0.7
以内,问题不大,不影响加工!
5.在
实际当中如果把握不准,可以通过内径相加
加系数两种方法进行比较,总展开尺寸控制
折弯扣除系数表,SW中K因子

本表系数是外径相加 减去系数值
SW折弯系数表内R0.1
粗牙螺纹底孔孔径
压铆螺母底孔
材料
厚度 系数 (sw)K因子 备注 螺纹大小 底孔孔径
螺纹大小
底孔孔径
0.5 0.9
0.6 1.1
0.23
2
3.3
0.237
2.5 4.2
0.215
3
5
0.221
4
6.8
0.212
5
8.2
0.245
6
9.8
0.331
0.8 1.4
1 1.7
铝
1.2 1.9
板
1.5 2.2
2 2.7
2.5 3.8
3 4.5
M2 M2.5
M3 M4 M5 M6 M8 M10 M12 M14 M16 M18
φ1.6 φ2.1 φ2.5 φ3.3 φ4.2
本系数表仅供参考使用,模具不同,系数有变化,大家可以做的时候验证下,再批量操作!
的
问 回答
回答 回答
回答
回答 回答
数控翻边模具底孔
M2.5 M3 M4 M5
比重表 材料
φ4.2 φ5.4 φ6 φ7
比重
M3
φ1.5
M4
ቤተ መጻሕፍቲ ባይዱφ2.0
M5
φ2.5
钣金展开工作中不懂的技术服务群:全国钣金技术学习QQ群:535178444
非90°计算 非90度计算公式:(A+B)-((180°- a°)/°90)*0.9*系数=计算值
压死边 压圆弧
折弯系数表
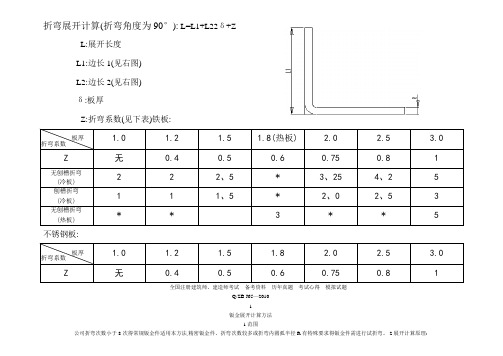
板厚折弯系数 板厚 折弯系数 折弯展开计算(折弯角度为90°): L=L1+L22δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z:折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板)2.0 2.53.0 Z 无0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯 (冷板) 22 2、5 * 3、25 4、2 5 刨槽折弯 (冷板) 11 1、5 * 2、0 2、5 3 无刨槽折弯(热板)* * 3 * * 5 不锈钢板:1.01.2 1.5 1.82.0 2.53.0 Z无 0.4 0.5 0.6 0.75 0.8 1 全国注册建筑师、建造师考试 备考资料 历年真题 考试心得 模拟试题Q/ZB J65—20101钣金展开计算方法2、1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力得过度层为中性层;中性层在弯曲过程中得长度与弯曲前一样,保持不变,所以中性层就是计算弯曲件展开长度得基准。
2、2 中性层得位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度得中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心得內侧移动。
中性层到板料內侧得距离用λ表示(见图一)。
3 折弯模具:我们使用得小松数控折弯机所配套得普通折弯模具V型槽宽度通常为适用该折弯模得板厚得5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1、0, 1、2,1、51、5,2、0 2、5,3、0 3、0,4、0,5、0适用V槽宽度81216254 展开计算方法: 4、1 90°折弯(一般折弯)Q/ZB J65—201024、1、1 (如图二),由于我们常用得折弯上模得尖角通常小于0、5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数得影响因素主要取决于折弯下模槽宽V与材料厚度t。
折弯系数表
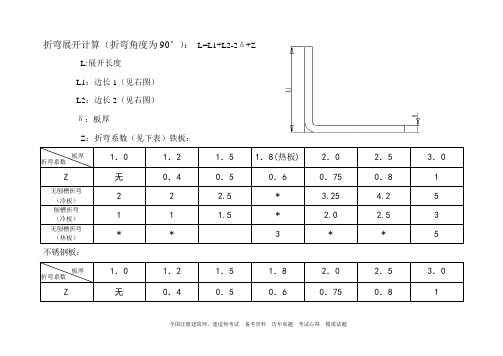
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 2.5 * 3.25 4.2 5 刨槽折弯(冷板)1 1 1.5 * 2.0 2.5 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:2.1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
2.2 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1.0, 1.2,1.51.5,2.0 2.5,3.0 3.0,4.0,5.0适用V槽宽度81216254 展开计算方法: 4.1 90°折弯(一般折弯)Q/ZB J65—201024.1.1 (如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
