常用焊条合格证
原材料所需检测检验报告及合格证
原材料所需检测检验报告及合格证Document serial number【LGGKGB-LGG98YT-LGGT8CB-LGUT-厂家提供(检验报告需厂家盖红盖)1、钢筋产品质量证明书、焊条/剂合格证(注:需焊工上岗证)2、水泥3、28天出厂证明书、合格证3、预拌商品混凝土配合比、质量证明书4、密目网(安全网)检验报告5、地板砖检验报告、合格证6、不锈钢管、扣件检验报告、合格证7、电线电缆检验报告、合格证8、配电箱、断路器检验报告、合格证9、保温砂浆合格证10、隔热板材检验报告、合格证11、给水排水(PP-R)管材检验报告、合格证12、外墙漆检验报告、合格证13、窗(玻璃胶、铝合金窗轮、毛条、浮法玻璃、铝合金电泳漆型材检测报告)合格证14、门检验报告、合格证15、开关、插座、电表、水表、蹲便器、清洗剂(松节油)合格证(所有厂家资质)送检材料(有质资的检验单位、实验室)1、钢筋(力学、弯曲性能、重量偏差及焊接)检测报告2、水泥、砂、石检测报告3、自拌混凝土、砂浆配合比4、试块(同养、标养、砂浆)检测报告5、砖(砌体)检测报告6、植筋抗拉拔检测报告7、电线电缆检测报告8、钢筋保护层厚度、间距检测报告9、保温砂浆检测报告10、隔热板材检测报告11、防水卷材检测报告12、外墙漆检测报告13、建筑外窗三性(气密性、水密性及抗风压性)检测报告(检验单位、实验室资质)样品送样要求1钢筋原材:每一规格送两根50cm,两根30cm2盘条:每一规格送一根50cm,两根30cm3钢筋焊接:对焊(每一规格送三根50cm,三根30cm)30cm的要磨平电弧焊(每一规格送三根50cm,)单面焊大于22的钢筋长度大于50cm小于60cm电渣压力焊(每一规格送三根50cm)气压焊(每一规格送三根50cm,三根30cm)4钢筋连接;滚轧直螺纹接头,每一规格送三根,长度不超过55cm注明机械连接属于几级带肋钢筋套筒挤压接头,每一规格送三根,长度不超过55cm,大于22的钢筋长度大于50cm小于55cm。
焊接材料(焊条、焊丝、焊剂)进场质量合格证文件及外观质量检查记录

应清晰。年月日年月日2
GB50205-2001
焊接材料(焊条、焊丝、焊剂、焊钉、瓷环)进场质量
合格证明文件及外观质量检查记录(4.3.1-2,4.3.3,4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:
验收项目
焊接材料
质保书(或合格证)
本批进货数量(吨或件)
复验结果
焊条外观不应有药皮脱落、焊芯生锈等缺陷
焊剂不应受潮结块
品种
规格
尺寸
钢号
原件或复印件
编号
数量
性能
焊钉
瓷环
验收日期
验收数量
检查ห้องสมุดไป่ตู้况
年
月
日
检查结果
主控项目:检查项,符合要求项。
一般项目:检查点,其中合格点,合格率%。
注:1、全数检查质量合格证明文件、中文标志及检验报告等;
2、重要钢结构采用的焊接材料应进行抽样复试。焊条、焊剂外观抽查1%,不少于10包。材料员:质检员:
C11#楼焊接试(检)报告焊条(剂)合格证汇总表

4
试验报告 电渣压力焊 16
负二层柱 2016.1.16 B1031600173 合格
5
试验报告 电渣压力焊 18
负二层柱 2016.1.16 B1031600174 合格
6
试验报告 电渣压力焊 18
负二层柱 2016.1.15 BG03Z000160 合格
7
试验报告 电渣压力焊 18
负一层柱 2016.3.4 B1031600424 合格
8
试验报告 电渣压力焊 16
负一层柱 2016.3.4 B1031600423 合格
9
试验报告 电渣压力焊 16
负一层柱 2016.3.4 BG03Z000395 合格
10 试验报告 电渣压力焊 18
负一层柱 2016.3.4 BG03Z000396 合格
11 试验报告 电渣压力焊 16
一层柱 2016.3.9 B1031600480 合格
焊接试(检)报告、 焊条(剂)合格证汇总表
工程名称:合肥高新区永和家园三期C11#楼
序号 报告类别
焊接类型
母材品种 和规格
部位
焊接试验报告
日期
编号
资料编号:
结论
资料 编号
备注
1
检验报告 套筒连接
25
筏板基础
合格
2
检验报告 套筒连接
25
筏板基础
合格
3
试验报告 电渣压力焊 16
负二层柱 2016.1.15 BG03Z000155 合格
20 试验报告 电渣压力焊 16
五层柱 2016.3.29 B1031600688 合格
21
22
说明:
填报单位:云南工程建设总承包公司
钢筋焊接接头检测报告合格证汇总表
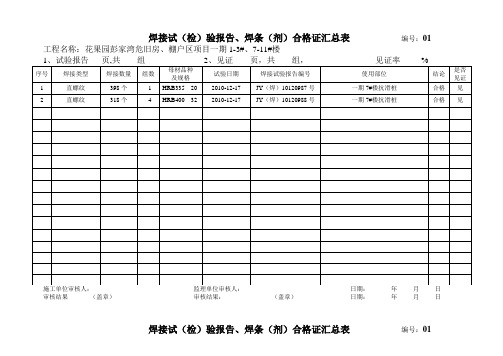
焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:花果园彭家湾危旧房、棚户区项目一期1-3#、7-11#楼1、试验报告 页,共 组2、见证 页,共 组, 见证率 %施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日序号 焊接类型 焊接数量 组数 母材品种 及规格 试验日期 焊接试验报告编号 使用部位 结论 是否 见证 1 直螺纹 398个 1 HRB335 20 2010-12-17 JY (焊)10120987号 一期7#楼抗滑桩 合格 见 2 直螺纹 318个 4 HRB400 32 2010-12-17JY (焊)10120988号一期7#楼抗滑桩合格 见焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:花果园彭家湾危旧房、棚户区项目一期8#楼1、试验报告 页,共 组2、见证 页,共 组, 见证率 100 %施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日序号 焊接类型 焊接数量 组数 母材品种 及规格 试验日期 焊接试验报告编号 使用部位 结论 是否 见证 1 气压焊 508个 1 HRB400 25 2010-12-06 ZX (焊)10120008号 一期8#楼地下室地梁 合格 见 2 气压焊 168个 1 HRB400 22 2010-12-06 ZX (焊)10120019号 一期8#楼地下室地梁 合格 3 气压焊 190个 1 HRB400 20 2010-12-06 ZX (焊)10120019号 一期8#楼地下室地梁 合格 4 直螺纹 1800个 4 HRB400 28 2010-11-07 ZX (焊)10110023号 一期9#楼地下室负一层柱 合格 见 5 直螺纹 48个 1 HRB400 32 2010-11-07 ZX (焊)10110024号 一期9#楼地下室负一层柱 合格 见 6 气压焊 128个 1 HRB400 25 2010-12-06 ZX (焊)10120025号 一期8#楼负一层墙柱 合格 见 7 气压焊 260个 1 HRB400 20 2010-12-06 ZX (焊)10120025号 一期8#楼负一层墙柱 合格 见 8 气压焊 40个 1 HRB400 182010-12-06ZX (焊)10120025号一期8#楼负一层墙柱合格 见焊接试(检)验报告、焊条(剂)合格证汇总表编号:01工程名称:贵阳国际会议展览中心-a2-1会展中心(A2展厅)1、试验报告38页,共142组2、见证12页,共142 组,见证率100 %序号焊接类型焊接数量母材品种及规格试验日期焊接试验报告编号结论使用部位是否见证备注1气压焊288个HRB335 20 2009-09-04 JY(焊)09090004号合格A1、A2、B1、B2孔桩钢筋笼否2气压焊273个HRB335 22 2009-09-04 JY(焊)09090004号合格A1、A2、B1、B2孔桩钢筋笼否3气压焊220个HRB335 20 2009-09-04 JY(焊)09090401号合格A1、A2、B1、B2孔桩钢筋笼否4气压焊250个HRB335 22 2009-09-04 JY(焊)09090401号合格A1、A2、B1、B2孔桩钢筋笼否5气压焊250个HRB335 20 2009-09-25 JY(焊)09092501号合格A1、A2、B1、B2展厅地梁否6气压焊294个HRB335 22 2009-09-25 JY(焊)09092501号合格A1、A2、B1、B2展厅地梁否7气压焊300个HRB400 25 2009-09-25 JY(焊)09092501号合格A1、A2、B1、B2展厅地梁否8气压焊250个HRB400 20 2009-09-25 JY(焊)09092502号合格A1、A2、B1、B2展厅地梁否9气压焊294个HRB400 22 2009-09-25 JY(焊)09092502号合格A1、A2、B1、B2展厅地梁否10气压焊300个HRB400 25 2009-09-25 JY(焊)09092502号合格A1、A2、B1、B2展厅地梁否11气压焊300个HRB400 20 2009-09-26 JY(焊)09090068号合格A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板是12气压焊300个HRB400 22 2009-09-26 JY(焊)09090068号合格A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板是13气压焊300个HRB400 25 2009-09-26 JY(焊)09090068号合格A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板是14气压焊286个HRB400 20 2009-10-10 JY(焊)09100027号合格A1、A2、B1、B2展厅二层梁板是15气压焊300个HRB400 25 2009-10-10 JY(焊)09100027号合格A1、A2、B1、B2展厅二层梁板是16气压焊290个HRB400 25 2009-10-10 JY(焊)09100027号合格A1、A2、B1、B2展厅二层梁板是17气压焊300个HRB400 20 2009-11-12 JY(焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日 焊接试(检)验报告、焊条(剂)合格证汇总表 编号:02工程名称:贵阳国际会议展览中心-a2-1会展中心(A2展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %18气压焊300个HRB400 202009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是19 气压焊 280个 HRB400 22 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 