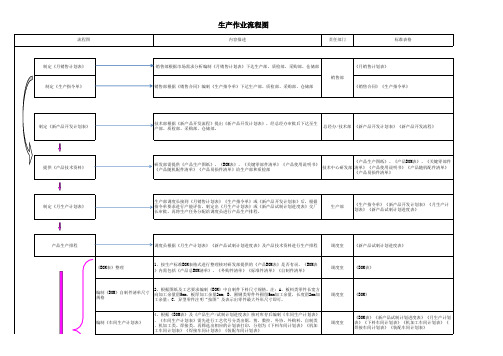
生产过程流程图
制造业企业生产流程管理流程图
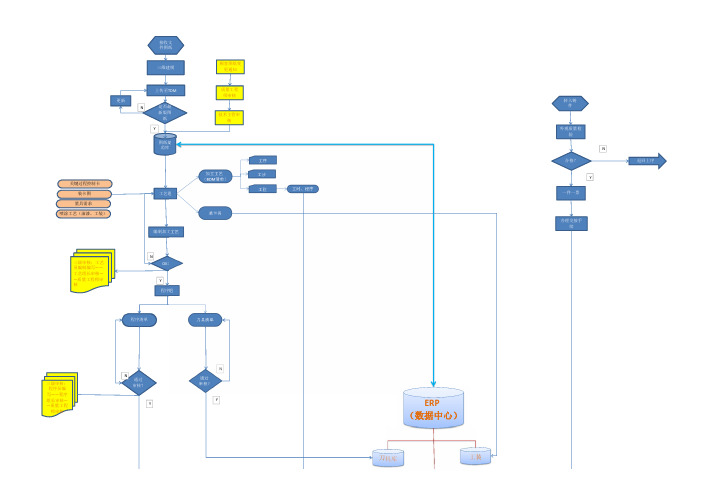
外观质量检验
三维建模
上传至TDM
是否最新版图纸更新
N
Y 工艺组
关键过程控制卡
装卡图量具需求
喷涂工艺(油漆、工装)
程序组
程序清单刀具清单
通过审核?
图纸规范库
通过审核?
装卡具
N
加工工艺(BOM 清单)
接收文件图纸
Y
返回上序
N
外观质量检
验
一件一票
合格?
办理交接手
续
转入铸件
工序
工步工位
工时、程序
Y
N
编制加工工艺OK ?
N
Y 三级审核:程序员编写——程序组长审核——质量工程师审核
三级审核:工艺员编制编写——工艺组长审核——质量工程师审核
顾客图纸变更通知
质量工程师审核
技术主管审
核
ERP
(数据中心)
刀具库
工装
Y
生产计划
程序调用
刀具领用工装领用
装卡找正
模拟加工
三维装卡图调用程序模拟试加工
加工
程序列表、工位工位1完成
填报?开始工位2
Y 自检并填报尺寸
N
工位……
通过机床面板或手持终端
检验
返修
TDM 不合格品
系统
返修记录
不合格品信息记
录
程序库
生产计划
辅助材料
监控模块
程序管理模块
Y
N
Y
Y N
N
发货
尺寸合格?
清洗
喷涂
清洗/包装
喷涂报告
尺寸报告
报告齐全?
