预应力砼用钢绞线
预应力钢绞线要求规范

预应力钢绞线规预应力钢绞线规预应力砼连续梁结构整体性好、大跨度,减少桥面伸缩缝个数,在高速公路和城市快速路工程中得到广泛应用。
本文就几座预应力砼连续梁桥谈一下长束预应力质量控制的几个关键因素。
一、预应力钢绞线安装预应力钢束的孔道位置、钢绞线是否发生缠绞现象是质量控制的关键。
孔道位置不准确,改变了结构受力状态,如果曲线孔道标高变化段不圆顺还会增大预应力孔道摩阻损失,因此孔道位置准确与否直接关系到施工的预应力度能否与设计的预应力度相吻合,对结构安全和工程使用阶段是否会产生裂缝都有很深的影响。
多根钢绞线如果缠绞在一起,拉时各根钢绞线受力不均匀,增大了钢绞线之间的摩阻,造成预应力损失加大。
实际施工中很多施工单位并不重视这些细部工作,固定钢束的井字架位置不准确或不按照规和设计规定的间距布设,必然造成钢束位置与设计不符、有的还会在曲线变化段产生急弯(半径太小)或孔道局部偏差过大。
目前仍有小部分队伍使用人工进行穿束,尤其对多根钢绞线的长束重量很大,人工穿束费时费力,容易造成工人转动钢束穿进,使钢绞线互相缠绞在一起。
市某快速干道(高架桥)工程四标段共有九联连续梁,施工时固定钢束用的井字架间距为1米,梁高1.6米,因此竖弯变化量不大,间距满足要求,但是施工时由于工人工作不认真使井子架坐标不准确,并且采用人工穿束,束长在100米到120米不等。
拉时发现大部分钢束的伸长值与理论伸长值不符(有的比理论值少11%),拉过程中经常听到部钢束缠绞在一起后被拉开的声音,当时立即对设备进行检定,在设备没有问题的情况下设计单位、监理单位和施工单位开始对问题进行分析,其中钢绞线计算伸长值时采用实测弹性模量,μ、κ取值按规推荐值。
设计单位对结构进行重新验算,最后确定在保证拉力的情况下,伸长值误差保证在12%以,无疑降低了结构安全系数。
二、预应力钢绞线拉1、拉控制应力与伸长值拉控制应力能否达到设计规定值直接影响预应力效果,因此拉控制应力是拉中质量控制的重点,拉控制应力必须达到设计规定值,但是不能超过设计规定的最大拉控制应力。
13、16m预应力砼空心板梁先张法钢绞线伸长量计算讲解

预应力砼空心板梁先张法钢绞线张拉力、伸长量(16m、13m)计算书中北交通建设集团有限公司国道108勉县段一级公路改扩建工程SG-3标项目部二○一六年七月十二日国道108勉县段一级公路改扩建工程SG-3标段16m、13m预应力砼空心板梁先张法钢绞线张拉力、伸长量计算书一、计算依据计算依据《公路桥涵施工技术规范》JTJ041-2000及《国道108勉县段一级公路改扩建工程施工图设计》,钢绞线采用宁夏新日恒力s l5.2钢绞标准的φ钢丝绳股份有限公司生产的符合GB/T5224-2014b s l5.2φ钢绞线弹性模量y=1860Mpa,伸长率>3.5%。
经试验:线,R及截面积:Ep=(191.751+190.001+198.713+195.214+197.739+198.6+196.616)2Ap=140mm/7=195.519Gpa,二、张拉程序张拉采用具有自锚性能的夹片式锚具,张拉程序为:0→10%δcon→50%δcon→ 100%δcon三、张拉应力控制预应力钢绞线采用张拉力和伸长值双控张拉施工,张拉控制应力b y=1395 Mpa,张拉采用单根张拉,先调整全部单根=0.75δKR采用初应力(取10%δK),调整顺序为先里后外,对称调整。
初应力全部调整后,即可单根张拉至100%δK,张拉顺序同调整初应力顺序,先里后外。
s5.24钢绞线单根张拉控制力为:φb2RAp=140mmy=0.75*1860 Mpa=1395 Mpa, δK=0.752=195.3KN Ap=1395 Mpa*140mmδK*δcon=10%δcon=19.53 KN50%δcon=97.65 KN100%δcon=195.3 KN四、伸长量计算(一)16m空心板梁1、依据台座形式及钢绞线锚固形式,钢绞线计算长度为:计算长度L:=张拉台长+钢横梁宽(两端)+夹片锚具长A、中梁L=36.6+0.5*2+0.05=37.65mB、边梁L=36.6+0.5*2+0.05=37.65m2、根据钢绞线理论伸长值计算公式2,Ep=195519N/mm) L=PpL/(ApEp)(式中Ap=140mmΔ计算各阶段张拉中钢绞线的伸长值:A、中梁:0.1δcon时:ΔL1=19530*37650/(195519*140)=27mm0.5δcon时:ΔL2=19530*5*37650/(195519*140)=135mmδcon时:ΔL3=19530*10*37650/(195519*140)=269mm则钢绞线在控制应力时的量测伸长值:L1=269-27=242mmΔL3-ΔL=Δ.B、边梁:0.1δcon时:ΔL1=19530*37650/(195519*140)=27mm0.5δcon时:ΔL2=19530*5*37650/(195519*140)=135mmδcon时:ΔL3=19530*10*37650/(195519*140)=269mm则钢绞线在控制应力时的量测伸长值:ΔL=ΔL3-ΔL1=269-27=242mm(二)13m空心板梁1、依据台座形式及钢绞线锚固形式,钢绞线计算长度为:计算长度L:=张拉台长+钢横梁宽(两端)+夹片锚具长A、中梁L=45.5+0.5*2+0.05=46.55mB、边梁L=45.5+0.5*2+0.05=46.55m2、根据钢绞线理论伸长值计算公式2,Ep=195519N/mm) 式中Ap=140mmΔL=PpL/(ApEp)(计算各阶段张拉中钢绞线的伸长值:A、中梁:0.1δcon时:ΔL1=19530*46550/(195519*140)=33mm0.5δcon时:ΔL2=19530*5*46550/(195519*140)=165mmδcon时:ΔL3=19530*10*46550/(195519*140)=332mm则钢绞线在控制应力时的量测伸长值:ΔL=ΔL3-ΔL1=332-33=299mmB、边梁:0.1δcon时:ΔL1=19530*46550/(195519*140)=33mm0.5δcon时:ΔL2=19530*5*46550/(195519*140)=165mmL3=19530*10*46550/(195519*140)=332mmΔ时:conδ则钢绞线在控制应力时的量测伸长值:ΔL=ΔL3-ΔL1=332-33=299mm五、张拉力与油表读数对应关系预应力张拉采用开封市红利预应力有限公司生产的QYC270油压千顶,张拉油泵采用ZB2*2/50高压力油泵,均经调试并测试能达到正常使用(详见检定证书LYL2016F0147),张拉力与油表读数对应关系见表:张拉力与油表读数对应关系表达式控制张拉力与油表读数对应关系10%δ100%δ千斤顶型钢绞线油表编号油泵编号con时conδcon时号及编号型号张拉力=δK油表读* Ap(KN)油表读数数QYC270Y-150s l5.2φ195.3*2/50 ZB2 0183012660615185注:一元一次线性回归方程为Y=0.925+0.195X,相关系数R=0.9999,平均相对误差V=1.21%。