20 气压焊 300个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 21 气压焊 295个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 22 直螺纹Ⅰ级 360个 HRB400 22 2009-10-09 JY (焊)09100009号 合格 A1、A2展厅首层柱 是 23 直螺纹Ⅰ级 500个 HRB400 25 2009-10-09 JY (焊)09100009号 合格 A1、A2展厅首层柱 是 24 直螺纹Ⅰ级 498个 HRB400 25 2009-10-09 JY (焊)09100009号 合格 A1、A2展厅首层柱 是 25 直螺纹Ⅰ级 300个 HRB400 28 2009-10-09 JY (焊)09100010号 合格 A1、A2展厅首层柱 是 26 直螺纹Ⅰ级 400个 HRB400 32 2009-10-09 JY (焊)09100010号 合格 A1、A2展厅首层柱 是 27 直螺纹Ⅰ级 421个 HRB400 32 2009-10-09 JY (焊)09100010号 合格 A1、A2展厅首层柱 是 28 直螺纹Ⅰ级 500个 HRB400 25 2009-10-21 JY (焊)09100060号 合格 A1、A2展厅二层柱 是 29 直螺纹Ⅰ级 498个 HRB400 25 2009-10-21 JY (焊)09100060号 合格 A1、A2展厅二层柱 是 30 直螺纹Ⅰ级 200个 HRB400 28 2009-10-21 JY (焊)09100060号 合格 A1、A2展厅二层柱 是 31 直螺纹Ⅰ级 400个 HRB400 32 2009-10-21 JY (焊)09100061号 合格 A1、A2展厅二层柱 是 32 直螺纹Ⅰ级 421个 HRB400 32 2009-10-21 JY (焊)09100061号 合格 A1、A2展厅二层柱 是 33滚扎直螺纹420个HRB400 322009-11-03JY (焊)09110165号合格A1、A2展厅三层柱是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:贵阳国际会议展览中心-a2-1会展中心(B1展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %34 滚扎直螺纹 198个 HRB400 28 2009-11-03 JY (焊)09110165号 合格 A1、A2展厅三层柱 是 35 滚扎直螺纹 450个 HRB400 25 2009-11-03 JY (焊)09110165号 合格 A1、A2展厅三层柱 是 36 滚扎直螺纹490个 HRB400 222009-11-03JY (焊)09110165号合格 A1、A2展厅三层柱是 37序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 1 气压焊 288个 HRB335 20 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 2 气压焊 273个 HRB335 22 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 3 气压焊 220个 HRB335 20 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 4 气压焊 250个 HRB335 22 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 5 气压焊 250个 HRB335 20 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 6 气压焊 294个 HRB335 22 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 7 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 8 气压焊 250个 HRB400 20 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 9气压焊 294个 HRB400 22 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 10 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 11 气压焊 300个 HRB400 20 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 12气压焊300个HRB400 222009-09-26JY (焊)09090068号合格A1、A2、B1、B2展厅基础及B1是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:02工程名称:贵阳国际会议展览中心-a2-1会展中心(B1展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %展厅负一层剪力墙、首层梁板13 气压焊 300个 HRB400 