量具设计说明书
量具设计说明书

量具课程设计说明书专业机械制造与自动化班级机制3094姓名董鹏学号 ********指导老师任青剑目录一、任务书二、工序尺寸精度分析三、量具类型确定四、极限量具尺寸公差确定五、确定工作量规的位置极限尺寸偏差六、极限量具尺寸公差带图七、极限量具结构设计图附八、技术要求九、参考资料十、设计心得设计说明序号项目计算过程选用结果1 工序尺寸精度分析外圆ø32的尺寸精度是f6级的。
IT62 . 量具类型确定测量外圆ø32所用工作量规为卡规。
量规为卡规3 极限量具尺寸公差确定(《互换性与测量技术》表6-1)es=0 ei=-0.016查表6-1得;T=0.0024mmZ=0.0028mmes=0ei=-0.016Z=0.0028mmT=0.0024mm4 量规的位置极限尺寸偏差通端上偏差=es-Z+(T/2)=0-0.0028+0.0012=-0.0016下偏=es-Z-(T/2)=0-0.0028-0.0024=-0.0040磨损极限=es=0通端上偏=-0.0016下偏=-0.0040磨损极限= 0止端止端上偏差=ei+T=-0.016+0.0024 =-0.0136下偏差=ei=-0.016mm 上偏=-0.0136下偏=-0.0165 极限量具尺寸公差带图6 极限量具结构设计图7 技术(《互换性与测量技术》表6-2)要求(1)量规材料合金钢CrMnW ,硬度55-65HRC ,并经稳定性处理(2)表面粗糙度 Ra=0.08 表面无毛刺、黑斑、划痕、(3)形位公差量测量面有平行度误差0.001mm(4)在通端处打“T”止端打“Z”标记8 参考《互换性与测量技术》资料设计总结通过这次设计,使我该课程有了清楚认识,更让我对之前所学过的关于量具的知识有了一次全新的回顾,并能够得以运用。
同时使我在掌握新知识的同时也对之前学过的只是有了更深的巩固。
虽然这次设计遇到了许多困难,但在老师的指导和自己的努力下这些困难都被一一克服,这是我这次设计最大的欣慰。
第一章 量具设计

18
•
• • •
•
直线尺寸量规的制造公差、磨损公差及校对量 规的制造公差,可以根据工件基本尺寸及其制造 公差查表16-4得出(当工件未给出基本尺寸,而 只给出两极限尺寸时,为统一起见,规定用量规 通端基本尺寸查表). 一般工作量规的制造公差约为工件公差的10%, 即±5%;磨损公差约为工件公差的8%。 量规工作面之间的平行度公差为其制造公差的 2/3。 量规工作面的表面粗糙度为Ra0.4~0.2,非工 作表面粗糙度应不低于R a3.2。 量规材料通常采用T10A或20钢渗碳,热处理硬 度为58~65HRC。为了提高量规的寿命,工作表 面也常镶焊硬质合金。量规非工作表面须经氧化 处理。
5
(3)量规工作表面的耐磨性和抗腐蚀性 量规的耐 磨性和抗腐蚀性对它的使用寿命有很大影响,设 计时毖须加以考虑。解决的方法也较多,如可减 少量规工作表面的粗糙度数值,选择抗磨性和抗 腐蚀性较好的材料(如铬钢和硬质合金等),对 几何形状简单的量规可在工作表面上镀以耐磨材 料,对几何形状复杂的量规工作表面氮化处理等。 (4)量规工作尺寸的稳定性 这主要是通过选材和 热处理加以解决,特别是对于几何形状复杂的量 规,更应注意这个问题。 此外,量规设计时,在保证足够刚度的前提 下应尽量减轻其重量,同时还要使用方便,检验 效率高和制造工艺性好等。
• 2.相关原则 • 就是图样上给定的形位公差与尺寸公差相互有关 的公差原则,也即尺寸值有富余时可补偿给形位值的 原则。根据被测要素所应遵守的边界不同,相关原则 又可分为包容原则和最大实体原则两种。 • (1)包容原则(EP) 包容原则就是以最大实体尺寸作 为边界值,当被测要素上各点 的实际尺寸已达到此 边界时,否则此要素不得再有任何形状误差,而只有 当实际尺寸偏离最大实体尺寸时,其偏离值允许补偿 给形位误差。 采用包容原则时,工件按泰勒原则检验,即可用 全形通端量规代表最大实体边界,另用两点式止端量 规代表最小实体尺寸。这种检验不仅控制了实际尺寸, 而且也控制了形状误差。
电子秤设计说明书.doc
电子称设计说明书一、设计要求近年来,电子秤已愈来愈多地参与到数据处理和过程控制中。
现代称重技术和数据系统已经成为工艺技术、收货业务及商业销售领域中不可缺少的组成部分。