非90度折弯系数表
$ ’% ) $ ) # )!(& )%)压力加工!"#$% &’()*+,非 !"#折弯系数表的制订中国电子科技集团第三十八研究所(安徽合肥$%""%&)宋为民钣金弯曲件是现代机器、仪器仪表中数量最多 的零件种类之一。
结合我所产品的情况看,也是数 量最为繁多的零件种类之一。
计算弯曲零件毛坯长 度是制定其工艺方案的前提。
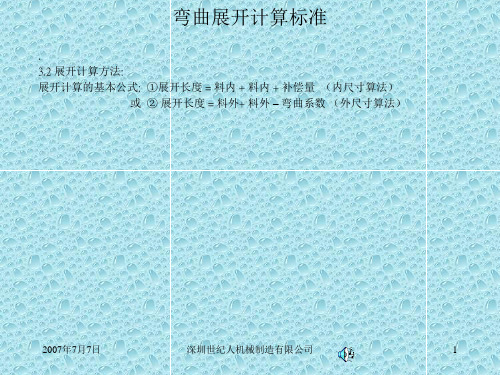
通常典型的简单弯 曲 件 如 图 & 所 示 ,其 展 开 长 ! ’ !& ( !$ ) "( 修图 &正系数),但在各种手册和资料中,一般只有 !"#折 弯系数表,按其选取误差较大。
比如图 $ 所示零 件,!’ &*+,,, # ’ &*+,,,开口角" ’ &$"#,经 计算 修 正 系 数 " ’ &*$%,而 查 表(" ’ !"#,! ’ &*+,,,# ’ &*+,,)的修正系数则为 $*-+。
因此 有必要根据 !"#折弯系数表的制订方式,制订出一 组非 !"#折弯系数表。
#" 计算过程 计算公式如下:" ’![(&0" )") 1 &0"] 2 ( # ( $!) ) $ 2 ( # (!)345[(&0" )") 1 $]式中 $———中性层修正系数#———折弯内角半径 !———料厚"———开口角$ 要根据 #、! 查表得知。
如果每次都计算则 较烦琐,因此可以制订一组非 !"#折弯系数表,即根据 生 产 实 践 的 需 要 制 成 了 开 口 角 分 别 为 %"#、 -"#、&$"#和 &+"#的修正系数表。
折弯系数表
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 2.5 * 3.25 4.2 5 刨槽折弯(冷板)1 1 1.5 * 2.0 2.5 3 无刨槽折弯(热板) * * 3 * * 5不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1全国注册建筑师、建造师考试备考资料历年真题考试心得模拟试题Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:2.1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
2.2 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1.0, 1.2,1.51.5,2.0 2.5,3.0 3.0,4.0,5.0适用V槽宽度812254 展开计算方法: 4.1 90°折弯(一般折弯)Q/ZB J65—201024.1.1 (如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
最全钣金折弯系数表
最全钣金折弯系数表常用折弯系数表1材料料厚刀槽角度系数材料料厚刀槽角度系数钢板、8(30度) 钢板 2.5(实1 30 0 16 105 3耐指纹2.4) 45 0.5 120 2.1板、敷60 1 135 1.3铝锌板 75 1.4 150 0.87 90 1.8 165 0.43(实2.9) 57度模 105 1.2 60 2.9120 0.8135 0.5 75 3.8150 0.3 18 90 5.2165 0.2 105 3.68(30度) 1.2 30 0.2 120 2.445 0.7 135 1.660 1.1 150 175 1.7 165 0.5钢板 4(实3.9) 7 90 2 25 90 6.7105 1.4 105 4.8120 1 120 3.3135 0.6 135 2.2150 0.4 150 1.3165 0.2 165 0.6 1.5(实1.4) 8(30度) 4.5(实30 0.5 25 90 7.34.3) 45 0.9 1055.260 1.4 120 3.575 1.9 135 2.410 90 2.6 150 1.4105 1.8 165 0.75(实4.8) 120 1.2 40 90 9135 0.8 105 6.5150 0.5 120 4.3165 0.2 135 2.8钢板 12(30度) 2 30 0.6 150 1.745 1.3 165 0.860 1.9 6 40 90 1075 2.5 105 7.412 90 3.5 120 5105 2.4 135 3.3120 1.6 150 2135 1.1 165 0.9磨花铝板 150 0.7 1.2 7 90 1.5165 0.3 1.5 10 90 2 2.5(实2.4) 12(30度) 钢板、敷双层1.5 内2.6 外3.4 30 1.2 