D绝对编码器回参考点精编版
840D绝对编码器回参考点

840D绝对编码器回参考点
2010-07-18 10:28
机床采用绝对编码器作为测量系统能在断电之后记住机床的坐标,不需要每次上电后回参考点,这就是采用绝对编码器的好处,但是注意同样容量的电机采用绝对编码器时会比采用普通的增量编码器的容量要降10%,这是选用带绝对编码器电机时需要注意的。
绝对编码器分为多圈和单圈的,如过用绝对编码器作为直线轴的测量系统的话,必须采用多圈,常用的为4096圈,注意在机床轴的整个行程中,编码器旋转的圈数不能超过4096圈,否则会造成断电后无法记忆机床的坐标。
1.电机采用绝对编码器时参数的配置
在选择电机型号的时候,注意选择编码器的类型为绝对编码器。
MD30240[0]=4 反馈编码器类型
MD34200[0]=0 回参考点模式
2.第二测量系统采用绝对编码器参数的配置
MD30240[1]=4 反馈编码器类型
MD34200[1]=0 回参考点模式
3.绝对编码器回参考点的步骤:
(1)设MD34210=1
(2)将机床切换到JOG-FEF(手动回参考点方式),按一下机
床面板上的RESET键,然后按住轴移动方向键“+”(当
MD34010=1时按“+”,若MD34010=0时按“-”),此时机床不移动,并将侧位置设为机床零点,即坐标显示为零并出现回参考点完成的标志,数控系统会自动将偏置写到
MD34090中,回完参考点后MD34210变为2,回参考点成功。
1030=8复位然后查看1007将其中的数值填入31020中。
数控机床绝对式编码器参考点的设定
现绝对编码器位置丢失或位置信息错误的情况 。
-
1 7 3
中绝对式编码器故障问题及参考点的设定 。
2故障原因
绝 对 位置 检 测装 置 的样 式 有 多种 ,一 般 为 伺服 电动机 内 装 编码 器 、外 接 独 立 编码 器及 光 栅尺 等 】 。纵 然 绝对 式 编码 器 的数 据 可靠 性 较高 ,但 由于人 为 或其 他 原 因也会 出
中国科技信患 2 0 1 4年第 。 6期 ・ C H I N A S C I E N C E A ND T E C H N OL OG Y I NF OR MA T I ON Ma r . 2 o 1 4
推广技术
数控机床绝对式编码器参考点的设定
蓝方明 余超 梅斌浩
南车戚 墅堰机 车有 限公 司,江苏 常州 2 1 3 0 I 1
蓝 方 明
蓝 方 明
摘要 基 于现 代 企 业 大量 使 用数控 机床 , 当机 床 出现 故障 时 ,维护人 员应 该要 有 清晰 思路 解 决某 类 常 见 问题 的 能 力 ,而这 种 能 力要 依 靠平 时 的 积 累和 总结 。 本文着 重 归纳介 绍机械 加 工 中常 见的 西 门子 8 4 0 D 数控 系统 、F A N U C o i / 1 6 /1 6 i /1 8 / 1 8 i / 2 1 / 2 1 f 数控 系统 中所 用绝对式编码器参考点的设定。 关键词
器 ,在轴 的任意 位 置都 可读 出一 个 固定 的与 位置 相 对应 的 数 字 码 ,具 有抗 干扰 能 力 强 、不会 产生 累积误 差 等优 点 。 绝 对 式编 码 器最 突 出 的特 点是 机床 在 电 力 中断的情 况下 仍
部分 ,用于检测机床轴的位移和速度,而数控机床的加工 精 度 主 要 由检 测 系统 的精 度 决 定 【 1 】 。根 据数 据 记 录 方式 的 不 同 ,位 置检 测 装 置可 分 为增 量 式编 码 器和 绝对 位 置 编码 器。增量式编码器由于其成本较低、接 F I 简单、维护方便 等优 点 广 泛用 于 现 代数 控 系统 中 。但 其位 移 是 由测 量信 号 计数读出的 ,每次开机或故障停机后 ,都需要重新 回参考 点,并且排除故障后不能找到事故前的正确位置 ,而且因 干扰容易产生累积误差。这种增量式编码器多用于精度要 求 不是很高 的经济 型数控机床 。然而随着 工业 的快速发 展 ,这种精度低、掉 电后无记忆功能的编码器难以满足现 代工艺的生产要求 ,于是推动了绝对位置编码器的运用与 发展 。绝对式编码器是直接输出数字量的传感器 ,它是利
17位多圈绝对值编码器回原点 -回复

17位多圈绝对值编码器回原点-回复【17位多圈绝对值编码器回原点】的主题文章。
第一步:解释什么是绝对值编码器绝对值编码器是一种用于测量旋转角度的装置。
它可以告诉我们一个物体旋转了多少圈,并且可以确定在当前圈数下的精确位置。
其中,17位多圈绝对值编码器是一种特殊类型的绝对值编码器,可以提供更高的分辨率和更精确的测量结果。
第二步:说明为什么需要编码器回原点在某些应用中,例如机器人控制和工业自动化,准确定位物体的位置是非常重要的。
编码器可以记录物体的位置,但是在某些情况下,需要编码器回到初始位置,即原点。
这方面的一个典型例子是机器人臂在执行一系列任务之后,需要返回到初始位置,以保证下一次任务能够准确执行。
第三步:介绍17位多圈绝对值编码器的工作原理17位多圈绝对值编码器通过多个环形光栅和传感器来测量旋转运动。
它的精确度很高,可以提供很高的分辨率,使其能够捕捉到微小的旋转变化。
与其他编码器相比,它具有更广泛的测量范围。
第四步:解释回原点的过程回原点的过程通常涉及多个步骤。
首先,编码器需要接收一个回原点信号。
这个信号可以是来自外部的指令或通过编码器自身的控制电路产生的。
编码器将读取信号,并执行相应的操作来返回到原点。
第五步:详细描述17位多圈绝对值编码器回原点的过程17位多圈绝对值编码器回原点的过程是相对复杂的。
它通常涉及以下几个步骤:1. 接收回原点信号:编码器需要接收一个回原点信号,可以是外部信号或内部产生的信号。
2. 设置寻零模式:编码器进入寻零模式,在这种模式下编码器会寻找原点。
3. 寻找原点信号:编码器通过旋转运动寻找原点标记。
它会逐步转动,同时观察传感器的信号变化,以找到哪一个位置对应原点。
4. 停止并确定原点位置:当编码器检测到传感器信号与原点标记匹配时,它会停止旋转并记录下当前位置作为原点位置。
5. 设置零位:在确定了原点位置后,编码器会设置零位,将当前位置设置为零点。
6. 返回原点:编码器根据原点位置和零位重新调整,将自己返回到原点。
回参考点

回参考点 <使用挡块和限位开关> 通过接收安装在机床上的限位开关送出的信号(*DEC),检取CNC内部产生的电动机每转的栅格信号使伺服电动机停止,将该位置定为参考点。