随着称重传感器各项性能的不断突破,为电子秤的发展奠定了其础。
随着称重传感器技术以及超大规模集成电路和微处理器的进一步发展,电子称重技术及其应用范围将更进一步的发展。
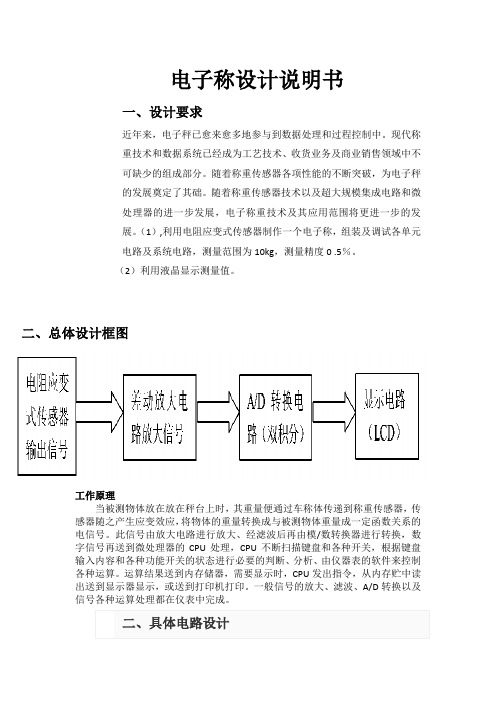
(1),利用电阻应变式传感器制作一个电子称,组装及调试各单元电路及系统电路,测量范围为10kg,测量精度0 .5%。
(2)利用液晶显示测量值。
二、总体设计框图工作原理当被测物体放在放在秤台上时,其重量便通过车称体传递到称重传感器,传感器随之产生应变效应,将物体的重量转换成与被测物体重量成一定函数关系的电信号。
此信号由放大电路进行放大、经滤波后再由模/数转换器进行转换,数字信号再送到微处理器的CPU处理,CPU不断扫描键盘和各种开关,根据键盘输入内容和各种功能开关的状态进行必要的判断、分析、由仪器表的软件来控制各种运算。
运算结果送到内存储器,需要显示时,CPU发出指令,从内存贮中读出送到显示器显示,或送到打印机打印。
一般信号的放大、滤波、A/D转换以及电子秤传感器的测量电路通常使用电桥测量电路,它将应变阻值的变化转换为电压或电流的变化,这就是可用的输出信号。
电桥电路有四个电阻组成,如下图所示电子秤的传感器在不加负荷时,桥路的电阻应平衡,也就是电桥初始平衡状态输出应为零。
但实际上桥路各臂阻值不可能绝对相同,接触电阻及导线电阻也有差异,致使输出不为零。
因此必须设置调零电路使初始状态达到平衡,即输出为零。
2、放大系统电子秤的放大系统是把传感器输出的弱信号放大,放大的信号应能满足模数转换的要求,该系统模数转换的输入量是应是0到1.999V。
为了测量准确,放大系统设计时应保证输入级是高阻,输出级是低阻,系统应具有很高的抑制共模干扰的能力,系统的放大倍数应根据被测物体的重量对应传感器的输出量,然后把传感器的输出量按一定的比例相应放大A/D转换器电路电路图如下图所示:传感器的输出信号放大后,通过模数转换器把模拟量转换成数字量。
机械测刀仪设计说明书

毕业设计题目:机械式测刀仪设计目录一、课题名称 (3)二、本课题设计来源及目的与要求 (3)三、设计内容 (3)1、确定主参数 (3)2、确定机械测刀仪方案,进行结构设计 (5)3、垂直导轨的比较设计及方案确定 (6)4、具体的零件设计 (6)四、机械测刀仪安装工艺 (12)五、总结 (13)摘要:加工中心等多轴联动的数控加工机床已广泛地应用于机械加工的各个领域,作为加工中心的主要辅助设备——测刀仪已广泛地与加工中心配套使用。
本文论述了机械式测刀仪设计过程中零部件设计方案的比较和零件设计计算的过程。
关键词:机械式侧刀仪设计装配Summary :Machining center,etc. numerical control that many axle link process lathe apply machined all field to widely already, as the main auxiliary equipment of the machining center - -Examine one one hundred sheets of appearances to already widely use with the machining center together. This text expound the fact machinery type examine one hundred sheetses of appearance design process spare part comparison and part of design plan design the course calculated.Keyword: Machinery type side knife appearance Design Assembly机械测刀仪设计说明书一、课题名称:机械式测刀仪的设计二、本课题设计来源及目的与要求1、任务来源:三轴联动加工中心类机床作为现代化的机械加工设备,已广泛应用于机械加工的各个领域,包括机床、模具、汽车、航空航天等等。
量具设计设计说明书
量具设计说明书(宋体、加黑、小三)1.工序尺寸精度分析