终检合格?提交质量报
告
提NCR/SDR。
猪生产学-养猪生产工艺流程图PPT课件

•18
1.配种舍母猪栏数和猪舍建造 数的测算
表7—1所示 现代规模化养猪生产指标
•13
表7—1 现代规模化养猪生产指标
任务
指标
任务
指标
母猪年产窝数(窝) 2.1~2.3
仔猪保育天数
28~35 (天)
母猪平均窝产仔数(头) 10
保育仔猪期末体重(㎏)
18~20
母猪平均窝断奶仔数 (头)
母猪分娩率
9 90﹪
保育仔猪成活率
生长育肥猪20~90㎏饲养 天数(天)
栏计算,而7~10月龄的适龄后备猪所占的猪栏数(10)要求建 造的猪舍数为 : 建造猪舍数﹦后备舍猪栏数÷标准舍栏数 ﹦10÷20﹦0.5(栋)
•24
7.公猪舍猪栏数和猪舍建造数 的测算
公猪舍猪栏数﹦基础母猪数÷20÷每栏 饲养头数
﹦618÷20÷1﹦31(栏) 共养种公猪 31头
建造猪舍数﹦公猪舍猪栏数÷标准舍栏 数﹦31÷20﹦1.6(栋)
建造猪舍数﹦妊娠舍母猪栏数÷标准舍 栏数﹦87.8÷20﹦4.4(栋)
•20
3.分娩舍母猪栏数和猪舍建造 数的测算
分娩舍母猪栏数﹦每周分娩母猪数×分 娩舍饲养周数÷每栏饲养头数 ﹦24×7÷1﹦168(栏) 该时段共养母猪24×6﹦144头
建造猪舍数﹦分娩舍母猪栏数÷每栋标 准舍内放置的分娩栏数 ﹦168÷31﹦5.4(栋)
一、养猪工艺流程的开通 二、 生产周转中配种母猪的补充及淘汰
生产部工作过程流程图

确定相应生产线,编制生产程序。
物料确定:确保物料的准确性,合格性。
原料投产:根据原材料批次进行领料,投入料仓。
巡检:生产过程中,对各个生产工序,料仓饱和度,工序操作规程,配方设定进行抽检,巡查。
检验合格:继续一道工序;
不合格:通知技术部长,生产主管及仓库主管决定返工。
报废:对有问题的成品进行销毁,并对该次事件提出合理的整改建议;
整改意见:相关人员对该次事件进行原因分析,提出整改意见。
成品;半成品经过合格工序生产完成;
检验:对成品抽样检验各指标;
入仓:检验合格,开具入库单,放置成品区域。
存档:把各项检验记录,检查记录,验收记录等保存起来。
技术部生产部
生产部仓库
生产部
生产主管
技术检验员
品管主管
技术检验员
品管主管
生产主管
技术检验员
品管主管
生产计划和控制过程流程图

R: 责任人: 对举措负责的部门 A: 决策者: 审批部门 (如决策者与责任人不一致) RA: 责任人和决策者: 责任和审批部门 S: 支持方: 提供支持的部门 I: 需被告知方:需要将举措通知到的部门 C: 需被咨询方:需要向此部门咨询建议
风险评估表
高
R1
R
影响
中 R3
低
低
中
高
问题发生频率
风险1: 措施1 风险2: 措施2
6) 生产能力试算表
6)
部材纳期表
7) 投入及流动日程
工程进度表
7)
每日生产投入计划发行
NO
R2
5-2) 确认产能
R1 确认材料
调整生产计划
2) 出货纳期管理表 3) 部材纳期表 4) 生产计划表 5) 工程能力表 6) 工程能力表 7) 工程进度表
8) 出荷欠数表 9) 出荷欠数表
8)
制造发行领料单领取材料
风险3: 措施3:
如果没有按计划要求确保材料,客户交期会延迟 部材先行订购,材料前倒跟踪 工程能力不足时,会影响客户交期 制造事先检讨工程能力,及时采取有效对策, 不影响客户交期的前提下,调整计划。 步留低下, 设备异常 根据技术部门事前预防措施(步留改善计划,跟踪每日工程品质进展 和设备故障)
输入 1)
订单输入
工艺流程图
输出
2) 出货要求 (出货计划)
2)
通过生产管理系统获取客户出荷要求
出荷流程程序書
3) 出货要求
3)
生产能力试算表
部材纳期表
根据出货要求,确认 产能,确认材料,库存
4) 生产计划 生产計画程序书
4)
YES
逆向作成满足客户出货需求的生产计划
