包材类计算公式
常用包装材料计算公式

采购必须要精通的公式纸箱价格:(长+宽+2)*(宽+高+1)*单价*2 /1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0。
262*单价/1000玻璃价格:长*宽*单价/10000(正规)(长+1)*(宽+1)*单价/10000 汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3。
8*厚度*每磅单价 /22000纸箱材积预算:长*宽*高/1728(英寸)长*宽*高/35。
31(立方米)天地盖计算公式:(高*2+长+1)*(高*2+宽+1)*单价/1000刀卡计算公式:长*宽*单价/1000+0.01(打刀费)平卡计算公式:长*宽*单价/1000单价为每千平方英寸材质的价格.袋:長(英吋)x寬(英吋)x厚()x2.63x單價(3.15/磅)/1000印刷費:30以下10.00/千個30以上200以下15.00/千個單面汽泡袋: 長x寬x平方單價(0.48㎡)x2雙面汽泡袋: 長x寬x平方單價(0.68㎡)x2珍珠棉袋(1厚): 長x寬x平方單價(0.6㎡)x2珍珠棉袋(2厚): 長x寬x平方單價(1.2㎡)x2收縮膜: 厚0.035長x寬x3.75/2.2/1000x單價(13.0㎡)包材物料計算公式:袋單價計算公式: 長(英吋)x寬(英吋)x厚()x2.63(密度)x單價(3.15磅)/1000﹢印刷費袋重量計算公式: 長(英吋)x寬(英吋)x厚()x2.63/2.2/1000印刷費: 30以下10.00千個 30以上200以下15.00千個例如4x30x30W單價計算: 11.81x11.81x0.04x2.63x3.15/1000+0.01=0.056重量計算:11.81x11.81x0.04x2.63/2.2/1000=0.00663.15x2.2+0.01=0.056單面汽泡袋: 長x寬x平方單價(0.48㎡)x2 例如30x30:30x30x0.4810000=0.086收縮膜計算公式:厚度x長度(英吋)x寬度(英吋)x3.75/2.2/1000x單價(13.0) 例如3x28x30:0.035x28x30x3.75/2.2/1000x13=0.65絨布計算公式:直徑平方x單價(13.0平方)板公式:长*宽*单价/拼板双面板(4 0.6-1.2)450/平方米四层板(4 0.8-1.2)850/平方米六层板(4 1.6)1350/平方米单面板(4 0.6-1.2)300/平方米积换算重量的公式长(MM)*宽(MM)*厚度(MM)*比重/10的6次方*1000就等于多少G了模具成本分析=材料費+彈簧費+螺絲費+邊釘費+熱處理費+小導柱費+大導柱費+標準件費+加工費五金摸具报价公式:单冲模报价()=<下模板V*7.9**3+线割,五金,模座>连续模报价()=<下模板V*7.9**4+线割,五金,模座>弹片模报价=<下模板V*7.9**4+线割,五金,模座>一,常用包装材料A.白纸类普通白纸,拷贝纸,皱纹纸等B.气泡纸/保利绒/海绵/珍珠棉C.纸盒类白盒,棕色盒,彩盒等D.塑料袋,收缩膜()等E.其它类包装产品的包装是产品的重要组成部分,它不仅在运输过程中起保护的作用,而且直接关系到产品的综合品质。
包材材料计算公式
包材材料计算公式纸箱价格:(长+宽+2)*(宽+高+1)*单价*2 /1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0。
262*单价/1000玻璃价格:长*宽*单价/10000(正规)(长+1)*(宽+1)*单价/10000汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3。
8*厚度*每磅单价/22000纸箱材积预算:长*宽*高/1728(英寸)长*宽*高/35。
31(立方米)天地盖计算公式:(高*2+长+1)*(高*2+宽+1)*单价/1000刀卡计算公式:长*宽*单价/1000+0.01(打刀费)平卡计算公式:长*宽*单价/1000单价为每千平方英寸材质的价格.PE袋:长(英吋)x宽(英吋)x厚(mm)x2.63x单价(3.15/磅)/1000印刷费:30cm以下10.00/千个30cm以上200cm以下15.00/千个单面汽泡袋: 长x宽x平方单价(0.48㎡)x2双面汽泡袋: 长x宽x平方单价(0.68㎡)x2珍珠棉袋(1mm厚): 长x宽x平方单价(0.6㎡)x2珍珠棉袋(2mm厚): 长x宽x平方单价(1.2㎡)x2收缩膜: 厚0.035mmx长x宽x3.75/2.2/1000x单价(13.0㎡)包材物料计算公式:PE袋单价计算公式: 长(英吋)x宽(英吋)x厚(mm)x2.63(密度)x单价(3.15HK/磅)/1000+印刷费PE袋重量计算公式: 长(英吋)x宽(英吋)x厚(mm)x2.63/2.2/1000PE袋计算公式是:800(长)*600(宽)*0.03(单层厚度)*2*0.93(PE袋密度)=26.78g26.78*塑料单价+(人工、印刷、制袋的费用再加上自己的业务费用和利润,另外还要考虑报废率、运费、包装费用等等)=0.348元印刷费: 30cm以下10.00HK/千个30cm以上200cm以下15.00HK/千个例如:PE4x30x30W单价计算: 11.81x11.81x0.04x2.63x3.15/1000+0.01=0.056HK/PCS重量计算:11.81x11.81x0.04x2.63/2.2/1000=0.0066KGx3.15x2.2+0.01=0.056HK/PCS单面汽泡袋: 长x宽x平方单价(0.48㎡)x2 例如:PB30x30: 30x30x0.48x/10000=0.086收缩膜计算公式:厚度x长度(英吋)x宽度(英吋)x3.75/2.2/1000x单价(13.0RMB/KG)例如:PV3x28x30:0.035x28x30x3.75/2.2/1000x13=0.65绒布计算公式:直径平方x单价(13.0RMB/平方)。
五金包材的报价公式

单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)]一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴ 单重的计算:① 圆柱形: πr∧2 * 長度*密度*② 冲压片板材: 长*宽*厚*密度*⑵ 冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm 1.2mm0.5mm<T≤1.5mm 1.5mmT>1.5mm 2.0mm⑶ 常用材料密度:材料名称 密度g/cm3(t/m3)铁 7.8钢 7.85铝 2.7紫铜 8.9铅黄铜 8.5猛铜 8.5⑷ 常用材料价格:材料名称 含税(17%)价格(元/Kg)单光铁 ¥6.2不锈钢 ¥18铝 ¥20紫铜 ¥76铅黄铜 ¥51猛铜 ¥85⑸ 废料回收价格:材料名称 价格(元/Kg)废铁 ¥2.2不锈钢 ¥14.6紫铜 ¥44.0铅黄铜 ¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050 三、机加工费:加工机床种类 每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30快走丝线切割 ¥40CNC加工 ¥60慢走丝线切割(日立) ¥100塑胶成本核算标准单价(VAT/17%)=材料费+加工费+包装费+管理费+税一、 材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(VAT/17%)。
B、不透明产品:(产品净重+2%损耗)X原料价格(VAT/17%)。
常用包装材料计算公式
常用包装材料计算公式采购必须要精通的公式纸箱价格:(长+宽+2)*(宽+高+1)*单价*2 /1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0。
262*单价/1000玻璃价格:长*宽*单价/10000(正规)(长+1)*(宽+1)*单价/10000汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3。
8*厚度*每磅单价 /22000纸箱材积预算:长*宽*高/1728(英寸)长*宽*高/35。