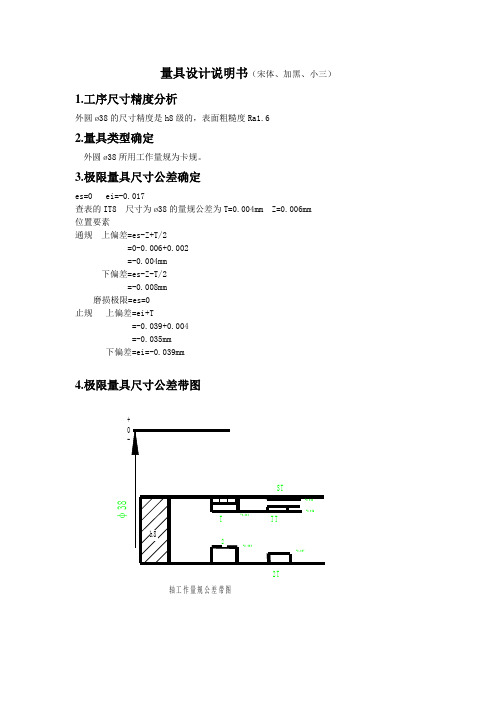
外圆ø38的尺寸精度是h8级的,表面粗糙度Ra1.6
2.量具类型确定
外圆ø38所用工作量规为卡规。
3.极限量具尺寸公差确定
es=0 ei=-0.017
查表的IT8 尺寸为ø38的量规公差为T=0.004mm Z=0.006mm
位置要素
通规上偏差=es-Z+T/2
=0-0.006+0.002
=-0.004mm
下偏差=es-Z-T/2
=-0.008mm
磨损极限=es=0
止规上偏差=ei+T
=-0.039+0.004
=-0.035mm
下偏差=ei=-0.039mm
4.极限量具尺寸公差带图
设计总结
通过这次设计不仅使我们对原课程有了更清楚认识,更使我们掌握了许多新知识。
在掌握新知识的同时也使我们温习了许多旧知识。
虽然这次设计遇到了许难,但我们还是一一克服。
这是我们这次设计最大的欣慰对于以后,我们清楚的认识,设计的难度与复杂性,这点不使我们再以后的学习生活中,对此予以重视,这些是我们自身方面的问题。
当然要想在这方面有所成,就必须付出大的实践练习我们还恳求老师在以后能够多练习一这方面的知识。
关于肠衣长度测量仪器的设计说明书
河北农业大学本科毕业设计说明书题目:肠衣测量仪器的机构设计学院:机电工程学院专业班级:机械设计制造及其自动化学号:************学生姓名:************指导教师姓名:************指导教师职称:教授讲师讲师2011年 6月10日肠衣测量仪器的机构设计摘要:当前正在研究推广阶段的肠衣测量仪器使用PLC控制,这种肠衣机的工作原理很简单,也是利用轮(包括主动轮和测量轮)的旋转运动测量长度。
主动轮由电机通过轴带动,测量轮则由主动轮通过肠衣带动其旋转,测量轮后接有编码器可以计数,单根肠衣的长度即是测量轮的周长与转数的乘积。
基于这种原理的肠衣测量仪器大体上由四部分构成:操控装置,控制器,动力装置,测量装置。
操控装置是肠衣测量仪器上供工人操作的那一部分,即人机对话平台,工人师傅通过该平台将信息输入机器,操控机器的运行。
控制器主要由PLC组成,它是仪器的中枢大脑,控制着整个仪器的运行,其具体作用是对输入信号分析处理后,将输出信号传给执行元件,而且在达到程序规定的条件时自动停止运行并向工人发出提醒。
动力装置包括必要的动力源即电机、传动轴、主动轮和必要的连接部件。
它的作用即是带动肠衣移动,从而使测量轮旋转计数。
测量装置则向控制器反馈数据信息,然后控制器根据反馈信息计算测量结果。
PLC的应用使得这种仪器的自动化程度进一步提高,操作较以往也更加方便。
本文介绍的测量仪器便是以PLC 做控制器,光电传感器做计数开关,一次可测量多根肠衣长度的新型自动化肠衣测量仪器,其最高测量速度可以达到4.4m/s。
关键词:肠衣测量仪器纯滚动PLC自动化Design specification of Casing Measuring InstrumentAbstract: Currently Casing Measuring Instrument on a stage of research and promotion is controlled by PLC. The way of working for this instrument is simple: making use of the rotation movement of the wheel (including the driving wheel and measuring wheel) for measuring the length. Driving wheel is driven by the motor through the shaft, measuring wheel is driven by the driving wheel to rotate through the casing. Measuring wheel connects with the encoder to count. Then the length of one casing is equal to the product of the perimeter and the