生产工艺流程图
生产工艺流程图
鸡排生产工艺流程图:
解冻-------裹粉-------返潮-----
炸制-------沥油-------撒料-------剪块包装
主要控制点:裹粉环节,炸制环接
操作规范:
1.将已解冻的鸡排连同汤汁倒入专用大保险盒内(建议一包鸡排加
入300毫升纯净水)
2.取鸡排将肉质较肥处拨开,两面粘上汤汁,提起稍微沥去多余汤
汁
3.裹粉时将鸡排平放在鸡排粉中,用粉覆盖使鸡排均匀裹上粉
4.裹好粉的鸡排,用手抖掉浮粉放在大托盘上,不能叠放,裹好粉
的鸡排必须在一小时内用完。
5.取出返潮5分钟的鸡排正面朝上放入175度的油中,记时炸制4
分钟
6.炸制2分钟后,将鸡排翻面再炸制1分30秒
7.3分30秒后用剪刀剪开肉厚处,检查是否熟透
8.4分钟后,将鸡排架起沥油10-15秒撒料调理用剪刀剪成4-6块即
可售卖
西安市雁塔区益隆小吃店。
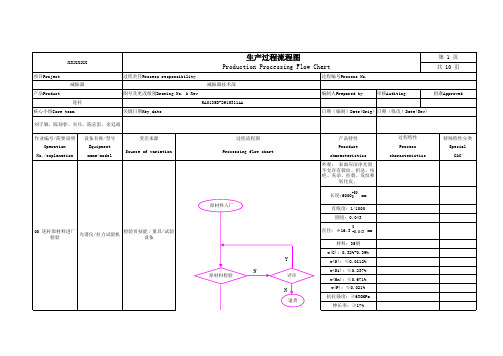
生产过程流程图
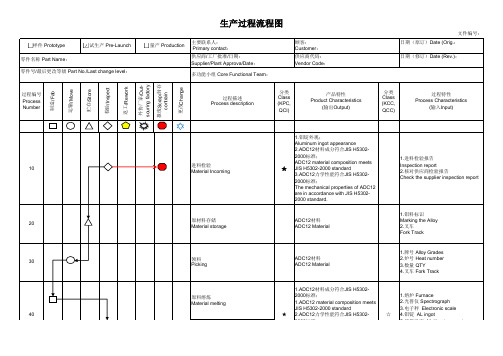
日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)10进料检验Material Incoming★1.铝锭外观;Aluminum ingot appearance2.ADC12材料成分符合JIS H5302-2000标准;ADC12 material composition meets JIS H5302-2000 standard3.ADC12力学性能符合JIS H5302-2000标准;The mechanical properties of ADC12are in accordance with JIS H5302-2000 standard.1.进料检验报告Inspection report2.核对供应商检验报告Check the supplier inspection report20原材料存储Material storage ADC12材料ADC12 Material1.铝料标识Marking the Alloy 2.叉车Fork Track30领料Picking ADC12材料ADC12 Material1.牌号 Alloy Grades2.炉号 Heat number3.数量 QTY4.叉车 Fork Track原料熔炼Material melting样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :40☆1.熔炉 Furnace2.光普仪 Spectrograph3.电子秤 Electronic scale4.铝锭 AL ingot5.熔炼温度 Melting temperature Aluminum liquid temperature供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date : 1.ADC12材料成分符合JIS H5302-2000标准;1.ADC12 material composition meets JIS H5302-2000 standard2.ADC12力学性能符合JIS H5302-2000标准;ADC12 are in accordance with JIS H5302-2000 standard.★日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class(KPC,QCI)产品特性Product Characteristics (输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input) 样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :40☆熔炉 Furnace2.