31(立方米)天地盖计算公式:(高*2+长+1)*(高*2+宽+1)*单价/1000 刀卡计算公式:长*宽*单价/1000+0.01(打刀费)平卡计算公式:长*宽*单价/1000单价为每千平方英寸材质的价格.PE袋:長(英吋)x寬(英吋)x厚(mm)x2.63x單價(3.15/磅)/1000印刷費:30cm以下10.00/千個30cm以上200cm以下15.00/千個單面汽泡袋: 長x寬x平方單價(0.48㎡)x2雙面汽泡袋: 長x寬x平方單價(0.68㎡)x2珍珠棉袋(1mm厚): 長x寬x平方單價(0.6㎡)x2珍珠棉袋(2mm厚): 長x寬x平方單價(1.2㎡)x2收縮膜: 厚0.035mmx長x寬x3.75/2.2/1000x單價(13.0㎡)包材物料計算公式:PE袋單價計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63(密度)x單價(3.15HK/磅)/1000﹢印刷費PE袋重量計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63/2.2/1000印刷費: 30cm以下10.00HK/千個 30cm以上200cm以下15.00HK/千個例如:PE4x30x30W單價計算:11.81x11.81x0.04x2.63x3.15/1000+0.01=0.056HK/PCS重量計算:11.81x11.81x0.04x2.63/2.2/1000=0.0066KGx3.15x2.2+0.01=0.056HK/PCS單面汽泡袋: 長x寬x平方單價(0.48㎡)x2 例如:PB30x30: 30x30x0.48x/10000=0.086收縮膜計算公式:厚度x長度(英吋)x寬度(英吋)x3.75/2.2/1000x單價(13.0RMB/KG)例如:PV3x28x30:0.035x28x30x3.75/2.2/1000x13=0.65 絨布計算公式:直徑平方x單價(13.0RMB/平方)PCB板公式:长*宽*单价/拼板双面板(FR4 0.6-1.2MM)450/平方米四层板(FR4 0.8-1.2MM)850/平方米六层板(FR4 1.6MM)1350/平方米单面板(FR4 0.6-1.2MM)300/平方米积换算重量的公式长(MM)*宽(MM)*厚度(MM)*比重/10的6次方*1000就等于多少G了模具成本分析=材料費+彈簧費+螺絲費+邊釘費+熱處理費+小導柱費+大導柱費+標準件費+加工費五金摸具报价公式:单冲模报价(HK)=<下模板V*7.9*Price*3+线割,五金,模座>连续模报价(HK)=<下模板V*7.9*Price*4+线割,五金,模座>SUS弹片模报价=<下模板V*7.9*Price*4+线割,五金,模座>一,常用包装材料A.白纸类---普通白纸,拷贝纸,皱纹纸等B.气泡纸/保利绒/海绵/珍珠棉C.纸盒类---白盒,棕色盒,彩盒等D.塑料袋---PP,PE,OPP,PVC,PV A,收缩膜(PE,PP)等E.其它类包装产品的包装是产品的重要组成部分,它不仅在运输过程中起保护的作用,而且直接关系到产品的综合品质。
(整理)包装材料计算公式
PVC收缩膜:重量(kg)=厚度(mm)*宽度(直径)*2*长度(M)*密度(1.38)/1000PE袋:重量=直径*2*长度*厚度*密度(1.09)8000元/吨保力龙:长*宽*高*120(单价)/64800PET透明盒计算公式:(宽*2+高*2+1.5)*长度*厚度*1.33/1000= KG 13000PVC在美国的收缩膜领域中,PVC收缩膜占据了2/3的市场份额。
PVC收缩膜的收缩率较高,在40%~60%之间,而且其成本较低,拉伸强度较好,适合做多包的组合包装。
PVC和PET材料的相对密度比较接近,在1.33左右。
PETGPETG薄膜的收缩率最高,可以达到78%。
PETG收缩膜占据的市场份额为15%~20%。
它的相对密度为1.28,但其价格较高。
OPSOPS收缩膜的环保性优良;与PETG收缩膜相比,OPS收缩膜的价格较低,更经济。
OPS收缩膜目前的市场占有率为5%,而且还保持着快速增长的发展势头。
OPS的相对密度为1.025,收缩率最高可达65%,而且,在其收缩过程中,与收缩相反的方向上基本不发生收缩。
OPPOPP薄膜的收缩率较低,但其在收缩环绕标签领域的应用不容忽视,它占据着18%~20%的市场份额。
OPP收缩膜比较适合于对收缩率要求不高的近似圆柱形的容器。
OPP的相对密度为0.90,因此能够以极具竞争力的价格提供较高的产量。
OPP收缩膜仅适用于收缩环绕标签。
PE(0.91~0.96g/cm3)纸箱价格:(长+宽+2)*(宽+高+1)*单价*2 /1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0.262*单价/1000 =KG玻璃价格:长*宽*单价/10000(正规)(长+1)*(宽+1)*单价/10000 汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3.8*厚度*每磅单价/22000纸箱材积预算:长*宽*高/1728(英寸)长*宽*高/35.31(立方米)天地盖计算公式:(高*2+长+1)*(高*2+宽+1)*单价/1000刀卡计算公式:长*宽*单价/1000+0.01(打刀费)平卡计算公式:长*宽*单价/1000单价为每千平方英寸材质的价格.PE袋:長(英吋)x寬(英吋)x厚(mm)x2.63x單價(3.15/磅)/1000印刷費:30cm以下10.00/千個30cm以上200cm以下15.00/千個單面汽泡袋: 長x寬x平方單價(0.48㎡)x2雙面汽泡袋: 長x寬x平方單價(0.68㎡)x2珍珠棉袋(1mm厚): 長x寬x平方單價(0.6㎡)x2珍珠棉袋(2mm厚): 長x寬x平方單價(1.2㎡)x2收縮膜: 厚0.035mmx長x寬x3.75/2.2/1000x單價(13.0㎡)包材物料計算公式:袋單價計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63(密度)x單價磅)/1000﹢印刷費袋重量計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63/2.2/1000 印刷費: 30cm以下10.00HK/千個30cm以上200cm以下15.00HK/千個單價計算: 11.81x11.81x0.04x2.63x3.15/1000+0.01=0.056HK/PCS重量計算:11.81x11.81x0.04x2.63/2.2/1000=0.0066KGx3.15x2.2+0.01=0.056HK/PCS 單面汽泡袋: 長x寬x平方單價(0.48㎡)x2 例如:PB30x30: 30x30x0.48x/10000=0.086收縮膜計算公式:厚度x長度(英吋)x寬度(英吋)x3.75/2.2/1000x單價(13.0RMB/KG)例如:PV3x28x30:0.035x28x30x3.75/2.2/1000x13=0.65絨布計算公式:直徑平方x單價(13.0RMB/平方)吸塑产品的价格有种快速算价格的方法,可以提供给大家:把手头上的吸塑制品平放,量出展开尺寸,并称重量。
常用包装材料计算公式

常用包装材料计算公式
包装材料计算公式是根据包装物品的尺寸、重量和包装材料的特性来
确定所需的包装材料的数量和尺寸。
下面是一些常用的包装材料计算公式:1.纸箱的计算公式:
纸箱数量=(物品尺寸+指定缝合尺寸)/纸箱尺寸
纸箱尺寸=物品尺寸+指定缝合尺寸
2.气泡膜的计算公式:
气泡膜长度=物品长度+额外长度
气泡膜宽度=物品宽度+额外宽度
气泡膜数量=(物品数量×(气泡膜长度+额外长度))/气泡膜长度
3.缓冲填充物的计算公式:
填充物数量=(纸箱体积-物品体积)/填充物体积
4.伸缩膜的计算公式:
伸缩膜长度=(物品尺寸+指定缠绕尺寸)×包装转数
伸缩膜数量=伸缩膜长度/伸缩膜每卷长度
5.拉伸膜的计算公式:
拉伸膜长度=(物品尺寸+指定拉伸尺寸)×包装转数
拉伸膜数量=拉伸膜长度/拉伸膜每卷长度
6.纸带的计算公式:
纸带数量=物品数量×包装周长
7.缠绕膜的计算公式:
缠绕膜长度=(物品长度+指定缠绕长度)×包装转数
缠绕膜数量=缠绕膜长度/缠绕膜每卷长度
这些公式是根据一般情况下的平均值计算得出的,实际使用时还需要根据具体情况进行调整。
另外,不同的包装材料供应商可能会有不同的规格和计算方法,建议与供应商进行详细沟通,以确保精确计算和订购所需的包装材料。
常用包装材料计算公式
采购必须要精通的公式纸箱价格:(长+宽+2)*(宽+高+1)*单价*2 /1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0。