number of revolutions of the measuring wheel. The Casing Measuring Instrument base on this principle consists of four parts: operation device, controller, power device, measuring device. Operation device is the part reference by workers to operate, it is the man-machine dialogue platform of the instrument. Workers input information through the platform into the machine to control the operation of the machine. Controller mainly consists of PlC, and it is the central brain of the instrument, controls the operation of the machine. And its specific role is to analyze the input signal processing, then output signals to actuators, besides, it can make machine automatically stop running and remind of workers when reaches the specified conditions. Power device consists of power source which is electrical motor, drive shaft, wheels and the necessary connection components. Its role is to drive casing moving, so as to rotate the measuring wheel. Measuring device is to send the feedback information to controller, then controller calculates measurements base on that information. The application of PLC improves the level of automation of instrument, and makes it more convenient to operate. This article introduces akind of new casing measuring instrument which uses PLC for controller, photoelectric sensor for count switch. It can measure more casings in one time and the fastest rate can reach 4.4m/s.Keywords:Casing Measuring Instrument; pure rolling motion; PLC; Automation目录1 绪论 (1)1.1 引言 (1)1.2 设计肠衣测量仪器的目的及意义 (1)1.3 肠衣测量仪器的发展现状及分析 (1)1.4 新型肠衣测量仪器的方案分析 (2)2主动部件的设计 (2)2.1电机的选择 (2)2.2电机联轴器的选择 (2)2.3轴的设计 (3)2.3.1驱动轴的设计 (3)2.3.2从动轮轴和压紧轮轴的设计 (4)2.4轴承的设计 (6)2.5轮与传动带的设计 (6)2.5.1驱动轮和从动轮的设计 (6)2.5.2带和压紧轮的设计 (6)2.6键的选择 (7)2.6.1轴与轮的联接 (7)2.6.2轴与联轴器的联接 (7)2.6.3电机与联轴器的联接 (7)3测量部件的设计 (8)3.1编码器的选择 (8)3.2编码器联轴器的选型 (9)3.3测量轴的设计 (9)3.4轴承的设计 (11)3.5测量轮的设计 (11)3.6 光电开关的选择 (11)4操控部件及控制器的设计 (11)4.1 操控面板的设计 (11)4.2 PLC的选择 (11)5箱体与罩的设计 (12)5.1箱体的设计 (12)5.2罩的设计 (12)6小结 (13)附录 (14)参考文献 (16)1 绪论1.1 引言肠衣是食品加工行业中一种重要的原材料,有着广泛的用途。