预应力钢绞线工程专项施工方案

目录一、编制依据. (1)二、工程概况. (1)(一)工程概述 (1)(二)技术标准 (2)(三)主要工程数量表 (2)三、劳动力安排 (2)四、施工机械设备 (3)五、预应力施工方案 (4)(一)预应力构件安装 (4)(二)预应力张拉 (6)(三)管道压浆. (12)六、施工注意事项 (13)(一)材料设备注意事项 (13)(二)张拉注意事项 (14)(三)压浆注意事项 (15)(四)安全注意事项 (16)七、附录. (16)一、编制依据1、《走马二次垃圾转运站对外交通施工设计图》2、《公路钢筋混凝土及预应力混凝土桥涵设计规范》(JTG D62~2004)3、《公路桥涵施工技术规范》(JTG/T F50-2011 )4、《预应力混凝土用钢绞线》(GB/T 5224~2014)5、《预应力筋用锚具、夹具和连接器》(GB/T14370-2014);6、《市政桥梁工程质量检验评定标准》(CJJ2-90);7、《OVM预应力锚具体系设计施工手册》(2014 版)。
8、《公路桥梁预应力钢绞线用锚具、连接器试验方法及检验规则》(JT329.2 ~97)9、《预应力混凝土桥梁用塑料波纹管》(JT/T 529 ~2004)二、工程概况(一)工程概述重庆走马垃圾二次转运站位于九龙坡区走马镇,本项目主要由成渝高速公路主线(变速车道)、新建A匝道、新建B 匝道、改建C匝道、改建D 匝道、改建F 匝道、新建进场道路、还建道路构成,工作内容有:道路、桥梁、岩土、交通安全、照明、收费场站、排水等。
A匝道桥上部结构采用2x(28+29+28)+(29+2x30)+(3x30)=349 米预应力混凝土连续箱梁,桥梁单幅设置;B 匝道桥上部结构采用3x(3X30)+(27+29+27.5)+(50+55+33)=491.5 米,其中3x(3X30)+(27+29+27.5)为预应力混凝土连续箱梁,(50+55+33)为等截面钢箱梁,桥梁单幅设置;D匝道桥上部结构采用2x20=60米普通钢筋混凝土连续箱梁,桥梁单幅设置;还建一采用5x26m现浇预应力混凝土连续箱梁,桥梁整幅设置。
预应力钢绞线施工时,采用张拉应力和伸长值双控

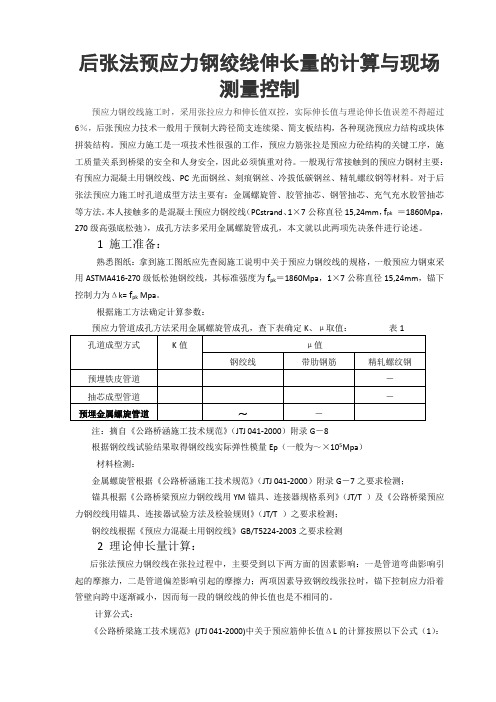
后张法预应力钢绞线伸长量的计算与现场测量控制预应力钢绞线施工时,采用张拉应力和伸长值双控,实际伸长值与理论伸长值误差不得超过6%,后张预应力技术一般用于预制大跨径简支连续梁、简支板结构,各种现浇预应力结构或块体拼装结构。
预应力施工是一项技术性很强的工作,预应力筋张拉是预应力砼结构的关键工序,施工质量关系到桥梁的安全和人身安全,因此必须慎重对待。
一般现行常接触到的预应力钢材主要:有预应力混凝土用钢绞线、PC光面钢丝、刻痕钢丝、冷拔低碳钢丝、精轧螺纹钢等材料。
对于后张法预应力施工时孔道成型方法主要有:金属螺旋管、胶管抽芯、钢管抽芯、充气充水胶管抽芯等方法。
本人接触多的是混凝土预应力钢绞线(PCstrand、1×7公称直径15,24mm,f pk=1860Mpa,270级高强底松弛),成孔方法多采用金属螺旋管成孔,本文就以此两项先决条件进行论述。
1 施工准备:1.1 熟悉图纸:拿到施工图纸应先查阅施工说明中关于预应力钢绞线的规格,一般预应力钢束采用ASTMA416-270级低松弛钢绞线,其标准强度为f pk=1860Mpa,1×7公称直径15,24mm,锚下控制力为Δk=0.75 f pk Mpa。
1.2 根据施工方法确定计算参数:注:摘自《公路桥涵施工技术规范》(JTJ 041-2000)附录G-8根据钢绞线试验结果取得钢绞线实际弹性模量Ep(一般为1.9~2.04×105Mpa)1.3 材料检测:金属螺旋管根据《公路桥涵施工技术规范》(JTJ 041-2000)附录G-7之要求检测;锚具根据《公路桥梁预应力钢绞线用YM锚具、连接器规格系列》(JT/T 329.1-1997)及《公路桥梁预应力钢绞线用锚具、连接器试验方法及检验规则》(JT/T 329.2-1997)之要求检测;钢绞线根据《预应力混凝土用钢绞线》GB/T5224-2003之要求检测2 理论伸长量计算:后张法预应力钢绞线在张拉过程中,主要受到以下两方面的因素影响:一是管道弯曲影响引起的摩擦力,二是管道偏差影响引起的摩擦力;两项因素导致钢绞线张拉时,锚下控制应力沿着管壁向跨中逐渐减小,因而每一段的钢绞线的伸长值也是不相同的。
钢绞线

钢绞线全称低松弛预应力混凝土用钢绞线Specification of low looseness type,主要用于隧道,楼房,高速公路,斜拉桥和立交桥等建筑中,产规格主要有:1×7φ9.53mm、1×7φ11.11mm、1×7φ12.7mm、1×7φ15.24mm、1×7φ17.8mm、1×7φ20mm、1×7φ22mm,其中1×7φ20mm、1×7φ22mm.钢绞线标准:美标采用ASTM416M 预应力钢绞线:国标采用GB/T5224-2003 预应力钢丝:国标采用GB/T5223-2002标准:美标采用ASTM416M国标采用GB/T5224-2003国标采用JG3006-93国标采用JG161-2004钢绞线目录[隐藏]【特征】【分类】【制造方法】【性能特点】【应用】预应力钢绞线钢绞线Strand[编辑本段]【特征】钢绞线是由多根钢丝绞合构成的钢铁制品,碳钢表面可以根据需要增加镀锌层、锌铝合金层、包铝层(aluminum clad)、镀铜层、涂环氧树脂(epoxy coated)等。
[编辑本段]【分类】最常用的钢绞线为镀锌钢绞线和预应力钢绞线,常用预应力钢绞线直径在9.53mm-17.8mm范围,有少量更粗直径的钢绞线。
每根预应力钢绞线中的钢丝一般为7根,也有2根、3根及19根,钢丝上可以有金属或非金属的防腐层。
涂防腐油脂或石蜡后包HDPE的称为无粘结预应力钢绞线(unbond ed steel strand)。
[编辑本段]【制造方法】制造过程分为单丝制造和绞线制造,制作单丝时采用(冷)拉丝技术,根据产品的不同材料可以是高碳钢盘条、不锈钢盘条或中低碳钢盘条,如果需要镀锌,应在单丝上进行电镀或热镀处理。
绞线制造过程中采用绞线机将多根钢丝绞合成产品,预应力钢绞线还需要在成形后连续进行稳定化处理,最终产品一般收在工字轮(reel)上或按无轴卷(reel-less)完工。
预应力钢绞线规格特点,预应力钢绞线详细安装过程?

