工艺卡片模板
机械加工工艺过程及工序卡片模板)

机械加工工艺过程卡片
九江学院
机械加工工艺过程卡片
部件图号共页机械与资料工程学院部件名称第页
资料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数
工序号工序内容车间工段设施工艺装备
工时
准终单件
机械加工工序卡片
九江学院
机械加工工序卡片
机械与资料工程学院
(工序简图)
工步
工步内容工艺装备号
部件图号共页部件名称第页车间工序号工序名称资料牌号
毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设施名称设施型号设施编号同时加工件数夹具编号夹具名称切削液
工位用具编号工位用具名称工序工时
准终单件
主轴转速切削速度进给量(/ mm背吃刀量走刀
/( r/ min )/( m/ min )/ r)/mm
工时定额
次数
基本协助。
工艺卡片模板
工艺卡片模板Mechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX:XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number SignatureDesigned (Date)DateReviewed (Date) Standardized (Date) Countersigned (Date) Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)Reviewed (Date)SignedStandardized (Date)Countersigned (Date)Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Total Pages:n Name:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:XXX:XXX Model:Fixture Number:XXX:Standard Final Piece:XXX:XXX:n:Bottom Drawing Number:XXX:Step Number:1Main Spindle Cutting Speed:m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)DateReviewed (Date)Standardized (Date)Countersigned (Date)Marking Change File Number机械加工工序卡片产品型号:______ 产品名称:______ 零件图号:______ 零件名称:______车间:______ 毛坯种类:______ 设备名称:______ 设备型号:______共页:______ 工序号:______ 每毛坯可制作件数:______ 设备编号:______夹具名称:______ 工位器具名称:______ 材料牌:______每台件数:______ 同时加工件数:______ 切削液:______ 煤油:______工序工时:______ 夹具编号:______ 工位器具编号:______准终单件:______ 进给:______ 描图:______ 描校:______底图号:______ 装订号:______工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号注:删除了明显有问题的段落,对每段话进行了小幅度的改写,使其更加清晰明了。
工艺卡片模板

描图描校底图号装订号机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称工主轴切削速进给切削进给步工步内容工艺装备转速度量深度r/min m/min mm/r次数号mm123第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm底图号1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名毛坯种类毛胚外形尺寸每毛坯可制作件数设备名称设备型号设备编号夹具编号夹具名称专用夹具工位器具编号工位器具名称描图工主轴切削速进给切削进给步工步内容工艺装备转速度量深度描校次数号r/min m/min mm/r mm1底图号2装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌每毛坯可制作件毛坯种类毛胚外形尺寸每台件数数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液煤油工序工时工位器具编号工位器具名称准终单件描图工主轴切削速进给切削工步工时进给步工步内容工艺装备转速度量深度描校次数号r/min m/min mm/r mm机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给步工步内容工艺装备转速度量深度描校r/min m/min mm/r 次数号mm1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助--。