18 90铝锌板双层2 内3.2 外4.1 45 1.8 25 9015(30度) 60 2.4 PVC 3 90 575 3.216 90 4.41 折弯系数表适用相应的材质、料厚、角度,不符合表中的料厚、角度可用下表计算:相应角度的折弯系数=料厚*对应角度的倍数2.65-2.4角60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 度料1 1.1 1.3 1.5 1.6 1.7 1.8 1.6 1.4 1.2 1.1 1 0.8 0.7 0.6 0.55 0.5 0.3 0.33 0.3 0.2 0.15 0.1 0.1 厚的倍数例如:料厚3,材质普钢,弯曲角度95度,相应的折弯系数=3*1.6=4.82 此折弯系数表要求对非直角尺寸标注及测量方式如下:外圆弧切点外壁切线交点。
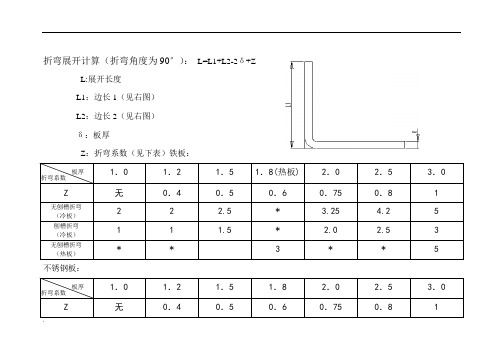
非90度的折弯展开计算
深圳世纪人机械制造有限公司
3
压台阶(段差)
压台阶的展开尺寸公式 L=A +0.3δ(如图3)( (1)当H5T时, 分两次成型时, 按两个90°折弯计算. (2)当H5T时, 一次成型, L=A+B+K ,K值下表中参数取值: H 0.5 0.8 1.0 1.5 2.0 2.5 3.0 T 0.5 0.1 0.2 0.5 1.0 1.5 2.0 2.5 0.1 0.2 0.7 1.2 1.7 2.2 0.1 0.2 0.5 1.0 1.5 2.0 0.2 0.3 0.8 1.3 1.8 0.2 0.3 0.5 1.0 1.5 0.3 0.4 0.5 1.0 0.8 1.0 1.2 1.5 2.0
3.5
4.0 4.5 5.0
2007年7月7日
2.7
3.2 3.7
2.5
3.0 3.5 4.0
2.3
2.8 3.3 3.8
2.0
2.5 3.0 3.5
1.5
2.0 2.5 3.0
4
深圳世纪人机械制造有限公司
A
B
H
2007年7月7日
深圳世纪人机械制造有限公司
5
压死边
展开长度: L=A+B-K
K=0.43T (T为板厚)
弯曲展开计算标准
. 3.2 展开计算方法: 展开计算的基本公式: ①展开长度 = 料内 + 料内 + 补偿量 (内尺寸算法) 或 ② 展开长度 = 料外+ 料外 – 弯曲系数 (外尺寸算法)
2007年7月7日
深圳世纪人机械制造有限公司
1
2007年7月7日
深圳世纪人机械制造有限公司
2
2007年7月7日
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图
&
正系数) ,但在各种手册和资料中,一般只有 !"#折 弯系数表,按其选取误差较大。比如图 $ 所示零 件, ! ’ &*+,,, # ’ &*+,,,开口角 " ’ &$"#,经 计算 修 正 系 数 " ’ &*$%,而 查 表(" ’ !"#,! ’ &*+,,, # ’ &*+,,)的修正系数则为 $*-+。因 此 有必要根据 !"#折弯系数表的制订方式,制订出一 组非 !"#折弯系数表。
表 # ! $ !#%&折弯修正系数
弯曲半径 " 0 @@ !"% # #"% $ $"% & &"% ’ ’"% % %"% , ,"% * *"% ) !"% / !"’# / !"’% / !"’+ / !"%’ / !"%+ / !",’ / !",+ / !"*% / !")! / !")% / !"+# / !"+, / #"!# / #"!* / #"#$ / #"#) # #"% 料厚! 0 @@ $ $"% & &"% ’ 开口角 / !")$ / !")& / !")+ / !"+& / !"++ / #"!& / #"!+ / #"#& / #"#) / #"$$ / #"$) / #"&& / #"&) / #"’’ / #"’+
"
!")$ !")* !"+$ !"+, !"+)% !"++$ !" 欧列尔资料可知,当 #! +!- 时弯曲, 修正系数 % .! (#)! /#) 0 #)!( " 1 ! !) / $( " 1 。 !) 当 +!- 2#!#,%-时弯曲,修正系数 % . ! (#)! (#)! /#) 0 /#) 0 #)!( " 1 ! !) / $( " 1!) 345[ 。 $] 当# ( #,%-时,修正系数 % . !。 根据以上原理和分析过程进行编程计算,即可 制成表格。
根据 生 产 实 践 的 需 要 制 成 了 开 口 角 分 别 为 %"#、 -"#、&$"#和 &+"#的修正系数表。 参见图 %,具体制订方法如下:
图
%
图
$
当" . !"# 时,尺寸界限标注在开口角角平分 线尖点上;当 " / !"# 时尺寸界限标注在开口角外 层切线上。下列计算均按这种标注方法进行。