光普仪 Spectrograph3.电子秤 Electronic scale4.铝锭 AL ingot5.熔炼温度 Melting temperature 材料成分符合JIS H5302-2000标准;1.ADC12 material composition meets JIS H5302-2000 standard2.ADC12力学性能符合JIS H5302-2000标准;★日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :color is qualified.5.温度日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :产品表面喷银漆处理,盐雾时间超过72小时;The surface of the product is sprayedwith silver paint and the salt spraytime exceeds 72 hours.2.喷塑区域合格,膜后合格,色差合格,划百格合格; The sprayed area is qualified, the film is qualified, the color difference is qualified, and the 前处理Pretreatment2.油漆规格型号Paint specification model3.喷塑设备Spray machine4.时间Time日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :150RoHS 检测RoHS testing★每年一次到具有资质的第三方检测机构进行RoHS 检测并提供报告;Annually to a qualified third-party testing agency for RoHS testing and reporting160产品年度审核Product Annual Audit 成品Finished product1.过程流程图中控制项与客户要求一致;Control items and customer requirements in the process flow chart2.过程流程图中的工序要求与实际状况一致; The process requirements in the process flow diagram areconsistent with the actual conditions.修改履历 Modification Record描述 Description1.The characteristic symbol identified on the customer's drawing is reflected in the special feature column ;3.The product feature is marked with the "★" symbol in the special feature column, and the "☆" is the process characteristic, which belongs to the internal identification mark ;2.CPK analysis is performed according to the dimension specified by the customer ;编制 Prepared by版本 Version日期 Date。
生产计划控制过程流程图

产品安全库存计划
电子媒介、内部沟通
外协采购周期计划 类似产品、材料经验 批量生产能力计划