预应力钢绞线规格特点,预应力钢绞线详细安装过程?佰材网桥梁工程材料电商交易平台分享:什么是预应力钢绞线及其常用规格特点,以及预应力钢绞线详细安装过程?各位网友看官,一起来学习了解下吧!什么是预应力钢绞线预应力钢绞线通常是由倆根、三根、七根或者十几根刚强度钢丝组成拧合在一起的一种钢缆,并且经过厂家进行消除应力处理,适合预应力混泥土工程运用的一种钢缆。
预应力钢绞线规格的特点:预应力钢绞线具备强度高和松弛性能好2大优势特点。
预应力钢绞线批发市场常见的抗拉强度规格分别是:1860MPa、1720MPa、1960MPa、2000MPa、2100MPa 等强度等级。
预应力钢绞线安装过程预应力钢绞线的安装运用工程中需要与波纹管、锚垫板、连接器等各类桥梁工程材料配套使用,钢绞线安装步骤流程如下:<1>钢绞线安装下料钢绞线下料的时候需要注意工作场地的平坦性、没有水及其他杂物的情况下下料,且钢绞线下料长度需要经过专业人员精心计算确定长度值。
计算的时候应当把孔道曲线长度、夹具长度、千斤顶长度和预应力钢绞线外裸露长度这些因素都需要考虑进去。
值得注意的是预应力切割建议采用砂轮锯切割,下料过程中钢绞线切口处需要先用铁丝捆绑紧固,然后再采用砂轮切割机进行切割。
<2>钢绞线编束施工钢绞线编束的时候得要在钢绞线之间相互平行的状态下进行,不能出现交叉情况。
依次从中间往俩边间隔约1米的距离依次用铁丝捆绑扎紧固。
与此同时还需给预应力钢绞线束做标记编号。
编束完成以后,需要同一编号码、进行挂提示牌、分类摆放整齐,便于工程应用。
<3>预应力钢绞线穿束施工a、钢绞线进行穿束时候,应当提前排查管道是否有堵塞,一旦发现马上采取疏通措施。
b、穿束钢绞线前得要把钢绞线头部做成锥状并且把它给裹藏起来,然后可通过人工或者卷扬机在浇砼之前做牵引。
(温馨提示:如果是需要横跨大堤悬浇箱梁,则是在浇筑后进行穿束)c、钢绞线进行穿束的时候需要在管道里面提前穿入一根引索,借用引索钢丝扯出来,再将钢丝另外一端和钢束的进行拖拉的一头衔接在一起,最后用卷扬机把钢束拖扯出来。
钢绞线送检规范
钢绞线送检规范篇一:钢绞线取样检测预应力钢绞线见证取样预应力钢绞线是由2、3、7或19根高强度钢丝构成的绞合钢缆,并经消除应力处理(稳定化处理),适合预应力混凝土或类似用途。
一、依据标准1.《预应力混凝土用钢绞线》GB/T5224-20032.《预应力混凝土用钢绞线》GB/T5224-2004/XG1-20083.《钢及钢产品交货一般技术要求》GB/T17505-19984.《混凝土结构工程施工质量验收规范》GB50204-2002(2011版)5.《金属应力松弛试验方法》GB/T10120-19966.《金属材料拉伸试验》GB/T228.1-2010二、检验项目1.拉伸试验:检测整根钢绞线的最大力、规定非比例延伸力、最大力总伸长率等;2.应力松弛性能试验,允许用至少100h的测试数据推算1000h的松弛率值;3.钢绞线疲劳性能试验和偏斜拉试验(依供货合同要求)。
4.说明:应力松弛性能试验、疲劳性能试验和偏斜拉试验只进行型式检验。
三、取样方法和要求1.钢绞线应成批验收,每批钢绞线由同一牌号、同一规格、同一生产工艺捻制的钢绞线组成。
每批质量不大于60t。
(1)松弛在每(任)盘卷中任意端截取。
每根试样长度应保证试验夹持间距不小于500mm。
(2)应力松弛性能试验试样每合同批取样1根。
四、技术要求检验项目有一项不合格时,须从同一批钢绞线盘卷中双倍取样,进行不合格项复验。
篇二:送检规范送检取样一、水泥试验1. 取样频率:同一水泥厂、同期出厂、同一出厂编号及同强度水泥(散装≤500吨/批、袋装≤200吨/批)。
2. 取样方法:随机在不同部位至少20袋水泥中均匀抽样经搅拌均匀后,取10㎏试样。
二、钢筋试验1. 取样频率:同一生产厂家、同一炉批号、同一规格、级别、同一交货状态及同一进场时间≤60吨/批。
2. 取样方法:每批任意选取两钢筋切取两根用于拉伸试验,两根用于冷弯试验为一组,长度按不同试验室的检测仪器定。
后张法预应力钢绞线伸长量计算示例
后张法预应力钢绞线伸长量的计算与现场测量控制预应力钢绞线施工时,采用张拉应力和伸长值双控,实际伸长值与理论伸长值误差不得超过6%,后张预应力技术一般用于预制大跨径简支连续梁、简支板结构,各种现浇预应力结构或块体拼装结构。
预应力施工是一项技术性很强的工作,预应力筋张拉是预应力砼结构的关键工序,施工质量关系到桥梁的安全和人身安全,因此必须慎重对待。
一般现行常接触到的预应力钢材主要:有预应力混凝土用钢绞线、PC光面钢丝、刻痕钢丝、冷拔低碳钢丝、精轧螺纹钢等材料。
对于后张法预应力施工时孔道成型方法主要有:金属螺旋管、胶管抽芯、钢管抽芯、充气充水胶管抽芯等方法。
本人接触多的是混凝土预应力钢绞线(PCstrand、1×7公称直径15,24mm,f pk=1860Mpa,270级高强底松弛),成孔方法多采用金属螺旋管成孔,本文就以此两项先决条件进行论述。
1 施工准备:熟悉图纸:拿到施工图纸应先查阅施工说明中关于预应力钢绞线的规格,一般预应力钢束采用ASTMA416-270级低松弛钢绞线,其标准强度为f pk=1860Mpa,1×7公称直径15,24mm,锚下控制力为Δk= f pk Mpa。