262*单价/1000玻璃价格:长*宽*单价/10000(正规)(长+1)*(宽+1)*单价/10000汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3。
8*厚度*每磅单价 /22000纸箱材积预算:长*宽*高/1728(英寸)长*宽*高/35。
31(立方米)天地盖计算公式:(高*2+长+1)*(高*2+宽+1)*单价/1000刀卡计算公式:长*宽*单价/1000+0.01(打刀费)平卡计算公式:长*宽*单价/1000单价为每千平方英寸材质的价格.PE袋:長(英吋)x寬(英吋)x厚(mm)x2.63x單價(3.15/磅)/1000印刷費:30cm以下10.00/千個30cm以上200cm以下15.00/千個單面汽泡袋: 長x寬x平方單價(0.48㎡)x2雙面汽泡袋: 長x寬x平方單價(0.68㎡)x2珍珠棉袋(1mm厚): 長x寬x平方單價(0.6㎡)x2珍珠棉袋(2mm厚): 長x寬x平方單價(1.2㎡)x2收縮膜: 厚0.035mmx長x寬x3.75/2.2/1000x單價(13.0㎡)包材物料計算公式:PE袋單價計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63(密度)x單價(3.15HK/磅)/1000﹢印刷費PE袋重量計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63/2.2/1000印刷費: 30cm以下10.00HK/千個 30cm以上200cm以下15.00HK/千個例如:PE4x30x30W單價計算: 11.81x11.81x0.04x2.63x3.15/1000+0.01=0.056HK/PCS重量計算:11.81x11.81x0.04x2.63/2.2/1000=0.0066KGx3.15x2.2+0.01=0.056HK/PCS單面汽泡袋: 長x寬x平方單價(0.48㎡)x2 例如:PB30x30: 30x30x0.48x/10000=0.086收縮膜計算公式:厚度x長度(英吋)x寬度(英吋)x3.75/2.2/1000x單價(13.0RMB/KG)例如:PV3x28x30:0.035x28x30x3.75/2.2/1000x13=0.65絨布計算公式:直徑平方x單價(13.0RMB/平方)PCB板公式:长*宽*单价/拼板双面板(FR4 0.6-1.2MM)450/平方米四层板(FR4 0.8-1.2MM)850/平方米六层板(FR4 1.6MM)1350/平方米单面板(FR4 0.6-1.2MM)300/平方米积换算重量的公式长(MM)*宽(MM)*厚度(MM)*比重/10的6次方*1000就等于多少G了模具成本分析=材料費+彈簧費+螺絲費+邊釘費+熱處理費+小導柱費+大導柱費+標準件費+加工費五金摸具报价公式:单冲模报价(HK)=<下模板V*7.9*Price*3+线割,五金,模座>连续模报价(HK)=<下模板V*7.9*Price*4+线割,五金,模座>SUS弹片模报价=<下模板V*7.9*Price*4+线割,五金,模座>一,常用包装材料A.白纸类---普通白纸,拷贝纸,皱纹纸等B.气泡纸/保利绒/海绵/珍珠棉C.纸盒类---白盒,棕色盒,彩盒等D.塑料袋---PP,PE,OPP,PVC,PV A,收缩膜(PE,PP)等E.其它类包装产品的包装是产品的重要组成部分,它不仅在运输过程中起保护的作用,而且直接关系到产品的综合品质。
常用包装材料计算公式

采购必须要精通的公式纸箱价格:(长+宽+2)*(宽+高+1)*单价*2 /1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0。
262*单价/1000玻璃价格:长*宽*单价/10000(正规)(长+1)*(宽+1)*单价/10000汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3。
8*厚度*每磅单价 /22000纸箱材积预算:长*宽*高/1728(英寸)长*宽*高/35。
31(立方米)天地盖计算公式:(高*2+长+1)*(高*2+宽+1)*单价/1000刀卡计算公式:长*宽*单价/1000+0.01(打刀费)平卡计算公式:长*宽*单价/1000单价为每千平方英寸材质的价格.PE袋:長(英吋)x寬(英吋)x厚(mm)x2.63x單價(3.15/磅)/1000印刷費:30cm以下10.00/千個30cm以上200cm以下15.00/千個單面汽泡袋: 長x寬x平方單價(0.48㎡)x2雙面汽泡袋: 長x寬x平方單價(0.68㎡)x2珍珠棉袋(1mm厚): 長x寬x平方單價(0.6㎡)x2珍珠棉袋(2mm厚): 長x寬x平方單價(1.2㎡)x2收縮膜: 厚0.035mmx長x寬x3.75/2.2/1000x單價(13.0㎡)包材物料計算公式:PE袋單價計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63(密度)x單價(3.15HK/磅)/1000﹢印刷費PE袋重量計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63/2.2/1000印刷費: 30cm以下10.00HK/千個 30cm以上200cm以下15.00HK/千個例如:PE4x30x30W單價計算: 11.81x11.81x0.04x2.63x3.15/1000+0.01=0.056HK/PCS重量計算:11.81x11.81x0.04x2.63/2.2/1000=0.0066KGx3.15x2.2+0.01=0.056HK/PCS單面汽泡袋: 長x寬x平方單價(0.48㎡)x2 例如:PB30x30: 30x30x0.48x/10000=0.086 收縮膜計算公式:厚度x長度(英吋)x寬度(英吋)x3.75/2.2/1000x單價(13.0RMB/KG)例如:PV3x28x30:0.035x28x30x3.75/2.2/1000x13=0.65絨布計算公式:直徑平方x單價(13.0RMB/平方)PCB板公式:长*宽*单价/拼板双面板(FR4 0.6-1.2MM)450/平方米四层板(FR4 0.8-1.2MM)850/平方米六层板(FR4 1.6MM)1350/平方米单面板(FR4 0.6-1.2MM)300/平方米积换算重量的公式长(MM)*宽(MM)*厚度(MM)*比重/10的6次方*1000就等于多少G了模具成本分析=材料費+彈簧費+螺絲費+邊釘費+熱處理費+小導柱費+大導柱費+標準件費+加工費五金摸具报价公式:单冲模报价(HK)=<下模板V*7.9*Price*3+线割,五金,模座>连续模报价(HK)=<下模板V*7.9*Price*4+线割,五金,模座>SUS弹片模报价=<下模板V*7.9*Price*4+线割,五金,模座>一,常用包装材料A.白纸类---普通白纸,拷贝纸,皱纹纸等B.气泡纸/保利绒/海绵/珍珠棉C.纸盒类---白盒,棕色盒,彩盒等D.塑料袋---PP,PE,OPP,PVC,PV A,收缩膜(PE,PP)等E.其它类包装产品的包装是产品的重要组成部分,它不仅在运输过程中起保护的作用,而且直接关系到产品的综合品质。
最新包装材料计算公式

包装材料计算公式PVC收缩膜:重量(kg)=厚度(mm)*宽度(直径)*2*长度(M)*密度(1.38)/1000PE袋:重量=直径*2*长度*厚度*密度(1.09) 8000元/吨保力龙:长*宽*高*120(单价)/64800PET透明盒计算公式:(宽*2+高*2+1.5)*长度*厚度*1.33/1000= KG13000PVC在美国的收缩膜领域中,PVC收缩膜占据了2/3的市场份额。
PVC收缩膜的收缩率较高,在40%~60%之间,而且其成本较低,拉伸强度较好,适合做多包的组合包装。
PVC和PET材料的相对密度比较接近,在1.33左右。
PETGPETG薄膜的收缩率最高,可以达到78%。
PETG收缩膜占据的市场份额为15%~20%。
它的相对密度为1.28,但其价格较高。
OPSOPS收缩膜的环保性优良;与PETG收缩膜相比,OPS收缩膜的价格较低,更经济。
OPS收缩膜目前的市场占有率为5%,而且还保持着快速增长的发展势头。
OPS的相对密度为1.025,收缩率最高可达65%,而且,在其收缩过程中,与收缩相反的方向上基本不发生收缩。
OPPOPP薄膜的收缩率较低,但其在收缩环绕标签领域的应用不容忽视,它占据着18%~20%的市场份额。
