焊接工艺报告(中英文)
焊接工艺评定任务书--中英文

工作介质
备
注
要求检验项目
外观检查
100%
无损探伤
射线( X射线100% )、超声( )、表面( )
力学及弯曲性能试验
项 目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
侧弯
焊缝
热影响区
2
/
4
3
3
宏观金相
/
微观金相
/
接头硬度分布测定
/
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
焊接工艺评定任务书
任务书编号
工作介质
备
注
要求检验项目
外观检查
100%
无损探伤
射线( )、超声( )、
表面(着色100% )
力学及弯曲性能试验
项 目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
面弯
背弯
焊缝
热影响区
/
/
/
/
/
/
宏观金相
4
微观金相
/
接头硬度分布测定
/
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
焊接工艺评定任务书
任务书编号
R200006
Wang Ji Yun
日期
Date
批准
Approved by
Li Wen Liang
日期
Date
焊接工艺评定任务书
任务书编号
R010907
工艺评定编号
P010907
母 材
AWS_D1.1焊接工艺评定记录中英文

焊接工艺规程(WPS )WELDING PROCEDURE SPECIFICATION (WPS)公司名称 Company Name : 焊接方法 Welding Process(es): PQR 辅助文件号 Supporting PQR No.(s): 采用的接头设计 JOINT DSIGN USED 类型 Type :单面焊缝 Single [ ] 双面焊缝 Double Weld [ ] 衬垫 Backing :是 Yes [ ] 否 No[ ] 衬垫材料Backing Material : 根部间隙 Rooting opening : 钝边尺寸 Root Face Dimension : 坡口角度 Groove Angle : 半径 Radius (J-U):背部清根 Backing :是 Yes [ ] 否 No[ ] 方法 Method : 母材 BACE METALS 材料规格 Material Spec.: 类型或级别 Type or Grade : 厚度 Thickness :坡口 Groove :角焊缝 Fillet : 直径(圆管) Diameter (Pipe): 填充金属 FILLER METALS AWS 规格 AWS Specification : AWS 类别 AWS Classification : 保护 SHIELDING焊剂 Flux : 气体 Gas : 焊丝—焊剂(等级) Electrode-Flux(Class): 预热 PREHEAT预热温度,最低 Preheat Temp,Min :道间温度,最低 Interpass Temp,Min : 最高 Max :标识编号 Identification #:修改 Revision : 日期Date : 修改人 By : 批准人 Authorized by : 日期Date :类型 Type —手工 Manual[ ] 半自动 semi-Automatic[ ] 机械 Machine[ ] 自动Automatic[ ] 位置 POSITION坡口位置 Position of Groove : 角焊缝 Fillet : 立焊方向 Vertical Progression :上行 Up[ ] 下行 Down[ ] 电特性 ELECTRICAL CHARACTERISTICS 过渡形式(GMAW ) Transfer Mode(GMAW)短路 Short-Circuiting :[ ] 熔滴 Globular :[ ] 喷射 Spray :[ ]电流 Current :交流 AC :[ ] 直流反接 GCEP :[ ] 脉冲 Pulsed :[ ] 直流正接 DCEN :[ ] 钨极(GTAW ) Tungsten Electrode 尺寸 Size : 类型 Type : 技术 TECHNIQUE直线或横向摆动喊道 Stringer or Weave Bead :多道或单道(每边) Multi-pass or Single Pass(per side): 焊丝数 Number of Electrodes :焊丝间隔 Electrode Spacing 纵向 Longitudinal : 横向 Lateral : 角度 Angle : 导电咀到工件距离 Contact Tube to Work Distance : 锤击 Peening :道间清理 Interpass Cleaning :焊后热处理 POSTWELD HEAT TREATMENT 温度 Temp.: 时间 Time :焊接工艺评定记录(PQR )PROCEDURE QUALIFICATION RECORDS (PQR)公司名称 Company Name :焊接方法 Welding Process(es): PQR 辅助文件号 Supporting PQR No.(s): 采用的接头设计 JOINT DSIGN USED 类型 Type :单面焊缝 Single [ ] 双面焊缝 Double Weld [ ] 衬垫 Backing :是 Yes [ ] 否 No[ ] 衬垫材料Backing Material : 根部间隙 Rooting opening : 钝边尺寸 Root Face Dimension : 坡口角度 Groove Angle : 半径 Radius (J-U):背部清根 Backing :是 Yes [ ] 否 No[ ] 方法 Method : 母材 BACE METALS 材料规格 Material Spec.: 类型或级别 Type or Grade : 厚度 Thickness :坡口 Groove :角焊缝 Fillet : 直径(圆管) Diameter(Pipe): 填充金属 FILLER METALS AWS 规定 AWS Specification : AWS 类别 AWS Classification : 保护 SHIELDING焊剂 Flux : 气体 Gas : 焊丝—焊剂(等级) Electrode-Flux(Class): 预热 PREHEAT预热温度,最低 Preheat Temp,Min :道间温度,最低 Interpass Temp,Min : 最高 Max :标识编号 Identification #:修改 Revision : 日期Date : 修改人 By : 批准人 Authorized by : 日期Date :类型 Type —手工 Manual[ ] 半自动 semi-Automatic[ ] 机械 Machine[ ] 自动Automatic[ ] 位置 POSITION坡口位置 Position of Groove : 角焊缝 Fillet : 立焊方向 Vertical Progression :上行 Up[ ] 下行 Down[ ] 电特性 ELECTRICAL CHARACTERISTICS 过渡形式(GMAW ) Transfer Mode(GMAW)短路 Short-Circuiting :[ ] 熔滴 Globular :[ ] 喷射 Spray :[ ]电流 Current :交流 AC :[ ] 直流反接 GCEP :[ ] 脉冲 Pulsed :[ ] 直流正接 DCEN :[ ] 钨极(GTAW ) Tungsten Electrode 尺寸 Size : 类型 Type : 技术 TECHNIQUE直线或横向摆动喊道 