■动作概要 工作台 挡块 (PRM1420) FL(PRM1425)速度 快移速度 减速后的速度 时间 从信号*DECn由“0”始检取下一个GRID (栅格)信号,以停止轴的移动,将该位置定为参考点。
a:栅格位移量(PRM1850) b:参考计数器容量(PRM1821) ■相关参数 PARAM 1850 栅格偏移量 各轴 设定范围 : 0±99999999 在参考计数器容量以内的值进行设定。
(当设定的值超过参考计数器的容量时,只有用参考计数器容量相除后的余数才有效。
) #7 #6 #5 #4 #3 #2 #1 #0 PARAM 1002 DLZ 所有轴共用 #1 (DLZ)☆ 0 :使用挡块回参考点。
1 : 使用无挡块参考点。
#7 #6 #5 #4 #3 #2 #1 #0 PARAM 1005 DLZx ZRNx 各轴 #1 (DLZx) 0 : 使用挡块回参考点。
1 : 各轴使用无挡块参考点。
(PRM1002#1=0时有效,可对各轴进行选择。
) #0 (ZRNx) 通电后,未建立参考点时,自动运行指令G28(自动回参考点)以外的轴移动时: 0 : 发生报警224信号,禁止轴移动。
1 : 不发生报警224信息,允许轴移动。
#7 #6 #5 #4 #3 #2 #1 #0 PARAM 1006 ZMIx 各轴 #5 (ZMIx) 0 : 回参考点方向为正方向。
1 : 回参考点方向为负方向。
#7 #6 #5 #4 #3 #2 #1 #0 PARAM 1815 APCx APZx OPTx 各轴 #5 (APCx) 0 : 位置检测器不使用绝对位置检测器。
(使用增量式位置检测器。
) 1 : 位置检测器使用绝对位置检测器。
D调试步骤精
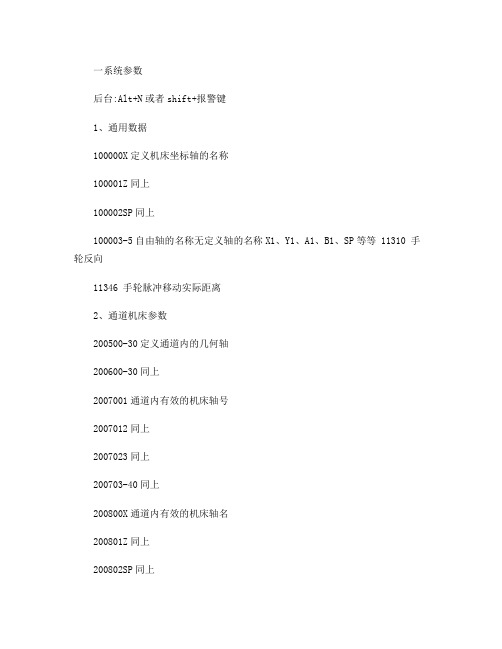
一系统参数后台:Alt+N或者shift+报警键1、通用数据100000X定义机床坐标轴的名称100001Z同上100002SP同上100003-5自由轴的名称无定义轴的名称X1、Y1、A1、B1、SP等等 11310 手轮反向11346 手轮脉冲移动实际距离2、通道机床参数200500-30定义通道内的几何轴200600-30同上2007001通道内有效的机床轴号2007012同上2007023同上200703-40同上200800X通道内有效的机床轴名200801Z同上200802SP同上200803-40同上20700 0未回参考点NC启动停止为13、轴参数通过“轴+”“轴-”更换轴,使用的同性质轴同时更改3010051模拟给定输出到轴控接口3011011-驱动器号对于X轴定义速度给定端口3011022-驱动器号对于Z轴同上3013001给定值输出类型,同时更改30220 同30110,实际值:驱动器号定义位置反馈接口30240 1-实际值编码器反馈类型,同时更改,1-相对编码器/2-仿真轴/4-绝对编码器30300 1定义“回转轴”对于SP30310 1回转轴取模转换,对于SP30320 1取模360度位置显示,1为有效,对于SP31020 2048每转的编码器线数,对于SP31030 10丝杠螺距31040 1-直接测量系统32110 1-实际值反馈记性:1/-1310500-51减速箱丝杠端齿轮齿数310600-55减速箱电机端齿轮齿数32000 3000最大轴速度,同时更改32010 2500点动方式快速速度32100 电机转向1/-132110 反馈极性1/-132450 反向间隙补偿,回参考点后补偿生效单位mm 36100 负方向软限位单位mm,一般为负值36110 正方向软限位单位mm,一般为正值设定主轴步骤如下:30300 1-定义为主轴0-坐标轴/1-主轴30310 1-回转轴取模转换30320 1-取模360度位置显示1-有效/0-无效35000 1-定义机床轴为主轴35100 实际值最高主轴转速351100-5主轴各档最高转速351200-5主轴各档最低转速351300-5主轴各档最高转速限制351400-5主轴各档最低转速限制362000-5各档速度监控的门限值带直接编码器的模拟量主轴30110 1-给定值模块号30220 1-编码器模块号30230 2-编码器信号端口号31000 实际值0-编码器/1-光栅尺31010 实际值光栅尺节点距离31020 实际值编码器没转脉冲数NCK复位上电二驱动调试见手册14510161H用户数据车床14512188H用户数据K1使能。
D参考点简单介绍和常用参数理解与整理
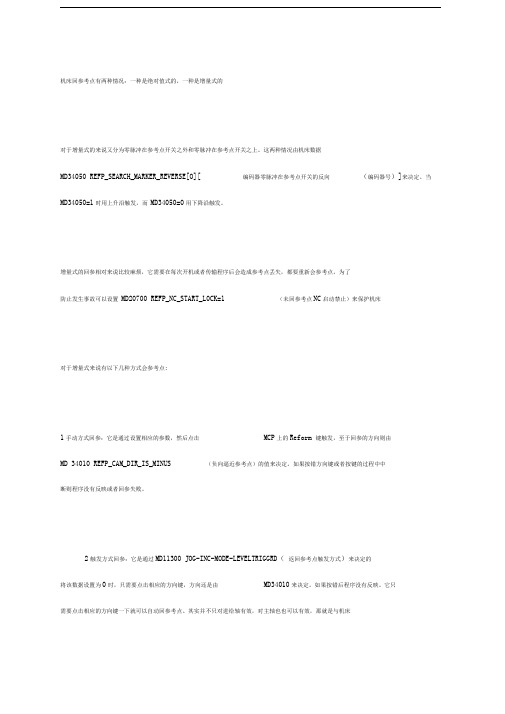
机床回参考点有两种情况:一种是绝对值式的,一种是增量式的对于增量式的来说又分为零脉冲在参考点开关之外和零脉冲在参考点开关之上。
这两种情况由机床数据MD34050 REFP_SEARCH_MARKER_REVERSE[O][ 编码器零脉冲在参考点开关的反向(编码器号)]来决定。
当MD34050=1时用上升沿触发,而MD34050=0用下降沿触发。
增量式的回参相对来说比较麻烦,它需要在每次开机或者传输程序后会造成参考点丢失,都要重新会参考点。
为了防止发生事故可以设置MD20700 REFP_NC_START_L0CK=1 (未回参考点NC启动禁止)来保护机床对于增量式来说有以下几种方式会参考点:1手动方式回参:它是通过设置相应的参数,然后点击MCP上的Reform 键触发,至于回参的方向则由MD 34010 REFP_CAM_DIR_IS_MINUS (负向逼近参考点)的值来决定。
如果按错方向键或者按键的过程中中断则程序没有反映或者回参失败。
2触发方式回参:它是通过MD11300 JOG-INC-MODE-LEVELTRIGGRD(返回参考点触发方式)来决定的将该数据设置为0时,只需要点击相应的方向键,方向还是由MD34010来决定。
如果按错后程序没有反映。
它只需要点击相应的方向键一下就可以自动回参考点。
其实并不只对进给轴有效,对主轴也也可以有效,那就是与机床参数MD34200ENC_REFP_M0DE[n] 有关。
当该数据为1时,主轴也可以采用触发方式回参,那就意味着我们可能不是用Bero回参了。
如果有多个进给轴的话,它们可以按照顺序回参,顺序在MD34110 REFP_CYCLE_NR 中定义,也可以都定义为同一个那么所有的轴就是同时进行。
4.2)。
它很多时候需要程序员自己来编写一个简单的激活程序,相当于定义一个键用来触发通道回参。