OPP收缩膜比较适合于对收缩率要求不高的近似圆柱形的容器。
OPP的相对密度为0.90,因此能够以极具竞争力的价格提供较高的产量。
OPP收缩膜仅适用于收缩环绕标签。
PE(0.91~0.96g/cm3)纸箱价格:(长+宽+2)*(宽+高+1)*单价*2 /1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0.262*单价/1000 =KG玻璃价格:长*宽*单价/10000(正规)(长+1)*(宽+1)*单价/10000汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3.8*厚度*每磅单价 /22000纸箱材积预算:长*宽*高/1728(英寸)长*宽*高/35.31(立方米)天地盖计算公式:(高*2+长+1)*(高*2+宽+1)*单价/1000刀卡计算公式:长*宽*单价/1000+0.01(打刀费)平卡计算公式:长*宽*单价/1000单价为每千平方英寸材质的价格.PE袋:長(英吋)x寬(英吋)x厚(mm)x2.63x單價(3.15/磅)/1000印刷費:30cm以下10.00/千個30cm以上200cm以下15.00/千個單面汽泡袋: 長x寬x平方單價(0.48㎡)x2雙面汽泡袋: 長x寬x平方單價(0.68㎡)x2珍珠棉袋(1mm厚): 長x寬x平方單價(0.6㎡)x2珍珠棉袋(2mm厚): 長x寬x平方單價(1.2㎡)x2收縮膜: 厚0.035mmx長x寬x3.75/2.2/1000x單價(13.0㎡)包材物料計算公式:PE袋單價計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63(密度)x單價(3.15HK/磅)/1000﹢印刷費PE袋重量計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63/2.2/1000印刷費: 30cm以下10.00HK/千個 30cm以上200cm以下15.00HK/千個:PE4x30x30W單價計算:11.81x11.81x0.04x2.63x3.15/1000+0.01=0.056HK/PCS重量計算:11.81x11.81x0.04x2.63/2.2/1000=0.0066KGx3.15x2.2+0.01=0.056HK/PCS 單面汽泡袋: 長x寬x平方單價(0.48㎡)x2 例如:PB30x30:30x30x0.48x/10000=0.086收縮膜計算公式:厚度x長度(英吋)x寬度(英吋)x3.75/2.2/1000x單價(13.0RMB/KG)例如:PV3x28x30:0.035x28x30x3.75/2.2/1000x13=0.65絨布計算公式:直徑平方x單價(13.0RMB/平方)吸塑产品的价格有种快速算价格的方法,可以提供给大家:把手头上的吸塑制品平放,量出展开尺寸,并称重量。
包装材料计算公式
PVC收缩膜:重量(kg)=厚度(mm)*宽度(直径)*2*长度(M)*密度(1.38)/1000PE袋:重量=直径*2*长度*厚度*密度(1.09)8000元/吨保力龙:长*宽*高*120(单价)/64800PET透明盒计算公式:(宽*2+高*2+1.5)*长度*厚度*1.33/1000= KG 13000PVC在美国的收缩膜领域中,PVC收缩膜占据了2/3的市场份额。
PVC收缩膜的收缩率较高,在40%~60%之间,而且其成本较低,拉伸强度较好,适合做多包的组合包装。
PVC和PET材料的相对密度比较接近,在1.33左右。
PETGPETG薄膜的收缩率最高,可以达到78%。
PETG收缩膜占据的市场份额为15%~20%。
它的相对密度为1.28,但其价格较高。
OPSOPS收缩膜的环保性优良;与PETG收缩膜相比,OPS收缩膜的价格较低,更经济。
OPS收缩膜目前的市场占有率为5%,而且还保持着快速增长的发展势头。
OPS的相对密度为1.025,收缩率最高可达65%,而且,在其收缩过程中,与收缩相反的方向上基本不发生收缩。
OPPOPP薄膜的收缩率较低,但其在收缩环绕标签领域的应用不容忽视,它占据着18%~20%的市场份额。
OPP收缩膜比较适合于对收缩率要求不高的近似圆柱形的容器。
OPP的相对密度为0.90,因此能够以极具竞争力的价格提供较高的产量。
OPP收缩膜仅适用于收缩环绕标签。
PE(0.91~0.96g/cm3)纸箱价格:(长+宽+2)*(宽+高+1)*单价*2 /1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0.262*单价/1000 =KG玻璃价格:长*宽*单价/10000(正规)(长+1)*(宽+1)*单价/10000 汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3.8*厚度*每磅单价/22000纸箱材积预算:长*宽*高/1728(英寸)长*宽*高/35.31(立方米)天地盖计算公式:(高*2+长+1)*(高*2+宽+1)*单价/1000刀卡计算公式:长*宽*单价/1000+0.01(打刀费)平卡计算公式:长*宽*单价/1000单价为每千平方英寸材质的价格.PE袋:長(英吋)x寬(英吋)x厚(mm)x2.63x單價(3.15/磅)/1000印刷費:30cm以下10.00/千個30cm以上200cm以下15.00/千個單面汽泡袋: 長x寬x平方單價(0.48㎡)x2雙面汽泡袋: 長x寬x平方單價(0.68㎡)x2珍珠棉袋(1mm厚): 長x寬x平方單價(0.6㎡)x2珍珠棉袋(2mm厚): 長x寬x平方單價(1.2㎡)x2收縮膜: 厚0.035mmx長x寬x3.75/2.2/1000x單價(13.0㎡)包材物料計算公式:袋單價計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63(密度)x單價磅)/1000﹢印刷費袋重量計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63/2.2/1000 印刷費: 30cm以下10.00HK/千個30cm以上200cm以下15.00HK/千個單價計算: 11.81x11.81x0.04x2.63x3.15/1000+0.01=0.056HK/PCS重量計算:11.81x11.81x0.04x2.63/2.2/1000=0.0066KGx3.15x2.2+0.01=0.056HK/PCS 單面汽泡袋: 長x寬x平方單價(0.48㎡)x2 例如:PB30x30: 30x30x0.48x/10000=0.086收縮膜計算公式:厚度x長度(英吋)x寬度(英吋)x3.75/2.2/1000x單價(13.0RMB/KG)例如:PV3x28x30:0.035x28x30x3.75/2.2/1000x13=0.65絨布計算公式:直徑平方x單價(13.0RMB/平方)吸塑产品的价格有种快速算价格的方法,可以提供给大家:把手头上的吸塑制品平放,量出展开尺寸,并称重量。
常用包装材料计算公式
采购必须要精通的公式纸箱价格:(长 +宽 +2) * (宽 +高 +1) * 单价 *2 /1000纸板价格:(长 +1)* (宽 +1) * 单价 /1000保力龙: 长* 宽*高*单价 /648000胶袋价格: 长 * 宽 *厚度 *0 。
262* 单价 /1000玻璃价格: 长 * 宽 *单价 /10000 (正规) (长 +1) * (宽 +1) * 单价 /10000汽泡袋价格:长 * 宽 *2* 单价 /10000收缩袋价格:长 * 宽 *3 。
8* 厚度 * 每磅单价 /22000纸箱材积预算: 长 * 宽 * 高 /1728 (英寸)长 * 宽* 高 /35 。