Stringer or Weave Bead :多道或单道(每边) Multi-pass or Single Pass(per side): 焊丝数 Number of Electrodes :焊丝间隔 Electrode Spacing 纵向 Longitudinal : 横向 Lateral : 角度 Angle : 导电咀到工件距离 Contact Tube to Work Distance : 锤击 Peening :道间清理 Interpass Cleaning :焊后热处理 POSTWELD HEAT TREATMENT 温度 Temp.: 时间 Time :焊接工艺评定试验结果(PQR)PROCEDURE QUALIFICATION RECORDS (PQR) Test Results拉伸试验TENSILE TEST定形弯曲试验GUIDED BEND TEST外观检查VISUAL INSPECTION外观Appearance__________________________射线照相或超声波检查Radiographic-ultrasonic examination 咬边Undercut ____________________________射线报告号RT report no.: ________ 结果Result________长形不连续气孔Piping porosity ___________超声报告号UT report no.: ________ 结果Result____________ 凸面Convexity______________________________ 角焊缝的检测结果FILLET WELD TEST RESULTS 检测日期Test date _________________________检测人Witnessed by________________________其他测试Other Tests 全焊金属的焊缝拉力试验All-weld-metal tension test抗拉强度Tensile strength, psi _____________________________屈服强度Yield point/strength, psi __________________________延伸率Elongation in 2 in, % ____________________________实验室测试编号Laboratory test no. ________________________ 焊工名称Welder’s name ___________ 记录编号Clock no. ______________ 标记号Stamp no.____________ 检测Tests conducted by _______________________________________________________实验室Laboratory检测编号Test number ___________________________________ 我们证明测试焊接这个记录是正确的,焊接,测试均符合AWS D1.1 / D1.1M钢结构焊接条款4的要求。
焊接工艺评定报告PQR: NM400 ER80-G焊丝 V型对接焊缝(中英对照)

焊接工艺评定报告Welding procedure qualification report(PQR)编号NO: PQR19-030焊缝类型Joint type: V型对接焊缝 Butt weld试板钢号Test plate materials: NM 400试板厚度Test plate thickness: 16mm焊接方法Welding method: GMAW焊接材料Welding materials: ER 80-G母材厚度范围Applicable parent materials thickness range: 8-32 mm焊缝厚度范围Applicable filler metal thickness range:8-32mm评定执行标准Assessment of implementation standards:NB/T 47014-2011焊接工艺评定报告单位名称Company name:焊接工艺评定编号PQR NO. PQR19-030 预焊接工艺规程编号PWPS NO. PWPS19-030 焊接方法Welding method GMAW机械化程度(手工、机动、自动)The degree of mechanization (manual, mobile, automatic) 手动manual接头简图Drawing:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)t: 16 mma: 60°b: 3 mmp: 1 mm母材Parent materials:材料标准Material StandardGB/T24186-2009材料代号Material code NM400类别号 Fe-3 组别号Fe-3-1 与类别号Fe-3 组别号Fe-3-1相焊接Category No. Fe-3 Group No. Fe-3-1and Category No. Fe-3 Group No.Fe-3-1 are welded厚度Thickness 16m直径Diameter /其他Others /焊后处理Post weld heat treatment:保温温度Thermal insulation temperature(℃): 200保温时间范围Thermal insulation time(h) 2-4保护气体protective gas:气体种类混合比流量Gas type Mixing ratio Flow rate保护气Shielding Ar/80+CO2/20 20-25L/min尾部保护气Tail shielding gas / / /背面保护气Back shielding gas / / /焊接工艺评定施焊记录表Welding procedure evaluation welding record table焊接工艺评定施焊记录表Welding procedure evaluation welding recordtable 焊接工艺评定编号PQR NO.预焊接工艺规程编号PWPS NO.19-030 PQR19-030 PWPS19-030施焊焊工Welder name检验员Checker钢印号Welder NO. /记录人员Recorder施焊日期Welding date 2019.9.8焊接责任人WeldingEngineer母材Parent material名称Name钢号NO.尺寸Size(mm)炉批号FurnacebatchNO.材质证明书Materialcertificate其他Others试件SampleNM400100*150*350/ 有/焊材welding material牌号Type尺寸Size(mm)炉批号FurnacebatchNO.烘干Drying(℃,h)材质证明书Materialcertificate其他Others ER80-G φ1.2 / 有金桥焊材设备Equipment设备型号NO.产地Place ofOrigin/ 奥泰/NBC-500 中国/ 焊接位置Welding position 1G接头形式简图Drawing(同报告接头简图)t:16mm a:60° b:3mm p:1mm施焊技术Welding technologyMAG预热温度Preheating temperature120℃层间温度Interpass temperature<200C°焊后热处理Post weld heat treatment/后热处理Post-welddehydrogenation treatment/清根方法Method of back gouging/保护气体Protective gas Ar/80+CO2/20焊接工艺评定外观检验记录表。