25 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 14 气压焊 286个 HRB400 20 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 15 气压焊 300个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 16 气压焊 290个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板是17气压焊300个HRB400 202009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是18 气压焊 300个 HRB400 20 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是19 气压焊 280个 HRB400 22 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 20 气压焊 300个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 21 气压焊 295个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 22 直螺纹Ⅰ级 370个 HRB400 22 2009-10-13 JY (焊)09100037号 合格 B1、B2展厅首层柱 是 23 直螺纹Ⅰ级 500个 HRB400 25 2009-10-13 JY (焊)09100037号 合格 B1、B2展厅首层柱 是 24 直螺纹Ⅰ级 500个 HRB400 25 2009-10-13 JY (焊)09100037号 合格 B1、B2展厅首层柱 是 25 直螺纹Ⅰ级 450个 HRB400 32 2009-10-13 JY (焊)09100038号 合格 B1、B2展厅首层柱 是 26 直螺纹Ⅰ级 450个 HRB400 32 2009-10-13 JY (焊)09100038号 合格 B1、B2展厅首层柱 是 27直螺纹Ⅰ级180个HRB400 282009-10-13JY (焊)09100038号合格B1、B2展厅首层柱是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:贵阳国际会议展览中心-a2-1会展中心(B2展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %28 滚扎直螺纹 500个 HRB400 25 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 29 滚扎直螺纹 498个 HRB400 25 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 30 滚扎直螺纹 200个 HRB400 28 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 31 滚扎直螺纹 400个 HRB400 32 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 32 滚扎直螺纹 421个 HRB400 25 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 33 直螺纹Ⅰ级 289个 HRB400 22 2009-11-04 JY (焊)09110023号 合格 B1、B2展厅三层柱 是 34 直螺纹Ⅰ级 500个 HRB400 25 2009-11-04 JY (焊)09110023号 合格 B1、B2展厅三层柱 是 35 直螺纹Ⅰ级 492个 HRB400 25 2009-11-04 JY (焊)09110023号 合格 B1、B2展厅三层柱 是 36 直螺纹Ⅰ级 195个 HRB400 28 2009-11-04 JY (焊)09110024号 合格 B1、B2展厅三层柱 是 37 直螺纹Ⅰ级 500个 HRB400 32 2009-11-04 JY (焊)09110024号 合格 B1、B2展厅三层柱 是 38直螺纹Ⅰ级480个HRB400 322009-11-04JY (焊)09110024号合格B1、B2展厅三层柱是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 1 气压焊 288个 HRB335 20 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 2 气压焊 273个 HRB335 22 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 3 气压焊 220个 HRB335 20 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 4 气压焊 250个 HRB335 22 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 5 气压焊 250个 HRB335 20 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 