31(立方米)天地盖计算公式:(高 *2+ 长+1) *(高 *2+ 宽 +1) * 单价 /1000刀卡计算公式:长 *宽 * 单价/1000+0.01( 打刀费)平卡计算公式 :长 * 宽 * 单价 /1000 单价为每千平方英寸材质的价格 .PE 袋 : 長 ( 英吋 )x 寬 ( 英吋 )x 厚 (mm)x2.63x 單價(3.15/ 磅)/1000印刷費 :30cm 以下 10.00/ 千個 30cm 以上 200cm 以下 15.00/ 千個 單面汽泡袋 : 長 x 寬 x 平方單價 (0.48 ㎡)x2 雙面汽泡袋 : 長 x 寬 x 平方單價 (0.68 ㎡)x2 珍珠棉袋 (1mm 厚 ): 長 x 寬 x 平方單價 (0.6 ㎡ )x2 珍珠棉袋 (2mm 厚 ): 長 x 寬 x 平方單價 (1.2 ㎡ )x2 收縮膜 : 厚 0.035mmx 長 x 寬 x3.75/2.2/1000x 單價 (13.0 ㎡ )包材物料計算公式 :PE 袋單價計算公式 : 長 ( 英吋 )x 寬 ( 英吋 )x 厚 (mm)x2.63( 密度 )x 單價(3.15HK/ 磅)/1000 ﹢印刷費PE 袋重量計算公式 : 長 ( 英吋 )x 寬 ( 英吋 )x 厚 (mm)x2.63/2.2/1000印刷費 : 30cm 以下 10.00HK/ 千個 30cm 以上 200cm 以下 15.00HK/ 千個例如 :PE4x30x30W 單價計算 : 11.81x11.81x0.04x2.63x3.15/1000+0.01=0.056HK/PCS重量計算 :11.81x11.81x0.04x2.63/2.2/1000=0.0066KGx3.15x2.2+0.01=0.056HK/PCS單面汽泡袋 : 長 x 寬 x 平方單價 (0.48 ㎡)x2 例如 :PB30x30: 30x30x0.48x/10000=0.086收縮膜計算公式: 厚度 x 長度 ( 英吋 )x 寬度 ( 英吋 )x3.75/2.2/1000x 單價 (13.0RMB/KG)例如 :PV3x28x30:0.035x28x30x3.75/2.2/1000x13=0.65絨布計算公式: 直徑平方x 單價 (13.0RMB/ 平方 )PCB板公式:长*宽*单价/ 拼板双面板 (FR4 0.6-1.2MM)450/ 平方米四层板 (FR4 0.8-1.2MM)850/ 平方米六层板 (FR4 1.6MM)1350/ 平方米单面板 (FR4 0.6-1.2MM)300/ 平方米积换算重量的公式长(MM)*宽(MM)*厚度(MM)*比重/10的6次方*1000就等于多少G了模具成本分析=材料費 +彈簧費 +螺絲費 +邊釘費 +熱處理費 +小導柱費 +大導柱費 +標準件費 +加工費五金摸具报价公式:单冲模报价 (HK)=< 下模板 V*7.9*Price*3+ 线割 , 五金 , 模座 >连续模报价 (HK)=< 下模板 V*7.9*Price*4+ 线割 , 五金 , 模座 >SUS弹片模报价 =<下模板 V*7.9*Price*4+ 线割 , 五金 , 模座 >一,常用包装材料A. 白纸类 ---普通白纸,拷贝纸,皱纹纸等B. 气泡纸 /保利绒 /海绵 /珍珠棉C.纸盒类 --- 白盒,棕色盒,彩盒等D.塑料袋 ---PP,PE,OPP,PVC,PVA ,收缩膜( PE,PP)等E.其它类包装产品的包装是产品的重要组成部分,它不仅在运输过程中起保护的作用,而且直接关系到产品的综合品质。
包装材料计算公式
PVC收缩膜:重量(kg)=厚度(mm)*宽度(直径)*2*长度(M)*密度(1.38)/1000PE袋:重量=直径*2*长度*厚度*密度(1.09)8000元/吨保力龙:长*宽*高*120(单价)/64800PET透明盒计算公式:(宽*2+高*2+1.5)*长度*厚度*1.33/1000= KG 13000PVC在美国的收缩膜领域中,PVC收缩膜占据了2/3的市场份额。
PVC收缩膜的收缩率较高,在40%~60%之间,而且其成本较低,拉伸强度较好,适合做多包的组合包装。
PVC和PET材料的相对密度比较接近,在1.33左右。
PETGPETG薄膜的收缩率最高,可以达到78%。
PETG收缩膜占据的市场份额为15%~20%。
它的相对密度为1.28,但其价格较高。
OPSOPS收缩膜的环保性优良;与PETG收缩膜相比,OPS收缩膜的价格较低,更经济。
OPS收缩膜目前的市场占有率为5%,而且还保持着快速增长的发展势头。
OPS的相对密度为1.025,收缩率最高可达65%,而且,在其收缩过程中,与收缩相反的方向上基本不发生收缩。
OPPOPP薄膜的收缩率较低,但其在收缩环绕标签领域的应用不容忽视,它占据着18%~20%的市场份额。
OPP收缩膜比较适合于对收缩率要求不高的近似圆柱形的容器。
OPP的相对密度为0.90,因此能够以极具竞争力的价格提供较高的产量。
OPP收缩膜仅适用于收缩环绕标签。
PE(0.91~0.96g/cm3)纸箱价格:(长+宽+2)*(宽+高+1)*单价*2 /1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0.262*单价/1000 =KG玻璃价格:长*宽*单价/10000(正规)(长+1)*(宽+1)*单价/10000 汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3.8*厚度*每磅单价/22000纸箱材积预算:长*宽*高/1728(英寸)长*宽*高/35.31(立方米)天地盖计算公式:(高*2+长+1)*(高*2+宽+1)*单价/1000刀卡计算公式:长*宽*单价/1000+0.01(打刀费)平卡计算公式:长*宽*单价/1000单价为每千平方英寸材质的价格.PE袋:長(英吋)x寬(英吋)x厚(mm)x2.63x單價(3.15/磅)/1000印刷費:30cm以下10.00/千個30cm以上200cm以下15.00/千個單面汽泡袋: 長x寬x平方單價(0.48㎡)x2雙面汽泡袋: 長x寬x平方單價(0.68㎡)x2珍珠棉袋(1mm厚): 長x寬x平方單價(0.6㎡)x2珍珠棉袋(2mm厚): 長x寬x平方單價(1.2㎡)x2收縮膜: 厚0.035mmx長x寬x3.75/2.2/1000x單價(13.0㎡)包材物料計算公式:PE袋單價計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63(密度)x單價(3.15HK/磅)/1000﹢印刷費PE袋重量計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63/2.2/1000印刷費: 30cm以下10.00HK/千個30cm以上200cm以下15.00HK/千個:PE4x30x30W單價計算: 11.81x11.81x0.04x2.63x3.15/1000+0.01=0.056HK/PCS重量計算:11.81x11.81x0.04x2.63/2.2/1000=0.0066KGx3.15x2.2+0.01=0.056HK/PCS 單面汽泡袋: 長x寬x平方單價(0.48㎡)x2 例如:PB30x30: 30x30x0.48x/10000=0.086收縮膜計算公式:厚度x長度(英吋)x寬度(英吋)x3.75/2.2/1000x單價(13.0RMB/KG)例如:PV3x28x30:0.035x28x30x3.75/2.2/1000x13=0.65絨布計算公式:直徑平方x單價(13.0RMB/平方)吸塑产品的价格有种快速算价格的方法,可以提供给大家:把手头上的吸塑制品平放,量出展开尺寸,并称重量。
包装材料计算公式
PVC收缩膜:重量(kg)=厚度(mm)*宽度(直径)*2*长度(M)*密度(1.38)/1000PE袋:重量=直径*2*长度*厚度*密度(1.09)8000元/吨保力龙:长*宽*高*120(单价)/64800PET透明盒计算公式:(宽*2+高*2+1.5)*长度*厚度*1.33/1000= KG13000PVC在美国的收缩膜领域中,PVC收缩膜占据了2/3的市场份额。
PVC收缩膜的收缩率较高,在40%~60%之间,而且其成本较低,拉伸强度较好,适合做多包的组合包装。
PVC和PET材料的相对密度比较接近,在1.33左右。
PETGPETG薄膜的收缩率最高,可以达到78%。
PETG收缩膜占据的市场份额为15%~20%。
它的相对密度为1.28,但其价格较高。
OPSOPS收缩膜的环保性优良;与PETG收缩膜相比,OPS收缩膜的价格较低,更经济。
OPS收缩膜目前的市场占有率为5%,而且还保持着快速增长的发展势头。
OPS的相对密度为1.025,收缩率最高可达65%,而且,在其收缩过程中,与收缩相反的方向上基本不发生收缩。
OPPOPP薄膜的收缩率较低,但其在收缩环绕标签领域的应用不容忽视,它占据着18%~20%的市场份额。
OPP收缩膜比较适合于对收缩率要求不高的近似圆柱形的容器。
OPP的相对密度为0.90,因此能够以极具竞争力的价格提供较高的产量。
OPP收缩膜仅适用于收缩环绕标签。