根据施工方法确定计算参数:注:摘自《公路桥涵施工技术规范》(JTJ 041-2000)附录G-8根据钢绞线试验结果取得钢绞线实际弹性模量Ep(一般为~×105Mpa)材料检测:金属螺旋管根据《公路桥涵施工技术规范》(JTJ 041-2000)附录G-7之要求检测;锚具根据《公路桥梁预应力钢绞线用YM锚具、连接器规格系列》(JT/T )及《公路桥梁预应力钢绞线用锚具、连接器试验方法及检验规则》(JT/T )之要求检测;钢绞线根据《预应力混凝土用钢绞线》GB/T5224-2003之要求检测2 理论伸长量计算:后张法预应力钢绞线在张拉过程中,主要受到以下两方面的因素影响:一是管道弯曲影响引起的摩擦力,二是管道偏差影响引起的摩擦力;两项因素导致钢绞线张拉时,锚下控制应力沿着管壁向跨中逐渐减小,因而每一段的钢绞线的伸长值也是不相同的。
预应力钢绞线、锚夹具、波纹管取样方法

最大力 总伸长率
Agt/% 不小于
应力松弛性能
初始负荷 相当于公称
最大力的 百分数/%
1000h后 松弛率r/%
不大于
1860
184
12.70
1960
193
1X7
1570
220
15.20
1860
260
1960
274
166
对所有规格 对所有规格 对所有规格
174
60
1.5
198
(二)、锚具、夹具和连接器
3)静载锚固性能试验:对大桥等重要工程,当质量证明书 不齐全、不正确或质量有疑点时,经上述两项试验合格后 ,应从同批中抽取6套锚具(夹具或连接器)组成3个预应力 筋锚具组装件,进行静载锚固性能试验,如有一个试件不 符合要求,则应另取双倍数量的锚具(夹具或连接器)重做 试验,如仍有一个试件不符合要求,则该批锚具(夹具或 连接器)为不合格品。
(二)、锚具、夹具和连接器
常见的锚具、夹片 QM、OVM、YM、XM夹片式锚具(或称群锚):
适用于钢绞线,应用广泛
(二)、锚具、夹具和连接器
JM锚具:适用于钢绞线和热处理粗钢筋
(二)、锚具、夹具和连接器
扁锚(夹片式扁形锚具):适用于钢绞线。
(二)、锚具、夹具和连接器
挤压锚(又称P型锚):适用于钢绞线,是一 种固定端使用的锚具。
(二)、锚具、夹具和连接器
锚具、夹具和连接器进场验收规定
1锚具、夹具和连接器进场时,除应按出厂合格证和质量 证明书核查其锚固性能类别、型号、规格及数量外,还应 按下列规定进行验收: 1)外观检查:应从每批中抽取10%的锚具且不少于10套, 检查其外观和尺寸。如有一套表面有裂纹或超过产品标准 及设计图纸规定尺寸的允许偏差,则应另取双倍数量的锚 具重做检查,如仍有一套不符合要求,则应逐套检查,合 格者方可使用。
预应力砼用钢绞线

预应力砼用钢绞线在现代建筑工程中,预应力砼用钢绞线扮演着至关重要的角色。
它就像是一位默默付出的“幕后英雄”,为各种建筑结构提供了强大的支撑和稳定性。
要了解预应力砼用钢绞线,首先得知道什么是预应力砼。
简单来说,预应力砼就是在混凝土构件承受荷载之前,预先对其施加压力,这样可以大大提高构件的承载能力和抗裂性能。
而钢绞线,则是实现这种预应力的关键材料。
预应力砼用钢绞线通常由多根钢丝绞合而成,其外形看起来就像一根粗粗的绳子。
但可别小瞧了这根“绳子”,它的强度非常高,能够承受巨大的拉力。
钢绞线的制造工艺十分讲究。
首先,要选用高质量的钢材作为原材料,这些钢材需要具备良好的机械性能和化学成分。
然后,通过一系列的加工工序,将钢材拉制成钢丝,并按照特定的方式绞合在一起,形成钢绞线。
在这个过程中,每一个环节都需要严格控制质量,以确保钢绞线的性能符合标准要求。
在实际应用中,预应力砼用钢绞线的优点非常明显。
其一,它能够显著提高混凝土结构的承载能力。
比如在桥梁建设中,使用预应力砼用钢绞线可以让桥梁承受更重的车辆荷载,同时减少桥梁在使用过程中的变形和裂缝。
其二,它可以增加结构的耐久性。
由于预应力的作用,混凝土构件内部的应力分布更加均匀,减少了应力集中现象,从而延长了结构的使用寿命。
其三,钢绞线的使用可以节省材料,降低工程造价。
与传统的钢筋混凝土结构相比,预应力混凝土结构可以在保证强度的前提下,减少混凝土和钢筋的用量。
不过,要想充分发挥预应力砼用钢绞线的优势,还需要在设计和施工中注意一些问题。
在设计阶段,工程师需要根据具体的工程要求,合理计算钢绞线的数量、布置方式和预应力大小。
这需要对结构力学有深入的理解和丰富的经验。
在施工过程中,钢绞线的张拉工艺至关重要。
张拉的力度和顺序必须严格按照设计要求进行,否则可能会影响结构的预应力效果。
此外,钢绞线的防腐处理也不能忽视。
长期暴露在外界环境中的钢绞线容易受到腐蚀,从而降低其性能,因此需要采取有效的防腐措施,如涂覆防腐涂层或采用镀锌钢绞线等。
预应力砼用钢绞线
预应力砼用钢绞线预应力砼用钢绞线1.现行标准:GB/T 5224-2014本标准代替GB/T5224-2003《预应力混凝土用钢绞线》,与GB/T5224-2003相比主要技术内容变化如下:—增加了19丝钢绞线类别、规格、强度级别;—增加了7丝钢绞线的规格;—规定了最大力的最大值,取消供方每一次交货批钢绞线的实际强度不能高于其抗拉强度级别200MPa;—将松弛试验初始力由特征最大力百分比改为实际最大力百分比,增加如无特殊要求只进行初始为70%实际最大力Fma的松弛试验,取消原初始力为60%最大力的要求;—0.2%屈服力F po.2值由不小于整根钢绞线公称最大力Fm的90%改为应在整根钢绞线实际最大力Fma的88%~95%范围内;—增大了部分规格钢绞线的盘径,增加重量偏差要求;—增加了钢绞线特征值附录。
本标准使用重新起草法参考 ISO 6934-4;1991《预应力混凝土用钢第4 部分:钢绞线》编制,与ISO 6934 第 4 部分的一致性程度为非等效,主要差异如下:—增加了强度级别,调整了规格;—增加了刻痕钢绞线品种;—调整了屈强比范围;—规定了最大力的最大值;—增加了附录 A。
2.1分类与代号钢绞线按结构分为8类。