应急计划 产品交付周期计划
收到合同定单
新产品
Y
动态库存表
设计与开发过程
N
库存不够
试生产和验证过程
Y
Y
编制生产计划
顾客认可
需要准备
N
N
顾客沟通、协调过程
Y
设计与开发过程
工装夹具模具制备 材料、外协件采购
员工培训
N
验证合格
对应管理方法及要点 JIT
信息流
FMS 产品流
5S 资金流
职责
分管领导负责 生产计划(特别是紧急生产计划)协
调、组织工作; 监视与指导 100%按期交付监控工作;
商务部负责: 按照合同交货期要求,确保 100%准时交
付;并对按期交付实施监控记录; 及时传递,经过评审生效的生产合同; 负责与顾客协调、沟通工作,并及时返
力和设备、人员、场地条件 ●顾客工程规范、PPAP、交货
期限、交付数量、物流和服 务等合同定单要求; ●合同:书面合同、口头(电 话记录)订单、传真、Email ●顾客服务、交付和用后处置 要求; ●产品监视与测量或全尺寸、 全性能的验证周期计划; ●顾客配套、配合、检测检 具、工装夹具、模具、周转 箱和包装要求 ●支持准时化生产的信息系统 (计算机平台、电子媒介、 沟通方法等); ●生产批号(工单号) 编码方法
Y
补库存应急生产 节拍生产实现过程
新产品批量生产
出、入库过程 100%按期交付
N
验证合格
Y
100%按期交付监控
不合格品控制过程
合同传递记录
安全库存计划 动态库存表 产品能力计划 交付周期计划 外购周期计划 应急计划
生产部门工作流程图
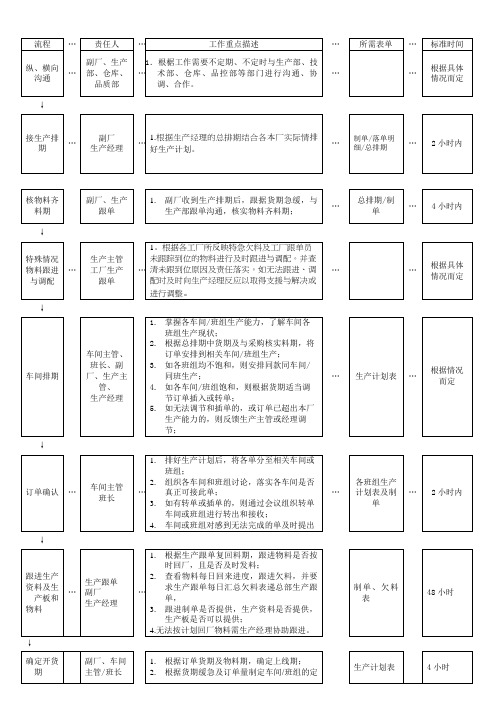
…
1.排好生产计划后,将各单分至相关车间或班组;
2.组织各车间和班组讨论,落实各车间是否真正可接此单;
3.如有转单或插单的,则通过会议组织转单车间或班组进行转出和接收;
4.车间或班组对感到无法完成的单及时提出
…
各班组生产计划表及制单
…
2小时内
↓
跟进生产
资料及生产板和
物料
…
生产跟单
副厂
生产经理
…
1.根据生产跟单复回料期,跟进物料是否按时回厂,且是否及时发料;
2.查看物料每日回来进度,跟进欠料,并要求生产跟单每日汇总欠料表递总部生产跟单,
3.跟进制单是否提供,生产资料是否提供,生产板是否可以提供;
4.无法按计划回厂物料需生产经理协助跟进。
制单、欠料表
48小时
↓
确定开货期
副厂、车间
主管/班长
1.根据订单货期及物料期,确定上线期;
2.根据货期缓急及订单量制定车间/班组的定额;
生产计划表
4小时
↓
质量保证
副厂、车间
主管/班长
及QC
1.首件样品要求班长完成,记录制作过程中出现的问题,知会本组人员,QC须检验首件成品有无异常,并填好检验记录交班长或主管;
2.首件无问题则开大货,首袋产品仍须检验,同时作好记录交车间班长;确保质量无误
3.如遇特别难款,主管须仔细研究透彻后,召集班长开会,各班做好记录知会员工;
2。衣车出现问题车间挂出红牌,机修必须在5分钟内赶过去维修,修车时要有良好的道德。
3。对闲置衣车或在生产的衣车要定期检查衣车零件是否松动,衣车油是否足等方面,并监督员工是否按标准操作衣车,从而保证衣车使用的寿命。
衣车保养单
生产工艺流程图

服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
生产作业流程图
内容描述责任部门标准表格制定《月销售计划表》销售部根据市场需求分析编制《月销售计划表》下达生产部、质检部、采购部、仓储部《月销售计划表》制定《生产指令单》销售部根据《销售合同》编制《生产指令单》下达生产部、质检部、采购部、仓储部《销售合同》《生产指令单》制定《新产品开发计划表》技术部根据《新产品开发流程》提出《新产品开发计划表》,经总经办审批后下达至生产部、质检部、采购部、仓储部。