焊接工艺报告(中英文)
/
/
/
/
焊缝金属化学成份 WELD SEAM CHEMICALCOMPOSITION(%)
C
SiMnSຫໍສະໝຸດ PCrNi
Mo
/
/
/
/
/
/
/
/
记录人 RECORDED BY
审核人 REVIEWED BY
钢印 STAMP
审核 REVIEWED BY
检验员 EXAMINER
外观和无损检测记录表 VISUAL INSPECTION & NDE RECORD
焊接工艺评定编号 WPQ NO:HP048
焊 缝 外 观 检 查 VISUAL INSPECTION FOR WELD
表面裂纹 CRACK
单面焊根部未焊透 ROOT UNPENETRATED OF
/
宏观 MACRO
GB/T2261987
JB47082000
of
试样数量 SPECIMEN NUMBER
/
/ / / /
要求完成日期 TIME TO BE FINISHED:产品施焊之前 BEFORE WELDING THE PRODUCT
编
制
ISSUED BY
傅华 FUHUA
校对 CHECKED BY
钢号 STEEL GRADE:
焊条牌号 ELECTRODE TRADE NAME:
类、组别号 TYPE & GROUP NO.:
焊丝牌号 WELDING WIRE TRADE NAME:/
规格 SIZE:
焊剂牌号 FLUX TRADE NAME:/
评定标准 STANDARD:
检验项目、评定指标及试样数目
NBT 47014 焊接工艺评定格式 - 中英文版
焊接工艺评定报告
Welding Procedure Qualification Report
焊接工艺评定报告编号:
PQR NO.:
焊接工艺规程编号:
WPS NO.:
评定项目:
Assessment Items:
评定结论:按NB/T47014-2011标准评定合格
Assessment Conclusion: accepted by assessing according to NB/T47014-2011 批准人:
Approved by:
批准日期:
The date of approval:
XXXXXXXXXXX有限公司
版权说明:此文件内容属XXXXXXXX有限公司所有,未经同意,不得使用、复制、转借发表
Description: ownership is subject toXXXX, use, copy and rent without approval from XXXX is prohibited.
焊接工艺规程 WPS
焊接工艺规程(续)WPS(continued)
焊接工艺评定报告PQR
焊接工艺评定报告(续)PQR(continued)
焊接工艺评定报告(续)
焊缝外观检查记录表
Appearance of the weld inspection record form
主管:检查人:评定:日期:Competent Check Assessment date
焊工试验的焊接记录
The welder test the welding records
技术负责人:焊接检查员:施工班组:Technical director Welding inspector Construction team。
焊接工艺规程-中英文
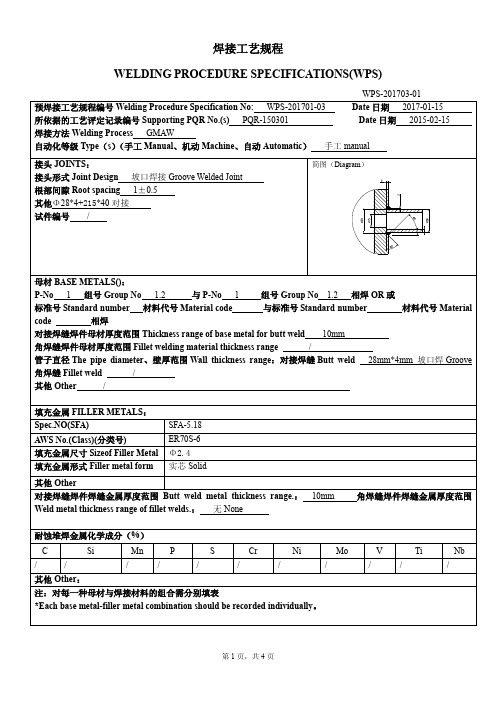
简图(Diagram)
母材 BASE METALS():
P-No 1 组号 Group No 1.2
与 P-No 1 组号 Group No 1.2 相焊 OR 或
标准号 Standard number 材料代号 Material code
与标准号 Standard number
材料代号 Material
/
电特性 ELECTRICAL CHARACTERISTICS:
电流种类 Current type 直流 DC
钨极尺寸和型号 Tungsten Electrode Size and Type φ2.5 WCe20
焊丝送进速度(cm/min) /
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
填充金属 Filler Metal
角焊缝 Fillet weld
/
其他 Other
/
填充金属 FILLER METALS:
Spec.NO(SFA) AWS No.(Class)(分类号) 填充金属尺寸 Sizeof Filler Metal 填充金属形式 Filler metal form
SFA-5.18
ER70S-6 Φ2.4 实芯 Solid
第 2 页,共 4 页
焊接工艺规程
WELDING PROCEDURE SPECIFICATIONS(WPS)
WPS-201703-02
预焊接工艺规程编号 Welding Procedure Specification No: WPS-201703-02
Date 日期 2017-01-15
所依据的工艺评定记录编号 Supporting PQR No.(s) PQR-150302
焊缝PT报告(双语版)
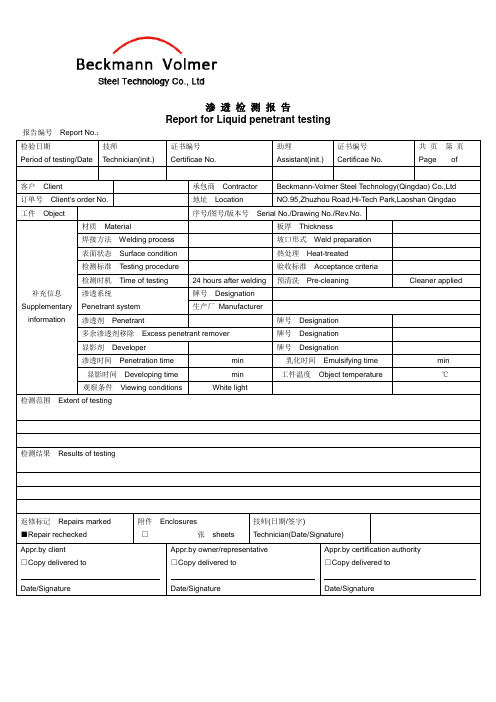
渗透检测报告Report for Liquid penetrant testing 报告编号Report No.:检验日期Period of testing/Date 技师Technician(init.)证书编号Certificae No.助理Assistant(init.)证书编号Certificae No.共页第页Page of客户Client 承包商Contractor Beckmann-Volmer Steel Technology(Qingdao) Co.,Ltd 订单号Client's order No. 地址Location NO.95,Zhuzhou Road,Hi-Tech Park,Laoshan Qingdao 工件Object 序号/图号/版本号Serial No./Drawing No./Rev.No.补充信息Supplementary information 材质Material 板厚Thickness焊接方法Welding process 坡口形式Weld preparation表面状态Surface condition 热处理Heat-treated检测标准Testing procedure 验收标准Acceptance criteria检测时机Time of testing 24 hours after welding 预清洗Pre-cleaning Cleaner applied 渗透系统Penetrant system牌号Designation生产厂Manufacturer渗透剂Penetrant 牌号Designation多余渗透剂移除Excess penetrant remover 牌号Designation显影剂Developer 牌号Designation渗透时间Penetration time min 乳化时间Emulsifying time min显影时间Developing time min 工件温度Object temperature ℃观察条件Viewing conditions White light检测范围Extent of testing 检测结果Results of testing返修标记Repairs marked ■Repair rechecked 附件Enclosures□张sheets技师(日期/签字)Technician(Date/Signature)Appr.by client□Copy delivered to Date/Signature Appr.by owner/representative□Copy delivered toDate/SignatureAppr.by certification authority□Copy delivered toDate/Signature附:焊缝位置示意图Enclosure:Position of welds。