其代号为:1)用两根钢丝捻制的钢绞线 1X22)用三根钢丝捻制的钢绞线 1X33)用三根刻痕钢丝捻制的钢绞线 1X3I4)用七根钢丝捻制的标准型钢绞线 1X75)用六根刻痕钢丝和一根光圆中心钢丝捻制的钢绞线1X7I6)用七根钢丝捻制又经模拔的钢绞线(1X7)C7)用十九根钢丝捻制的1+9+9西鲁式钢绞线1X19S8)用十九根钢丝捻制的1+6+6/6瓦林吞式钢绞线 1X19W4.2 标记4.2.1 标记内容按本标准交货的产品标记应包含下列内容:a)预应力钢绞线;b)结构代号;c)公称直径;d)强度级别;e)标准编号。
4.2.2 标记示例示例 1:公称直径为15.20mm,抗拉强度为1860MPa的七根钢丝捻制的标准型钢绞线标记为:预应力钢绞线1X7-15.20-1860-GB/T 5224—2014示例 2:公称直径为8.70mm,抗拉强度为1720MPa的三根刻痕钢丝捻制的钢绞线标记为:预应力钢绞线1X3I-8.70-1720-GB/T 5224—2014钢丝捻制又经模拔的钢绞线标记为:预应力钢绞线(1X7)C-12.70-1860-GB/T 5224—2014示例4:公称直径为21.8mm,抗拉强度为1860MPa的十九根钢丝捻制的西鲁式钢绞线标记为:预应力钢绞线1X19S-21.80-1860-GB/T 5224—20145订货内容按本标准订货的合同应包含以下主要内容:a)本标准编号;b)产品名称;c)强度级别;d)结构代号;e)钢绞线尺寸、长度(或盘径)及重量(或数量、或盘重);f)用途;g)其他要求。
预应力钢绞线伸长量的计算
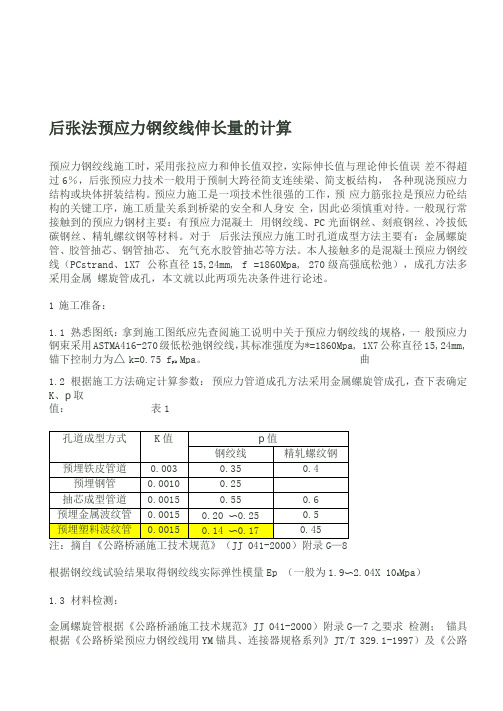
后张法预应力钢绞线伸长量的计算预应力钢绞线施工时,采用张拉应力和伸长值双控,实际伸长值与理论伸长值误差不得超过6%,后张预应力技术一般用于预制大跨径简支连续梁、简支板结构,各种现浇预应力结构或块体拼装结构。
预应力施工是一项技术性很强的工作,预应力筋张拉是预应力砼结构的关键工序,施工质量关系到桥梁的安全和人身安全,因此必须慎重对待。
一般现行常接触到的预应力钢材主要:有预应力混凝土用钢绞线、PC光面钢丝、刻痕钢丝、冷拔低碳钢丝、精轧螺纹钢等材料。
对于后张法预应力施工时孔道成型方法主要有:金属螺旋管、胶管抽芯、钢管抽芯、充气充水胶管抽芯等方法。
本人接触多的是混凝土预应力钢绞线(PCstrand、1X7 公称直径15,24mm, f =1860Mpa, 270级高强底松弛),成孔方法多采用金属螺旋管成孔,本文就以此两项先决条件进行论述。
1施工准备:1.1熟悉图纸:拿到施工图纸应先查阅施工说明中关于预应力钢绞线的规格,一般预应力钢束采用ASTMA416-270级低松弛钢绞线,其标准强度为*=1860Mpa, 1X7公称直径15,24mm,锚下控制力为△k=0.75 f pk Mpa。
曲1.2根据施工方法确定计算参数:预应力管道成孔方法采用金属螺旋管成孔,查下表确定K、p取值:表1注:摘自《公路桥涵施工技术规范》(JJ 041-2000)附录G—8根据钢绞线试验结果取得钢绞线实际弹性模量Ep (一般为1.9〜2.04X 105Mpa)1.3材料检测:金属螺旋管根据《公路桥涵施工技术规范》JJ 041-2000)附录G—7之要求检测;锚具根据《公路桥梁预应力钢绞线用YM锚具、连接器规格系列》JT/T 329.1-1997)及《公路桥梁预应力钢绞线用锚具、连接器试验方法及检验规则》(JT/T 329.2-1997)之要求检测;钢绞线根据《预应力混凝土用钢绞线》GB/T5224-2003之要求检测2理论伸长量计算:后张法预应力钢绞线在张拉过程中,主要受到以下两方面的因素影响:一是管道弯曲影响引起的摩擦力,二是管道偏差影响引起的摩擦力;两项因素导致钢绞线张拉时,锚下控制应力沿着管壁向跨中逐渐减小,因而每一段的钢绞线的伸长值也是不相同的。
预应力钢绞线规范

预应力钢绞线规范预应力钢绞线规范预应力钢绞线规范预应力砼连续梁结构整体性好、大跨度,减少桥面伸缩缝个数,在高速公路和城市快速路工程中得到广泛应用。
本文就几座预应力砼连续梁桥谈一下长束预应力质量控制的几个关键因素。
一、预应力钢绞线安装预应力钢束的孔道位置、钢绞线是否发生缠绞现象是质量控制的关键。
孔道位置不准确,改变了结构受力状态,如果曲线孔道标高变化段不圆顺还会增大预应力孔道摩阻损失,因此孔道位置准确与否直接关系到施工的预应力度能否与设计的预应力度相吻合,对结构安全和工程使用阶段是否会产生裂缝都有很深的影响。
多根钢绞线如果缠绞在一起,张拉时各根钢绞线受力不均匀,增大了钢绞线之间的摩阻,造成预应力损失加大。
实际施工中很多施工单位并不重视这些细部工作,固定钢束的井字架位置不准确或不按照规范和设计规定的间距布设,必然造成钢束位置与设计不符、有的还会在曲线变化段产生急弯(半径太小)或孔道局部偏差过大。
目前仍有小部分队伍使用人工进行穿束,尤其对多根钢绞线的长束重量很大,人工穿束费时费力,容易造成工人转动钢束穿进,使钢绞线互相缠绞在一起。
沈阳市某快速干道(高架桥)工程四标段共有九联连续梁,施工时固定钢束用的井字架间距为1米,梁高1.6米,因此竖弯变化量不大,间距满足要求,但是施工时由于工人工作不认真使井子架坐标不准确,并且采用人工穿束,束长在100米到120米不等。
张拉时发现大部分钢束的伸长值与理论伸长值不符(有的比理论值少11%),张拉过程中经常听到内部钢束缠绞在一起后被拉开的声音,当时立即对设备进行检定,在设备没有问题的情况下设计单位、监理单位和施工单位开始对问题进行分析,其中钢绞线计算伸长值时采用实测弹性模量,μ、κ取值按规范推荐值。
设计单位对结构进行重新验算,最后确定在保证张拉力的情况下,伸长值误差保证在12%以内,无疑降低了结构安全系数。