机械加工工艺卡片模板

12
车削
以底平面和前端面为基准,夹紧两侧面,车©30孔,
加工设备C616A车床
131
车削
车2x45倒角,
加工设备C616A车床
14
去
毛刺
去毛刺
15
总见入
库
总见入库
设计 (日期)
校对 (日期)
审核 (日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机械加工工序卡片(一)
机械加工工序卡片
产品型号
零件图号
共页
产品名称
零件名称
第页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夫具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时/min
准终
单件
工
步 号
工步内容
工艺装备
主轴转速
/(r/min)
机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零件图号
共
1页
产品名称
零件名称
第
1页
材料牌 号
毛坯外形尺寸每件毛坯可制件数
每台件数
备注
工序号
工序名 称
工序内容
设备
工艺装备
01
检验
外协毛坯检验
02
铣削
夹轴承孔两侧毛坯,铣轴承底面,照顾尺寸30mm和表面粗糙度,
机械加工工艺过程卡片模板
机械加工工艺过程卡片模板
工件名称:拉丝模具
1、工序名称:铣削
2、操作要求:
(1)铣削机床用铣刀铣削工件。
(2)使用稳定的铣刀,保证加工精度。
(3)工作台的水平度和垂直度必须适宜,保证铣刀的滚动和切削效果。
(4)请确保机器正常工作,检查工具的寿命可以得出可靠的加工结果。
3、工序参数:
(1)主轴转速:1500-2500转/分钟
(2)刀具:铣刀
(3)切削行程:X轴-400mm, Y轴-400mm, Z轴-400mm
(4)加工方法:铣削
(5)切削参数:进给量0.1-0.2mm/次,切削深度0.5-1mm/次
4、操作步骤:
(1)将拉丝模具放置在铣削机床上,确保工件固定。
(2)将正确的铣刀安装在机床上,确保铣刀牢固。
(3)回转机轴,将铣刀正确对准工件。
(4)依据设计图样安装棘轮,将进给量调节到需要的值,启动机器,调整主轴转速到设定值。
(5)按照设计图样操作,首先以低进给量开始切削,然后逐渐增加
进给量,以达到需要的加工精度。
(6)加工完成后,复检工件尺寸,若符合要求,则可以将其加以检
验和清理。
5、质量控制:
(1)操作前,必须对工序和工件进行检查,保证加工质量。
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
工艺卡片模板100例
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
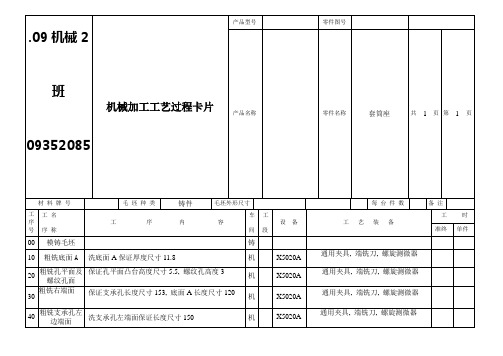
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
套筒座
共
1
页
第
1
页
材料牌号
毛坯种类
铸件
毛坯外形尺寸
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
00
模铸毛坯
铸
10
粗铣底面A
洗底面A保证厚度尺寸11.8
机
X5020A
通用夹具,端铣刀,螺旋测微器
20
粗铣孔平面及螺纹孔面
保证孔平面凸台高度尺寸5.5,螺纹孔高度3
通用夹具,螺纹刀,扩孔钻,千分尺
130
检验入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
机械加工工序卡片工艺过程卡片-模板
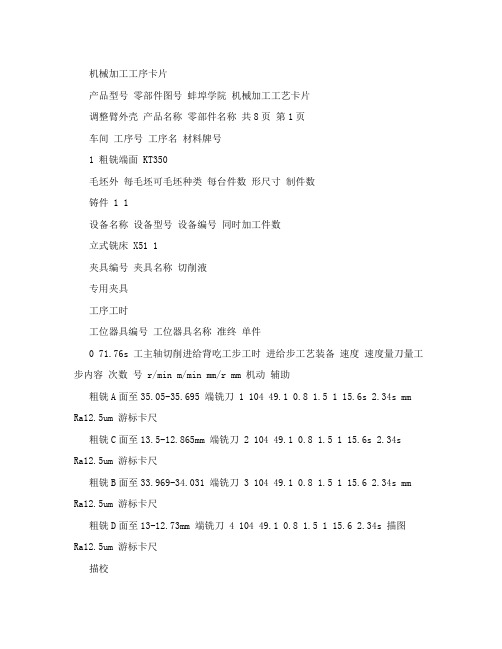
机械加工工序卡片产品型号零部件图号蚌埠学院机械加工工艺卡片调整臂外壳产品名称零部件名称共8页第1页车间工序号工序名材料牌号1 粗铣端面 KT350毛坯外每毛坯可毛坯种类每台件数形尺寸制件数铸件 1 1设备名称设备型号设备编号同时加工件数立式铣床 X51 1夹具编号夹具名称切削液专用夹具工序工时工位器具编号工位器具名称准终单件0 71.76s 工主轴切削进给背吃工步工时进给步工艺装备速度速度量刀量工步内容次数号 r/min m/min mm/r mm 机动辅助粗铣A面至35.05-35.695 端铣刀 1 104 49.1 0.8 1.5 1 15.6s 2.34s mm Ra12.5um 游标卡尺粗铣C面至13.5-12.865mm 端铣刀 2 104 49.1 0.8 1.5 1 15.6s 2.34sRa12.5um 游标卡尺粗铣B面至33.969-34.031 端铣刀 3 104 49.1 0.8 1.5 1 15.6 