焊接工艺卡-中英文

20% H2
陶瓷衬垫
CrNi 不锈钢支撑板 铜支撑板
Ceramic liner CrNi support plate bronze support
plate
照片/简图(photos/sketches):
照片/简图(photos/sketches):
备注(remark): A.3mm 不锈钢对接,不留间隙,单面焊双面成形
焊丝直径 (mm): Diameter of welding wire
保护气体: Shielded gas
气体流量 (l/min): Gas flow rate
焊接工艺 Plasma Welding process Plasma
不锈钢
No. FR-WD8-
Stainless steel
等离子焊
Plasma welding
自动等离子钎焊冷丝的
Automatic plasma brazing cold-wire
焊接位置:
PA PB PC PD PE PF
Welding position
PG H-LO45
25
焊枪位置:
垂直的
25
Welding torch position Neutral
304
枪头角度 (°):
0
304
Torch body bend
Compressed air testing magnetic inspection test
destructively detecting
visual examination
10
焊接模式:
标准的
10
Mode of operation
Standard
焊接电源: Power source 软件版本/专家库: Version of firmware/database 焊接程序号: Program number 焊枪型号: Type of welding torch
焊接工艺评定无损检测及试样试验报告资料02-中英文

焊接工艺评定检测报告Procedure Qualification Record报告编号/Report No.:GH-HP-2015001GH-HP-2015002GH-HP-2015003委托单位: 山东国弘重工机械有限公司确认单位:山东同新检测工程有限公司山东国弘重工机械有限公司二0一五年一月二十日目录续表/Continued from Previous Sheet:拉伸试验试验报告编号:GH-HP-2015001Tensile Test No. of Test Report试样编号No. of TestPiece试样直径(mm)Dia. of testsample横载面积Cross-sectionarea(mm2)断裂载荷Breaking load(KN)抗拉强度Tension Strength(MPa)断裂部位Breakingposition HP1-1 10 78.5 540 424焊口处断裂Weldingjunction HP1-2 10 78.5 543.5 427母材断裂Base material 焊接母材金属化学成分/Chemical property of welding base metal (%)C Si Mn P S HP1-1(δ20 mm)0.13 0.26 1.46 0.016 0.013C Si Mn P S HP1-2(δ30 mm)0.14 0.26 1.48 0.016 0.012该图为Q345Bδ20与δ30板对接取样制成的标准试棒。
其中间直径为10mm。
弯曲试验试验报告编号:GH-HP-2015002Bending Test No. of Test report试样编号No. of TestPiece试样类型Type of testpiece试样厚度Samplethickness(mm)弯心直径Flexual centerdia.(mm)弯曲角度Bending angle(°)试验结果Test result HP2-1面弯/Face bend10 40 180 合格/o.k.HP2-2背弯/Back bend10 40 180 合格/o.k.角焊缝焊接检验报告Test Report for Angle Joint Welding对接焊缝接头机械性能试验报告试验报告编号/No. of Test Report:GH-HP-2015003根部Root: 已焊透/Full penetration 焊缝Weld joint: 熔合良好/Fuse well焊缝、热影响区Weld joint, HAZ: 无裂纹/No crack焊接材料规格形式Specs of welding material:20T1+40T2 垂直角焊/Vertical angle welding 检验截面Cross-sectionⅠⅡⅢ焊脚差(mm)Fillet difference 1 1.5 1无损检测(NDT)PT: (合格/Qualified :焊缝外观检查合格/Welding joint appearance is proved o.k. 金相检测:(HP5)焊接部位溶蚀金属化学成分Chemical property of corrosive metal at welding jointC Si Mn P S Cr0.14 0.28 1.46 0.011 0.012 --结论:本评定按JB4708-2000规定焊接试件,检验试样、测定性能、确认试验记录正确Conclusion: The judgment is done as per welding/test /record requirement under JB4708-2000.焊工Welder于志刚Yu Zhigang代号No.047编制Prepar ed by 李淑明日期Date2015.1.20审核Reviewed by耿象水日期Date2015.1.20批准Approved by毕东奎日期Date2015.1.20该单数据分别为δ20和δ40板材的分析数据Test Report for Butt Weld Joint Mechanical Property日角焊缝接头机械性能试验报告Test Report for Fillet Weld Mechanical Property日材料检验报告Material Test Report试验员/Tester:荣艳审核/Reviewed by:王允岗2015年1月20日。
8-10焊接工艺评定报告(中英版)1
Arc Voltage
焊接速度(cm/min)
TravelSpeed
其它
Other
其它
Other
Page 1 Of 3
焊后热处理
PWHT
气体
Gas
保护气体
Shielding Gas
混合比
Mixture
流量(L/min)
Flow Rate
升温速度℃/h
Heating Rate
喷嘴
Nozzle
结论
Conclusion
本评定按规定焊接试件,检验试样,测定性能,确认试验记录正确,评定结果。
The specimen been welded and tested according to , and the test record has been confirmed to be correct, the result is evaluated as。
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
分析表面或取样开始表面至熔合线的距离: mm。
Distance between location of chemical composition analytic specimen and line of fusionmm.