二、预应力钢绞线张拉1、张拉控制应力与伸长值张拉控制应力能否达到设计规定值直接影响预应力效果,因此张拉控制应力是张拉中质量控制的重点,张拉控制应力必须达到设计规定值,但是不能超过设计规定的最大张拉控制应力。
预应力砼用钢绞线

预应力砼用钢绞线1.现行标准:GB/T 5224-2014本标准代替GB/T5224-2003《预应力混凝土用钢绞线》,与GB/T5224-2003相比主要技术内容变化如下:—增加了19丝钢绞线类别、规格、强度级别;—增加了7丝钢绞线的规格;—规定了最大力的最大值,取消供方每一次交货批钢绞线的实际强度不能高于其抗拉强度级别200MPa;—将松弛试验初始力由特征最大力百分比改为实际最大力百分比,增加如无特殊要求只进行初始为70%实际最大力Fma的松弛试验,取消原初始力为60%最大力的要求;—0.2%屈服力F po.2值由不小于整根钢绞线公称最大力Fm的90%改为应在整根钢绞线实际最大力Fma的88%~95%范围内;—增大了部分规格钢绞线的盘径,增加重量偏差要求;—增加了钢绞线特征值附录。
本标准使用重新起草法参考 ISO 6934-4;1991《预应力混凝土用钢第4 部分:钢绞线》编制,与ISO 6934 第 4 部分的一致性程度为非等效,主要差异如下:—增加了强度级别,调整了规格;—增加了刻痕钢绞线品种;—调整了屈强比范围;—规定了最大力的最大值;—增加了附录 A。
2.1分类与代号钢绞线按结构分为8类。
其代号为:1)用两根钢丝捻制的钢绞线 1X22)用三根钢丝捻制的钢绞线 1X33)用三根刻痕钢丝捻制的钢绞线 1X3I4)用七根钢丝捻制的标准型钢绞线 1X75)用六根刻痕钢丝和一根光圆中心钢丝捻制的钢绞线1X7I6)用七根钢丝捻制又经模拔的钢绞线(1X7)C7)用十九根钢丝捻制的1+9+9西鲁式钢绞线1X19S8)用十九根钢丝捻制的1+6+6/6瓦林吞式钢绞线 1X19W4.2 标记4.2.1 标记内容按本标准交货的产品标记应包含下列内容:a)预应力钢绞线;b)结构代号;c)公称直径;d)强度级别;e)标准编号。
4.2.2 标记示例示例 1:公称直径为15.20mm,抗拉强度为1860MPa的七根钢丝捻制的标准型钢绞线标记为:预应力钢绞线1X7-15.20-1860-GB/T 5224—2014示例 2:公称直径为8.70mm,抗拉强度为1720MPa的三根刻痕钢丝捻制的钢绞线标记为:预应力钢绞线1X3I-8.70-1720-GB/T 5224—2014钢丝捻制又经模拔的钢绞线标记为:预应力钢绞线(1X7)C-12.70-1860-GB/T 5224—2014示例4:公称直径为21.8mm,抗拉强度为1860MPa的十九根钢丝捻制的西鲁式钢绞线标记为:预应力钢绞线1X19S-21.80-1860-GB/T 5224—20145订货内容按本标准订货的合同应包含以下主要内容:a)本标准编号;b)产品名称;c)强度级别;d)结构代号;e)钢绞线尺寸、长度(或盘径)及重量(或数量、或盘重);f)用途;g)其他要求。
预应力混凝土用钢绞线检测

预应力混凝土用钢绞线
1)、钢筋进场品种、外观、规格、包装、型号、炉罐号等进行检查和验收。
核查质量证明文件、出厂合格证、中文说明书、性能检测报告;进口材料按有关规定进行出入境商品检验。
2)、试验项目:必试:整根钢绞线的最大负荷、屈服负荷、伸长率、松弛率、尺寸测量。
其他:弹性模量
3)、组批原则及取样方法:
(1)预应力用钢纹线应成批验收,每批由同一牌号、同一规格、同一生产工艺制度的钢绞线组成,每批重量不大于60t
(2)从每批钢纹线中任取3盘,从每盘所选的钢绞线端部正常部位截取一根进行表面质量、直径偏差、捻距和力学性能试验。
如每批少于3盘,则应逐盘进行上述检验。
屈服和松弛试验每季度抽检一次,每次不少于一根
长度为一米
预应力砼用钢绞线检验试验:1、检验项目:表面质量、尺寸偏差、捻距、拉伸试验、弯曲试验、松弛试验;2、取样方法和数量:2.1预应力砼用钢绞线应成批验收,每批由同一牌号、同一规格、同一生产工艺制成的钢绞线组成,每批重量不大于60吨。
2.2从每批钢绞线中任取3盘,进行表面质量,直径偏差、捻距和力学性能试验。
如每批少于3盘,则应逐盘进行检验。
屈服强度和松弛试验每季度抽检一次,每次不少于1根。
2.3从每盘所选的纲绞线端部正常部位截取1根750mm 的式样进行试验。
3、结果判断及处理:技术性能有专门规定,试验结果,如有一项不合格时,则不合格盘报废,再从未试验过的钢绞线中取双倍数量进行该不合格项的复验,若仍有一项不合格,则该批判为不合格。
(均为规范规定)。
预应力砼先张梁钢铰线砂筒单放张法

响 , 而 论 证 了砂 筒 单 根 放 张 的 可行 性 。 从 关 键 词 : 张 梁钢 绞 线 ; 筒 ; 根 ; 张 先 砂 单 放
现代公路建设 中小孑 径桥 梁 多采用 先张 预应 力钢 筋砼 空心 L 板 梁 。 先 张 预 应 力 钢 筋砼 空 心 板 梁 一 般 是 在 固 定 的 张 拉 台 座 上 制作 。制作程序一般 为 ; 拉钢绞线一 绑扎钢筋一 安装气囊一 安 张
・
中 图分 类号 : TU7 7 1 5 . 3 文献标 识 码 : B
路桥与建筑 工程 ・
预 应 力砼 先 张 梁 钢 绞 线 砂 简 单 根 放 张 法
游 国平
( 中铁 十 一 局 四处 。 北 随 州 4 1 0 ) 湖 4 3 0
摘
要 : 绍预应力先 张梁钢绞线 砂 筒单根 放 张 的工作 原理 。分 析 了砂 筒浮 力 变形 的情 况 下对钢 绞 线应 力损 失 的影 介
丝应 力大幅增大而发生 崩断 。针对这些 缺点 , 笔者在 多年 的施工 实践 中总结出一套 预应 力砼 先 张 梁钢 绞线 砂 简单 根 放 张法 , 就