2.34s mm Ra12.5um 游标卡尺粗铣D面至13-12.73mm 端铣刀 4 104 49.1 0.8 1.5 1 15.6 2.34s 描图Ra12.5um 游标卡尺描校底图号装订号设计审核标准化会签(日期) (日期) (日期) (日期) 标处更改文签日标处更改文签日记数件号字期记数件号字期机械加工工艺过程卡片产品型号零件图号蚌埠学院机械加工工艺过程卡片产品名称零件名称调整臂外壳共1页第1页每毛坯可材料牌号 KT350 毛坯种类铸件毛坯外形尺寸 1 每台件数 1 备注制件数工时工名工序号工序内容车间工段设备工艺装备序称准终单件粗铣凸台粗铣两端面至X51立式铣高速钢套式面铣刀、游标卡35.881 两端面34.031~33.969mm Ra12.5um 床尺、专用夹具 s半精铣凸半精铣两端面至32~31.83mm X51立式铣高速钢套式面铣刀、游标卡58.932 台两端面 Ra6.3um 床尺、专用夹具 s镗孔T716立式金3 镗刀、游标卡尺、专用夹具62.1s Φ62mm 刚镗床X51立式铣 4 铣槽26m 38.5s 铣刀、游标卡尺 +床铣舌台两粗铣、半精铣至12~11.76mm XA613卧式高速钢套式面铣刀、游标卡94.815 面 Ra6.3um 铣床尺、专用夹具 s钻Φ12mm钻、粗铰孔至12.18~12.16mm X525立式复合麻花钻、铰刀内径千分16.566 孔 Ra6.3um 钻床尺 s钻孔31.877 台式小钻床麻花钻5XΦ4(3mm s钻Φ13mm钻孔至 X525立式33.128 孔并钻沉复合麻花钻 13.12~13mmRa25um 钻床 s 头孔钻孔钻孔至13.92~13.8mm X525立式23.01描图 9 复合麻花钻Φ13(8mm Ra25um 钻床 s钻M10螺X525立式77.5610 钻底孔复合麻花钻描校纹底孔钻 s钻Rc1/8锥X525立式77.9511 钻底孔复合麻花钻螺纹底孔钻床 s 底图号12 攻丝攻丝 13 去毛刺钳工台装订号14 清洗清洗机 15 终检设计审核标准化会签 (日期) (日期) (日期) (日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
工艺卡片模板

执行日期:年
产品质量指标 项目 产品纯度 项目 ××含量 ××含量 项目 原料 T101顶 T101底 < < ≥ 单位 %(质量分数) ※ 指标 0.5 500 频次 1次/8h 1次/4h 1次/4h 塔底温度 进料温度 塔顶温度 V103液位 塔底液位 塔顶压力 塔底温度 塔底液位 ××出装置温度 V104液位 ××出装置温度 塔底液位 塔顶温度 塔顶压力 回流流量 ※ ※ ※ ※ ※ ※ ℃ ℃ ℃ % % MPa ℃ % ℃ ××塔B % ℃ % ℃ MPa t/h (45~55)±15 (40-50)±20 (45~55)±15 (40~45)±5 (1.6~1.8)±0.2 (40~80)±10 LICA108 TI133 LIC107 TR129 PRCA104 FRC114 单位 液化石油气 %(质量分数) mg/L 内容 组成 组成 组成 原料质量指标 ※ 指标 99.5 V101液位 进料温度 塔顶温度 V102液位 回流流量 塔顶压力 塔底温度 塔底液位 ※ ※ ※ % ℃ ℃ % t/h MPa ℃ % 项目 单位 ××塔 (40~60)±10 (67~72)±3 (45~50)±3 (45~55)±15 (8~10)±3 (1.75~1.85)±0.1 (100~104)±5 (45~55)±15 ××塔 (50~56)±5 (38~54)±5 (40~50)±5 (45~55)±15 (45~55)±15 (1.95~2.15)±0.2 ××精馏塔A (55~60)±5 (45~55)±15 ≤60 TIC123 LICA106 TI136 电机温度 轴承温度(滚动) 轴承温度(滑动) 项目 < < < TR115 TRC113 TR118 LICA105 LICA114 PRC102 污水含油量 污水PH值 排污合格率 ≥ % ※ 指标 65 70 65 1/2—2/3 单位 ℃ ℃ ℃ 机泵运转指标 项目 < LICA111 TRC101 TR119 LICA113 FRC115 PIC102 TR116 LICA112 热水压力 净化风压力 氮气压力 热水温度 工业循环水压力 工业循环水温度 ※ ※ ※ ※ 项目 操作指标 指标 仪表位号 电 循环水 低压蒸汽 净化风 总能耗 项目
合成氨工艺卡片模板

合成氨车间
合成塔压差
MPa
≤0.34
车间级
合成氨车间
气氨总管压力( 1#氨冷)
MPa
0.35~0.52
车间级
合成氨车间
气氨总管压力( 2#氨冷)
MPa
0.16~0.26
车间级
合成氨车间
闪蒸槽压力
MPa
3.0~3.5
车间级
合成氨车间
合成触媒热点温度
℃
465±5
公司级
合成氨厂
塔壁温度
℃
≤120
车间级
车间级
合成氨车间
排气压力
MPa
≤1.6MPa