6气压焊294个HRB335 222009-09-25JY (焊)09092501号合格A1、A2、B1、B2展厅地梁否施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:02工程名称:贵阳国际会议展览中心-a2-1会展中心(B2展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %7 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 8 气压焊 250个 HRB400 20 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 9气压焊 294个 HRB400 22 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 10 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 11 气压焊 300个 HRB400 20 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 12 气压焊 300个 HRB400 22 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 13 气压焊 300个 HRB400 25 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 14 气压焊 286个 HRB400 20 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 15 气压焊 300个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 16 气压焊 290个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板是17气压焊300个HRB400 202009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是18 气压焊 300个 HRB400 20 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是19 气压焊 280个 HRB400 22 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 20 气压焊 300个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 21气压焊295个HRB400 252009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是22直螺纹Ⅰ级370个HRB400 22 2009-10-13 JY(焊)09100037号合格B1、B2展厅首层柱是23直螺纹Ⅰ级500个HRB400 25 2009-10-13 JY(焊)09100037号合格B1、B2展厅首层柱是24直螺纹Ⅰ级500个HRB400 25 2009-10-13 JY(焊)09100037号合格B1、B2展厅首层柱是25直螺纹Ⅰ级450个HRB400 32 2009-10-13 JY(焊)09100038号合格B1、B2展厅首层柱是26直螺纹Ⅰ级450个HRB400 32 2009-10-13 JY(焊)09100038号合格B1、B2展厅首层柱是27直螺纹Ⅰ级180个HRB400 28 2009-10-13 JY(焊)09100038号合格B1、B2展厅首层柱是28滚扎直螺纹500个HRB400 25 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是29滚扎直螺纹498个HRB400 25 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是30滚扎直螺纹200个HRB400 28 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是31滚扎直螺纹400个HRB400 32 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是32滚扎直螺纹421个HRB400 25 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是33直螺纹Ⅰ级289个HRB400 22 2009-11-04 JY(焊)09110023号合格B1、B2展厅三层柱是34直螺纹Ⅰ级500个HRB400 25 2009-11-04 JY(焊)09110023号合格B1、B2展厅三层柱是35直螺纹Ⅰ级492个HRB400 25 2009-11-04 JY(焊)09110023号合格B1、B2展厅三层柱是36直螺纹Ⅰ级195个HRB400 28 2009-11-04 JY(焊)09110024号合格B1、B2展厅三层柱是37直螺纹Ⅰ级500个HRB400 32 2009-11-04 JY(焊)09110024号合格B1、B2展厅三层柱是38直螺纹Ⅰ级480个HRB400 32 2009-11-04 JY(焊)09110024号合格B1、B2展厅三层柱是施工单位审核人:监理单位审核人:日期:年月日审核结果(盖章)审核结果:(盖章)日期:年月日。