附加说明(Additional Specification):
Butt Weld Position upward updown
预热温度
Preheat Temp.
角焊缝位置□向上□向下
Fillet Weld Position upward updown
层间温度
Inter PassTemp.
AWS焊接工艺评定表格中英文

WELDING PROCEDURE SPECIFICAITION (WPS)公司名称Company Name焊接方法Welding process采用的接头设计JOINT DESIGN USED类型Type单焊缝Single[ ] 双焊缝Double Weld[ ] 衬垫Backing:用Yes][ ] 不用No [ ]衬垫材料Backing material:根部间隙Root opening纯边尺寸Root Face Dimension坡口角Groove angle半径Radius(J-U)背部清根Backing gouging:方法Method母材BASE METALS材料规格Material Spec.类型或级别Type or (grade)厚度Thickness:坡口Groove角焊缝Fillet直径(圆管)Diameter (Pipe)填充金属FILLER METALSAWS标准AWS SpecificationAWS类别AWS Classification保护SHIEDING焊剂(类别)Flux(Class)气体组分Gas Composition流率Flow Rate气体喷咀尺寸Gas Cup Size预热PREHEAT预热温度,最低Preheat Temp., Min层间温度Interpass Temp.WPS编号No.sPQR编号No.s类型Type手工Manual [ ] 半自动Semi-automatic [ ] 机械Machine [ ] 自动Automatic [ ]位置POSITION坡口位置Position of Groove角焊缝Fillet立焊行进:上行Vertical progression: UP [ ]下行Down [ ]电特性ELECTRICAL CHARACTERISTICS过渡形式Transfer Mode(GMAW)短路Short-circuiting [ ]熔滴Globular [ ]喷射Spray [ ] 电流Current:交流AC [ ] 直流反接DCEN [ ]直流正接DCEP [ ] 脉冲Pulsed [ ]其他Other钨极Tungsten Electrode(GTAW)尺寸Size:类型Type:技术Technique直线或横向摆动焊道Stringer or Weave Bead多道或单道(每边)Multi-pass or Single Pass (per side)焊丝数Number of Electrodes焊丝间隔Electrode Spacing纵向Longitudinal横向Lateral角度Angle导电咀到工件距离Contact Tube to Work Distance锤击Peening层间清理Interpass Cleaning焊后热处理POSTWELD HEAT TREATMENT温度Temp时间TimePROCEDURE QUALIFICATION RECORDS (PQR)公司名称Company Name焊接方法Welding processWPS编号No.s采用的接头设计JOINT DESIGN USED类型Type单焊缝Single[ ] 双焊缝Double Weld[ ] 衬垫Backing:用Yes][ ] 不用No [ ]衬垫材料Backing material:根部间隙Root opening纯边尺寸Root Face Dimension坡口角Groove angle半径Radius(J-U)背部清根Backing gouging:方法Method母材BASE METALS材料规格Material Spec.类型或级别Type or (grade)厚度Thickness:坡口Groove角焊缝Fillet直径(圆管)Diameter (Pipe)填充金属FILLER METALSAWS标准AWS SpecificationAWS类别AWS Classification保护SHIEDING焊剂(类别)Flux(Class)气体组分Gas Composition流率Flow Rate气体喷咀尺寸Gas Cup Size预热PREHEAT预热温度,最低Preheat Temp., Min层间温度Interpass Temp.焊工姓名Welder’s name:焊接日期Clock no:PQR编号No.s:类型Type手工Manual [ ] 半自动Semi-automatic [ ] 机械Machine [ ] 自动Automatic [ ]位置POSITION坡口位置Position of Groove角焊缝Fillet立焊行进:上行Vertical progression: UP [ ]下行Down [ ]电特性ELECTRICAL CHARACTERISTICS过渡形式Transfer Mode(GMAW 短路Short-circuiting [ ]熔滴Globular [ ]喷射Spray [ ]电流Current:交流AC [ ] 直流反接DCEN [ ]直流正接DCEP[ ] 脉冲Pulsed [ ]其他Other钨极Tungsten Electrode(GTAW)尺寸Size:类型Type:技术Technique直线或横向摆动焊道Stringer or Weave Bead多道或单道(每边)Multi-pass or Single Pass (per side)焊丝数Number of Electrodes焊丝间隔Electrode Spacing纵向Longitudinal横向Lateral角度Angle导电咀到工件距离Contact Tube to Work Distance锤击Peening层间清理Interpass Cleaning焊后热处理POSTWELD HEAT TREATMENT温度Temp时间Time试验结果Test Results目检VISUAL INSPECTION外观Appearance 射线-超声检查Radiographic-ultrasonic examination 咬边Undercut RT report No: 结果Result:管状气孔Piping porosity UT report No: 结果Result:凸度Convexity 角焊缝试验结果FILLET WELD TEST RESULTS 试验日期Test date 最小尺寸多道/最大尺寸单道见证人Witnessed by Minimum size multiple pass /Maximum size single pass宏观腐蚀Macroetch 宏观腐蚀Macroetch1. 