硅烷交联电力电缆工艺文件.
硅烷交联电力电缆工艺文件综述
0.6/1KV交联电力电缆产品工艺文件编号:编制:审核:批准:目录1、产品工艺流程图2、产品质量特性重要性分级表3、产品质量控制点明细表4、质量工序表5、绞合工序工艺6、交联工序工艺7、成缆工序工艺8、护套挤出工序工艺9、装铠工序工艺产品名称0.6/1KV交联电力电缆编号代替执行日期共7页第1页YJV22型0.6/1KV、YJLV22型0.6/1KV电缆结构示意图产品名称0.6/1KV交联电力电缆产品工艺流程图编号代替执行日期共1页第1页铝铜紧压(圆形、扇硅烷交联绝缘挤火花试温水交成缆绕包钢带铠挤外护套(阻计米印检验包无防布绕挤外护套(阻计米印检验包入库产品名称0.6/1KV交联电力电缆产品质量特性重要性分级编号代替执行日期共1页第1页产品质量特性重要性分级序号项目名称重要性分级A B C1 导体中单线根数O2 导体机械性3 导体紧压系数O4 绝缘厚度O5 绝缘最薄处厚度O6 绝缘厚度正偏差O7 绝缘物理、机械及热化性能O8 绝缘热延伸性能O9 钢带尺寸O10 隔离套厚度O11 外护破厚度O12 护套物理、机械及热老化性能 O 13 护套厚度偏差 O 14 印刷标志 O 15 局部放电 O 16 线芯识别标志 O 17 耐压试验 O 18 成品绝缘电阻 O 19 低温特性 O 20 长度 O 21包装O产品名称 0.6/1KV 交联电力电缆产品质量控点明细表 编号代替 执行日期共1页第1页控制工序名称控制点项目 技术要求检测 方式检测工具质量特性分级ABC挤出工序绝缘平均厚度 不低于 标称厚度 自检专检千分尺O最薄点厚度不小于标称厚度 的专检读数显微镜O90%-0.1mm外径符合工艺文件规定自检卡尺O绝缘热延伸符合工艺文件规定专检热延伸试验仪O产品名称0.6/1KV交联电力电缆质量工序表编号代替执行日期共1页第1页质量工序表工序名称设备工序管理点质量问题分析检查项目纳入标准责任者质量项目检验1次2次3次项目及方法检查频次操作者代班长检验员自检首检抽检交联90挤塑机绝缘平均厚度ΧΧ超差模具不合格内外模孔径大检查模具孔径1次/每规格工艺文件O O绝缘最薄点ΧΧ偏正没对妥调整机头螺杆1次/每规格工艺文件O外径ΧΧ波动牵引和主机配合不佳高速收线速度随时工艺文件O0.6/1KV交联电力电缆产品工艺文件第一部分绞合工序工艺编号:编制:审核:批准:产品名称0.6/1KV交联电力电缆绞合工序工艺编号代替执行日期共7页第1页设备一、所用设备:500/6盘管绞机、500/12+18+24叉绞机二、技术规范1、500/6盘管绞机序号名称单位数据1 单线直径mm 铜1.5-3.5、铝1.7-4.12 最大绞合外径mm 153 筒体转速转/分500,3504 牵引轮直径mm 12505 出线速度m/min 7.63-165.976 绞合节距mm 21.81-331.957 放线盘尺寸mm Φ500*280*3758 收线盘尺寸范围mm PN1000-PN16009 收线盘尺寸最大mm Φ1600*800*1150产品名称0.6/1KV交联电力电缆绞合工序工艺编号代替执行日期共7页第2页2、500/12+18+24叉绞机序号名称单位数据1 设备总盘数盘542 单线直径Mm 铜1.2-4.0、铝1.5-5.03 最大绞合外径Mm 454 节距公比P=1.065 节距范围Mm 72.7-1055.36 牵引直径Mm 20007 绞笼转速Ppm 66\78\92\108\128\150(117\209(备用)8 放线角<22.50C9 绞合锥角4510 笼内放线盘规格PND500\PN50011 中心放线盘规格PN1600\PN2000\PN250012 收线盘规格PN1600\PN2000\PN2500产品名称0.6/1KV交联电力绞合工序工艺编号电缆代替执行日期共7页第3页绞合工艺一、开车前准备1、绞合用导体的铝导体应采用H4或H6状态硬圆铝线,表面应光滑,不得有三角口、裂纹,夹杂物及其他缺陷及机械损伤。
硅烷交联电缆

硅烷交联电缆1. 简介硅烷交联电缆是一种具有优异性能的电缆,它通过硅烷交联技术使电缆的绝缘材料具备更高的耐热性、耐电压能力和抗老化性能。
在电力输送和工业应用中,硅烷交联电缆被广泛使用,其稳定可靠的性能使其成为首选的电缆材料之一。
2. 硅烷交联技术硅烷交联技术是一种将聚合物材料(如聚乙烯)通过化学反应与硅烷交联剂(如硅烷偶联剂)进行反应,形成三维网络结构的方法。
这种交联方式可以提高材料的热稳定性、电气性能和机械强度,从而使电缆具有更高的可靠性和安全性。