车间级
合成氨车间
油压高于排气压力
MPa
0.15-0.3MPa
车间级
合成氨车间
冰机氨槽液位
%
13~80
车间级
合成氨车间
氨槽压力
MPa
≤1.6MPa
车间级
合成氨车间
冰机排气温度
℃
≤100℃
车间级
合成氨车间
冰机油温
℃
45℃~65℃
车间级
合成氨车间
冰机电机温度
℃
≤65℃
车间级
合成氨车间
四、 工艺设备运行指标
1.氮气压缩机
项 目
单 位
指 标
分级
控 制 部 门
低压氮气纯度
%
≥99.99%
厂级
甲醇厂
低压氮气压力
kPa
5~20
厂级
甲醇厂和合成氨厂
循环润滑系统供油压力
MPa
0.4±0.2
车间级
合成氨车间
循环油润滑系统供油温度
机械加工工艺过程卡片和机械加工工序卡片

机械加工工艺过程卡填写参考模板(一页不够可以复制接续到下一页)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片填写参考模板(5-8张,要来自于上面的工艺过程卡的某一个工序,自己选择做某个工序,并按工序号大小顺次填写)机械加工工序卡片产品型号零件图号共5页产品名称零件名称右支架第1页CAD中要抓取白底的图片放入并要符合工序简图的绘制要求车间工序号工序名称材料牌号05 粗铣顶面A ZG310-570毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数XA5032 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件高速钢镶齿铣刀工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助1 粗铣顶面A 刀具:高速钢镶齿套式端铣刀量具:游标卡尺60 23.55 1.12 4 2.02 描图描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号共5页产品名称零件名称第2页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助描图描校。
加工工艺卡和工序卡模板

工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
每台件数
锻件
75×22 中心孔 20
1
设备名称
设备型号
设备编号
空气锤
夹具编号
夹具名称
1 同时加工件数
1 切削液
工
步
工步内容
号
1
下料
2
锻造尺寸 75×22mm 中心孔 20mm 的毛坯
刀具
工 艺装备
检测手段
工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
进
工步工时
主轴 切削速 进给
切削深 给
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
产品型号 产品名称
1702504 齿轮
零件图号 零件名称
车间 机加
齿轮
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
工艺卡片【范本模板】

主要设备
空塔
φ4500×13500
1台
动力波洗涤塔
φ1250×φ4500×11500
1台
填料塔
φ4500×13500
1台
三塔稀酸泵
Q=400m3/h,H=30m
6台
稀酸板式冷却器
180m2,254SOM
2台
脱吸塔
φ800/φ3000×6745
1台
清水高位槽
φ2000/φ2200
1台
电除雾安全封
φ800×1798
2)注意各设备的阻力降,如有异常,及时反映。
3)按工艺指标,正确调节串酸加水,稀酸送酸阀门。
4)注意观察电雾出口气体清晰度,及时调节二次电压和二次电流。
5)板式换热器视情况进行反冲或切换备用。
6)地沟要求控制低液位≤2/3。
7)沉降器定期排污。
8)按要求加药,加药量异常时及时反映和处理。
9)电除雾按要求进行例行水冲洗。
编制
核对
审核
批准
江西全鑫科技化工有限公司
电除尘器工艺卡片
文件编号
QXKJ-GY004
序号
类别
主要参数
1
主要设备
电除尘器
60m2
1台
电场
2个
附属电器仪表
2
工艺指标
电除尘器进口
320—350℃
320-350℃
电除尘器出口
250℃
石英管绝缘箱
140—160℃
瓷轴绝缘箱
140℃
压差
20毫米H2O柱
二次电压
一电场40—50KV
≤15ug/L
饱和蒸汽和过热蒸汽钠含量
<20ug/kg
给水含油量
机械加工工艺卡片模板
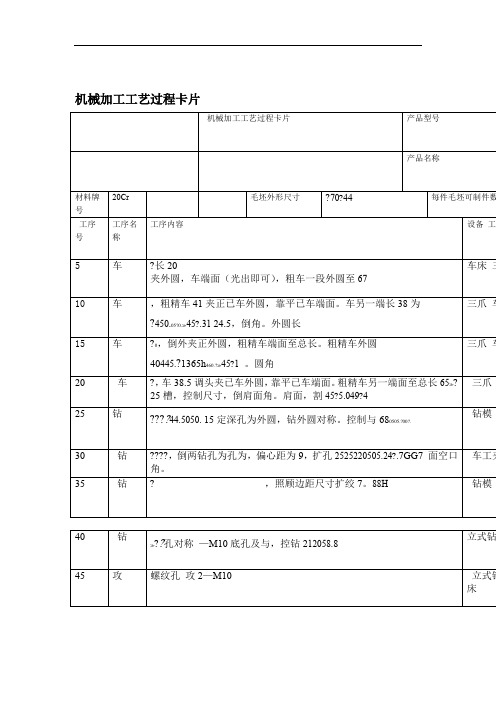
机械加工工艺过程卡片切削速度工/min 公步工时/主轴转速走刀进给量背吃刀量/m/步工步内容工艺装备(/mm mm/r))(/r/min 次数(机动辅助)min号夹外圆,车端面(光出即可),粗1 1.50.5551231三爪 20车一段外圆至长67会签标准化审核校对设计(日(日(日(日(日期)期)期)期)期)三爪卡盘/min 工序工时工位器具编号工位器具名称单件准终/主轴转速工进给量切削速度/min公步工时走刀背吃刀量/(/m/(/mm(/工步内容步工艺装备r/mm次数机动辅助)min号))min r夹正已车外圆,靠平已车端面。