3. 1. 3.2. 2.全焊缝金属拉伸试验All-weld-metal tension test拉伸强度Tensile strength屈服点/强度Yield point/strength伸长率Elongation %试验室试验号Laboratory test No.焊工姓名Welder’s name记时号Clock No. 印章号Stamp No.通过Test conducted by 试验室Laboratory我们签字人,证明本记录所载正确无误,试验焊缝的制备,焊接和试验符合( ) We, the undersigned, certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in conformance with the requirements of ( )签署人Signed职称Title日期Date。
AWSD焊接工艺规程中英文对照

A W S D焊接工艺规程中英文对照集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)焊接工艺规程(WPS)WELDING PROCEDURE SPECIFICATION (WPS)公司名称 Company Name:焊接方法 Welding Process(es):PQR辅助文件号 Supporting PQR No.(s):采用的接头设计 JOINT DSIGN USED类型 Type:单面焊缝 Single [ ] 双面焊缝 Double Weld [ ]衬垫 Backing:是 Yes [ ] 否 No[ ] 衬垫材料Backing Materical:根部间隙 Rooting opening:钝边尺寸 Root Face Dimension:坡口角度 Groove Angle:半径 Radius (J-U):背部清根 Backing:是 Yes [ ] 否No[ ]方法 Method:母材 BACE METALS材料规格 Material Spec.:类型或级别 Type or Grade:厚度 Thickness:坡口 Groove:角焊缝 Fillet:直径(圆管)Diamcter(Pipe):填充金属 FILLER METALSAWS 规定 AWS Specification:AWS 类别 AWS Classification:保护 SHIELDING焊剂 Flux:气体 Gas:焊丝—焊剂(等级) Electrode-Flux(Class):预热 PREHEAT预热温度,最低 Preheat Temp,Min:道间温度,最低 Interpass Temp,Min:最高 Max:标识编号 Identification #:修改 Revision:日期Date:修改人 By:批准人 Authorized by:日期Date:类型 Type—手工 Manual[ ] 半自动semi-Automatic[ ]机械 Machine[ ] 自动Automatic[ ]位置 POSITION坡口位置 Position of Groove:角焊缝 Fillet:立焊方向 Vertical Progression:上行Up[ ] 下行 Down[ ]电特性 ELECTRICAL CHARACTERISTICS过渡形式(GMAW) Transfer Mode(GMAW) 短路 Short-Circuting:[ ] 熔滴 Globular:[ ]喷射 Spray:[ ]电流 Current:交流 AC:[ ] 直流反接 GCEP:[ ]脉冲 Pulsed:[ ] 直流正接 DCEN:[ ]钨极(GTAW) Tungsten Electrode尺寸 Size:类型 Type:技术 TECHNIQUE 直线或横向摆动喊道 Stringer or Weave Bead:多道或单道(每边) Multi-pass or Single Pass(per side):焊丝数 Numbei of Electrodes:焊丝间隔 Electrode Spacing 纵向Longitudinal:横向Lateral:角度Angle:导电咀到工件距离 Contact Tube to Work Distance:锤击 Peening:道间清理 Interpass Cleaning:焊后热处理 POSTWELD HEAT TREATMENT温度 Temp.:时间 Time :。
中英文对照各种施工工艺大全
中英文对照各种施工工艺大全1、钢结构工程Steel Project1.1钢结构焊接Welded Steel1.1.1工艺流程作业准备→电弧焊接(平焊、立焊、横焊、仰焊)→焊缝检查Process Ready to work→Arc Weld(Flat Welding、Stand Welding、Sidelong Welding 、Welding belief) →Weld inspection1.1.2钢结构电弧焊接:Arc Welding Steel:1.1.2.1平焊:选择合适的焊接工艺,焊条直径,焊接电流,焊接速度,焊接电弧长度等,通过焊接工艺验证;清理焊口:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污、锈物;烘焙焊条应符合规定温度与时间,从烘箱中取出的焊条,放在焊条保温桶内,随用随取;焊拉电源:根据焊件厚度、焊接层次、焊条型号、直径、焊工熟练程度等因素,选择适宜的焊接电流;引弧:角焊缝起落弧点应在焊缝端部,宜大于10㎜,不应随便打弧,打火引弧后应立即将焊条从焊缝区拉开,使焊条块结合与构件间保持2~4㎜间隙产生电弧。
对接焊缝及对接和角接组合焊缝,在焊缝两端设引弧板和引出板,必须在引弧板上引出后再焊到焊缝区,中途接头则应在焊缝接头前方15~20㎜处打火引弧,将焊件预热后再将焊条退回到焊缝起始处,把熔池填满到要求的厚度后,方可向前施焊;焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一致,从面罩内看熔池中铁水与熔渣保持等距离(2~3㎜)为宜;焊接电弧长度:根据焊条型号不同而确定,一般要求电弧长度稳定不变,酸性焊条一般为3~4㎜,碱性焊条一般为2~3㎜为宜;焊接角度:根据两焊件的厚度确定,焊接角度有两个方面,一是焊条与焊接前进方向的夹角为60~75°;二是焊条与焊接左右夹角有两种情况,当焊件厚度相等时,焊件与焊件夹角为45°;当焊件厚度不等时,焊条与较厚焊件一侧夹角应大于焊条与薄焊件一侧夹角;收弧:每条焊缝焊到末尾,应将弧坑填满后,往焊接方向相反的方向带弧,使弧坑甩在焊道貌岸然里边,以防弧坑咬肉。