硅烷交联技术的关键步骤包括: - 原料准备:选用合适的聚合物材料和硅烷交联剂,对其进行预处理,确保其纯度和稳定性。
- 混炼:将聚合物材料和硅烷交联剂按一定比例混合,并在适当的温度下进行混炼,使其充分混合均匀。
- 挤出:将混炼好的材料通过挤出机挤出成型,形成所需的电缆绝缘层。
- 硅烷交联:将挤出成型的电缆绝缘层放入硅烷交联装置中,进行硅烷交联反应。
在高温高压的条件下,硅烷交联剂与聚合物材料发生反应,形成交联结构。
- 后处理:将交联后的电缆进行冷却、清洗和干燥等后处理步骤,确保电缆的质量和性能。
3. 硅烷交联电缆的优势硅烷交联电缆相比传统电缆具有以下优势:3.1 耐高温性能硅烷交联电缆的绝缘材料具有较高的耐高温性能,能够在高温环境下长期稳定运行。
这使得硅烷交联电缆在电力输送和工业应用中能够承受更高的温度和电流负荷,提高了电缆的可靠性和安全性。
3.2 耐电压能力硅烷交联电缆的绝缘材料具有较高的耐电压能力,能够承受更高的电压水平。
这使得硅烷交联电缆在输电线路和变电站等高压场合中得到广泛应用,确保电力输送的稳定和安全。
3.3 抗老化性能硅烷交联电缆的绝缘材料具有较好的抗老化性能,能够抵抗紫外线、氧气和化学物质的侵蚀,延长电缆的使用寿命。
这使得硅烷交联电缆在户外和恶劣环境中具备更高的可靠性,减少了维护和更换的成本。
3.4 机械强度硅烷交联电缆的绝缘材料具有较高的机械强度,能够承受较大的拉伸和压力。
硅烷交联聚乙烯配方工艺
硅烷交联聚乙烯配方工艺硅烷交联聚乙烯(silane crosslinked polyethylene,XLPE)是一种具有良好电气性能和机械性能的聚合物材料,广泛应用于电力配电、通信、电缆等领域。
下面将对硅烷交联聚乙烯的配方以及工艺进行详细介绍。
一、硅烷交联聚乙烯的配方1.聚乙烯树脂:聚乙烯是硅烷交联聚乙烯的主要组成部分,其品种可以选择线性低密度聚乙烯(LDPE)或线性低密度聚乙烯(LLDPE)。
聚乙烯的选择和使用量直接影响着硅烷交联聚乙烯的性能。
2.硅烷交联剂:硅烷交联聚乙烯的交链是通过硅烷交联剂实现的,常用的交联剂有丙烯酸乙烯酯甲氧基丙基三乙氧基硅烷(AEMES)和丙烯酸甲酯三甲氧基硅烷(AMES)等。
3.防氧剂:硅烷交联聚乙烯在高温下容易发生氧化反应,导致材料性能下降。
因此,在配方中加入适量的防氧剂,可有效延缓硅烷交联聚乙烯的老化速度,提高材料的使用寿命。
4.稳定剂和抗氧剂:稳定剂可提高硅烷交联聚乙烯的稳定性,防止线烯基链的烷基链的烯单元发生自由基反应。
抗氧剂可抑制聚乙烯材料氧化反应,延缓硅烷交联聚乙烯的老化速度。
二、硅烷交联聚乙烯的工艺1.预制:预制是将聚乙烯树脂和其他添加剂按一定比例混合均匀,并通过挤出或注射成型的方式制备成带有特定尺寸和形状的聚乙烯制品。
预制过程中需要控制好挤出和注射温度、速度和压力等参数,以保证产品的质量。
2.交联:交联是将预制的聚乙烯制品通过热交联或辐射交联的方式进行交联处理。
热交联是在空气或氧气条件下,通过加热使硅烷交联剂发生交联反应,将线性聚乙烯链的氢化链转变为交联结构。
辐射交联是通过高能辐射(如电子束)照射聚乙烯制品,使聚乙烯分子链发生断裂和重新连接,形成交联结构。
交联过程中需要控制好交联温度、时间和交联剂的用量,以确保交联度的控制和产品的性能。
总结:硅烷交联聚乙烯是一种具有优异性能的聚合物材料,其配方和工艺对产品的性能和质量起着重要的影响。
在配方中合理选择聚乙烯树脂、交联剂、防氧剂等成分,可改善材料的绝缘性能和耐老化性能。
一步法硅烷交联料挤出交联工艺要求
一步法硅烷交联料挤出交联工艺要求
很多电缆厂使用一步法硅烷交联料制造低压电力电缆和中低压架空绝缘电缆。
一步法硅烷交联料没有A、B料之分,也无需添加其它任何催化剂和助剂(碳黑和色母料除外),生产操作简便,挤出产品规格范围广,生产效率高。
其基本工艺要求如下: 挤出机:螺杆为长径比20/1-28/1、等距不等深的普通型螺杆;料筒要有良好的温控装置;冷却水温建议采用逐段冷却法,减少绝缘内应力;必要时在挤出机头上加40-60目不锈钢滤网一片。
挤出温度设定参考值:
1区 2区 3区 4区 5区 机颈 机头 模口
140 155 165 180 190 180 200 210
挤出温度可根据设备温控系统误差值、加工区段、挤出速度等做适当调整;温控调节范围可设定为用正负20℃。
交联条件:可以放在80-90℃的热水池内,也可以放在蒸汽压力为1atm的蒸汽房内。
交联时间按在90℃下、4h/mm的速度推算。