常规量具作业指导书[模板]
![常规量具作业指导书[模板]](https://img.taocdn.com/s3/m/a60b6ec94b35eefdc9d333c2.png)
常规量具作业指导书对应的流程/规范1.目的为使用者提供正确的量测设备操作、保养方法,以维持量测设备之精度及稳定性,延长使用寿命、确保产品品质。
2. 概述凡本公司各部门所使用的常规量测设备,包括:千分尺(外径千分尺、内径千分尺、深度千分尺)、卡尺(游标卡尺、附表卡尺、电子卡尺)、塞规、厚薄规3. 术语4. 操作说明外径千分尺1、校正周期:六个月.2、用途目的:直接测量工件外形及外径尺寸.3、操作程序:1)清洁千分尺及工件 :a) 保持千分尺各部位之清洁. (无油污、灰尘等)b) 将一光洁纸张轻夹于两测量面之间,施加适当的测量力,再将纸轻轻拉出,然后退加主轴,检视两测量面是否清洁干净.c) 用无尘纸或抹布擦拭工件待测面.2)归零 :a) 对于 0~25mm的千分尺,则将两测量面直接接触,针对25mm以上的千分尺,则以相应校正棒于两测量面之间,旋转齿轮3圈即可归零.b) 检视内外套筒的零线与标线是否对齐.c) 若未对齐,误差在0.01mm以内的可将主轴锁紧,用钩头扳手调整内套筒,使零点与标线对齐.3)测量与读数 : 退回主轴,将工件正确轻夹于两测量面之间,轻轻转动齿轮3圈,保持一定的测量力,并取数值.4、日常保养与维护 :1)、每日使用完毕,应将千分尺擦拭干净,并用干净的油布擦拭测量面及测轴,以防生锈.2)、使用时,尽量将千分尺夹持在专用夹持座上.3)、千分尺不用时,应将其放回盒中,并置放阴凉、干燥处,不得于其它杂物混合放置.5、注意事项:1)读数时,应将视线与刻划面垂直,避免视差的影响而误读尺寸。
2)归零时应小心转动主轴,当两测量面接近时,应轻轻的转动它,使两测量面轻缓接触,避免两测量面因碰撞而失去精度。
3)拿起和放下千分尺时,应轻拿轻放。
4)对0~25mm千分尺,不用时两测量面之间应保持0.1~0.2mm距离,并锁紧主轴。
5)在清洁千分尺时,严禁使用气枪。
6)镜环不得沾酒精及防锈油,以免腐蚀镜环。
千斤顶毕业设计说明书

目录第1章千斤顶的概述......................................... 11.1千斤顶的工作原理...................................... 11.1.1千斤顶原理实验................................. (1)1.2千斤顶的介绍.......................................... 11.3千斤顶的分类....................................... (1)1.3.1按结构划分3种 (2)1.3.2量具千斤顶 (3)1.3.3其他分类 (4)1.4千斤顶使用说明 (4)第2章千斤顶的设计任务 (5)2.1毕业设计方案选择 (5)2.2千斤顶的设计任务要求 (5)2.2.1设计题目及任务要求 (5)第3章千斤顶的结构设计 (7)3.1结构设计的意义 (7)3.2千斤顶的结构 (7)3.2.1螺旋传动选择 (7)3.2.2螺纹类型选择 (8)第4章千斤顶各部件参数的设定及强度校核 (9)4.1螺母、螺杆的材料及尺寸的选定与校核 (9)4.1.1螺母、螺杆的材料和许用应力.............................. .94.1.2螺母、螺杆的尺寸设计与校核 (10)4.2底座的设计计算..................................... (13)4.2.1底座材料的选定 (13)4.2.2底座的尺寸确定 (13)4.3手柄的设计计算 (14)4.3.1手柄的材料选择 (15)4.3.2手柄的尺寸确定 (15)4.4托杯的设计计算 (15)4.4.1托杯材料的选择 (16)4.4.2托杯的尺寸确定 (16)4.5千斤顶的效率计算 (16)4.6千斤顶其他附件的尺寸设定 (16)第5章计算结论 (17)5.1千斤顶的总体装配图 (17)5.2设计各零件图及画图的具体步骤 (17)5.2.1螺母的设计 (17)5.2.2起重螺杆的设计 (20)5.2.3底座的设计 (22)5.2.4手柄的设计 (23)5.3千斤顶的各零件尺寸工程图............................. .255.4千斤顶的装配图 (27)5.5千斤顶的爆炸分解图................................... .28第1章千斤顶的概述1·1千斤顶工作原理千斤顶有机械千斤顶和液压千斤顶等几种,原理各有不同。
长度类量具检具三大件作业指导书.doc

通用量具讲义系指在机械加工过程中,车间工人和检验人员在现场应用的计量器具,主要包括游标类量具、微分类量具、指示表类量具等机械式计量器具。
游标类量具作业指导书1、工作原理:游标卡尺是将两根直尺相互重叠其中一根固定不动另一根沿着它作相对滑动。
固定不动的直尺称为主尺,沿主尺滑动的直尺称为游标尺(简称游标)。
它是用来测量外尺寸和内尺寸、肓孔、阶梯形孔及凹槽等相关尺寸的量具。
它是长度测量中最常用的量具之一。
它具有结构简单、使用方面等优点, 而被广泛的使用。
但游标卡尺不符合阿贝原则,存在其原理误差与制度误差,精度较低,因此只能用于一般的测量。
2、组成:其主要结构形式分别为游标卡尺、电子数显卡尺、带表卡尺、深度游标卡尺、电子数显深度卡尺。
游标卡尺是由外量爪、刀口内量爪、游标尺、尺框、紧固螺钉、尺身、主标尺、深度测量杆、深度测量面、圆弧内量爪、微动装置等组成。
3、示值误差:示值误差mm分度值分辨力测量范围0.01 0.02 0.05 0.10 允许误差0150 ±0.02 ±0.05 150200 ±0.03 ±0.10 200300 ±0.04 ±0.08 300500 ±0.055001000 ±0.07 ±0.10 ±0.1510001500 ±0.10 ±0.14 ±0.2015002000 ±0.14 ±0.20 ±0.25 4、注意事项:4.1游标类量具应有检定合格证,并在有效期范围内使用,严禁超期使用。
4.2量具使用前应检查各部件是否完好,零位是否正确,使用后应擦净,涂上防锈油。
4.3测量工件时不要用力过重,以手感接触为好,有微动装置的游标类量具以微动装置为准。
4.4卡尺不准划线用,不准勾拉铁削等物,不准放在有磁场利震动的地方。
4.5游标类量具如果出现零件失落、碰坏、失准,应及时送计量室检修,不得私自拆卸。
三丰量具说明书

•
三丰卡尺需要校正吗? 三丰卡尺、三丰数显卡尺、三丰游标卡尺都需要校正。目的除了修正量具确保量测结果正确 之外,也在于避免使用不当的量具。通常卡尺超过校正标准之后,能够修复的机会不大,只 有降级使用或者报废一途。 三丰卡尺的一般用途最多有叁种,分别是外径 (外尺寸) 量测、内径(内尺寸)量测与深度量测。 可以校正者是前两项,因为深度量测部分原本就不是该量具设计的目的,只能做参考。 三丰卡尺校正的标准器是块规和阶规,但是使用块规有两大缺点。 第一、 过大尺寸没有现成块规可以使用。通常靠块规扭合,但是各个块规本身校正时有 不同的器差,使用时记录上还须加总纪录。而且要是技术不好,不但接不上多少还会伤及块 规。 第二、 块规只能作外尺寸 (大测爪) 校正,无法作内尺寸量测(小测爪)校正。 比较理想的方法是使用阶规。不过阶规很贵,六位数价格。市面上有售一种模仿阶规的 组合式校正器价格大需五万以下,看似合理方便。但其实并非正统合格的校正器。 其实,新买的三丰卡尺都需要校正。只不过一般的三丰代理商会在发货前由工程师先进行校 正工作。
三丰量表篇
• 日本三丰水平型杠杆百分表-0.01_杠杆百分表 • 日本三丰水平型杠杆百分表513系列 • 货号:513-424E,513-404E,513-404C,513-414E, 513-415E,513-464E,513-454E,513-117, 513-444E
三丰量表篇
• • • • • • • •