141为车另一端长38 1.5 231 51 0.55 2 2 车床24.5外圆至54长粗车?450.231 51 0.55 4 3 2 车床05.?024.5半精车外圆至长?450. 0.9 103 0.3 607 4 2 车床05.?024.5长外圆至精车49.4?450. 0.5 5 1 0.1 120 760 车床05.0? 45.3?1倒角 5车床标准化审核校对设计会签(日(日(日(日(日期)期)期)期)期)切削速度公步工时/min 走刀进给量主轴转速/背吃刀量/m/工艺装备(步号工步内容/mm 次数r)mm(/min/(r/)机动辅助min)?外圆,粗车端面至总长40夹正。
4.50 1 1 0.55 231 51 1 车床0半精车外圆?1365h 607 1 127 2 0.3 1 车床?0.46 451?。
倒外圆角 3车床设计校对审核标准化会签(日(日(日(日(日期)期)期)期)期)更改号签字更改号处数签字日期标记日期标记处数产品型号共8零件图号页机械加工工序卡片第零件名称4产品名称页偏心轮工序名称工序号车间材料牌号2020cr 车材料牌号工序号工序名称车间2520cr 钻毛坯外形尺寸每台件数每件毛坯可制件数毛坯种类144?701 热轧圆钢Φ同时加工件数设备编号设备型号设备名称525Z立式钻床材料牌号车间工序号工序名称3020cr 钻毛坯外形尺寸毛坯种类每件毛坯可制件数每台件数14470?1 热轧圆钢Φ同时加工件数设备名称设备型号设备编号C620-1 立式钻床切削液夹具编号夹具名称3钻模工序工时工位器具编号工位器具名称/min材料牌号工序号车间工序名称3520cr 绞毛坯外形尺寸毛坯种类每台件数每件毛坯可制件数144?701 热轧圆钢Φ同时加工件数设备编号设备名称设备型号525Z立式钻床切削液夹具编号夹具名称1专用钻模工序工时工位器具编号工位器具名称/min毛坯外形尺寸每台件数毛坯种类每件毛坯可制件数14470?1 热轧圆钢Φ同时加工件数设备型号设备编号设备名称525Z立式钻床切削液夹具名称夹具编号专用钻模工序工时/min 工位器具编号工位器具名称准终单件/min公步工时走刀背吃刀量/进给量切削速度主轴转速工艺装备工步内容工.。
煤化工公司工艺卡片模板

甲醇厂气化车间煤浆制备(702)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂气化车间气化(703)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂气化车间灰水处理(704)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂气化车间耐硫变换(705)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂气化车间空压机组共2页第2页(271A)甲醇厂气化车间空分机组(271)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂气化车间空压站(281)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂合成车间低温甲醇洗(612)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂合成车间硫回收(615)单元共2页第2页编号:神华宁煤煤炭化学分公司工艺甲醇厂合成车间氨冷冻(633)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂合成车间甲醇合成共2页第2页(801)甲醇厂合成车间二甲醚(406)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂水汽车间管网共2页第2页(068)甲醇厂水汽车间锅炉(208)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂水汽车间锅炉(208D)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间脱盐水(222)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间循环水站(450)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间新鲜水加压及消防水站(442)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间发电机组(208A)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂水汽车间热回收(708)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间管网(068)共2页第2页神华宁煤煤炭化学分公司工艺司工艺卡SHMH-GC-02-2009一流司工艺卡SHMH-GC-03-2009一流司工艺卡SHMH-GC-04-2009一流司工艺卡SHMH-GC-05-2009一流司工艺卡SHMH-GC-06-2009一流司工艺卡SHMH-GC-07-2009一流司工艺卡SHMH-GC-08-2009一流。