硅烷交联生产工艺流程
硅烷交联生产工艺流程英文回答:Silane crosslinking is a production process used in the manufacturing of various products, such as cables, wires, and rubber materials. It involves the crosslinking of polymer chains through the use of silane compounds. The process typically consists of several steps, including preparation, application, and curing.The first step in the process is the preparation of the silane compound. This involves mixing the silane with a suitable solvent or dispersing agent to create a solution or dispersion. The silane compound is chosen based on the specific application and desired properties of the final product.Once the silane compound is prepared, it is applied to the polymer material. This can be done through various methods, such as dipping, spraying, or coating. The polymermaterial is typically in the form of wires, cables, or sheets.After the application of the silane compound, the polymer material is subjected to a curing process. This is typically done through heat or moisture, depending on the specific silane compound used. The curing process helps to initiate the crosslinking reaction between the polymer chains and the silane compound.During the curing process, the silane compound reacts with the polymer chains, forming covalent bonds. This crosslinking reaction results in the formation of a three-dimensional network structure, which enhances the mechanical, thermal, and chemical properties of the final product.Once the curing process is complete, the silane crosslinked product is ready for further processing or use. It exhibits improved resistance to heat, chemicals, and aging, making it suitable for a wide range of applications.中文回答:硅烷交联是一种用于制造电缆、导线和橡胶材料等各种产品的生产工艺。
硅烷交联技术-电缆情缘网
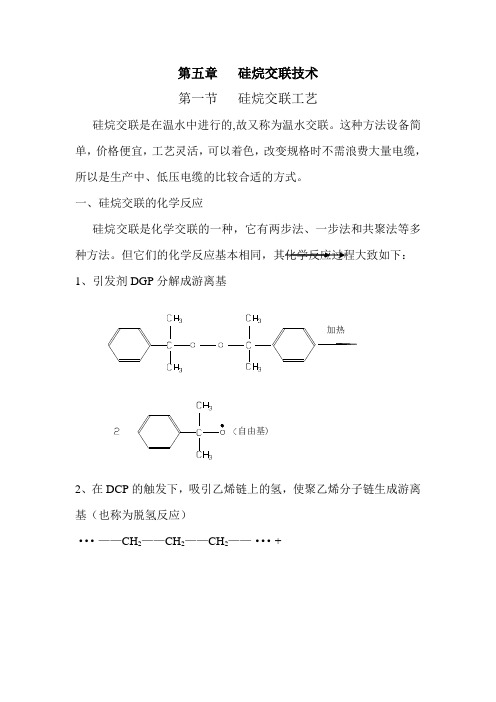
第五章硅烷交联技术第一节硅烷交联工艺硅烷交联是在温水中进行的,故又称为温水交联。
这种方法设备简单,价格便宜,工艺灵活,可以着色,改变规格时不需浪费大量电缆,所以是生产中、低压电缆的比较合适的方式。
一、硅烷交联的化学反应硅烷交联是化学交联的一种,它有两步法、一步法和共聚法等多种方法。