原材料所需检测检验报告及合格证

厂家提供(检验报告需厂家盖红盖)1、钢筋产品质量证明书、焊条/剂合格证(注:需焊工上岗证)2、水泥3、28天出厂证明书、合格证3、预拌商品混凝土配合比、质量证明书4、密目网(安全网)检验报告5、地板砖检验报告、合格证6、不锈钢管、扣件检验报告、合格证7、电线电缆检验报告、合格证8、配电箱、断路器检验报告、合格证9、保温砂浆合格证10、隔热板材检验报告、合格证11、给水排水(PP-R)管材检验报告、合格证12、外墙漆检验报告、合格证13、窗(玻璃胶、铝合金窗轮、毛条、浮法玻璃、铝合金电泳漆型材检测报告)合格证14、门检验报告、合格证15、开关、插座、电表、水表、蹲便器、清洗剂(松节油)合格证(所有厂家资质)送检材料(有质资的检验单位、实验室)1、钢筋(力学、弯曲性能、重量偏差及焊接)检测报告2、水泥、砂、石检测报告3、自拌混凝土、砂浆配合比4、试块(同养、标养、砂浆)检测报告5、砖(砌体)检测报告6、植筋抗拉拔检测报告7、电线电缆检测报告8、钢筋保护层厚度、间距检测报告9、保温砂浆检测报告10、隔热板材检测报告11、防水卷材检测报告12、外墙漆检测报告13、建筑外窗三性(气密性、水密性及抗风压性)检测报告(检验单位、实验室资质)样品送样要求1钢筋原材:每一规格送两根50cm,两根30cm2盘条:每一规格送一根50cm,两根30cm3钢筋焊接:对焊(每一规格送三根50cm,三根30cm)30cm的要磨平电弧焊(每一规格送三根50cm,)单面焊大于22的钢筋长度大于50cm小于60cm电渣压力焊(每一规格送三根50cm)气压焊(每一规格送三根50cm,三根30cm)4钢筋连接;滚轧直螺纹接头,每一规格送三根,长度不超过55cm注明机械连接属于几级带肋钢筋套筒挤压接头,每一规格送三根,长度不超过55cm,大于22的钢筋长度大于50cm小于55cm。
5钢管:¢48*(注明钢管所用钢材的牌号和辟厚,牌号有Q195,Q215,Q235,Q295,Q345等)注明钢管是属于低压流体输送焊接钢管(送样一根60cm,一根80cm)或直缝电焊钢管(送样二根60cm,一根80cm)(带钢管,扣件质保书)6 扣件:直角扣件16只,旋转扣件8只,对接扣件8只)(注明新扣件)7 烧结粘土砖:10块(一切二用纯水泥粘和,上下两面用纯水泥摸平,要干)8烧结多孔砖:10块(上下两面用纯水泥摸平,孔中灌水泥浆,要干)混凝土多孔砖和混凝土普通砖的做法和烧结多孔砖一样做法9混凝土小型空心砌块:5块,(上下两面用纯水泥摸平,要干)10压加气混凝土砌快:9块,100*100*100mm,带质保书11浆配合比:水泥10kg,砂10kg,石灰膏5kg12凝土配合比:水泥40kg,砂60kg,碎石90kg(注明坍落度)13 泥:从20个不同抽样单位中共抽取12kg14 砂分析:10kg,石分析:40kg15 混凝土试块:每组3块。
原材料所需检测检验报告及合格证
原材料所需检测检验报告及合格证Pleasure Group Office【T985AB-B866SYT-B182C-BS682T-STT18】厂家提供(检验报告需厂家盖红盖)1、钢筋产品质量证明书、焊条/剂合格证(注:需焊工上岗证)2、水泥3、28天出厂证明书、合格证3、预拌商品混凝土配合比、质量证明书4、密目网(安全网)检验报告5、地板砖检验报告、合格证6、不锈钢管、扣件检验报告、合格证7、电线电缆检验报告、合格证8、配电箱、断路器检验报告、合格证9、保温砂浆合格证10、隔热板材检验报告、合格证11、给水排水(PP-R)管材检验报告、合格证12、外墙漆检验报告、合格证13、窗(玻璃胶、铝合金窗轮、毛条、浮法玻璃、铝合金电泳漆型材检测报告)合格证14、门检验报告、合格证15、开关、插座、电表、水表、蹲便器、清洗剂(松节油)合格证(所有厂家资质)送检材料(有质资的检验单位、实验室)1、钢筋(力学、弯曲性能、重量偏差及焊接)检测报告2、水泥、砂、石检测报告3、自拌混凝土、砂浆配合比4、试块(同养、标养、砂浆)检测报告5、砖(砌体)检测报告6、植筋抗拉拔检测报告7、电线电缆检测报告8、钢筋保护层厚度、间距检测报告9、保温砂浆检测报告10、隔热板材检测报告11、防水卷材检测报告12、外墙漆检测报告13、建筑外窗三性(气密性、水密性及抗风压性)检测报告(检验单位、实验室资质)样品送样要求1钢筋原材:每一规格送两根50cm,两根30cm 2盘条:每一规格送一根50cm,两根30cm3钢筋焊接:对焊(每一规格送三根50cm,三根30cm)30cm的要磨平电弧焊(每一规格送三根50cm,)单面焊大于22的钢筋长度大于50cm小于60cm电渣压力焊(每一规格送三根50cm)气压焊(每一规格送三根50cm,三根30cm)4钢筋连接;滚轧直螺纹接头,每一规格送三根,长度不超过55cm注明机械连接属于几级带肋钢筋套筒挤压接头,每一规格送三根,长度不超过55cm,大于22的钢筋长度大于50cm小于55cm。
常用材料的检验标准

常用材料的检验标准材料的检验的基本内容及规程材料进货检验抽样比例金属材料表面质量、钢材允差金属材料的包装和标志钢材的外观和尺寸及内在质量的检验钢材化学成分允许偏差焊条尺寸及偏差、UPVC排水管、给水管关键产品的检验和试验验证内容:产品合格证、质量保证书、数量、外观质量、产品标签等检查方法:按相应的国家或部颁标准检验,核对质量证明文件的符合性和有效性、实测产品的外形尺寸。