三丰量表篇
• • • • • 日本三丰Mitutoyo指针式百分表 2046S 0-10*0.01mm 指示表
指针式千分表 2 系列 — 标准型、0.01mm分辨率(参见第 VIII 页) 2 系列指针式千分表是三丰公司量具中最常见且应用最广泛的指针式千分表。
量程为10mm的百分表设计说明书
量程为20mm的百分表设计说明书一百分表简介百分表利用精密齿条齿轮机构制成的表式通用长度测量工具。
通常由测头、量杆、防震弹簧、齿条、齿轮、游丝、圆表盘及指针等组成。
百分表是美国的B.C.艾姆斯于1890年制成的。
常用于形状和位置误差以及小位移的长度测量。
百分表的大表盘上印制有100 个等分刻度,即每一分度值相当于量杆移动0.01毫米。
改变测头形状并配以相应的支架,可制成百分表的变形品种,如厚度百分表、深度百分表和内径百分表等。
如用杠杆代替齿条可制成杠杆百分表和千分表。
其示值范围较小,但灵敏度较高。
此外,它们的测头可在一定角度内转动,能适应不同方向的测量,结构紧凑。
它们适用于测量普通百分表难以测量的外圆、小孔和沟槽等的形状和位置误差。
主要用途:百分表是利用齿条齿轮或杠杆齿轮传动,将测杆的直线位移变为指针的角位移的计量器具。
主要用于测量制件的尺寸和形状、位置误差等。
分度值为0.01mm,测量范围为0-20mm。
测量范围:百分表的结构较简单,传动机构是齿轮系,外廓尺寸小,重量轻,传动机构惰性小,传动比较大,可采用圆周刻度,并且有较大的测量范围,不仅能作比较测量,也能作绝对测量。
主要由三部分组成:百分表的构造主要由3个部件组成:表体部分、传动系统、读数装置。
百分表的发展趋势:数显由于传统机械式百分表由人去读表盘刻度,这样就存在读数方法和反应速度等因素带来的误差。
为了克服这些缺点,百分表读数在向数字化方向发展。
加快仪表的自动化是当前制造行业发展的大趋势。
一般有两种方案可以采用:一种是集位移传感器(光栅、容栅、电感等)、控制、显示与存储等单元于一体的数字式百分表,另外一种就是采用机器视觉技术对机械式的模拟百分表进行自动化识读。
由于带指针的模拟式百分表是很多企业特别是传统制造企业使用得非常广泛的一类,于是在已有基础上通过图像识别方法识读表盘是成本相对较低的一种方法。
对于百分表的显示系统,传统的表盘显示已经远远不能满足现代生活的需要,尤其是在对测量结果的实时性要求较高的的操作中,人眼的视觉往往不能跟上表针的摆动变化。
计量器具概要设计说明书

[计量器具信息管理系统] 概要设计说明书[V1.0(版本号)]拟制人_________饶显__________ 审核人______________________ 批准人______________________[2014年7月16日]概要设计说明书1.引言1.1编写目的为明确系统的系统结构、安排项目规划与进度、制定详细测试计划、组织软件开发与测试,特撰写本文档。
本文档供项目经理、设计人员、开发人员参考。
1.2背景开发软件名称:计量器具信息管理系统项目调研与开发者:饶显1.3定义[列出本文件中用到的专门术语的定义和外文首字母组词的原词组。
]1.4参考资料计量器具方案与流程各厂家计量管理文件材料计量之星计量器具管理制度102计量器具系统304内部计量器具管理2.总体设计2.1需求规定2.1.1系统功能2.1.2系统性能2.1.2.1精度2.1.2.2时间特性要求2.1.2.4可靠性2.1.2.5灵活性2.1.3输入输出要求2.1.4数据管理能力要求2.1.5故障处理要求2.1.6其他专门要求2.2运行环境硬件环境:推荐配置:软件环境:数据库管理系统软件:支持常用关系数据库包括mysql,sqlserver,oracle运行平台:windows 2003,windows2008浏览器要求:IE8.0以上2.2.1设备二维码扫描枪:扫描设备二维码信息2.2.2支持软件[列出支持软件,包括要用到的操作系统、编译(或汇编)程序、测试支持软件等。