总经办/技术部《新产品开发计划表》《新产品开发流程》提供《产品技术资料》研发部需提供《产品生产图纸》、《BOM表》、《关键零部件清单》《产品使用说明书》《产品随机配件清单》《产品易损件清单》给生产部和质检部技术中心研发部《产品生产图纸》、《产品BOM表》、《关键零部件清单》《产品使用说明书》《产品随机配件清单》《产品易损件清单》制定《月生产计划表》生产部调度长接到《月销售计划表》《生产指令单》或《新产品开发计划表》后,根据指令单要求进行产能评估,制定出《月生产计划表》或《新产品试制计划进度表》交厂长审批。
再将生产任务分配给调度员进行产品生产排程。
生产部《生产指令单》《新产品开发计划表》《月生产计划表》《新产品试制计划进度表》产品生产排程调度员根据《月生产计划表》《新产品试制计划进度表》及产品技术资料进行生产排程调度室《新产品试制计划进度表》《BOM表》整理1、按生产标准BOM表格式进行整理核对研发部提供的《产品BOM表》是否有误。
《BOM表》内需包括《产品总BOM清单》、《外购件清单》《标准件清单》《自制件清单》调度室《BOM表》编制《BOM》自制件清单尺寸规格2、根据图纸及工艺要求编制《BOM》中自制件下料尺寸规格。
注:A、板料类零件长宽方向加工余量留5mm,板厚加工余量2mm;B、圆钢类零件外圆留5mm加工余量,长度留2mm加工余量;C、异型零件注明“按图”及表示出零件最大外形尺寸即可。
调度室《BOM》编制《车间生产计划表》4、根据《BOM表》及《产品生产/试制计划进度表》核对库存后编制《车间生产计划表》。
注塑生产过程流程图

操作Operate □检验Inspect ◇储存Storage ■返工Rework ○10原料采购□10-1检验◇包装、批号、外观、特性10-2原料入库■10-3配料□20注塑加工□注塑机20-1原料干燥□干燥机烘料温度、时间产品气泡、银丝F20-2模具安装□20-3工艺调试□温度、压力、时间产品外观、尺寸骨架注塑温度、压力、时间与铁支架装配F覆层注塑□注塑机温度、压力、时间外观20-5修边□美工刀产品无飞边,浇口修平F30检验◇○卡尺、对手件1、外观符合要求2、尺寸合格3、与铁支架装配OK40包装□胶带装箱数量50入库■堆放层数变差源Variation Source 产品特性ProductCharacteristics 分类Class所需劳保用品Labor protectionsupplies过程流程图 Process flow chart供应商名称Supplier Name : 产品名称Product Name: 塑料手柄本体 产品代号Product Code: 8060010过程流程/Process Flow 备注/Remarks :1.原材料、半成品、成品移动说明:"→"表示搬运,装入物料箱后由人工或使用推车来移动。
Raw materials, semi-finished and finished products moving statement: "→" represented the handling2.D 表示影响产品的安全性或法律法规要求的综合性的产品特性或过程特性。
D express that affect product safety or laws and regulations requirements of the integrated product characteristics or process characteristics.3.F 表示影响产品配合/功能的产品或过程特性。
生产计划控制流程图
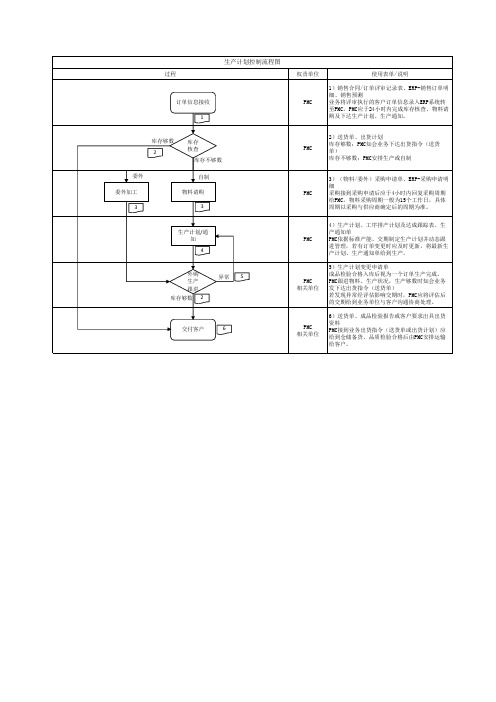
周期以采购与供应商确定后的周期为准。
4)生产计划、工序排产计划及达成跟踪表、生
产通知单
PMC
PMC依据标准产能、交期制定生产计划并动态跟
进管理,若有订单变更时应及时更新,将最新生
产计划、生产通知单给到生产。