并按合同规定的内容进行检验和试验。
一、钢材钢材是承包工程中的关键材料,如型钢、钢板、焊接钢管、镀锌钢管、无缝钢管等,进货时必须按相应的国家标准或部颁标准验证出厂质量证明书的有效性及内容的符合性,并实测产品的几何尺寸。
二、焊条、焊剂和焊药1.焊条必须有出厂质量证明书,内容包括熔敷化学成分、熔敷金属机械性能、焊条药皮含水量的试验结果。
2.手工电弧使用的焊条的质量证明书应包括熔敷金属的化学成分、机械性能、扩散氢含量。
3.焊剂、焊粉必须有出厂质量证明书。
4.所有焊条、焊剂必须校对出厂批号、日期。
三、电缆(电力电缆、控制电缆、信号电缆、通信电缆等)1.每盘电缆均应有制造厂的产品出厂检验合格证、技术文件,并有电缆名称、型号规格、长度、额定电压、毛重、生产日期、盘号及专业标准内容的标签,盘外表面涂刷上与标签内容相同的标志和转动箭头方向。
2.电缆应紧密整齐的卷绕在牢固的铁、木盘上。
3.各种电缆表面上的防腐护套应无断裂擦伤、压扁等缺陷,钢带铠装应光滑平整无锈蚀。
4.各种电缆的两端应密封良好,不得外露、泄露。
四、设备的开箱检验1.开箱检验在技术负责人组织下,由业主代表、供方、技术人员、材料员、施工班组参加。
2.开箱检验内容:2.1清点包装箱的数量、编号是否与设备文件相符。
2.2检查包装外观有无破损、防雨防潮层是否完好,包装箱在运输吊装中处置堆放是否合理。
2.3开箱后,检测设备及零件的外观是否完好,有无锈蚀或损伤;油封防震、防潮设施是否完好有效;按装箱单内容清点部件数量、规格,检查产品说明书,合格证及装配图纸等技术文件是否齐全,按装箱单清点并检查专用工具及备件并取出妥善保管。
钢筋出厂合格证和质量证明书
钢筋出厂合格证和质量证明书篇一:产品合格证、性能检测报告产品合格证、性能检测报告MKJ301001???一般包括钢材、焊条、水泥、砌块等,其出厂质量证明文件包括:产品质量合格证、质量证明书(或质量保证书)、性能检测报告、CCC认证证书、计量检定证书、厂家资质证明文件等。
需提供质量证明文件清单:篇二:钢筋合格证1、四川德胜钢铁规格HRB335 B20 批号:B115255 日期:2012.03.102、成都冶金规格HRB400 C14 批号:L310008 日期:2011.12.263、四川达州钢铁规格HRB400C8 批号:01010996 日期:2012.01.114、四川达州钢铁规格HRB400 C10 批号:6210226 日期:2012.01.015、河南郑州规格HRB400 C20 批号:45013日期:2012.02.126、成都攀钢规格HPB235 A10 批号:1062616 日期:2012.02.087、威远钢铁规格HRB400 C10批号:04103320-15 日期:2011.12.268、四川达钢规格HRB400 C8 批号:58465日期:2012.01.139、四川达钢规格HPB235 A10 批号:618424 日期:2012.01.1210、四川达钢规格HPB235 A12 批号:618421 日期:2012.01.16篇三:钢材合格证水城钢铁(集团)有限责任公司钢材产品质量证明书QA-ZL-RP2-1 通过ISO9001:2000认证产品名称:钢筋混凝土用热轧带肋钢筋执行标准:GB1499.2-2007 NO: 工业产品生产许可证(2007)国免字(520070175)号合同号: 发车车号: 4609459 吨位:41.644(t)编号:XK05—001—00025 2007年12月—2010年12月需方名称:怀化市福天物资有限公司收货单位:怀化市福天物资有限公司1、本产品按国家规定检验合格出厂。
合格证汇总表

0.4t
陕西龙门钢铁有限公司
L-42088
张飞
0.4t
06.7.15
7
热轧带肋钢筋
Φ16
0.3t
陕西龙门钢铁有限公司
L-43844
张飞
0.3t
06.7.15
8
热轧带肋钢筋
Φ20
0.1t
陕西龙门钢铁有限公司
04030332
张飞
0.1t
06.7.15
9
热轧带肋钢筋
Φ22
0.25t
陕西龙门钢铁有限公司
邯郸轧钢集团公司
4-220
张飞
842m
06.8.3
制表人:年月日
审核人:年月日
说明:此表为合格证分类登记汇总的记录,由施工单位收集、填写并审核。
合格证汇总表TY-27
单位工程名称
白6增压卸油站
工程编号
序号
机械或材
料名称
型号
规格
数量
生产厂名
出厂日期
或批号
合格证检验
设备进
场日期
记录人
数量
37
电缆
3185m
或批号
合格证检验
设备进
场日期
记录人
数量
19
压力表
20个
青岛新精密仪表公司
05.12.9
张飞
20个
06.8.20
20
无缝管
689m
攀钢集团成都钢铁公司
05.9.27
张飞
689m
06.8.20
21
弯头、大小头
380个
河北孟村县付林配件厂
06.7.22
张飞
380个
06.8.21
焊接证项目解释

1.焊工合格证项目的组成:焊接方法+母材类别+焊接位置+母材规格及一种焊接方法的融覆厚度+焊材的要素1.焊接方法:GTAW――氩弧焊SMAW――焊条电弧焊GMAW――气体保护焊SAW――埋弧焊2.母材类别:国家规定将母材分成4类Ⅰ――碳素钢Ⅱ――低合金钢(该材料考试合格后可以免去Ⅰ类钢的考试Ⅲ――马氏体钢、铁素体不锈钢Ⅳ――奥氏体、双向不锈钢除了Ⅱ类材料可以代替Ⅰ类材料外,其他间不能互相代替。