] 操作系统:Windows2003,windows2008编译程序:Java办公软件:office2003, office20072.3基本设计概念和处理流程计量器具送检处理流程:2.4结构1. 结构总体框图2.计量器具结构图计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计Lims计计计计计计计Excel计计计计计计Lims计计计计计Excel计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计计主要功能模块划分:3.接口设计3.1用户接口3.2外部接口A.本系统与lims之间有数据交换,交换方式包括:1.通过webserver接口直接交换数据2.通过二维码交换数据3.通过Excel交换数据接口功能包括:1.计量器具管理系统提供送检器具信息接口(上述三种方式)送至lims系统。
数显千分尺使用说明书

仪器名称序号项目备注1安全注意事项2使用警告3维护附 图00·万一电池被误食,及时在医生指导下就诊。
·本量具使用氧化银电池及液晶内含有刺激性物质,如不慎将其中含有的 液体接触到眼睛或皮肤,请立即用清水清洗,并在医生指导下就诊。
·在初次使用时,请用渗有油的软布等擦去涂在量具上的防锈油,并在本 机器内装入附带电池后使用。
·电池型号必须相符。
·如果3个月不使用时,将电池取出妥善保管,否则可能会因电池液泄漏 损坏本检测仪器。
·不使用时,将基准面与锭子(测量杆)打开,防止生锈。
版次数显千分尺(平头、尖头)1.安全注意事项:1)在使用本产品时,请遵守说明书中写的规格、功能和使用上注意事项; 如果本产品被用于超出这些规格时,可能会引起安全问题。
2)禁止事项(图1):·有效量距(0~25mm),顺时针方向扭动,禁止逆时针方向转动(图1-1)。
·不可使用尖锐的物体损伤测量工具(图1-2)。
·胶水不可滴在量具上,避免用油、水等液体物质渗入尺框内,以免损伤 电子原件(图1-3)。
·禁止40℃以上温度使用、暴晒(图1-4)。
·禁止乱拆乱卸(图1-5)。
·做到轻拿轻放,禁止摔、碰、撞(图1-6)。
使用说明图1-1图1-2图1-3图1-4图1-5图1-6图2①②③④⑤⑥号4部件名称、性能(图2)、① 基准面② 锭子(测量杆)③ 锁紧螺丝④ 主轴(尺)⑤ 副轴(尺)⑥ 棘轮⑦ 液晶显示屏 ⑧ 拆卸螺钉5型号6仕样7使用前的确认1)在测量面(基准面、锭子)上,不能有缺口、异物附着现象。
2)检查确认,旋转棘轮,锭子(测量杆)移动顺利。
3)用棘轮旋转移动锭子,使基准面和锭子缓慢地接触,然后再 转动棘轮2~3次。
★ 在此时,检查确认基准(零点“0”)确认, 数显千分尺复位显示为0.0001)电池安装:电池安装好后,会显示无意义的数边或“E”,这并非异常 现象;安装时将电池(SR44)的正极朝上进行安装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
量具课程设计说明书
专业机械制造与自动化
班级机制3116班
姓名权鹏飞
学号11311621
指导老师刘苍林、李智
量具设计
一:概述
量规不能指示量值,只能根据与被测件的配合间隙、透光程度或者能否通过被测件等来判断被测长度是否合格的长度测量工具。
量规结构简单,通常为具有准确尺寸和形状的实体,如圆锥体、圆柱体、块体平板、尺和螺纹件等
二:设计项目
内孔ø42、尺寸精度是IT9级,表面粗糙度Ra0.8。
内孔ø42所用工作量规为塞规。
三:设计方案
1、量具材料:T12A
2、被检验工件的极限偏差:ø42孔ES=+0.062 EI=0
3、查出工作量规的制造公差T和位置要素Z值,并确定量规的形位公差
制造公差T=0.005 位置要素Z=0.008 形位公差=T/2=0.0025 4.工件和量规的公差带图
5.计算塞规的极限偏差
通端上偏差=EI+Z+T/2=0.0105
下偏差=EI+Z-T/2=0.0055
磨损极限=EI=0
止端上偏差=ES=+0.062
下偏差=ES-T=0.057
6.塞规的工作图
设计总结
通过这次设计不仅使我们对原课程有了更清楚认识,更使我们掌握了许多新知识。
在掌握新知识的同时也使我们温习了许多旧知识。
虽然这次设计遇到了许难,但我们还是一一克服。
这是我们这次设计最大的欣慰对于以后,我们清楚的认识,设计的难度与复杂性,这点不使我们再以后的学习生活中,对此予以重视,这些是我们自身方面的问题。
当然要想在这方面有所成,就必须付出大的实践练习我们还恳求老师在以后能够多练习一这方面的知识。