PMC 相关单位
5)生产计划变更申请单 成品检验合格入库后视为一个订单生产完成。 PMC跟进物料、生产状况,生产够数时知会业务 发下达出货指令(送货单) 若发现异常经评估影响交期时,PMC应将评估后 的交期给到业务单位与客户沟通协商处理。
生产计划控制流程图 过程
订单信息接收 1
权责单位
使用表单/说明
1)销售合同/订单评审记录表、ERP-销售订单明
细、销售预测
PMC
业务将评审执行的客户订单信息录入ERP系统转
至PMC,PMC应于24小时内完成库存核查、物料请
购及下达生产计划、生产通知。
库存够数 2
库存 核查
库存不够数
委外 委外加工
3
自制 物料请购
PMC 相关单位
6)送货单、成品检验报告或客户要求出具出货 资料 PMC接到业务出货指令(送货单或出货计划)应 给到仓储备货、品质检验合格后由PMC安排运输 给客户。
3
生产计划 2
异常 5
交付客户
6
2)送货单、出货计划
PMC
库存够数:PMC知会业务下达出货指令(送货 单)
库存不够数:PMC安排生产或自制
3)(物料/委外)采购申请单、ERP-采购申请明
细
PMC
采购接到采购申请后应于4小时内回复采购周期
给PMC,物料采购周期一般为15个工作日,具体
生产过程控制流程图(1)
设计评审记录
设计评审
生产部生产计划来自生产部根据评审后的加工单编制生 产计划
生产计划
研发工程部
研发工程部根据评审后的配置要求 进行产品设计、电气设计、模具设 计,同时制定相应的 BOM 清单
机械图纸 外购件 BOM 内制件 BOM 电气 BOM
图纸设计
BOM 清单
设计评审
研发工程部
研发工程部组织第二次设计评审, 最终确认图纸与 BOM
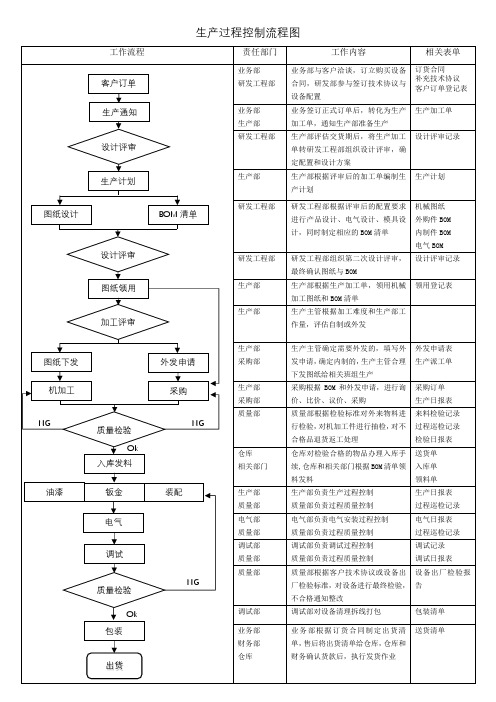
生产过程控制流程图
工作流程 责任部门
业务部
工作内容
业务部与客户洽谈,订立购买设备 合同,研发部参与签订技术协议与 设备配置
相关表单
订货合同 补充技术协议 客户订单登记表 生产加工单
客户订单 生产通知
研发工程部
业务部 生产部 研发工程部
业务签订正式订单后,转化为生产 加工单,通知生产部准备生产 生产部评估交货期后,将生产加工 单转研发工程部组织设计评审,确 定配置和设计方案
设计评审记录
图纸领用
生产部
生产部根据生产加工单,领用机械 加工图纸和 BOM 清单
领用登记表
生产部
生产主管根据加工难度和生产部工 作量,评估自制或外发
加工评审
生产部
生产主管确定需要外发的,填写外 发申请, 确定内制的, 生产主管合理 下发图纸给相关班组生产
外发申请表 生产派工单
图纸下发 机加工
外发申请 采购
NG
质量检验 Ok 入库发料
NG
仓库 相关部门
仓库对检验合格的物品办理入库手 续,仓库和相关部门根据 BOM 清单领 料发料
油漆
钣金 电气
装配
生产部 质量部 电气部 质量部 调试部
生产部负责生产过程控制 质量部负责过程质量控制 电气部负责电气安装过程控制 质量部负责过程质量控制 调试部负责调试过程控制 质量部负责过程质量控制 质量部根据客户技术协议或设备出 不合格通知整改
生产过程控制流程图

生产过程控制流程图
说明:
生产部根据生产准备和物料采购进度的落实情况,编制各部门的生产总体计划,组织部门、车间的实施,生产准备计划中的6项内容要一一核对,给出相应的时间要求,不断地与物料采购部门沟通,了解物料齐套情况,并对下属生产单位进行调控;
2.各生产车间对照生产部下达生产总体计划,编制本部门的各班组生产进度计划,下达到各班组,并进行实时跟踪、考核
3.建议对计划实现率进行考核,计划达成率要在98%以上,如不达标的每少一百分点扣所在单位领导100元,班组长50元
4.必要时由生产总监签发生产调度令,以调控生产进度,生产调度令的执行程度,直接与其本人的职务、收入挂钩!