但它们的化学反应基本相同,其化学反应过程大致如下:1、引发剂DGP分解成游离基2、在DCP的触发下,吸引乙烯链上的氢,使聚乙烯分子链生成游离基(也称为脱氢反应)···——CH2——CH2——CH2——···+···——CH2——CH2——CH2——···+3、生成接枝聚乙烯后游离基接枝剂以A151(乙烯基三甲氰基硅烷)为例:···——CH2—CH—CH2—···+CH2=CH—Si(OCH3)生成接枝聚乙烯接上了含有硅氧烷基的枝链CH2—CH—Si(OCH3)3···—CH2—CH—CH2—···+···—CH2—CH2—CH2—···CH2—CH—Si(OCH3)3···—CH2—CH—CH2—···+ ··—CH2—CH—CH2—···4、水解缩合生成硅醇,最后形成全部硅烷分子接到聚乙烯烯链上去。
有两种反应机制:从上面反应式可以看出,硅烷交联反应与一般化学交联一样,DCP 分解,在聚乙烯上形成接点。
由于硅烷与聚乙烯接枝,进一步常规化学交联受到阻止,同时接点从聚乙烯链上移到硅烷分子上,。
当硅烷分子在别的聚乙烯上吸取一个H,从而起到进一步接枝的传播作用。
硅烷XLPE简介及二步法硅烷交联工艺控制
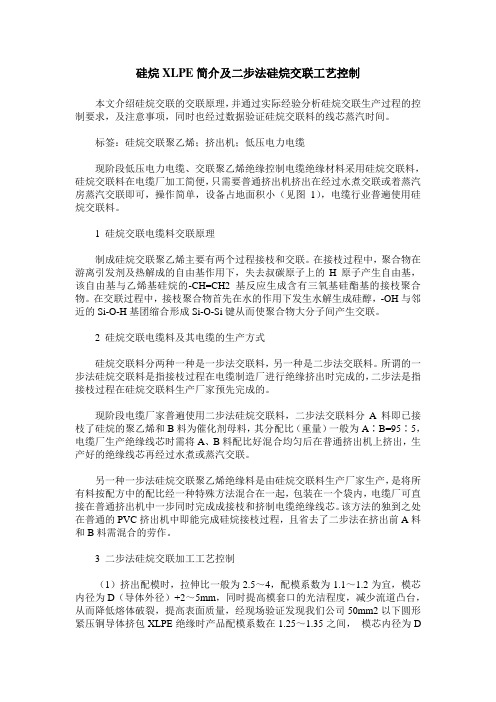
硅烷XLPE简介及二步法硅烷交联工艺控制本文介绍硅烷交联的交联原理,并通过实际经验分析硅烷交联生产过程的控制要求,及注意事项,同时也经过数据验证硅烷交联料的线芯蒸汽时间。
标签:硅烷交联聚乙烯;挤出机;低压电力电缆现阶段低压电力电缆、交联聚乙烯绝缘控制电缆绝缘材料采用硅烷交联料,硅烷交联料在电缆厂加工简便,只需要普通挤出机挤出在经过水煮交联或着蒸汽房蒸汽交联即可,操作简单,设备占地面积小(见图1),电缆行业普遍使用硅烷交联料。
1 硅烷交联电缆料交联原理制成硅烷交联聚乙烯主要有两个过程接枝和交联。
在接枝过程中,聚合物在游离引发剂及热解成的自由基作用下,失去叔碳原子上的H原子产生自由基,该自由基与乙烯基硅烷的-CH=CH2基反应生成含有三氧基硅酯基的接枝聚合物。
在交联过程中,接枝聚合物首先在水的作用下发生水解生成硅醇,-OH与邻近的Si-O-H基团缩合形成Si-O-Si键从而使聚合物大分子间产生交联。
2 硅烷交联电缆料及其电缆的生产方式硅烷交联料分两种一种是一步法交联料,另一种是二步法交联料。
所谓的一步法硅烷交联料是指接枝过程在电缆制造厂进行绝缘挤出时完成的,二步法是指接枝过程在硅烷交联料生产厂家预先完成的。
现阶段电缆厂家普遍使用二步法硅烷交联料,二步法交联料分A料即已接枝了硅烷的聚乙烯和B料为催化剂母料,其分配比(重量)一般为A∶B=95∶5,电缆厂生产绝缘线芯时需将A、B料配比好混合均匀后在普通挤出机上挤出,生产好的绝缘线芯再经过水煮或蒸汽交联。
另一种一步法硅烷交联聚乙烯绝缘料是由硅烷交联料生产厂家生产,是将所有料按配方中的配比经一种特殊方法混合在一起,包装在一个袋内,电缆厂可直接在普通挤出机中一步同时完成成接枝和挤制电缆绝缘线芯。
该方法的独到之处在普通的PVC挤出机中即能完成硅烷接枝过程,且省去了二步法在挤出前A料和B料需混合的劳作。
3 二步法硅烷交联加工工艺控制(1)挤出配模时,拉伸比一般为2.5~4,配模系数为1.1~1.2为宜,模芯内径为D(导体外径)+2~5mm,同时提高模套口的光洁程度,减少流道凸台,从而降低熔体破裂,提高表面质量,经现场验证发现我们公司50mm2以下圆形紧压铜导体挤包XLPE绝缘时产品配模系数在1.25~1.35之间,模芯内径为D(导体外径)+4~8mm,配模系数越大绝缘挤压越紧密,产品质量越高,但是材料消耗却越大,特别对于非紧压导体如扇形、瓦形铜导体,由于单丝间的缝隙大,配模系数越大,将会导致嵌入导体缝隙间材料越多。
关于小规格硅烷交联绝缘热收缩原因分析及工艺措施(编)

光纤与电缆及其应用技术2011年第1期Optical Fiber & Electric Cable No.1 2011 生产工艺小规格硅烷交联聚乙烯绝缘电缆的绝缘热收缩陆正荣(远东电缆有限公司,江苏宜兴214257)[摘要]通过对6 mm2及以下小规格硅烷交联聚乙烯(Si-XLPE)电缆绝缘热收缩的现象阐述、原理分析来解释绝缘热收缩的原因,并分析得出通过原材料及设备的选择,冷却温度的控制及生产挤出模具的选择来控制确保电缆绝缘热收缩的性能。