同样它也可以对主轴有效。
相关设计参数和触发方式中的红字部分相似。
17位多圈绝对值编码器回原点 -回复
17位多圈绝对值编码器回原点-回复如何通过17位多圈绝对值编码器回到原点。
导言:17位多圈绝对值编码器是一种常用于精确测量和控制旋转位置的装置。
它可以通过编码信号提供绝对位置的信息,因此在许多自动化领域中得到广泛应用。
然而,在某些情况下,我们可能需要将编码器的位置回到初始点,这就需要采取一系列步骤来实现。
本文将从理解多圈绝对值编码器的工作原理开始,逐步介绍如何通过17位编码器回到原点。
第一步:了解多圈绝对值编码器工作原理多圈绝对值编码器由一个主轴和一个固定圆盘组成。
主轴用于旋转,而圆盘上有多个圆环,每个圆环代表一个编码位。
圆环上的刻度被分成许多小份,根据每个小份的位置,编码器将产生一个特定的编码信号。
17位编码器意味着,圆盘上有17个编码位,可以提供高精度的位置测量。
第二步:确定回到原点的位置在回到原点之前,我们首先需要确定原点的位置。
这可以通过一些特殊符号或者固定的编码位来实现。
在多圈绝对值编码器中,通常设置一个特定的位模式来表示原点位置。
第三步:读取编码器的位置信息为了了解当前编码器的位置,我们需要读取编码信号。
多圈绝对值编码器的编码信号通常是以数字形式输出的,可以通过连接到控制系统的接口或者专用的编码器解码器来读取。
第四步:将读取到的位置信息与原点位置进行比较一旦我们读取到编码器的位置信息,我们可以将其与原点位置进行比较。
比较的方法可以是计算编码器当前位置与原点位置之间的差值。
第五步:根据差值确定旋转方向和距离根据计算得到的差值,我们可以确定当前位置相对于原点的旋转方向和距离。
正向旋转表示顺时针旋转,负向旋转表示逆时针旋转。
第六步:通过控制旋转方向和距离回到原点通过控制编码器的旋转方向和距离,我们可以将其回到原点。
这可以通过控制旋转电机实现,旋转电机根据差值和方向信号进行控制。
第七步:监测回到原点的过程在旋转过程中,我们需要监测编码器是否回到了原点。
可以通过不断读取编码器的位置信息来进行监测。
17位多圈绝对值编码器回原点 -回复

17位多圈绝对值编码器回原点-回复什么是17位多圈绝对值编码器回原点。
在现代工业领域,编码器是一种被广泛应用的设备,用于测量旋转或线性位置。
它可以将位置信息转换成电信号,用于控制和监测各种运动系统。
而17位多圈绝对值编码器回原点则是一种特殊的编码器,它具有高分辨率和绝对精度,可以准确地测量和控制运动系统的位置。
同时,它还具有回原点功能,即可以精确地返回到初始位置。
17位多圈绝对值编码器回原点的工作原理是什么呢?它的名称中包含了三个关键词:17位、多圈和绝对值编码器。
首先,这里的17位指的是编码器的分辨率,也就是它可以测量的位置的精度。
一个17位的编码器可以将一个完整的旋转或线性运动分成2的17次方个位置,这样的分辨率非常高,可以满足需要高精度控制的各种应用场景。
同时,17位编码器还可以通过计算角度或者距离与位置的关系,获取准确的位置信息。
而多圈编码器则是指编码器具有多个圈的设计。
在传统编码器中,通常只有一个圈,通过旋转或线性运动就可以测量和控制位置。
然而,在某些应用中,高精度和长距离运动可能需要两个或者更多的圈。
多圈编码器通过将多个圈叠加在一起,从而提高了测量的精度和范围。
最后,绝对值编码器是指编码器可以直接获取位置的绝对值,而无需进行位置信息的累积计算。
相对编码器需要通过位置信息的累积计算来确定当前的位置,因此容易出现积累误差,而绝对值编码器可以消除这些误差。
绝对值编码器内部包含了一个独特的编码模式,可以将每个位置映射到一个唯一的二进制码。
通过读取这个编码模式,可以立即获取准确的位置信息,而无需进行计算。
那么,如何实现17位多圈绝对值编码器回原点呢?首先,编码器的设计和制造需要具备高度的精度和稳定性。
通常,这种编码器是由高精度的光学元件和精密机械装置组成的,以确保测量的准确性和可靠性。
其次,编码器需要通过传感器将位置信息转换成电信号。
在17位多圈绝对值编码器中,传感器需要能够识别每个编码模式,并将其转换成相应的电信号。
840D 回参考点步骤

一、一般的机床数据10循环时间10取样实际值分配系数10速度设定输出的超前时间10位置控制器输出保持时间的偏置10中断程序段监控时间(失效-激活)10重新启动延迟10缺少总线时脉冲抑制的等待时间10监控周期的系数10检查周期时间的显示10安全数据再确认循环时间显示10文件存取号10安全报警禁用级10安全方式屏蔽10安全诊断功能10对于 SPL-差额停止反应10通讯的系数10安全通讯循环时间10最大PLC周期10确认的平均时间10启动的监控时间10与MMC通讯的时间限制10过载时屏幕更新处理10在零件程序中监控时间MMC命令10同时发生的MMC节点数量10位置的显示方式10与驱动通讯的时间限制10与驱动通讯的系数10与MMC通讯的系数10预留:10任务的启动时间限制10任务到准备任务的系数10运行时间分量10模拟的换刀时间10齿轮换挡时间10线性位置的计算精度10角度位置的计算精度10激活比例系数10机床数据比例系数10基本公制长度单位10的转换系数10有效转换的基本设定10位置表的比例系统10对rel.6.3的比较>和<兼容10不同的显示变量方式10刀具数据的物理单位10刀具数据的单位10刀沿数据的物理单位10刀沿数据的单位10的模拟输入数10的模拟输出数10模拟输入的比例10模拟输出的比例10预留:10数字输入字节的数量10数字输出字节的数量10开关量输入输出短路10模拟输入的配置10模拟输出的配置10数字输入配置10数字输出的配置10更新NCK I/O 设备10外设的引导时间10的处理10安全-地址主控-设备10安全-地址输入-设备10安全-地址输出-设备10输入分配 $A_INSE 到 PROFIsafe-de 10输出分配 $A_OUTSE 到 PROFIsafe-de 10外部接口的输入分配10外部接口的输出分配10可直接在 NC 读取的 PLC 输入字节数量10直接读PLC输入位起始地址10可直接在 NC 写入的 PLC 输入字节数量10直接写PLC输出位起始地址10输入循环升级时间10用于PLCIO左最高位/右最高位10编辑循环输入字节数量10编译循环输出字节数10编译循环的NCK输出10编辑循环的硬件调试屏蔽10分配软件凸轮到机床轴10负凸轮1 - 16(32)的时间响应10正凸轮1 - 16(32)的时间响应10设备上1 - 8凸轮的配置10设备上9 -16凸轮的配置10设备上17 - 24凸轮的配置10设备上25 - 32凸轮的配置10凸轮信号输出的屏蔽10凸轮特性10测量的软挡块10比较器字节1的模拟量输出10比较器字节2的模拟量输出10比较器字节1的参数化10比较器字节2的参数化10框架)旋转的输入类型10几何轴转换的FRAME10改变几何轴的工作区限制10镜象参考轴10镜象改变10全局基础FRAME复位后激活10上电后复位全局基础FRAME10在子程序存储时FRAME行为10轴变化的保护范围10欧拉角的名称10普通矢量的名称10方向矢量的名称10旋转矢量的名称10临时矢量的名称10第二路径方向编程名称10底角的名称10插补参数的名称10定义轮廓角度名称10定义轮廓半径名称10定义轮廓斜面名称10中间坐标点的名称10位置信息名称10轴位置信息名称10多项式编程不带 G 功能 POLY 编程10程序预处理阶段10块信号停止预防10空运行激活10跳越有效10编程测试模式10程序段搜索模式10更新的设定数据10未配置的NC代码列表10带预处理停止的 M 代码10复位后 M 代码 f.主轴激活10 代码由子程序代替10代码替换的子程序名称10代码替换的子程序名称10带参数的 M 代码替代10功能替换的参数化10上电操作方式10参数更改10手动(JOG)键的功能10手动(JOG)键的功能10,G153,SUPA的说明10删除TP编辑启动禁止10第一 M 功能通道同步10通道同步的最后M功能10功能激活 ASUP10功能没激活 ASUP10中断程序激活(ASUP)10测量信号结构10带G68双刀架10调用的M功能10功能macro调用的子程序名称10调用的G功能10功能macro调用的子程序名称10启动(M96)的中断数10快速返回的中断数(G10.6)10代码的最大号码10合适的 CNC 系统定义10模式:G代码系统10外部NC语言的用户G代码表10带或不带数值运算命令10增量系统10刀具的位置号10外部语言的刀具编程模式10插补10分度轴表1位置数10分隔位置表110分度轴表2的位置数10分隔位置表211辅助功能组的辅助功能数量11辅助功能组说明11程序全局用户数据(PUD)系数有效11除GUD模块以外的地址11上电时装载标准数据11仅保存修改过的机床数据11初始化文件出错时的系统反应11文件备份的结构11号11停机处理11语言元素的默认值激活11在工件目录处理 INI 文件11在DRAM选择目录11中选择目录11记录文件的存储类型11方式中的INC和REF11方向改变手轮的阀值11每个间隔位置的手轮脉冲数11每个凸轮爪位置的轮廓手轮脉冲11手轮号码在 VDI 接口中描述11手轮的增量大小11第三手轮:驱动类型11第三手轮:驱动号/测量电路号11第三手轮:输入模块/测量电路11手轮:11信号影响方式组11安全集成测试机床数据11地址单元的INTEGER整数显示11地址单元的REAL显示11地址单元的INTEGER整数输入11地址单元的REAL输入11地址单元的内容重写11轴变量服务器出错11激活内部轨迹功能11报警输出的屏蔽11报警激活11报警响应 CHAN_NOREADY 有效11报警参数作为文本输出11记录文件大小(KB)11数字化时的通道定义11选择 3 轴或 3+2 轴数字化11参数化搜索11异步往复的模式表单11重新配置的属性11中PLC轨迹数据的缓存深度11中PLC轨迹数据的缓存深度11中PLC轨迹数据的缓存深度11受保护的同步动作11最大允许的IPO负载11固定的BAG响应11运行时不考虑停止的原因11优先级有效11用户定义 ASUP 程序激活11用户定义ASUP编程的保护级11的程序名称11使能间隔在MD $MC_AXCONF_MACHAX_USED 11打开在#MC_AXCONF_MACHAX_USED中的保护11可能的电子齿轮箱数量11卡代码12轴进给倍率开关编码12轴进给倍率系数12灰度 - 编码轨迹进给率开关12路径进给倍率的系数12灰度码快速运行倍率开关12快速进给的倍率系数12灰度码主轴倍率开关12主轴倍率的系数12回参考点速度的倍率12进给倍率12二进制编码的倍率限定12在倍率0时运行12直线轴的固定进给率12旋转轴的固定进给率12主轴固定转速12在NCU组中的NCU代码12号,总线终止阻抗有效12联接总线波特率12信息存储区重复的最大量12在轴系列1中的轴清单12在轴系列2中的轴清单12在轴系列3中的轴清单12在轴系列4中的轴清单12在轴系列5中的轴清单12在轴系列6中的轴清单12在轴系列7中的轴清单12在轴系列8中的轴清单12在轴系列9中的轴清单12在轴系列10中的轴清单12在轴系列11中的轴清单12在轴系列12中的轴清单12在轴系列13中的轴清单12在轴系列14中的轴清单12在轴系列15中的轴清单12在轴系列16中的轴清单12轴系列名称12数字PLC输入地址的起始地址12数字输入地址号12数字PLC输出地址的起始地址12数字输出地址号12模拟PLC输入地址的起始地址12模拟输入地址号12模拟PLC输出地址的起始地址12模拟输出地址号13驱动在运行13逻辑驱动号13驱动模块的功率部分代码13模块识别13驱动类型13逻辑驱动地址13标准通讯类型13使用DP功能13驱动类型 Profibus13诊断驱动母线13探头极性改变13带数字输出的测量脉冲模拟13带Profibus驱动的测头操作类型13探头延迟时间14绝对值编码器的波特率14启动延迟14延时14输入字节的个数(从PLC)14输出字节的个数(到PLC)14用户数据的号(INT)14用户数据的号(HEX)14用户数据的号(FLOAT)14用户数据(INT)14用户数据(HEX)14用户数据(FLOAT)14用户数据(HEX)17全局MMC信息(没有物理单元17全局MMC状态信息(没有物理单元) 17替换刀具的最大号17卸载后刀具 - 数据的运行状态17产生新刀具:默认设置17对于 HMI 标记的刀具-数据-变化17中log存储最优化深度18更新PLC接口18卡的版本和日期18自由无缓冲内存[bytes]18自由缓冲内存[bytes]。
回参考点
第一章数控机床返回参考点的必要性数控机床位置检测装置如果采用绝对编码器时,系统断电后位置检测装置靠电池来维持坐标值实际位置的记忆,所以机床开机时,不需要进行返回参考点操作。