WPS--焊接工艺评定英文版
W P S--焊接工艺评定英文版-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIANWELDING PROCEDURE SPECIFICATIONS (WPS) 焊接工艺规程(In accordance with Section IX, ASME Boiler and Pressure Vessel Code)Welding Procedure Specification No. 焊接工艺规程编号 Rev. No.修改号 0 Date: 日期:Supporting PQR No.(s) 所依据的工艺评定记录编号 Date日期Welding Process(es) 焊接方法 MAG焊 Type(s) 自动化等级 Semi-Automatic 半自动(Automatic, Manual, Machine, or Semi-Automatic) (自动、手工、机动或半自动)JOINTS (QW-402)接头Joint Design 接头型式I型接头(对接平焊)Root Spacing 根部间隙 1mmBacking: 衬垫 YES(有) NO(无)√Backing Material (Type) 衬垫材料(型式)无□ Metal金属□ Nonfusing Metal不熔金属□ Nonmetallic非金属□ O ther其它No retainer used.无成形块。
Details (详图)t=3、4mmJoint configuration could also refer to shop drawing接头形式也可见施工图*BASE METALS (QW-403)母材Category No类别号 Group No组号与to Category No类别号 Group No组号相焊 OR或Specification and type/ grade 标准号和钢号与to Specification and type/ grade 标准号和钢号相焊Thickness Range厚度范围:Base Metal母材:对接焊缝(butt-jointed seam ) 角焊缝(leg of a fillet weld )Maximum Pass Thickness 最大焊道厚度≤ 13mm □Yes (是) □No (否)Other其它WELDING MATERIAL焊接材料:Electrode Category焊条类别:无 Other 其他:无Electrode Specification焊条标准:无 Electrode Type 牌号:无Size of Filler Metal填充金属尺寸:Flux Type(Active/Neutral)焊丝、焊剂牌号:Flux Trade Name焊剂商标名称:POSITIONS 焊接位置 (QW-405) Position(s) of Groove坡口的位置Welding Progression: 焊接方向:Up向上Down向下Position(s) of Fillet 角焊缝位置Other其它POSTWELD HEAT TREATMENT 焊后热处理 (QW-407) Temperature Range温度范围℃Time Range时间范围Other其它PREHEAT 预热 (QW-406)Preheat Temperature, Minimum最小预热温度℃Interpass Temperature, Maximum最大层间温度℃Preheat Maintenance预热的保持方式电加热Other其它(Continuous or special heating, where applicable, should be recorded) GAS(QW-408) 气体Gas(es)气体Mixture混合比Flow Rate流量(L/min)Shielding保护气CO2+Ar+O25%CO2+93%Ar+2%O215-20 Trailing尾部保护气无无无Prepared by (编制)__________________________________ Date(日期) Approved by (批准)_________________________________ Date(日期)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢号 STEEL GRADE:
焊条牌号 ELECTRODE TRADE NAME:
类、组别号 TYPE & GROUP NO.:
焊丝牌号 WELDING WIRE TRADE NAME:/
规格 SIZE:
焊剂牌号 FLUX TRADE NAME:/
评定标准 STANDARD:
检验项目、评定指标及试样数目
面弯 FACE BEND 背弯 BACK BEND 侧弯 SIDE BEND
焊缝热影响区 HEAT AFFECTED ZONE
OF WELD SEAM
检验标准 STANDARD
/
/ /
/
/
/
晶间腐蚀试验
/
INTERGRANULAR CORROSION TEST
/
评定指标 REQUIR-
MENT /
/ / /
电弧电压
TYPE
ARC VOLTAGE
POLARITY CURRENT(A) (V)
焊接速度 TRAVEL SPEED
(mm/min)
/
钨极直径 DIA.OF ELECT. (mm)
喷嘴直径 DIA.OF GAS CUP NOZZLE
(mm)
焊工姓名 WELDER’S NAME
工艺记录 RECORDED BY
检测标准
检测部位
STANDARD
LOCATION
检测报告编号 REPORT NO:
结果
检测标准
检测部位
RESULT
STANDARD
LOCATION
结果 RESULT
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
备 注 REMARKS:
检测者 EXAMINED BY:
/
铁素体含量 FERRITE CONTENT:
/
/
/
/
/
/
硬度试
□HV(维氏) □HB(布氏)
硬度 H 最大值 最小值
位置
MAXIMUM MINIMUM
LOCATION
VALUE
VALUE