[关键词]硅烷交联聚乙烯电缆;结晶;热收缩[中图分类号]TM247[文献标识码]B[文章编号]1006-1908(2011)01-00-0Insulation Heat Shrinkage for Small-sized Silane XLPE Insulated CableLu Zheng-rong(Far East Cable Co., Ltd.,Yixing 214257,Jiangsu,China)Abstract: The article presents insulation heat shrinkage for small-sized Si-XLPE cables of 6 sq.mm and below, analyzes principle to explains the shrinkage reason, and ensures insulation heat shrinkage properties through raw materials and equipment selection, cooling temperature control and extrusion dies.Key words: Silane XLPE Insulated Cable, Crystallizing, Heat Shrinkage0 引言在现代化建设中,对电力的需求越来越大,交联聚乙烯(XLPE)绝缘电力电缆以其工作温度高、绝缘特性好、耐过载能力强等特点,正逐步取代传统的聚氯乙烯绝缘电力电缆。
硅烷交联电力电缆工艺文件
硅烷交联电力电缆工艺文件0.6/1KV交联电力电缆产品工艺文件编号:编制:审核:批准:1、产品工艺流程图2、产品质量特性重要性分级表3、产品质量控制点明细表4、质量工序表5、绞合工序工艺6、交联工序工艺7、成缆工序工艺8、护套挤出工序工艺9、装铠工序工艺称执行日期0./61VK交联力电电缆编号替代共7页第页1YV22 型J0 ./1KV、Y6LJV2 型0.62/KV1 缆结电构示图意3产名称品执行期日06.1KV/ 联交力电电缆编产号工艺流品程代图替共页1 第1页铝丝铜丝压紧圆(、形型) 扇烷交联硅料绝缘出火挤花试温水验交联成缆绕包钢带铠装挤护外(套阻)燃计米印字检包验装入库防布绕无包外护套(挤阻燃)计印字米检验包装入库4产名品称执行日期06/.1V K交联电力电缆产品质量性特重要分级性号编替共代1 第1页页产质品特性重量要性级分号序1 32 5 64 7 89 1 01 1 2113 1 15 1461 71 81 9 2 02 导体1单中线数导根体械机性体紧导系数压缘厚度绝绝缘最薄厚度绝处缘厚正偏差度绝物缘、机械及理化热性绝缘热能延伸能性钢尺寸带隔离厚度套外破护度护厚物套理、械机及热老性能化护套厚度差偏刷标志印局部电放芯线识别标志压耐验试成品缘电阻绝低温特性长度包装OOO O O OOO O O O OO OO OO O O 项名称目要重分性级BAC O产品名称执日期行06.1K/V 联交电力电缆产品质控量点明细表编号代替1共第页页1质特性分量控制工序称名制控项技点要术求绝目平均缘不低于称厚标度不小于称标最厚薄点厚数读显的度度0%90-.1mm 符合工艺径外文件定绝规缘热延符合工伸艺检专件文定规试验仪热伸延自O检尺卡O 检专微镜O 式方自检千分厚尺度专检O A B具C 检检测测工级挤出工序6品产称名行执期日0.6/1V 交K电联电缆力编号质量序表代工替共1页1页第质工量序表序工名称设备序工理点管检验质量自抽首项目检检检绝缘均厚度Χ 平Χ质问题分析1量次超差2 模具次不合格3 次内模外孔径大偏正没对妥牵引和主机配不合佳检查目项目检项查方及频次法交联90 挤机绝塑缘薄最点ΧΧ任者责纳入操检代作标班验准者长员工查检1/次艺模具每规O O 孔径格文件工调整1次/艺机头每规O 文螺杆格件高速收线度速工文艺件外径ΧΧ波动随时O70.0.6/1KV交联电力电缆产品工艺文件第一部分绞合工序工艺编号:编制:审核:批准:行日执0.6/1KV 交期电联力缆电编号绞合工工序艺替共代7 第页1页备设一所用、设:备05/60盘管机、5绞0/10+12+82 叉绞机4二、技术范1规5、006 盘/绞管序号机1 23 4 5 76 8 9称名单线直最径大合绞径筒体转速外牵引直径出轮速线度绞合距节放盘尺线寸线盘收尺寸围收线范尺寸最大盘单位m mm m/分mm转m /in mm mmmmm m m据铜数 1 5.-.53、铝 1 7.4-. 