目前,大多数数控机床采用增量编码器作为位置检测装置,系统断电后,工件坐标系的坐标值就失去记忆,机械坐标值尽管靠电池维持坐标值的记忆,但只是记忆机床断电前的坐标值而不是机床的实际位置,因此开机后,必须让机床各坐标轴回到一个固定位置点上,既是回到机床的坐标系零点,也称坐标系的原点或参考点,这一过程就称为机床回零或回参考点操作。
数控机床的各种刀具补偿、间隙补偿、轴向补偿以及其它精度补偿措施能否发挥正确作用将完全取决于数控机床能否回到正确的零点位置。
所以机床首次开机后要进行返回参考点操作。
数控机床的原点是数控机床厂家设定在机床上的一个固定点,作为机床调整的基准点。
数控机床参考点也是数控厂家设定的(一般是机床各坐标轴的正极限位置),通过机床正确返回参考点,CNC系统才能确定机床的原点位置。
机床参考点是用于对机床运动进行检测和控制的固定位置点。
机床参考点的位置是由机床制造厂家在每个进给轴上用限位开关精确调整好的,坐标值已输入数控系统中。
因此参考点对机床原点的坐标是一个已知数。
通常在数控铣床上机床原点和机床参考点是重合的;而在数控车床上机床参考点是离机床原点最远的极限点。
数控机床开机时,必须先确定机床原点,而确定机床原点的运动就是刀架返回参考点的操作,这样通过确认参考点,就确定了机床原点。
只有机床参考点被确认后,刀具(或工作台)移动才有基准。
第二章数控机床返回参考点的原理及常见方式返回参考点的原理数控机床按照控制理论可分为闭环、半闭环、开环系统。
闭环数控系统装有检测最终直线位移的反馈装置,半闭环数控系统的位置测量装置安装在伺服电动机转动轴上或丝杆的端部也就是说反馈信号取自角位移,而开环数控系统不带位置检测反馈装置。
对于闭环半闭环数控系统,通常利用位移检测反馈装置脉冲编码器或光栅尺进行回参考点定位,即栅格法回参考点。
绝对值编码器参考点调整

绝对值编码器参考点调整一通常,只需在初次开机调试时进行一次校正,系统就会知道该值并可以在任何时候通过编码器绝对值计算出绝对机床位置。
偏移量保存在MD34090REFPMOVEDIST—CORR。
出现以下情况时必须重新校正:①拆除、安装或更换编码器或内装有编码器的电机后;②电机(带有绝对值编码器)和负载的变速换挡后;③编码器和负载间的极限连接被断开且还未重新连接时。
数控系统上电时及相应进给轴被识别后,自动使用绝对值编码器回参考点。
接收绝对值不发生轴运行,例如,上电时,自动回参考点必须满足两个前提条件:①进给轴使用绝对值编码器控制位置;②绝对值编码器已校正(MD34210ENC—REFP—STATE=2)。
进给轴带有绝对值编码器时,测量系统无需通过回参考点挡块进行同步。
而采取校正的方式,则在系统调试过程中设定实际值被系统接受。
绝对值编码器回参考点,移动待校正的进给轴到达给定位置,然后设定实际值,其校正一般步骤如下:①设定MD34200ENCREFP—MODE=0和MD34210ENC—REFP—STATE=0,然后重新上电使能。
参数ENC—REFP—MODE=0表示进给轴的实际值曾经设定。
②在JOG方式下,手动使轴进给到已知的加工原点位置。
位置进给的方向必须按照MD34010_REFP_CAMDIRISMINUS(0=正方向,1=负方向)中的设定。
③设定MD34210ENC—REFP—STATE=1,按复位使能修改后的机床数据。
更换到JOG—REF方式,按下运行键(“+”或者“-”)当前偏移自动设定到MD34090REFP_MOVE-DIST-CORR,MD34210ENC-REFP-STATE=2,即轴已校正。
系统不能发现需要重新校正的所有情况。
如果系统发现某些情况,会设定机床数据MD34210的值为0或1。
系统能够识别以下情况:变速换挡,该变速挡在编码器和负载间具有不同的变速比。
在其他情况下,用户自己必须覆盖机床数据MD34210。
参考点返回方法
四种返回参考点方法返回参考点的方法有4种:1) 栅格法;2) 手动输入法;3) 双MARK法;4) 扭矩法。
1.1 栅格法:栅格法适用范围最广;即适用于半闭环系统,也适用于全闭环系统;即适用于增量型位置反馈元件,也适用于绝对型位置反馈元件。
增量型(相对位置编码器),每次开机必须进行手动回原点操作,没有电池和位置记忆功能。
回零方式为挡块式。
相对位置和回零位置精度不高。
绝对型,具有位置记忆,靠电池保存数据。
可通过指令完成回零,也可以手动回零。
栅格法分两种情况:1)有回零减速开关;2)无回零减速开关。
注:增量式编码器回零只能使用回零减速开关(机械式或接近开关)1.1.1 有回零减速开关:1) 有关的参数:p1002参数(0iC以前使用,需要选择)P1002(1)=0,且P1005(1)=0:有减速开关。
注:(p1002#1,无挡块参考点设定功能是否有效。
“0”无效,“1”有效。
P1005#1,在参数p1002#1位“0”时有效。
两个参数对于Cs轮廓控制轴或主轴定位轴避免使用该参数)P1006(5):确定回零方向。
0:正向;1:负向。
注:回零方向和回零时的运动方向是两个概念。
P3003(5):减速开关有效状态。
0:“0”有效;1:“1”有效。
(一般设定“0”有效,“DEC”为常“1”信号,当开关撞上挡块信号为“0”时,开始减速)P1424:回零快速速度。
压减速开关前的速度。
注:若P1424=0,以P1420*快速倍率的速度运行。
P1425:回零低速速度。
压上减速开关后降至到此速度。
P1850:栅格偏移量。
脱开减速开关找到第一个MARK点后,伺服轴偏移的距离。
(修改后需要断电,设定值要小于p1821参考计数器容量值。
)调整挡块:避免原点位置不会出现太靠近栅格,容易出现漂移情况,一般漂移一个螺距的位置。
调整到栅格中间位置最合适,执行回参考点,结束后查看诊断302的数值,通过前后调整挡块位置,在此回零,使诊断的数值最好为p1821参考计数器容量数值的一半。
FANUC系统,编码器更换
FANUC系统,编码器更换后如何设置回零点浏览次数:373次悬赏分:15 |解决时间:2010-11-6 12:04 |提问者:豫鄂一家人我的是fanuc系统,加工中心。
更换了一个新的编码器,绝对的编码器。
就是x轴电机屁股后面的红盖盖就是编码器。
更换后,要重新设置零点,回零点,请问如何设置?要详细的操作步骤!最佳答案两种方法:A、对准标记设定参考点在机床上设置对准标记,注意对于磨床使用倾斜轴控制功能的轴上不能使用本功能。
准备工作:a:1005#1设为1——各轴返回参考点不使用挡块方式此时返回参考点就不需要使用减速信号*DEC。