PE(0.91~0.96g/cm3)纸箱价格:(长+宽+2)*(宽+高+1)*单价*2 /1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0.262*单价/1000 =KG玻璃价格:长*宽*单价/10000(正规)(长+1)*(宽+1)*单价/10000 汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3.8*厚度*每磅单价/22000纸箱材积预算:长*宽*高/1728(英寸)长*宽*高/35.31(立方米)天地盖计算公式:(高*2+长+1)*(高*2+宽+1)*单价/1000刀卡计算公式:长*宽*单价/1000+0.01(打刀费)平卡计算公式:长*宽*单价/1000单价为每千平方英寸材质的价格.PE袋:長(英吋)x寬(英吋)x厚(mm)x2.63x單價(3.15/磅)/1000印刷費:30cm以下10.00/千個30cm以上200cm以下15.00/千個單面汽泡袋: 長x寬x平方單價(0.48㎡)x2雙面汽泡袋: 長x寬x平方單價(0.68㎡)x2珍珠棉袋(1mm厚): 長x寬x平方單價(0.6㎡)x2珍珠棉袋(2mm厚): 長x寬x平方單價(1.2㎡)x2收縮膜: 厚0.035mmx長x寬x3.75/2.2/1000x單價(13.0㎡)包材物料計算公式:PE袋單價計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63(密度)x單價(3.15HK/磅)/1000﹢印刷費PE袋重量計算公式: 長(英吋)x寬(英吋)x厚(mm)x2.63/2.2/1000印刷費: 30cm以下10.00HK/千個30cm以上200cm以下15.00HK/千個:PE4x30x30W單價計算: 11.81x11.81x0.04x2.63x3.15/1000+0.01=0.056HK/PCS重量計算:11.81x11.81x0.04x2.63/2.2/1000=0.0066KGx3.15x2.2+0.01=0.056HK/PCS 單面汽泡袋: 長x寬x平方單價(0.48㎡)x2 例如:PB30x30: 30x30x0.48x/10000=0.086收縮膜計算公式:厚度x長度(英吋)x寬度(英吋)x3.75/2.2/1000x單價(13.0RMB/KG)例如:PV3x28x30:0.035x28x30x3.75/2.2/1000x13=0.65絨布計算公式:直徑平方x單價(13.0RMB/平方)吸塑产品的价格有种快速算价格的方法,可以提供给大家:把手头上的吸塑制品平放,量出展开尺寸,并称重量。
包材采购师必知的计算公式
包材采购师必知的计算公式包材采购师是目前国内最受关注的一个领域,在从事采购行业中,价格的计算非常重要。
常规包材计算价格纸箱价格:(长+宽+2)*(宽+高+1)*单价*2 /1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0。
262*单价/1000玻璃价格:长*宽*单价/10000(正规) (长+1)*(宽+1)*单价/10000汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3。
8*厚度*每磅单价/22000纸箱材积预算:长*宽*高/1728(英寸)长*宽*高/35。
31(立方米)天地盖计算公式:(高*2+长+1)*(高*2+宽+1)*单价/1000刀卡计算公式:长*宽*单价/1000+0.01(打刀费)平卡计算公式:长*宽*单价/1000单价为每千平方英寸材质的价格. PE袋:长(英吋)x宽(英吋)x厚(mm)x2.63x单价(3.15/磅1)/1000 印刷费:30cm以下10.00/千个30cm以上200cm以下15.00/千个单面汽泡袋: 长x宽x平方单价(0.48㎡)x2双面汽泡袋: 长x宽x平方单价(0.68㎡)x2珍珠棉袋(1mm厚): 长x宽x平方单价(0.6㎡)x2珍珠棉袋(2mm厚): 长x宽x平方单价(1.2㎡)x2收缩膜: 厚0.035mmx长x宽x3.75/2.2/1000x单价(13.0㎡)包材物料计算公式PE袋单价计算公式: 长(英吋)x宽(英吋)x厚(mm)x2.63(密度)x单价(3.15HK/磅)/1000﹢印刷费PE袋重量计算公式: 长(英吋)x宽(英吋)x厚(mm)x2.63/2.2/1000印刷费:30cm以下10.00HK/千个30cm以上200cm以下15.00HK/千个单价计算: 11.81x11.81x0.04x2.63x3.15/1000+0.01=0.056HK/PCS重量计算:11.81x11.81x0.04x2.63/2.2/1000=0.0066KGx3.15x2.2+0.01=0.056HK/PCS单面汽泡袋: 长x宽x平方单价(0.48㎡)x2例如B30x30:30x30x0.48x/10000=0.086收缩膜计算公式:厚度x长度(英吋)x宽度(英吋)x3.75/2.2/1000x单价(13.0RMB/KG),绒布计算公式:直径平方x单价(13.0RMB/平方)PCB板公式:长*宽*单价/拼板双面板(FR4,0.6-1.2MM)450/平方米四层板(FR4,0.8-1.2MM)850/平方米六层板(FR4,1.6MM)1350/平方米单面板(FR4,0.6-1.2MM)300/平方米积换算重量的公式长(MM)*宽(MM)*厚度(MM)*比重/10的6次方*1000就等于多少G了模具成本分析=材料费+弹簧费+螺丝费+边钉费+热处理费+小导柱费+大导柱费+标准件费+加工费五金摸具报价公式单冲模报价(HK)=<下模板v*7.9*price*3+线割,五金,模座> 连续模报价(HK)=<下模板v*7.9*price*4+线割,五金,模座> SUS弹片模报价=<下模板v*7.9*price*4+线割,五金,模座> 会计类销售额计算公式税额:含税额收入/(1+税率或征收率)税额计算公式:税额=含税总收入-销售额不含税单价计算公式:不含税单价=销售数/数量由川流教育整理。
包材类计算公式
11234567810.25 23456789二.吸塑報價公式如下吸塑機器底盤寬度單位為MM760 710 660 610 560 510 460 410機器底盤的長度單位為CM125112具體公式用料的寬度《CM》×用料的長度×厚度《備註在報價公式中厚度均要轉換多一位小數比如説產品的厚度是0.475 轉換后是0.0475》×比重《密度》再除以排模個數。
這樣就能算出每個產品的重量一卷材料為50KG 換爲單位G 等於50000G50000G÷每個產品的重量算出一卷材料能做出多少個產品一卷材料的成本+200RMB的加工費用÷每卷材料生產的數量×0.95 等於產品價格報價内不含有業務的2-5個點的提成。
業務另加。
其實也不用加200大洋这樣的價格剛剛好到位置一般我不加。
在吸塑產品中有些產品需要折邊的三折邊加3分錢一個產品四折邊加5分錢一個產品機構複雜工藝難度高價格往上加百分十左右例子如下產品尺寸長尾19*27CM底盤和面罩留邊0.5把留邊尺寸算到產品尺寸内即為20*28《备注产品高度高过三公分时候必须要把产品尺寸算到宽度去。
不算做出来的产品一吹就破了。
》61CM为28*2 即产品的宽度。
一般为横排模现竖着排105CM为20*5即产品的长度。
28*2等于56CM 560MM 560的底盘放不进560的材料所以要采用610的底盘20*5等于100CM 1000MM 产品排模的长度俩边需要留些空间。
所以要105CM的长度。
产品密度PVC 1.37-1.40 A-PET 1.37-1.40 PETG 1.36-1.30 PS 1.10-1.06 PP 0.96-1.0 R-PET0.37-1.40材料等级分为原新料防新料再生料通常说的A B 就是新和防新料再生料少用用再生料的产品不良率太高。
新料表面亮透明度好晶点少《晶点行话.把产品拿着在有光线的地方看。
包装材料定额计算方法
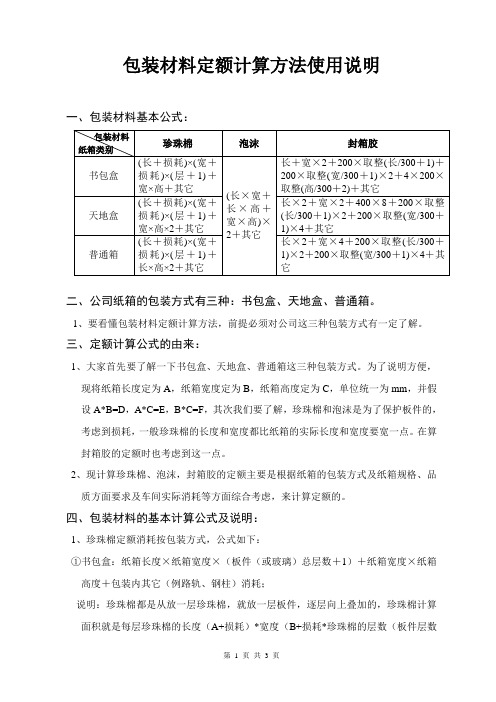
包装材料定额计算方法使用说明一、包装材料基本公式:二、公司纸箱的包装方式有三种:书包盒、天地盒、普通箱。
1、要看懂包装材料定额计算方法,前提必须对公司这三种包装方式有一定了解。
三、定额计算公式的由来:1、大家首先要了解一下书包盒、天地盒、普通箱这三种包装方式。
为了说明方便,现将纸箱长度定为A,纸箱宽度定为B,纸箱高度定为C,单位统一为mm,并假设A*B=D,A*C=E,B*C=F,其次我们要了解,珍珠棉和泡沫是为了保护板件的,考虑到损耗,一般珍珠棉的长度和宽度都比纸箱的实际长度和宽度要宽一点。
在算封箱胶的定额时也考虑到这一点。
2、现计算珍珠棉、泡沫,封箱胶的定额主要是根据纸箱的包装方式及纸箱规格、品质方面要求及车间实际消耗等方面综合考虑,来计算定额的。