15 *****,05 2510 .73-6165.792 1.1-331.95 8 5Φ00******* PN*****-PN1600 Φ 1600*00******产品名称行日执期06/1.V 交联K电力电缆编号合工序绞工艺代替共7 页第2页、*****+18/+2 叉绞4机序1号23 45 76 8 90 11 12 名1称设备盘数总单直径线大绞合外最节径距比公距节范围牵引直径绞笼速转放线角绞锥角合笼放内盘规格线中放心盘线格规收盘线规M格m MmPp m单位盘M Mmm数据54铜 .1-420.、铝.51-.5 40 5P=1.6 702.-***** .200 06\67\892\081\128\15(011\720(9用备22.5)C0 45 NDP00\PN550 PN1060\P02N000\P2N05 P016N00\*****\N*****品产名称执行期日0./6K1V 交电联力电缆编绞合号工序艺工合工艺绞代替共7 页3页第一、开车前备1准、绞合导用体铝的体应导用采4 H H或状6硬圆铝线态表,应面滑,光得不三角有口裂、纹夹,物杂及他缺陷及机械损伤其。
硅烷交联聚乙烯绝缘电缆工艺

硅烷交联的原理 硅烷交联严格地讲亦属于化学
大,其年总产值已达到电缆行业总 交联的一种方式,最初是由英国道
值的 30% 以上,其中塑力缆占有相 康宁公司发明的。按生产方法不同
当大的比例。塑力缆的代表是 PVC 又分为两步法和一步法。
绝缘电缆,经过近60 年的发展,其
两步法首先是将不饱和硅烷分
生产工艺技术已发展的比较成熟。 子通过有机过氧化物接枝到聚乙烯
装置、分段不同温度冷却系统、履 缆的成本做出比较,PVC 绝缘料价
带牵引机、喷码机、龙门式收排线 格为1万元/t,比重为1.36t/m3,硅
架和自动控制操作系统。
烷交联聚乙烯(XLPE)绝缘料价格为
硅烷交联聚乙烯电缆所使用的 2 万元 /t,比重为0.92t/m3。
主要原材料有:低密度聚乙烯
另外,从国内市场需求的角度
EA 技
电线电缆专辑
Cable Special
术
应
用
胜利油田 张卫东 朱益飞
硅烷交联聚乙烯绝缘电缆工艺
在一定的条件下,改变聚乙烯分子结构,使聚乙烯分子构成三维结构的分子,由四个分子联 在一起,形成空间网状结构,从而解决聚乙烯容易开裂的问题。
由于电力事业的不断发展,
电力电缆的需求量日益增
交联的电缆“水树”现象 “水树”现象是导致交联聚乙 烯电缆发生故障的主要原因。表现 为在交联聚乙烯绝缘层呈扇形树 枝状的混浊白色形态。“水树”的 产生将直接影响电缆绝缘特性及 其使用寿命,根据资料介绍:6kV 挤交联聚乙烯电缆的水树枝长度 在 0 . 5 m m 以内时,工频击穿电压 约降低 20%~50%。 “水树”多产生在交联聚乙烯 绝缘层或绝缘层与半导电层的界面 之间,主要由于绝缘层内含有杂质 或界面不光滑引起电场分布不均 匀,使绝缘层中的水份不规则扩展 而形成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.6/1KV交联电力电缆产品工艺文件编号:编制:审核:批准:目录1、产品工艺流程图2、产品质量特性重要性分级表3、产品质量控制点明细表4、质量工序表5、绞合工序工艺6、交联工序工艺7、成缆工序工艺8、护套挤出工序工艺9、装铠工序工艺产品名称0.6/1KV交联电力电缆编号代替执行日期共7页第1页YJV22型0.6/1KV、YJLV22型0.6/1KV电缆结构示意图产品名称0.6/1KV交联电力电缆产品工艺流程图编号代替执行日期共1页第1页铝铜紧压(圆形、扇硅烷交联绝缘挤火花试温水交成缆绕包钢带铠挤外护套(阻计米印检验包无防布绕挤外护套(阻计米印检验包入库产品名称0.6/1KV交联电力电缆产品质量特性重要性分级编号代替执行日期共1页第1页产品质量特性重要性分级序号项目名称重要性分级A B C1 导体中单线根数O2 导体机械性3 导体紧压系数O4 绝缘厚度O5 绝缘最薄处厚度O6 绝缘厚度正偏差O7 绝缘物理、机械及热化性能O8 绝缘热延伸性能O9 钢带尺寸O10 隔离套厚度O11 外护破厚度O12 护套物理、机械及热老化性能 O 13 护套厚度偏差 O 14 印刷标志 O 15 局部放电 O 16 线芯识别标志 O 17 耐压试验 O 18 成品绝缘电阻 O 19 低温特性 O 20 长度 O 21包装O产品名称 0.6/1KV 交联电力电缆产品质量控点明细表 编号代替 执行日期共1页第1页控制工序名称控制点项目 技术要求检测 方式检测工具质量特性分级ABC挤出工序绝缘平均厚度 不低于 标称厚度 自检专检千分尺O最薄点厚度不小于标称厚度 