b:1815#5设为1——使用绝对位置编码器1815#4设为0——绝对位置编码器原点位置未确立1006#5设为0——返回参考点方向为正向c:切断NC电源,断开主断路器d:把绝对位置编码器的电池连接到伺服放大器上e:接通电源自动检测编码器基准点(检测编码器的1转信号)(如果未进行此项操作继而进行参考点回零的话出现PS0090号报警)a:用手动或者手轮方式进给,让机床电机转动1转以上b:断开电源再接通电源设定参考点a:JOG方式下对各轴手动移动,将机床移动到1006#5设定的反方向处,例如上面设的1006#5为0即返回参考点方向为正向,则将机床移至负向,如下图:b:按1006#5设定的返回参考点的方向移动机床,直至机床对准标记与参考点位置重合,当位置快要重合时使用手轮进给进行微调。
c:将1815#4设为1——绝对位置编码器原点位置已确立。
B、无挡块返回参考点不需要安装限位开关和挡块准备工作:a:1005#1设为1——各轴返回参考点不使用挡块方式此时返回参考点就不需要使用减速信号*DEC。
b:1815#5设为1——使用绝对位置编码器1815#4设为0——绝对位置编码器原点位置未确立1006#5设为0——返回参考点方向为正向c:切断NC电源,断开主断路器d:把绝对位置编码器的电池连接到伺服放大器上e:接通电源自动检测编码器基准点(检测编码器的1转信号)(如果未进行此项操作继而进行参考点回零的话出现PS0090号报警)a:用手动或者手轮方式进给,让机床电机转动1转以上b:断开电源再接通电源设定参考点a:JOG方式下对各轴手动移动至参考点返回方向的反方向,然后以1006#5设置的方向向参考点移动。
FANUC系统使用绝对编码器时怎样确定参考点
FANUC系统使用绝对编码器时怎样确定参考点
使用FANUC系统的数控机床,如果使用绝对编码器,如果参考点丢失或者更换编码器时就需要从新设定参考点,
1.在MDI 模式下,将机床的参数写入开关设置为1
2.在手动模式或者手轮模式下,将机床的对应轴移动至需要制定为
零点的位置。
3.在MDI模式下调出对应轴的PRM1815的数据进行检查,如果该
数据的APZ位改为1,应先将其改为0.
4.再将对应轴的1815数据的APZ改为1 ,这是对应轴的机床坐标
将变为0
5.将系统参数写入开关设置为不可以即设为0
6.关闭系统重新上电即可。
设定参考点的前提就是事先应该标定机床零坐标零点的大概位置,确定零点后如果不准,可以通过零点补偿进行调整。
注意在零点调整时机床最好有移动调整后应重新进行对刀,重新修改机床软件的保护参数。
加工中心绝对位置参考点的重设

加工中心绝对位置参考点的重设饶焕荣【摘要】介绍机械手臂式立式加工中心绝对位置编码器的电池耗尽时,系统不能存储脉冲编码器的当前位置数据,更换新电池后,对X轴、Y轴、Z轴进行绝对位置参考点及机床软限位行程的设置,重点介绍加工中心的Z轴换刀参考点的设置。
%This paper introduces when the mechanical arm type vertical machining center of absolute position encoder battery runs out the system could not store the current position of pulse encoder data. After replacing new battery I set absolute position reference points and soft limit strokes of X zone,Y zone and Z zone. This article focuses on machining center point of reference for the tool change settings.【期刊名称】《机电工程技术》【年(卷),期】2015(000)001【总页数】3页(P86-88)【关键词】立式加工中心;机械臂式刀库;电池失电;绝对位置参考点;Z轴换刀参考点;重设【作者】饶焕荣【作者单位】广汽强华梅州汽车零部件有限公司,广东梅州 514779【正文语种】中文【中图分类】TG659DOI:10.3969/j.issn.1009-9492.2015.01.023YHVT650型立式加工中心,三轴行程(X·Y· Z)为650×400×480(mm×mm×mm),数控系统用FANUC Series oi Mate-MODEL D,绝对位置数据通过外置检测器接口单元的连接器JA4A上所连接的电池被保持起来。
17位多圈绝对值编码器回原点

17位多圈绝对值编码器回原点(原创版)目录1.多圈绝对值编码器的概述2.17 位多圈绝对值编码器的特点3.17 位多圈绝对值编码器回原点的方法4.17 位多圈绝对值编码器回原点的应用实例5.总结正文一、多圈绝对值编码器的概述多圈绝对值编码器是一种高精度的旋转测量设备,能够将旋转运动转换为电信号,实现对旋转角度的精确测量。
在众多类型的编码器中,绝对值编码器以其优越的性能和较高的精度,被广泛应用于各种工业自动化控制系统中。
二、17 位多圈绝对值编码器的特点17 位多圈绝对值编码器具有以下特点:1.高精度:17 位多圈绝对值编码器能够提供较高的精度,其精度可以达到 32768 个脉冲/圈。
2.大范围:17 位多圈绝对值编码器具有较大的测量范围,可以满足各种不同场合的需求。
3.高可靠性:17 位多圈绝对值编码器具有较强的抗干扰能力,能够在各种复杂的环境中稳定工作。
4.高速性:17 位多圈绝对值编码器具有较快的响应速度,能够满足高速运动的测量需求。
三、17 位多圈绝对值编码器回原点的方法17 位多圈绝对值编码器回原点的方法主要有以下两种:1.硬件回原点:通过编码器内部的硬件设计,实现对编码器的回原点操作。
这种方法操作简单,但可能会对编码器的硬件造成一定的损伤。
2.软件回原点:通过编写程序,实现对编码器的回原点操作。
这种方法操作较为复杂,但可以避免对编码器的硬件造成损伤。
四、17 位多圈绝对值编码器回原点的应用实例在某大型工业自动化控制系统中,由于长时间的运行,导致 17 位多圈绝对值编码器丢失了原点。
为了恢复系统的正常运行,采用软件回原点的方法,成功实现了对编码器的回原点操作,恢复了系统的正常运行。
五、总结17 位多圈绝对值编码器是一种高精度的旋转测量设备,能够实现对旋转角度的精确测量。
如何调整绝对值编码器?