机加工工艺卡模板与范例

机加工工艺卡模板与范例
模板:
工艺卡编号:生产车间:工艺员:
工艺卡名称:审核日期:生产日期:
工序名称使用设备工艺参数工艺要求
范例:
工艺卡名称:铣削工艺卡审核日期:2024年1月15日生产日期:2024年1月18日
工序名称使用设备工艺参数工艺要求
1.装夹工艺数控铣床夹具:磁性铁底座夹具
材料:铝合金块
夹具应力:25N·m
夹具位置:X=120mm,Y=80mm
夹具刚性:20N/mm
夹具角度:±0.01°
2.刀具选择数控铣床刀具类型:立铣刀
材料:硬度HRC60
外径:12mm
内径:6mm
长度:100mm
3.切削参数数控铣床
进给速度:100mm/min
主轴转速:800rpm
切削深度:0.3mm
重合度:95%
4.操作工艺数控铣床 1.装夹工艺完成后,检查夹具是否牢固。
2.校对加工位置,依据加工图下料点确定加工起点。
3.加工前检查刀具是否正常。
4.设置切削参数,启动机床进行加工。
5.加工完成后,检查加工质量。
6.清理加工废料、刀具和加工区域。
以上是一个简单的铣削工艺卡范例,具体工艺卡的内容和要求会根据具体的加工工艺和产品要求进行调整。
工艺卡的编制和使用可以有效提高机加工的工艺品质,降低产品的不合格率。
工厂生产注塑模具工艺参数卡片模板

工厂生产注塑模具工艺参数卡片
日期:
年
月
日
产品型号产品简图
零件名称模具编号存盘模号注塑材料使用设备试模者
注
塑工艺参数
试模日期使用设备注射容量试模材料
材料预热温度
材料预热时间
注塑工艺条件
注塑温度
1#(喷嘴)
2#(前)
3#(中)4#(中)5#(后)模具温度
压力设定
多级注射
注射压力:MPa 注射速度:转/min 注射时间:S 终止位置:mm
1234保压保压压力:MPa 保压速度:转/min 保压时间:S
1234
冷却时间:
周期时间:顶出压力:
速度:转/min 合模
快速压力:MPa
速度:转/min
开
模
一慢压力:MPa 速度:转/min 低压压力:MPa 速度:转/min 快速压力:Mpa 速度:转/min 高压压力:MPa 速度:
转/min
二慢压力:
Mpa 速度:
转/min
备注:
编制校对标准化审核。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
For personal use only in study and research; not for
commercial use
机械加工工艺过程卡片
班级:1404032
姓名:
不得用于商业用途
机械加工工艺过程卡片
产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数 1 每台件数 1 备注
工序号工序名
称
工序内容车间工段设备工艺装备工步工时
备料Θ50×45的棒料
1 车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀,
表面粗糙度仪
2 钻钻θ6,θ10,,θ14,,θ18通孔金工Z3025麻花钻,钻床专用夹具,内径千分尺
3 镗粗,精细镗θ20通孔θ30圆柱孔,θ30
至θ36的圆锥孔金工CA6140C620-1车床专用夹具内径百分
尺,表面粗糙度仪表
4 车粗车精车θ49至标准尺寸θ48金工CA614090度外圆车刀,游标卡尺,三爪卡
盘
5 车换端面保护夹θ48面粗,精车θ50至
标准尺寸θ40金工CA614090度外圆车刀,游标卡尺,三爪卡
盘
6 车端面至标准尺寸保证长度
30mm,40mm 金工CA614090度外圆车刀,游标卡尺,三爪卡
盘
设计日期审核日期标准化日期会签日期
标记处数更改文件号签字日期指导
不得用于商业用途
(厂名)机械加工工序卡片产品型号零件图号01—01—01
产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号
机加工
车间
车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1
设备名称设备型号设备编号同时加工件数
CA6140 1
夹具编号夹具名称切削液
ZY—01 三爪卡盘
工序工时
标准单件
39.46s
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工序工时
机动辅助
1 粗车端面及外圆三爪卡盘,YG6硬质合
金车刀,表面粗糙度仪