母材 BASE METAL
/
/
验 HARDNESS TEST
测点位置示意图 TEST POINT SKETCH
/
热影响区 HAZ
/
/
焊缝 WELD METAL /
5 4
3 2
1
焊接方法 WELDING PROCESS:
焊接位置 WELDING POSITION:
预热温度 PREHEATING TEMP.oC:
/
层间温度 INTERPASS TEMP.oC:
清根方法 CLEAN OF ROOT:
/
保护气体 SHIELDING GAS:
/
焊后热处理 POST WELD HT:
焊接工艺评定报告
PROCEDURE QUALIFICATION RECORD
编号 NO: 编制 ISSUED BY: 审核 REVIEWED BY: 批准 APPROVED BY:
XXXXXXX 公司
XXXXXXXXXXXXXXCO., LTD
焊接工艺评定报告 PROCEDURE QUALIFICATION RECORD
焊接工艺评定编号 WPQ NO:HP048
晶间腐蚀试验 INTERGANULAR CORROSION TEST:
试验报告号 REPORT NO:
试样号
SPECIMEN NO
/
试样尺寸 SPECIMEN DIMENSION
/
腐蚀方法 CORROSION TYPE
/
试验结果 TEST RESULT /
备注 REMARKS
母材 BASE METAL
焊缝金属 WELD METAL
JB4708 - 2000
目录 CONTENTS
页 PAGE
1.焊接工艺评定任务书 TASK DESCRIPTION FOR WPQ…………………………….( 2 )
2.焊接工艺评定施焊记录 WELDING RECORD OF WPQ…………………….……….( 3 )
3.外观和无损检测记录表 VISUAL CHECK & NDE RECORD………………………..( 4 )
4.晶间腐蚀、硬度、金相、角焊缝、焊缝化学成份检验记录表
EXAMINATION RECORD FOR INTERGRANULAR CORROSION、HARDNESS、
METALLOGRAPHY、FILLET WELD AND WELD CHEMICAL COMPOSITIONS………...( 5 ) 5.原始检测报告 ORIGINAL EXAMINATION REPORTS……………………………… .( 6 )
焊接工艺评定编号 WELIDING PROCEDURE QUALIFICATION NO.
焊接方法 WELDING PROCESS
焊接材料 WELDING MATERIAL
母材 BASE METAL
钢号 STEEL GRADE
类/组别号 TYPE & GROUP NO.
规格 SIZE
适用厚度范围 APPLICABLE THICKNESS SCOPE 评定标准 QUALI.STAND.
SINGLE WELDING
表面气孔 GAS CAVITY
弧坑 ARC PIT
单面焊根部未熔合 ROOT UNFUSED OF SINGLE WELDING 单面焊根部凹陷 ROOT CONCAVEOF SINGLE
WELDING
咬边 UNDERCUT
பைடு நூலகம்
焊 脚 WELD FOOT
焊缝余高 REMAINING HIGHT OF
/
消氢处理 HYDROGEN REMOVING TREATMENT:
/
焊接设备 POWER SOURCE:
焊层 LAYER
焊接 方法 PROCESS
焊材 牌号 TRADE NAME
焊材直径 DIA.OF FILLER METAL(mm)
测试仪器 INSPECTION DEVICE:
电流 CURRENT
/
OF JOINT
金相
METALLOGRAPHY
微观 MICRO
/
评定指标 REQUIR-
MENT
/
/ / / /
检验项目 EXAM. ITEM
拉伸 试验 TENSILE TEST
弯曲 试验 BEND TEST 冲击 试验 IMPACT TEST
常温 高温 焊缝 NOR TEMP. HIGH TEMP. WELD
审核人 REVIEWED BY:
/
/
测量标准 STANDARD:
/
铁素体测量仪 FERRITE DETERMINATING DEVICE:
/
备注 REMARKS:
/
检测者 EXAMINED BY:
审核人 REVIEWED BY:
晶间腐蚀、硬度、金相、角焊缝、焊缝化学成份检验记录表 EXAMINATION RECORD FOR INTERGRANULAR CORROSION、 HARDNESS、METALLOGRAPHY、FILLET WELD SEAM AND WELD CHEMICAL COMPOSITIONS
结论 CONCLUSION
本评定按 JB4708 - 2000 标准规定进行,此确认各项试验记录正确。 THIS QUALIFICATION HAS BEEN DONE IN ACCORDANCE WITH THE STANDARD
JB4708 - 2000. THIS IS TO VERIFY THAT THE TEST RECORDS ARE CORRECT.
等级
RESULT STANDARD FILM NO LEVEL
/
/
/
/
/
/
/
/
结果 RESULT
/ /
备注 REMARKS: 检测者 EXAMINED BY:见原始报告 SEE ORIGINAL REPORT 审核人 REVIEWED BY:见原始报告 SEE ORIGINAL REPORT
□MT □PT □UT
/
/
/
/
焊缝金属化学成份 WELD SEAM CHEMICALCOMPOSITION(%)
C
Si
Mn
S
P
Cr
Ni
Mo
/
/
/
/
/
/
/
/
记录人 RECORDED BY
审核人 REVIEWED BY
WELD 检验员 EXAMINED BY:
焊脚差 DIFFERENCE OF WELD FOOT
审核人 REVIEWED BY:
RT 无损检测 □XT □YT
检测标准 片 号 等 级
STANDARD FILM NO LEVEL
/
/
/
/
/
/
检测报告编号 REPORT NO:2001-2-21
结 果 检测标准 片 号
审
核
REVIEWED BY
焊接工艺评定施焊记录 WELDING PROCESS RECOED FOR WPQ
焊接工艺评定编号 WPQ NO:
钢号
规格
STEEL GRADE SIZE
炉批号 LOT NO
母 材 BASE METAL
检验编号 EXAM. NO
页 PAGE of
备注 REMARKS