能很好 的达 到既不需 要 增加 设备 , 操作 简 便 又 能克 服上 述 缺点
的效果 。
左右 即可暂停掏砂 , 换下一 根钢绞线 。如此 一轮一轮直到 每只砂
故这里不讨论 它们 的受 力情 况 , 只讨 论砂 筒 受砂 侧压 力 钢管 的
侧 向 形 变 和砂 柱 在 有 侧 限 压 力 的 情 况 下 受 轴 心 压 力 产 生 的 变 形
对 钢绞线应力 损失的影响 。
钢绞线单 根最 大 受力 以 2 t , 砂柱 受 活 塞 轴 心压 P 0计 则 一 7 0 N c , 的侧 压 力系数 以 I —O 3计 , 5 0 /m:砂 G . 则砂 柱对钢 管产生
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
预应力砼用钢绞线1.现行标准:GB/T 5224-2014本标准代替GB/T5224-2003《预应力混凝土用钢绞线》,与GB/T5224-2003相比主要技术内容变化如下:—增加了19丝钢绞线类别、规格、强度级别;—增加了7丝钢绞线的规格;—规定了最大力的最大值,取消供方每一次交货批钢绞线的实际强度不能高于其抗拉强度级别200MPa;—将松弛试验初始力由特征最大力百分比改为实际最大力百分比,增加如无特殊要求只进行初始为70%实际最大力Fma的松弛试验,取消原初始力为60%最大力的要求;—0.2%屈服力F po.2值由不小于整根钢绞线公称最大力Fm的90%改为应在整根钢绞线实际最大力Fma的88%~95%范围内;—增大了部分规格钢绞线的盘径,增加重量偏差要求;—增加了钢绞线特征值附录。
本标准使用重新起草法参考ISO 6934-4;1991《预应力混凝土用钢第4 部分:钢绞线》编制,与ISO 6934 第4 部分的一致性程度为非等效,主要差异如下:—增加了强度级别,调整了规格;—增加了刻痕钢绞线品种;—调整了屈强比范围;—规定了最大力的最大值;—增加了附录A。
2.1分类与代号钢绞线按结构分为8类。
其代号为:1)用两根钢丝捻制的钢绞线1X22)用三根钢丝捻制的钢绞线1X33)用三根刻痕钢丝捻制的钢绞线1X3I4)用七根钢丝捻制的标准型钢绞线1X75)用六根刻痕钢丝和一根光圆中心钢丝捻制的钢绞线1X7I 6)用七根钢丝捻制又经模拔的钢绞线(1X7)C7)用十九根钢丝捻制的1+9+9西鲁式钢绞线1X19S8)用十九根钢丝捻制的1+6+6/6瓦林吞式钢绞线1X19W4.2 标记4.2.1 标记内容按本标准交货的产品标记应包含下列内容:a)预应力钢绞线;b)结构代号;c)公称直径;d)强度级别;e)标准编号。
4.2.2 标记示例示例1:公称直径为15.20mm,抗拉强度为1860MPa的七根钢丝捻制的标准型钢绞线标记为:预应力钢绞线1X7-15.20-1860-GB/T 5224—2014示例2:公称直径为8.70mm,抗拉强度为1720MPa的三根刻痕钢丝捻制的钢绞线标记为:预应力钢绞线1X3I-8.70-1720-GB/T 5224—2014钢丝捻制又经模拔的钢绞线标记为:预应力钢绞线(1X7)C-12.70-1860-GB/T 5224—2014示例4:公称直径为21.8mm,抗拉强度为1860MPa的十九根钢丝捻制的西鲁式钢绞线标记为:预应力钢绞线1X19S-21.80-1860-GB/T 5224—20145订货内容按本标准订货的合同应包含以下主要内容:a)本标准编号;b)产品名称;c)强度级别;d)结构代号;e)钢绞线尺寸、长度(或盘径)及重量(或数量、或盘重);f)用途;g)其他要求。
1)尺寸外观重量及允许偏差1X7标准型钢绞线(1)盘重:每盘卷钢绞线重量不小于1000kg,不小于10盘时,允许有10%的判卷数小于1000kg,但不能小于300kg。
(钢的理论密度7.85g/cm³)。
(2)直径不大于18.9mm的钢绞线,盘内径不小于750mm;直径大于18.9mm的钢绞线,盘内径不小于1100mm,卷宽这(750±50)mm,或(600±50)mm。
3)最常用的钢绞线(1)公称直径为15.20mm/12.7mm,强度级别1860MPa;七根钢丝捻制的标准型钢绞线其标记为:预应力钢绞线1x7-15.20-1860-GB/T 5224-2014(2)检验项目:公称抗拉强度、整根钢绞线最大力、整根钢绞线最大力的最大值、0.2%屈服力、最大力总伸长率、应力松弛性能、弹性模量(7个指标)。
4)钢绞线力学性能指标(1)弹性模量195GPa±10GPa。
不作为交货条件。
需方要求时应满足(计算预应力张拉伸长量用)(2)0.2%屈服力Fp0.2值应为整根钢绞线实际最大力的Fma的88%~95%。
(3)松弛试验初始力为70%Fma,用120h推算1000h松弛率。
取消了极限强度最大值不得超过标准值200Mpa。
5)表面质量1)除非用户有特殊要求,钢绞线表面不得有油、润滑脂等物质。
2)钢绞线表面不得有影响使用性能的有害物质缺陷。
允许存在轴向表面缺陷,但其深度应小于单根钢丝直径的4%。
3)允许钢绞线表面的轻微浮锈。
表面不能有目视可见的锈蚀凹坑。
4)表面允许存在回火颜色。
6)钢绞线取样规定6、钢绞线力学性能试验:拉伸试验依据:GB/T 21839-2008;从每批三盘中各取1根,长约750mm钢绞线3根;试验机、有专用钢绞线拉力机和普能万能试验机(需要配备专用夹具)。
强度修约执行四舍六入法:如:1976.4取1980MPa1954.6取1950MPa钢绞线拉伸试验A.1.1 本方法规定了预应力混凝土用多丝钢绞线拉伸试验程序。
本方法旨在用于评价在预应力钢绞线标准规范中描述的钢绞线的特性。