四、包装材料的基本计算公式及说明:1、珍珠棉定额消耗按包装方式,公式如下:①书包盒:纸箱长度×纸箱宽度×(板件(或玻璃)总层数+1)+纸箱宽度×纸箱高度+包装内其它(例路轨、钢柱)消耗;说明:珍珠棉都是从放一层珍珠棉,就放一层板件,逐层向上叠加的,珍珠棉计算面积就是每层珍珠棉的长度(A+损耗)*宽度(B+损耗*珍珠棉的层数(板件层数+1)+一个侧面(F面)珍珠棉的面积+包装内包路轨、钢柱的珍珠棉消耗。
②天地盒:纸箱长度×纸箱宽度×(板件(或玻璃)总层数+1)+纸箱宽度×纸箱高度×2+包装内其它消耗;说明:天地盒与书包盒的不同在于侧面(F面)两面都放珍珠棉,其它同书包盒。
③普通箱:纸箱长度×纸箱宽度×(板件(或玻璃)总层数+1)+纸箱长度×纸箱高度×2+包装内其它(例路轨、钢柱)消耗。
说明:普通箱前面的公式同书包盒,不同之处在于为了保护E面(桶面),而加放珍珠棉。
另珍珠棉在车间使用因裁前不合理,存在一定的损耗,这就是珍珠棉的利用率,这需要不断地跟踪才能得出较为合理的利用率。
常用包装材料计算公式

个人收集整理-ZQ 采购必须要精通地公式纸箱价格:(长宽)*(宽高)*单价* 纸板价格:(长)* (宽)* 单价保力龙:长* 宽*高*单价胶袋价格:长*宽*厚度*.* 单价玻璃价格:长*宽*单价(正规)(长)*(宽)*单价汽泡袋价格:长* 宽** 单价收缩袋价格:长*宽*.* 厚度*每磅单价纸箱材积预算:长*宽*高(英寸)长*宽*高. (立方米)天地盖计算公式:(高*长)*(高*宽)*单价刀卡计算公式:长*宽*单价(打刀费)平卡计算公式:长*宽*单价单价为每千平方英寸材质地价格. 袋:長(英吋)寬(英吋)厚()單價(磅)印刷費以下千個以上以下千個單面汽泡袋:長寬平方單價(m2)雙面汽泡袋:長寬平方單價(m)珍珠棉袋(厚):長寬平方單價(m )珍珠棉袋(厚):長寬平方單價(m )收縮膜:厚長寬單價(m )包材物料計算公式:袋單價計算公式:長(英吋)寬(英吋)厚()(密度)單價(磅)+印刷費袋重量計算公式:長(英吋)寬(英吋)厚()印刷費:以下千個以上以下千個例如單價計算:重量計算單面汽泡袋:長寬平方單價(m )例如:收縮膜計算公式:厚度長度(英吋)寬度(英吋)單價()例如絨布計算公式:直徑平方單價(平方)个人收集整理-ZQ 板公式:长*宽*单价拼板双面板( ) 平方米四层板( ) 平方米六层板( ) 平方米单面板( ) 平方米积换算重量地公式长(MM)*宽(MM)*厚度(MM)*比重/IO地6次方* 1 0 0 0就等于多少G了模具成本分析材料費彈簧費螺絲費邊釘費熱處理費小導柱費大導柱費標準件費加工費五金摸具报价公式:单冲模报价()< 下模板*** 线割,五金,模座>连续模报价()< 下模板*** 线割,五金, 模座>弹片模报价<下模板*** 线割,五金,模座>一,常用包装材料.白纸类普通白纸,拷贝纸,皱纹纸等.气泡纸保利绒海绵珍珠棉.纸盒类白盒,棕色盒,彩盒等.塑料袋,收缩膜( )等.其它类包装产品地包装是产品地重要组成部分,它不仅在运输过程中起保护地作用,而且直接关系到产品地综合品质以下为我们常用地包装材料及包装:b5E2R。
常用包装材料计算公式
常用包装材料计算公式 Revised by Petrel at 2021采购必须要精通的公式纸箱价格:(长+宽+2)*(宽+高+1)*单价*2/1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0。
262*单价/1000玻璃价格:长*宽*单价/10000(正规)(长+1)*(宽+1)*单价/10000汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3。
8*厚度*每磅单价/22000纸箱材积预算:长*宽*高/1728(英寸)长*宽*高/35。
31(立方米)天地盖计算公式:(高*2+长+1)*(高*2+宽+1)*单价/1000刀卡计算公式:长*宽*单价/1000+0.01(打刀费)平卡计算公式:长*宽*单价/1000单价为每千平方英寸材质的价格.PE袋:长(英寸)x宽(英寸)x厚(mm)x2.63x单价(3.15/磅)/1000印刷费:30cm以下10.00/千个30cm以上200cm以下15.00/千个单面汽泡袋:长x宽x平方单价(0.48㎡)x2双面汽泡袋:长x宽x平方单价(0.68㎡)x2珍珠棉袋(1mm厚):长x宽x平方单价(0.6㎡)x2珍珠棉袋(2mm厚):长x宽x平方单价(1.2㎡)x2收缩膜:厚0.035mmx长x宽x3.75/2.2/1000x单价(13.0㎡)包材物料计算公式:PE袋单价计算公式:长(英寸)x宽(英寸)x厚(mm)x2.63(密度)x单价(3.15HK/磅)/1000﹢印刷费PE袋重量计算公式:长(英寸)x宽(英寸)x厚(mm)x2.63/2.2/1000印刷费:30cm以下10.00HK/千个30cm以上200cm以下15.00HK/千个例如:PE4x30x30W单价计算:单面汽泡袋:长x宽x平方单价(0.48㎡)x2例如:PB30x30:30x30x0.48x/10000=0.086收缩膜计算公式:厚度x长度(英寸)x宽度(英寸)x3.75/2.2/1000x单价(13.0RMB/KG)绒布计算公式:直径平方x 单价(13.0RMB/平方)PCB板公式:长*宽*单价/拼板双面板(FR40.6-1.2MM)450/平方米四层板(FR40.8-1.2MM)850/平方米六层板(FR41.6MM)1350/平方米单面板(FR40.6-1.2MM)300/平方米积换算重量的公式长(MM)*宽(MM)*厚度(MM)*比重/10的6次方*1000就等于多少G了模具成本分析=材料费+弹簧费+螺丝费+边钉费+热处理费+小导柱费+大导柱费+标准件费+加工费五金摸具报价公式:单冲模报价(HK)=<下模板V*7.9*Price*3+线割,五金,模座>连续模报价(HK)=<下模板V*7.9*Price*4+线割,五金,模座>SUS弹片模报价=<下模板V*7.9*Price*4+线割,五金,模座>一,常用包装材料A.白纸类---普通白纸,拷贝纸,皱纹纸等B.气泡纸/保利绒/海绵/珍珠棉C.纸盒类---白盒,棕色盒,彩盒等D.塑料袋---PP,PE,OPP,PVC,PVA,收缩膜(PE,PP)等E.其它类包装产品的包装是产品的重要组成部分,它不仅在运输过程中起保护的作用,而且直接关系到产品的综合品质。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11234567810.25 23456789二.吸塑報價公式如下吸塑機器底盤寬度單位為MM760 710 660 610 560 510 460 410機器底盤的長度單位為CM125112具體公式用料的寬度《CM》×用料的長度×厚度《備註在報價公式中厚度均要轉換多一位小數比如説產品的厚度是0.475 轉換后是0.0475》×比重《密度》再除以排模個數。
這樣就能算出每個產品的重量一卷材料為50KG 換爲單位G 等於50000G50000G÷每個產品的重量算出一卷材料能做出多少個產品一卷材料的成本+200RMB的加工費用÷每卷材料生產的數量×0.95 等於產品價格報價内不含有業務的2-5個點的提成。
業務另加。
其實也不用加200大洋这樣的價格剛剛好到位置一般我不加。
在吸塑產品中有些產品需要折邊的三折邊加3分錢一個產品四折邊加5分錢一個產品機構複雜工藝難度高價格往上加百分十左右例子如下產品尺寸長尾19*27CM底盤和面罩留邊0.5把留邊尺寸算到產品尺寸内即為20*28《备注产品高度高过三公分时候必须要把产品尺寸算到宽度去。
不算做出来的产品一吹就破了。
》61CM为28*2 即产品的宽度。
一般为横排模现竖着排105CM为20*5即产品的长度。
28*2等于56CM 560MM 560的底盘放不进560的材料所以要采用610的底盘20*5等于100CM 1000MM 产品排模的长度俩边需要留些空间。
所以要105CM的长度。
产品密度PVC 1.37-1.40 A-PET 1.37-1.40 PETG 1.36-1.30 PS 1.10-1.06 PP 0.96-1.0 R-PET0.37-1.40材料等级分为原新料防新料再生料通常说的A B 就是新和防新料再生料少用用再生料的产品不良率太高。
新料表面亮透明度好晶点少《晶点行话.把产品拿着在有光线的地方看。
45C角度看到产品内的一些点熟语说晶点。
晶点越少材料越好。
材料判断PVC 把产品折起来发现有白痕 A—PET 弹动下片才和PVC 声音不一样。