90 45 0.5 1.25 1 22s 17.46s
不得用于商业用途
(厂名)机械加工工序卡片产品型号零件图号01—01—02
产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号
机加工
车间
钻孔GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1
设备名称设备型号设备编号同时加工件数
Z3025 1
夹具编号夹具名称切削液
ZY—02 钻床专用夹具
工序工时
标准单件
260s
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工序工时
机动辅助
2 钻θ6,θ10,,θ14,,θ18
通孔
Z3025摇臂钻床,钻床专
用夹具
100 2 0.5 45 30 200s 60s
不得用于商业用途
(厂名)机械加工工序卡片产品型号零件图号01—01—03
产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号
机加工
车间
车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1
设备名称设备型号设备编号同时加工件数
CA6140 1
夹具编号夹具名称切削液
ZY—04 三爪卡盘
工序工时
标准单件
61.5s
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工序工时
机动辅助
3 粗,精细镗θ20通孔θ30
圆柱孔,θ30至θ36的圆
锥孔
C620-1车床专用夹具内
径百分尺,表面粗糙度仪
表
330 49 0.20 2 5 21s 40.5s
不得用于商业用途
(厂名)机械加工工序卡片产品型号零件图号01—01—04
产品名称轴套零件名称轴套共(7)页第(5)页车间工序号工序名称材料牌号
机加工
车间
车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1
设备名称设备型号设备编号同时加工件数
CA6140 1
夹具编号夹具名称切削液
ZY—01 三爪卡盘
工序工时
标准单件
110s
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工序工时
机动辅助
4 粗车精车θ49至标准尺
寸θ48
90度外圆车刀,游标卡尺,
三爪卡盘
120 35 0.65 1.25 3 50s 60s
不得用于商业用途
(厂名)机械加工工序卡片产品型号零件图号01—01—05
产品名称轴套零件名称轴套共(7)页第(6)页车间工序号工序名称材料牌号
机加工
车间
车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1
设备名称设备型号设备编号同时加工件数
CA6140 1
夹具编号夹具名称切削液
ZY—01 三爪卡盘
工序工时
标准单件
130s
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工序工时
机动辅助
5 换端面保护夹θ48粗精
车θ50至标准尺寸θ40
90度外圆车刀,游标卡尺,
三爪卡盘
120 46 0.65 2 3 70s 60s
不得用于商业用途
(厂名)机械加工工序卡片产品型号零件图号01—01—06
产品名称轴套零件名称轴套共(7)页第(7)页车间工序号工序名称材料牌号
机加工
车间
车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1
设备名称设备型号设备编号同时加工件数
CA6140 1
夹具编号夹具名称切削液
ZY—01 三爪卡盘
工序工时
标准单件
130s
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工序工时
机动辅助
6 车端面至标准尺寸保证
长度17mm,40mm
90度外圆车刀,游标卡尺,
三爪卡盘
120 46 0.65 1.1 2 70s 60s
不得用于商业用途
仅供个人用于学习、研究;不得用于商业用途。
For personal use only in study and research; not for commercial use.
Nur für den persönlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden.
Pour l 'étude et la recherche uniquement à des fins personnelles; pas à des fins commerciales.
толькодля людей, которые используются для обучения, исследований и не должны использоваться в коммерческих целях.
以下无正文
不得用于商业用途。