如何调整绝对值编码器?
带绝对值编码器的电机断电后重新上电后位置会被记住,不必每次重新回参考点,给我们操作带来了极大的方便。
但是机床在维保后可能会出现如下一些情况:
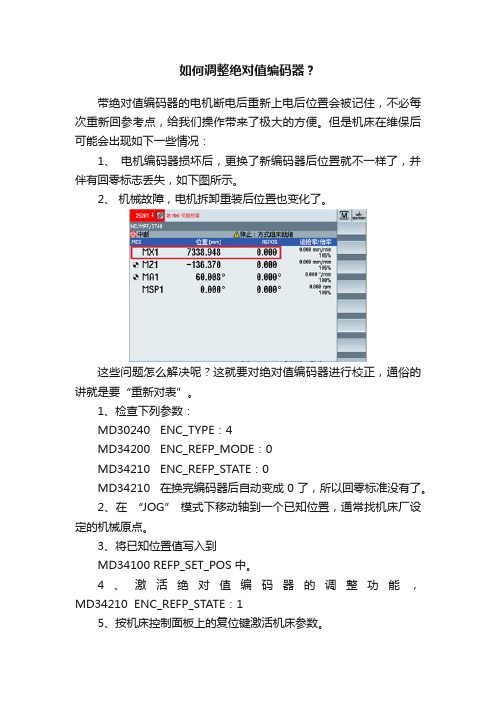
1、电机编码器损坏后,更换了新编码器后位置就不一样了,并伴有回零标志丢失,如下图所示。
2、机械故障,电机拆卸重装后位置也变化了。
这些问题怎么解决呢?这就要对绝对值编码器进行校正,通俗的讲就是要“重新对表”。
1、检查下列参数:
MD30240 ENC_TYPE:4
MD34200 ENC_REFP_MODE:0
MD34210 ENC_REFP_STATE:0
MD34210 在换完编码器后自动变成 0 了,所以回零标准没有了。
2、在“JOG” 模式下移动轴到一个已知位置,通常找机床厂设定的机械原点。
3、将已知位置值写入到
MD34100 REFP_SET_POS 中。
4、激活绝对值编码器的调整功能,MD34210 ENC_REFP_STATE:1
5、按机床控制面板上的复位键激活机床参数。
6、切换到返回参考点模式
7、按照返回参考点方向按方向键,无坐标轴移动,系统自动设定下列参数。
MD34090 REFP_MOVE_DIST_CORR
自动计算的参考点偏移量。
MD34210 ENC_REFP_STATE:2
屏幕上显示为 MD34100 设定的位置,参考点校正结束。
附:下图是调整绝对值编码器涉及的相关参数:。
840D系统参考点调整方法

840D系统参考点调整方法王永晶;王俊伟【摘要】数控机床编码器参考点的调整关系到一台数控机床的加工精度,机床使用不同类型的测量系统,其调试方法也是不一样的.详细介绍了绝对编码器、增量式编码器和带距离编码测量系统的参考点调试方法.【期刊名称】《机械管理开发》【年(卷),期】2012(000)005【总页数】4页(P127-129,131)【关键词】参考点;测量系统;零脉冲;参数【作者】王永晶;王俊伟【作者单位】太原重工轧钢分公司设备技改部/太原重工经销部,山西太原030024;太原重工轧钢分公司设备技改部/太原重工经销部,山西太原030024【正文语种】中文【中图分类】TH7061 概述随着电子技术和自动化技术的发展,数控技术的应用越来越广泛,而以数控技术为基础的数控机床设备,因其加工精度高、工件适应性强、极大改善了操作人员的劳动条件等优点,已在我国批量生产中得到推广应用,从而使得国内的机械制造业,尤其是重型机械装备制造业得到了迅猛发展。
西门子840D系统因其具备功能齐全、扩展性强、操作简单、便于诊断等优点,在国内的大型数控机床设备拥有60%以上的占有率[1,2]。
而要保证一台数控设备的加工精度,与设备各进给轴的反馈单元的安装调试是密切相关的。
其中,反馈单元的参考点调整决定了一台机床的坐标原点,同时还是进给轴软限位和各种误差补偿能否生效的先决条件。
可以这么说,一台没有调整好参考点的数控机床是不能称之为数控机床的。
编码器,作为常规的反馈元件,采用的是广电原理将角位置进行编码。
在编码器输出的位置编码信息中,还有一个零脉冲信号,编码器每一转产生一个零脉冲。
当伺服电机安装到机床床身时,伺服电机的位置确定,编码器零脉冲的角位置也就确定了。
由于编码器每转产生一个零脉冲,在坐标轴的整个行程内有很多零脉冲,这些零脉冲之间的距离是相等的,而且每个零脉冲在机床坐标系统的位置是绝对确定的。
为了确定坐标轴的原点,可以利用某一个零脉冲的位置作为基准,这个基准就是坐标轴的参考点。
数控机床绝对脉冲编码器回零故障维修
数控机床绝对脉冲编码器回零故障维修
崔方吉
【期刊名称】《设备管理与维修》
【年(卷),期】2011(000)005
【摘要】@@ 一台FANUC Oi-TD的数控车维修试验台调试完成后启动时出现了"DS 0300 APC(X)报警需回参考点".检查发现X及Z方向手动方式移动正常,但+X 方向的软限位不起作用,自动运行出现异常.rn由于此维修试验台伺服电机配置的是绝对脉冲编码器,系统首次上电建立机械零点后通过后备电池将绝对位置信息保存,以后每次上电开机不需再回参考点.出现X轴需回参考点故障的可能原因:①绝对位置编码器后备电池掉电;②更换了编码器或伺服电机;③更换了伺服放大器;④反馈电缆脱离伺服放大器或伺服电机.