A-PET 材料比较硬韧PVC柔软无力PETG 折动不会有痕迹本世纪最简单的判断方法PVC 点火后有味道臭烟大。
最新材料价格PVC 新料11000一T 防新料10500A-PET新料 13000 防新料11500R-PET新料 14500 防新料 12500PETGB级料.20000PS黑色新料13500 防新料10800PS 白色新料14500 防新料11800植绒片才目前没有准的价格需要咨询供应商价格是按照每米来算的。
所以遇到植绒吸塑的时候一定要注意排模不要浪费材料。
那都是钱来的。
吸塑制作工藝吸塑制作工藝技術是應用空氣壓力原理,利用吸塑機設備進行生產各種產品包裝,地板磚模具和工藝模具的實用型生產技術,該技術用途吸塑制作工藝技術是應用空氣壓力原理,利用機設備進行生產各種產品包裝,地板磚模具和工藝模具的實用型生產技術,該技術用途十分廣泛,生產快捷,投資小,見效快,效益高。
1、設備與工具真空機一臺套,模具,聚氯乙烯或聚乙烯塑料片卷材(規格根據生產品種選擇不同厚度片材)。
2、生產工藝(1)模具制作及加工:根據用戶要求或樣品規格,首先制作好模具,一般條件下,都是利用石膏制作模具,但也有用木雕及金屬雕刻的產品作模具,石膏模具制作好後,先讓其自然幹燥完全或是烘幹,然後根據產品表面凸凹具體情況,用1-2毫米鉆花在不影響產品包裝模樣的低凹處鉆許多小孔,如果是包裝盒之類產品,還得在四周邊上鉆一些小孔,以便生產時,能將空氣抽出,模具鉆好孔後,還得將石膏模具進行加硬處理,加硬處理方法是用濃明礬飽和液浸泡後晾幹。
(2)模具處理幹燥完全後,將模具裝入真空室上層鐵板上,然後根據模具大小,將塑料片載成適用規格尺寸,然後將此片材放入加熱木櫃內,使其完全固定好,再將木櫃連同塑料片材置恒溫爐上進行軟化處理。
(3)將軟化處理好的塑料片連同木櫃,置於真空室中,開動吸氣開關,將真空室內空氣吸抽幹凈,待塑料片冷卻後,即得到與模具相同的凹型包裝或工藝模具。
(4)整理;將生產出來的產品進行修邊整理即為成品產品,再經包裝後即可出售若按照材料的厚度來分類,則可以分為:A、普通薄吸塑厚度為0.14~5.0mm―――主要是采用PVC、PP、PS(HIPS)、PET(包括APET和吸塑常见问题及解决办法—效果不佳原因分析印刷在白板纸或白卡纸上的油,经加热到熔融温度,就可将塑料膜泡罩)与涂层。
纸层粘合。
图1是一个包装结构的放大示意图;在撕开包装物时,破坏界面应在纸层5的内部,只有塑料膜将纸层粘起,包装才算成功,因此涂布白板(卡)纸的涂层强度一定要比纸层强度高才能满足包装的性能要求。
造成效果不佳的原因往往是由于破坏界面不是发生在白板(卡)纸层内部。
具体情况需具体分析。
(1)—当撕开包装物时,破坏界面发生在油层(表现为剥离的塑料膜不带墨),说明纸张表面涂层封闭紧密,油难以渗透到纸层内。
(2)当撕开包装物时,破坏界面发生在油墨层(表现为剥离的塑料膜带墨,但剥离的纸毛少),说明纸张涂层强度比纸层强度低,可能是涂料胶乳用量不够,底涂与面涂结合不好,胶黏剂迁移引起涂层强度不均匀。
(3)当撕开包装物时,破坏界面发生在白板(卡)纸涂层表面(图1中的4和5之间),说明纸张表面涂层强度低且涂层封闭紧密,油难于渗透到纸层内。
(4)当撕开包装物时,破坏界面发生在白板(卡)纸张厚度的1/2,1/3处,说明效果良好。
根据上述分析,影响水性油效果的因素概括起来主要有以下几个方面:纸张、水性油,印刷工艺、工艺等。
图表1若按照材料的厚度來分類,則可以分為:A、普通薄吸塑厚度為0.14~5.0mm―――主要是采用PVC、PP、PS(HIPS)、PET(包括APET和PETG)、PE、BOPS和可回收紙托等各種材質與效果的折邊、對折、三折、圓筒、折盒、天地盒、高周波等非熱成型吸塑制品,廣泛應用於食品、醫藥、電子、玩具、電腦、日用品、化妝品和機械五金等行業。
B、特殊厚吸塑厚度為0.14~8.0mm―――主要是采用PVC、PP、PS(HIPS)、PET(包括APET和PETG)、ABS、PC、PE和PMMA等各種材質與效果的註塑類型吸塑制品,主要產品有冰箱內膽、廣告燈箱、商品展示架、寵物籠底盤、背投電視後殼和各種機械面板等,可以替代註塑產品,具有模具費用低(只有註塑模具的1/20),生產周期短,模具開發時間短(一般只要3~5天)等特點。
之所以不就材料的種類來進行分類,主要是考慮到普通薄吸塑與特種厚吸塑所采用的材料有一些區別,但是PVC、PP、PS和PET卻在這兩類吸塑制品中都占有一席之地,堪稱吸塑制品用材家族的“四大天王”!PVC硬片韌性適中,不易燃燒,燃燒時會產生氯氣,對環境造成一定影響,PVC易熱合,可采用封口機和高頻機封邊,是生產透明吸塑制品的主要原料。
PS硬片密度低,韌性差,易燃燒,燃燒時會產生苯乙烯氣體(屬有害氣體),所以一般用來生產各種工業用的吸塑托盤。
PET硬片韌性好,透明度高,易燃燒,燃燒時不產生有害氣體,屬於環保材料,但價格高,適宜做高檔的吸塑制品,歐美國家的吸塑泡殼一般要求采用PET硬片,但其不易熱合,給封裝帶來很大困難,為了解決這一問題,人們在PET表面復合上一層PVC膜,取名為PETG 硬片,但價格更高一些。
片材厚度标准片号表2、采用电镀铜模,其工艺是将打好样的泡壳表面喷上一层导电剂,再放入电解槽内镀上厚厚的铜层,电镀过程需要72小时,接着要对铜模进行灌石膏(增加硬度)、抛光、打气眼处理,采用电镀铜模生产的优点是制品表面光滑,成本适中,耐用性强,缺点是模具制作周期长,无法完成精密制品的生产。
3、采用吸塑铝模生产,模具制作需要先采用电脑设计图纸,再采用CNC数控铣床加工,优点是制作周期适中,后期模具处理时间短(钻气眼工作在CNC加工时完成),吸塑产品尺寸精度高,模具耐用性强,缺点是成本高。
由于全自动高速吸塑成型机的成型范围是66X110cm左右,所以不管是石膏模、铜模还是铝模,都需要将单个的模具拼在一起,达到成型尺寸,我们都称这个过程为拼版,需要拼在打好气孔的铝板或木板上,拼好后的整版模具我们称之为底模。
4、对于吸塑成型深度大的产品,还需要制作上模,在底模将片材真空吸成型的同时,从片材上方施加压力,将片材均匀地拉伸到每一个部位,否则会引起局部厚度过薄。
生产模具的整个制作周期应为5至7天。
吸塑成型生产:采用全自动高速吸塑成型机生产,其基本原理是:将成卷的片材拉进电炉烘箱内加热至软化状态,乘热再拉到吸塑模具上方,模具上移并抽真空,将软化的片材吸附到模具表面,同时将冷却水以雾状喷于成型片材表面,使其硬化,成型的片材再自动被拉至贮料箱,气动裁刀将成型与未成型片材分离,从而完成全部过程。
吸塑产品出现的主要质量问题大多在此过程发生:1.吸塑不到位,是指形状变形,没有吸塑成与模具相同形状的产品;2.吸塑过度,是指产品过薄;3.拉线,是指成型产品上出现不应有的线痕;4.厚薄不均。
这些问题都需要在上好模具后,调试到位,包括:片材前进的时间、加热的温度和时间、抽真空的强度和时间、上模下落的位置、时间和深度、拼版中模具的摆放位置、模具间是否加附件等等。
吸塑产品冲床加工:吸塑成型的大版面产品必须经过冲床,用一块刀版分割成为单一的产品。
其原理是在冲床的底台上有一大张塑料砧板,将大版面成型产品放在砧板上,并把事先做好的刀模卡在单一产品上,通过冲床的上下运动,裁断出单一的成品。
包装冲床冲裁出的产品,经过质检员检验合格后按一定的数量装箱发货给客户。
吸塑英汉对照表泡壳:blisters插卡泡壳(折边泡壳): Slide blisters, flange folded blisters吸卡泡壳: carded blisters吸塑:vacuum-Thermoform吸塑包装:Vacuum Thermoform packing双泡壳:double blisters对折泡壳:clamshells吸塑托盘:trays吸塑盒:plastic containers热封的: heat sealed对折的:hinged透明折盒: Clear Folding Cartons模具: dies, model ,mold石膏模: gesso model铜模: electro copper model铝模: aluminium model刀模: die cutter高频机: blisters heatronic Sealers全自动高速吸塑成型机: Automatic high-speed vacuum-Thermoform Packing Machine1.吸塑包装常用的塑料片材有哪些?各有什么特点?答:吸塑包装用的片材叫硬片或胶片,常用的有:PET(聚对苯二甲酸乙二酯)硬片、PVC (聚氯乙烯)硬片、PS(聚苯乙烯)硬片。