5.生产部根据生产需要与否,决定是不需要编制三天滚动计划;规定三天各班组的生产进度:。
生产过程流程图
生产主管、组 长
检查、确认
成品检验
OK 成品入库
OQC
质量检测
生产主管、 仓库
确认、管理
《卷检记录》 《成品检验报告》
《入库单》
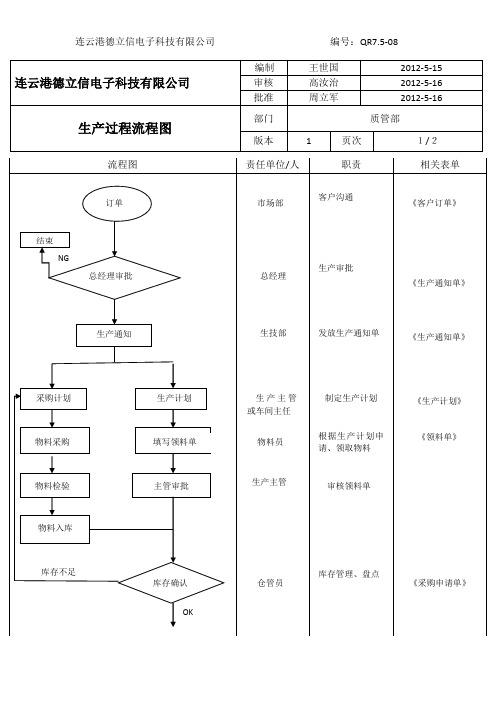
总经理
生产审批
《生产通知单》
生产通知
生技部
发放生产通知单
《生产通知单》
采购计划 物料采购 物料检验 物料入库
库存不足
生产计划 填写领料单 主管审批
生产主管 或车间主任
物料员
制定生产计划
根据生产计划申 请、领取物料
生产主管
审核领料单
《生产计划》 《领料单》
库存确认 OK
仓管员
库存管理、盘点
《采购申请单》
连云港德立信电子科技有限公司
连云港德立信电子科技有限公司 生产过程流程图
流程图
订单
编号:QR7.5-08
编制 审核 批准
部门
王世国 高汝治 周立军
2012-5-15 2012-5-16 2012-5-16
质管部
版本
1
责任单位/人
页次 职责
1/2 相关表单
市场部
客户沟通
《客户订单》
结束 NG
总经理审批
连云港德立信电子科技有限公司
连云港德立信电子科技有限公司 生产过程流程图
流程图
编制 审核 批准
部门
版本
编号:QR7.5-08
王世国 高汝治 周立军
2012-5-15 2012-5-16 2012-5-16
质管部
1
页次
2/2
责任单位/人
职责
相关表单
NG
返工
填写生产异常报告
生产流程图样本模板
0
外径:φ12.5 -0.1
外径:φ6±0.1
Y
车大端
反应计划
垂直度:0.05
长度:278+00.5 0
长度:5.5±0.1
切削液浓度:5%-8% 主轴转速:1200-4600r/min
进给量:0.04-0.12mm/r 夹紧力:11-13Kg 定位
程序
70a 检验
xxxxxx
项目Project 减振器
产品Product 连杆
核心小组Core team
生产过程流程图
Production Processing Flow Chart
过程责任Process responsibility
过程编号Process No.
减振器技术部
图号及更改级别Drawing No. & Rev
N
检验
不合格品程
长度L=279
+1 0
20 校直Ⅰ
辊轮校直机
操作者技能/辊轮调整
20a 检验
检验员技能/量具
Y
校直Ⅰ
反应计划
直线度φ0.1/279
N
直线度φ0.1/279
检验
不合格品程
20a 检验
检验员技能/量具
30 粗磨
无心磨床
操作者技能/ 调整轮转 速/磨削液浓度/磨削量/ 砂轮修整/刀板调整/扶
反应计划
外径φ16
-0.073 -0.083
◇
粗糙度:Ra0.1
磨削液浓度:4%-5% 磨削量:≤0.10
调整轮转速:40-60rpm 砂轮修整磨削不得出现花纹 调整轮修整磨削不得出现花
纹 刀板表面无沟槽 扶料板表面无沟槽