A.2注意事项A.2.1 如果试样存在任何与试验机夹持装置造成的凹口、切割或弯曲,可能会导致试样的早期损坏。
A.2.2 如果七丝结构钢绞线受力不均可导致试验误差。
A.2.3 在试样准备期额外受热,可能会对钢绞线机械性能产生显著影响。
A.2.4 这些问题按照A.4推荐的夹持方法可能会最小化。
A.3夹持装置A.3.1 当钢绞线试样的破断发生在试验机夹具之间的自由跨度部分时,钢绞线真实的机械性能可以被确定。
因此,应采用适宜的试验设备,建立一套完善的试验步骤以得到稳定的试验结果。
由于每台试验机具有固有的特性,因此实验室从A.3.2至A.3.8中选择一种最合适的所用的试验设备的夹持方法。
A.3.2 带齿(注1)标准V型夹具。
A.3.3 带齿(注1)标准V型夹具并使用衬垫材料,该方法是将一些材料放置在夹具和试样之间,使齿咬人的影响最小化。
可选用过的材料有铅箔、铝箔、金刚纱布等,材料的种类、厚度取决于夹具齿的形状、条件和粗糙程度。
A.3.4 带齿(注1)标准V型夹具,对试样被夹持的部分进行特殊的准备——使用的方法之一使镀锡,这时,夹持的部分被清洁、助熔。
多次浸入刚高于熔点的熔化的锡合金中。
试样准备的另一种方法就是将夹持部分装入金属或柔韧性的导管,使用环氧树脂粘结,装入部分应近似是钢绞线捻距的两倍。
A.3.5 平滑的特殊夹具,半圆柱状凹槽(注2)——凹槽和试样的被夹持部分应涂磨浆料,使试样固定在平滑凹槽中以防止打滑。
磨料浆是由氧化铝以水或甘油为载体的物质组成。
A.3.6 用于钢丝绳类型的标准铸头——试样的被夹持部分被锚固在锌合金中,应按照钢丝绳行业中的铸头工艺进行。
A.3.7 耐张线夹——这些装置的尺寸设计应适合每一种被试验的钢绞线的尺寸。
A.3.8 夹具装置——不推荐使用预制场张拉钢绞线的夹具进行的夹具进行钢绞线拉伸试验。
注1:齿的数量大约在每厘米5个~10个,最小有效夹持长度大约102mm。
注2:凹槽曲率半径应近似相同于被试验钢绞线的半径,圆心应在超出夹具板面0.79mm,防止试样在夹具中间夹持时两夹具表面紧密靠拢。
GB/T 21839-2008加预期最小破断负荷10%的初始负荷,然后挂上引伸计,调整引伸计读数0.1%标距,然后加载直到引伸计达到1%,记录这时的伸长负荷为屈服力。
当屈服强度确定后,引伸计可以从试样上摘下。
A.5.2 伸长率——为确定伸长率,使用一个在GB/T12160中描述的D级引伸计(注3),标距至少500mm,在试样上施加规定最小破断力10%的初始负荷,然后挂上引伸计(注3),调整引伸计读数到0点,当超过最小伸长率,在试样断裂之前可以摘下引伸计。
没有必要确定最终的伸长率。
A.5.3 破断力——绞线中一根或多根钢丝断裂时的最大力为破断力。
注3:屈服力引伸计和伸长率引伸计可能是同样的仪器或两个分开的仪器。
两个分开的引伸计是可行的,由于屈服力引伸计更灵敏,当钢绞线断裂时可能会损坏,因此当确定了屈服力后,引伸计可以摘下。
伸长率引伸计可以使用稍低灵敏度或者试样断裂时不易损坏的引伸计注4:试样在引伸计外部断裂或在夹具中断裂,达到最小规定值时,认为产品符合产品标准要求。
不论采用什么夹持方式,试样断在夹具中且未达到最小规定值时,建议进行重新试验。
试样断在夹具和引伸计之间,未达到最小规定值时,需要按照相关标准规定确定是否进行重新试验。
6.1 拉伸试验整根钢绞线最大力试验按«预应力混凝土用钢材试验方法»GB/T21839-2008规定进行。
计算抗拉强度取钢绞线的参考截面积值。
6.1.1试样制备试件数量每组3根。
测定钢绞线伸长率时,1×7结构钢绞线的标距不小于500mm;1×2和1×3结构钢绞线的标距不小于400mm。
用游标卡尺测量整根钢绞线的直径,记录并计算偏差。
6.1.2试验设备与环境1 拉伸试验设备应进行定期检定和校准,并至少为I级精度;使用合适的夹具,并减少夹具对试样的咬伤。
(测定FP0.2时,引伸计的精度应为GB/T12160中的I级;用于测定Agt的引伸计可以为GB/T12160中的II级精度)。
试验机上、下工作台之间的距离测量应用精度不小于0.1mm 的长度测量尺或游标卡尺。
试验环境温度:除非另有规定,试验一般在室温10℃~35℃范围内进行,试验前进行检查并记录。
6.1.3夹持装置(1)实验室选择一种最合适所用试验设备的夹持方法。
带齿标准V型夹具。
齿的数量大约在每厘米5个~10个,最小的有效夹持长度大约102mm。
带齿标准V型夹具并使用衬垫材料,该方法是将一些材料放置在夹具和试样之间,使齿咬入的影响最小化。
可选用的材料有铅箔、铝箔、金刚砂布等,材料的种类、厚度取决于夹具齿的形状、条件和粗糙程度。
6.2 弹性模量的测定钢绞线的弹性模量是预应力梁施工张拉中计算钢绞线伸长量的依据。
在力——伸长率曲线中,用0.2Fm到0.7Fm范围内的直线段的斜率除以试样的公称横截面积(Sn)测定弹性模量(E)。
应在试验机中安装标距200mm的1级引伸计,按软件操作步骤,设定0.2Fm到0.7Fm范围测定。
测定弹性模量时,在力值范围内应力速率应保持不变。
弹性模量试验结果修约至5GPa。
6.3 屈服力屈服力测定,使用在GB/T12160中描述的B-1级别的引伸计,在试样上加预期最小破断负荷10%的初始负荷,然后挂上引伸计,调整引伸计读数0.1%标距,然后加载直到引伸计达到1%,记录这时的伸长负荷为屈服力(Fp0.2)。
当屈服强度确定后,引伸计可以从试样上摘下。
6.4 伸长率的测定A法:在试样上加预期最小破断负荷10%的初始负荷,测量试验机上下工作台之间的距离L1,然后继续加荷直到钢绞线的一根或几根钢丝破坏,测量试验机上、下工作台最终距离L2,L2-L1与L1比值的百分数即为钢绞线的算下来。