的专检读数显微镜O90%-0.1mm外径符合工艺文件规定自检卡尺O绝缘热延伸符合工艺文件规定专检热延伸试验仪O产品名称0.6/1KV交联电力电缆质量工序表编号代替执行日期共1页第1页质量工序表工序名称设备工序管理点质量问题分析检查项目纳入标准责任者质量项目检验1次2次3次项目及方法检查频次操作者代班长检验员自检首检抽检交联90挤塑机绝缘平均厚度ΧΧ超差模具不合格内外模孔径大检查模具孔径1次/每规格工艺文件O O绝缘最薄点ΧΧ偏正没对妥调整机头螺杆1次/每规格工艺文件O外径ΧΧ波动牵引和主机配合不佳高速收线速度随时工艺文件O0.6/1KV交联电力电缆产品工艺文件第一部分绞合工序工艺编号:编制:审核:批准:产品名称0.6/1KV交联电力电缆绞合工序工艺编号代替执行日期共7页第1页设备一、所用设备:500/6盘管绞机、500/12+18+24叉绞机二、技术规范1、500/6盘管绞机序号名称单位数据1 单线直径mm 铜1.5-3.5、铝1.7-4.12 最大绞合外径mm 153 筒体转速转/分500,3504 牵引轮直径mm 12505 出线速度m/min 7.63-165.976 绞合节距mm 21.81-331.957 放线盘尺寸mm Φ500*280*3758 收线盘尺寸范围mm PN1000-PN16009 收线盘尺寸最大mm Φ1600*800*1150产品名称0.6/1KV交联电力电缆绞合工序工艺编号代替执行日期共7页第2页2、500/12+18+24叉绞机序号名称单位数据1 设备总盘数盘542 单线直径Mm 铜1.2-4.0、铝1.5-5.03 最大绞合外径Mm 454 节距公比P=1.065 节距范围Mm 72.7-1055.36 牵引直径Mm 20007 绞笼转速Ppm 66\78\92\108\128\150(117\209(备用)8 放线角<22.50C9 绞合锥角4510 笼内放线盘规格PND500\PN50011 中心放线盘规格PN1600\PN2000\PN250012 收线盘规格PN1600\PN2000\PN2500产品名称0.6/1KV交联电力绞合工序工艺编号电缆代替执行日期共7页第3页绞合工艺一、开车前准备1、绞合用导体的铝导体应采用H4或H6状态硬圆铝线,表面应光滑,不得有三角口、裂纹,夹杂物及其他缺陷及机械损伤。
2、检查设备上的穿线孔,压模是否有毛刺有损坏现象,如有应及时更换。
3、做好本岗位的加油清洁工做。
4、按照领料单,校对所领导体的直径是否符合。
5、根据工艺规定将变换齿轮、手柄、绞向调整好。
二、开车步骤1、将牵引绳从牵引轮起至模座和绞线扎牢。
2、开动机器待绞线通过牵引轮后立即停车。
3、剪断牵引绳,将线端通过排线器插入收线盘孔并固定好。
4、检查绞线节距、约向及外观并做好记录,每班记录不少于3次。
5、调整好放线张力,开动机器逐渐达到工作速度。
6、当达到允许盘长度后,再分盘检查外观检查结果及上次无差异时才能继续生产。
三、质量控制1、导体的直径应控制在偏差允许范围内。
2、绞线最外层向左向,相邻层绞向相反。
3、紧压前导体允许接头,导体接头应该牢固,防止虚焊,以免拉断,且在同一层中相邻两个接头之间的距不小于300mm。
4、接头处用挫刀挫平,不得超过导线外径。
5、绞制好的线芯不得有毛刺、断股、松股、背股等缺陷。
6、绞制好的线芯经专检人员检验后方可转入下道工序。
四、维护保养1、全体凡润滑的地方在使用一段时间后应用煤油清洗加注新油。
2、筒体内的滚珠轴承,采用黄油润滑,工作700小时后清洗换油,托轮轴承用黄油润滑,每班加油一次。
传动箱、牵引轮牙箱采用机油润滑,每月加油一次。
3、收排线架、铜套轴承和排线丝杠每班加机油两次,收线架传动齿轮用黄油涂沫一次。
托轮和筒体接触表面用机油润滑,每班加油不少于3次。
4、机器危险部位应设有安全防护罩,以保护操作人员的人身安全,如有损坏严禁开车。