/ $"!% / #"++ / $"!% / $"## / $"#* / $"$& / $"$’ / $"$+ / $"&% / $"’# / $"’* / $"’+
/ $"’, / $"&* / $"’& / $"’+ / $"%, / $",$ / $",) / $",* / $"*& / $"*+ / $")%
/ #"$& / #"$$ / #"$) / #"&’ / #"&, / #"’$ / #"’) / #"%$ / #"%* / #",& / #",, / #"*$ / #"** / #")#
/ #",’ / #",! / #",, / #"*$ / #"*+ / #")! / #"), / #"+$ / #"+* / $"!# / $"!, / $"#$ / $"#*
压力加工
!"#$% &’()*+,
非 !"#折弯系数表的制订
中国电子科技集团第三十八研究所 (安徽合肥 $%""%&)
宋为民
钣金弯曲件是现代机器、仪器仪表中数量最多 的零件种类之一。结合我所产品的情况看,也是数 量最为繁多的零件种类之一。计算弯曲零件毛坯长 度是制定其工艺方案的前提。通常典型的简单弯 曲件如图&所示, 其 展 开 长 ! ’ !& ( !$ ) " (修
#" 计算过程 计算公式如下: [(&0" )") 1 &0"] 2 ( # ( $ " ’! !) ) $ 2 ( # (!) 345[(&0" )") 1 $] 式中 $ — — —中性层修正系数 — —折弯内角半径 #— — —料厚 !— — —开口角 "— $ 要根据 # 、 ! 查表得知。如果每次都计算则 较烦琐,因此可以制订一组非 !"#折弯系数表,即
压力加工
!"#$% &’()*+,
— —中性层的位移系数 !—
表!
" #! !"# !"$% !"%
变薄系数
#"! $"! &"! ’"! % (% #
8C(& 2 @OO 2 . ’) A . !"++%; 8C(’ 2 @OO 2 . %) A . !"++); 8C(@ ( %) A . #; ; I . ( A" A) 0 $ / @"(# / A) 8C( # 2 . +!) ; H . 5"( F 1 I" >) / $"( F 1 >) 8C( # ( +!) H . 5"( F 1 I" >) / $"( F 1 >)" 345 ((#)! /" ) 0 $" DE 0 #)!) ; MF853C(“ ". P+"$C, > . P+"$C, F . P+"$C, , , >, F, H) ; H . P+"$C Q 5” " CMF853C( CM, “" . P +"$C, > . P +"$C, F . P +"$C, ," , >, F, H . P +"$C Q 5 ” ; } } } H) ; C9:?>=( CM) } #" 表格 以上程序运算后可得出一组(开口角分别为 &!-、,!-、#$!-和 #%!-)数据。如果觉得精度不够, 可将程序中开口角“ #”的步进调整为 #!-,则得 出新一组(开口角分别为 &!-、’!-、%!-、,!-、*!-、 )!-、##!-、 #$!-、 #&!-、 #’!- 和 #%!-) 数 据。并 且 可通过调整 # 得出任意开口角度的修正系数。开 口角# . #$!-的折弯系数如表 $ 所示,其他角度以 此类推。
一、计算方法
!" 计算原理分析 弯曲件毛坯的长度,是根据中性层在弯曲前后 长度不变的原则求得的。板料弯曲时,切向毛坯断 面的外层被拉伸,里层被压缩,端面上由拉伸向压 缩过渡时,必然有一层金属的应力和应变为零,即 所谓中性层。因此,计算弯曲件毛坯长度的关键就 在于确定中性层的位置,中性层的位置则是根据变 形前后弯曲毛坯体积相等的条件确定的。
弯曲前的体积 % ’ !& ! 弯曲后的体积 % ’ ( ’$ ) # $) #&( ) $ 其中, & 为弯曲宽度, &( 为弯曲后平均宽度, 根据体积不变原则有
$ $ !& !’ (’ ) # ) #&( ) $ $ $ ! ’ (’ ) # ) & #&( ) $ ! * ’ ! , * ’# $
/ $")) / $"*, / $")$ / $")) / $"+’ / &"!! / &"!, / &"#& / &"## / &"#*
/ &"$+ / &"#’ / &"$! / &"$, / &"&& / &"&+ / &"’% / &"%# / &"%*
($!!’!,#))
! $ ’ ( # )! (% ) $) " % 一般 & !% ,则 ’ & ! & ! $’ # ( $ $ $ ’% ) $ ) # )!(& )%)
式中 %— — —变薄系数(见表 &) , % ’! )!( — —加宽系数, &— & ’ & ) &( — —中性层半径 $— — —弯曲角 #— !"