3.焊接位置1G――板平焊管转动焊2G――板横焊管垂直固定------------公司常有的项目3G――板立焊-----------公司常有的项目4G――板仰焊5G――管水平固定(向上)-----公司常有的项目5GX――管水平固定(下降焊)6G――管45度固定(向上)6GX――管45度固定(下降焊)2FG――管板垂直固定--------公司常有的项目4FG――管板垂直固定仰焊5FG――管板水平固定6FG――管板45度固定--------公司常有的项目4.母材规格(忽略)5.焊接材料要素1.02――实芯焊丝---------公司常有的项目2.03――药芯焊丝3.FI――钛钙型(酸性)焊条4.F3J――低氢型(碱性)焊条----公司常有的项目5.F4――不锈钢(酸性)焊条6.F4J――不锈钢低氢型(碱性)焊条--公司常有的项目在上述焊材中,除了碱性焊条考试焊工后可以代替酸性焊条的考试,其他之间不能相互代替。
举例说明:1.GTAW-Ⅱ-5G-4/63.5-02(全氩弧焊,低合金钢63.5×4管材,水平固定,实芯焊丝)2.GTAW-Ⅰ-5G-2/63.5-02/SMAW-Ⅰ-2G(K)-5/63.5-F3J碳钢管63.5×7(典型的20#)氩弧焊打底(厚度为2m)电焊填充盖面(厚度5mm),垂直固定,实芯焊丝碱性焊条。
3.SMAW-Ⅰ/Ⅱ-6FG-3.5/57-F3J管板45度电焊焊接,板材为Ⅱ类钢,管材为Ⅰ类钢,(典型的16MnR+20#)管子57×3.5 (板材规格忽略不计)碱性焊条。
常用焊接材料及进场检验标准

常用焊接材料及进场检验标准4.2.1常用焊条4.2.1.1 E4303、E5003焊条这类焊条为钛钙型。
药皮中含有30%以上的氧化钛和20%以下的钙或镁的碳酸盐矿,熔渣流动性良好,脱渣容易,电弧稳定,熔深适中,飞溅少,焊波整齐。
这类焊条适用于全位置焊接,适用的电源极性为交流或直流正、反接,主要焊接较重要的碳钢结构。
4.2.1.2 E4315、E5015焊条这类焊条为低氢钠型。
药皮主要组成物是碳酸盐矿和萤石,碱度较高。
熔渣流动性好,焊接工艺性能一般,焊波较粗,角焊缝略凸,熔深适中,脱渣性较好,焊接时要求焊条干燥,并采用短弧焊接。
焊条可全位置焊接,适用的电源极性为直流反接。
这类焊条的熔敷金属具有良好的抗裂性和力学性能。
主要焊接重要的碳钢结构,也可焊接与焊条强度相当的低合金钢结构。
4.2.1.3E4316、E5016焊条这类焊条为低氢钾型。
药皮在与E4315和E5015型焊条的基础上添加了稳弧剂,如钾水玻璃等,电弧稳定,工艺性能、焊接位置与E4315和E5015型焊条相似,焊接电流为交流或直流反接。
除了适用的电源极性不同之外,这类焊条应用范围与E4316、E5016焊条相同。
4.2.1.4常用焊条的技术要求和检验方法见附录H。
4.2.2埋弧焊用焊丝和焊剂在埋弧焊过程中,焊丝和焊剂直接参与焊接过程中的冶金反应,因而它们的化学成份、物理性能直接影响埋弧焊过程的稳定性及焊接接头性能和质量。
4.2.2.1型号分类1 型号分类根据焊丝一焊剂组合的熔敷金属力学性能、热处理状态进行划分。
2 根据GB/T5293,焊丝一焊剂组合的型号编制方法如下:字母“F”表示焊剂;第一位数字表示焊丝—焊剂组合的熔敷金属抗拉强度的最小值;第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态;第三位数字表示熔敷金属冲击吸收功不小于27 J时的最低试验温度;“—”后面表示焊丝的牌号。
3 焊丝的牌号:根据《熔化焊用钢丝》GB/T14957,焊丝牌号的第一个字母“H”表示焊丝,字母后面的两位数字表示焊丝中平均碳含量,如含有其它化学成份,在数字的后面用元素符号表示;牌号最后的字母表示硫、磷杂质含量的等级,“A”表示优质品,“E”表示高级优质品。
常用电焊条的选用

焊接位置
全位置焊接
全位置焊接
全位置焊接
全位置焊接 全位置焊接, 适用平焊、平
角焊
焊接性能
焊接性能优异 良好的抗裂性 能、低温冲击
韧性好
焊接性能优异 良好的抗裂性 能、低温冲击
韧性好
电弧稳定、溶 深较大、熔渣 流动性好、易
脱渣
电弧稳定、溶 深较大、熔渣 流动性好、易
脱渣
适用钢材
重要位置的低 碳钢低合金钢, 如造船、桥梁、
谢谢聆听 欢迎指正
2、异种钢焊接时焊条选用原则:
◆强度级别不同的碳钢+低合金钢
一般要求焊缝金属或接头的强度不低于两种被焊金属的最低强度,选用的焊条熔敷金属的强度应能保证 焊缝及接头的强度不低于强度较低铡母材的强度,同时焊缝金属的塑性和冲击韧性应不低于强度较高而 塑性较差铡母材的性能。因此,可按两者之中强度级别较低的钢材选用焊条。但是,为了防止焊接裂纹, 应按强度级别较高、焊接性较差的钢种确定焊接工艺,包括焊接规范、预热温度及焊后热处理等。
焊接
适用重要的中 碳钢、低合金 钢结构,船舶 用ABDE级钢, 用于厚板及可 焊性较差的碳 钢结构的焊接
04 焊条使用的常见问题
一、电焊条混用: 现场常见焊接三级钢材应使用J502焊条,作业人员使用焊接一级钢材进行焊接导致焊接点出 现裂缝。 改进措施: 1、焊接作业前编制专项方案,做好技术交底工作; 2、电焊条进场时检查出厂证明,检查合格证及焊条规格; 3、选用同焊接钢材强度匹配的电焊条。 二、焊接电流不当(过大或者过小) 焊接时电流过大容易出现咬筋现象,电流过小容易脱焊。 改进措施: 1、焊接作业前编制专项方案,做好技术交底工作; 2、作业人员未特种作业人员,必须持证上岗; 3、作业前对作业人员进行专项培训和考核,考核通过后上岗作业。