产品名称0.6/1KV交联电力电缆绞合工序工艺编号代替执行日期共7页第4页产品结构表(圆形)标称截面mm2导体结构紧压外径mm 节距范围mm10 7/1.35 3.8 70–8216 7/1.70 4.8 88-10425 7/2.14 6.0 115-13535 7/2.50 7.0 133-15650 19/1.78 8.30 163-19270 19/2.14 10.0 191-22595 19/2.50 11.60 227-267120 37/2.00 13.0 253-298产品结构表(扇形)标称截面mm2导体结构节距范围mm50 10/2.50 174-20570 14/2.50 192-22695 19/2.50 217-256120 24/2.50 261-307150 30/2.50 279-328185 37/2.50 305-358240 48/2.50 355-417300 61/2.50 405-450产品名称0.6/1KV交联电力电缆绞合工序工艺编号代替执行日期共7页第5页导体扇形尺寸(两芯1800C)标称截面mm2导体结构结构尺寸mm 宽高50 10/2.50 13.1 5.6 70 14/2.50 15.3 6.7 95 19/2.50 18.2 8.1 120 24/2.50 20.6 9.1 150 30/2.50 23.4 10.5 185 37/2.50 26.0 11.7导体扇形尺寸(三芯1200C)标称截面mm2导体结构结构尺寸mm 宽高50 10/2.50 14.0 9.1 70 14/2.50 16.5 10.5 95 19/2.50 19.2 12.3 120 24/2.50 21.5 13.6 150 30/2.50 24.1 15.2 185 37/2.50 26.7 16.8 240 48/2.50 30.4 19.1产品名称0.6/1KV交联电力电缆绞合工序工艺编号代替执行日期共7页第6页导体结构尺寸(3+1芯1000)标称截面mm2导体结构结构尺寸mm 宽高50 10/2.50 13.3 10.5 70 14/2.50 15.7 11.3 95 19/2.50 18.0 13.3 120 24/2.50 20.5 15.0 150 30/2.50 22.9 16.7 185 37/2.50 25.5 18.9 240 48/2.50 29.0 21.1导体结构尺寸(4等芯900)标称截面mm2导体结构结构尺寸mm 宽高50 10/2.50 12.5 10.3 70 14/2.50 14.7 11.9 95 19/2.50 17.1 13.8 120 24/2.50 19.4 15.4 150 30/2.50 21.7 17.2 185 37/2.50 24.2 19.2240 48/2.50 27.4 21.6产品名称0.6/1KV交联电力电缆绞合工序工艺编号代替执行日期共7页第7页常见的质量问题及解决办法序号质量问题原因解决办法1 扭转过度收线张力小,收线或牵引停止调整收线张力,检查收线及牵引部分2 缺根接头不牢,线被卡信,放线张力过大调整放线张力,操作要集中注意接头质量3 表面损伤线嘴或压形模损坏更换线嘴和压形模4收线轮排放不整齐排线器失灵及时修理0.6/1KV交联电力电缆产品工艺文件第二部分交联工序工艺编号:编制:审核:批准:产品名称0.6/1KV交联电力电缆交联工序工艺编号代替执行日期共7页第1页一、设备技术规范90/28温水交联生产线序号项目单位数据1 线缆直径mm 6-102 挤包后外径mm 9-303 挤塑螺杆直径长径比转速mmr/min9028:115-1004 最大挤出量SPVCLDPEkg/hkg/h150-240100-1805 机组线速度m/min 5-606 最大牵引力N 80007 收线盘规格mm PN1250-2000二、工艺规定1、开车前准备1)开车前操作者应检查各单机所有运转部位的润滑情况。
2)依据产品规范检查线芯和塑料质量是否符合标准要求。
3)根据线芯实测外径和工艺规定厚度选择合适的模具。
4)按照绝缘料的要求将基色与色线料按比例1:50配好(三芯颜色:红、黄、绿。
四芯:红、黄、绿、浅蓝。
浅蓝用于中性线芯。
)5)开车前应预先加温至稳定,同时保温30分钟,装上模具后必须保温20分钟才能开车。
挤塑机挤出温度应符合工艺卡片的要求,也可根据材料的不同作适当的调整。
产品名称0.6/1KV交联电力电缆交联工序工艺编号代替执行日期共7页第2页三、常见的质量问题及解决办法序号质量问题解决办法1 表面光洁度不可接受(熔化破裂)a提高模头温度b火焰直接加热口模腔c降低牵引速度d降低螺杆转速表面光洁度不可接受(预交联)a降低压缩段的温度b减小滤网数和目数以减短停留时间2 热延伸不合格a提高压缩段温度b增加滤网数以增长停留时间3 表面有凹点a降低牵引速度b稍降口模腔温度c防止发生预交联4 绝缘表面有烧焦的物料降低模颈处温度5 绝缘断面有微孔a提高火焰温度b使水槽靠近口模产品名称0.6/1KV交联电力电缆交联工序工艺编号代替执行日期共7页第3页四、质量要求绝缘厚度应符合相应产品工艺卡片的要求,绝缘最薄点厚度应不小于标称厚度的90%-0.1mm。