【总页数】1页(P63)
【作者】崔方吉
【作者单位】山东华宇职业技术学院机械工程系,山东德州市大学东路,253034【正文语种】中文
【相关文献】
1.数控机床中光电脉冲编码器的维修
2.增量式脉冲编码器在绝对位置测量中的应用
3.脉冲编码器在数控机床中的典型应用
4.数控机床中光电脉冲编码器的维修
5.FANUC加工中心绝对脉冲编码器更换电池的方法探讨
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
D绝对编码器回参考点集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-
电机采用绝对编码器时参数的配置在选择电机型号的时候,注意选择编码器的类型为绝对编码器。
MD30240[0]=4反馈编码器类型MD34200[0]=0回参考点模式
3:光栅距离码回零
1:零脉冲,如编码器
0:不回参考点,如绝对编码器
2.第二测量系统采用绝对编码器参数的配置
MD30240[1]=4反馈编码器类型
MD34200[1]=0回参考点模式
3.绝对编码器回参考点的步骤:
(1)设MD34210=1
(2)将机床切换到JOG-FEF(手动回参考点方式),按一下机床面板上的RESET键,然后按住轴移动方向键“+”(当MD34010=1时按“+”,若MD34010=0时按“-”),此时机床不移动,并将侧位置设为机床零点,即坐标显示为零并出现回参考点完成的标志,数控系统会自动将偏置写到MD34090中,回完参考点后MD34210变为2,回参考点成功。
机床采用绝对编码器作为测量系统能在断电之后记住机床的坐标,不需要每次上电后回参考点,这就是采用绝对编码器的好处,但是注意同样容量的电机采用绝对编码器时会比采用普通的增量编码器的容量要降10%,这是选用带绝对编码器电机时需要注意的。
绝对编码器分为多圈和
单圈的,如过用绝对编码器作为直线轴的测量系统的话,必须采用多圈,常用的为4096圈,注意在机床轴的整个行程中,编码器旋转的圈数不能超过4096圈,否则会造成断电后无法记忆机床的坐标。
1.电机采用绝对编码器时参数的配置
在选择电机型号的时候,注意选择编码器的类型为绝对编码器。
MD30240[0]=4反馈编码器类型
MD34200[0]=0回参考点模式
2.第二测量系统采用绝对编码器参数的配置
MD30240[1]=4反馈编码器类型
MD34200[1]=0回参考点模式
3.绝对编码器回参考点的步骤:
(1)设MD34210=1
(2)将机床切换到JOG-FEF(手动回参考点方式),按一下机床面板上的RESET键,然后按住轴移动方向键“+”(当MD34010=1时按“+”,若MD34010=0时按“-”),此时机床不移动,并将侧位置设为机床零点,即坐标显示为零并出现回参考点完成的标志,数控系统会自动将偏置写到MD34090中,回完参考点后MD34210变为2,回参考点成功。
1030=8复位然后查看1007将其中的数值填入31020中
840D?光栅尺调试时出现报警25000:“主动编码器硬件出错”,是指光栅尺的信号状态不正常,如波形杂乱、信号幅值过低、信号未接收进来到指定编码器端口、参数、数据块标志位设置不正确等,主要有以下原因:
1.首先绝对保证LC183的扫描单元与带尺安装的正确性,海德汉光栅尺LC183(绝对式直线光栅尺,栅距20μm(信号周期),准确度等级
±2μm,测量步距0.1μm,测量长度达30m,信号波形1?VSS)安装面的平面度直接影响直线光栅尺精度以及输出信号的状态,
2.注意安装时,扫描单元与带尺应该无摩擦,但是扫描单元与带尺上若有污损,则影响输出信号的状态,会产生报警25000:“主动编码器硬件出错”,
4.如果以上正常,更换光栅尺电缆(我建议最好还是用Siemens的标准电缆,否则干扰会让人无从下手),再试机,如果报警未变,就继续;
5.
注意系统参数的设定:
1)MD30200NUM_ENCS设为‘2’
2)MD30230ENC_INPUT_NR[0]‘1’
MD30230ENC_INPUT_NR[1]‘2’
3)MD31000ENC_IS_LINEAR[0]‘0’
MD31000ENC_IS_LINEAR[1]‘1’
4)MD31040ENC_IS_DIRECT[0]‘0’
MD31040ENC_IS_DIRECT[1]‘1’
5)MD31010ENC_GRID_POINT_DIST[0]‘0.02’\设栅距/信号周期
MD31010ENC_GRID_POINT_DIST[0]‘0.02’
6)30240ENC_TYPE-设置为4,
7)34200ENC_REFP_MODE-设置为0,
8)34210ENC_REFP_STATE-设置为0,
9)进入“手动”方式,将坐标移动到一个已知位置,
10)输入已知位置值在如下参数
34100REFP_SET_POS,
11)激活绝对值编码器的调整功能
34210ENC_REFP_STATE:1,
12)激活机床参数:按机床控制面板上的复位键,可激活的以上设定的参数
13)通过机床控制面板进入返回参考点方式
14)按照返回参考点的方向按方向键,无坐标移动,但系统自动设定了下列参数值:
34090REFP_MOVE_DIST_CORR:参考点偏移量
34210ENC_REFP_STATE-2:绝对值编码器状态,表示设定完毕
屏幕上的显示位置为MD34100设定的位置。
至此,机床参考点设定完成,而调整编码器零位也完成。
1030的3、4位应为1。
参数及含义直线光栅尺Linearencoders
旋转光栅尺Rotaryencoders增量绝对MD30200编码器个数2MD30240编码器类型1增量4绝对MD30242编码器是否独立1MD31000直接测量系统1是0否MD31010
光栅尺分割点(等于栅距)查光栅尺
LS-0.02查光栅尺
LF-0.004查光栅尺
LB-0.04查光栅尺
LC-0.02查光栅尺
以光栅为准
MD?31020编码器线数查光栅尺仅用于圆光栅
MD31040编码器是否直接安装在机床1是0否11111
MD32110编码器极性当光栅尺生效后出现25040报警时,更改此参数MD34000有无撞块
1有撞块0无撞块
MD34060
检测参考点的最大位2倍直线光栅尺标准参考点标志栅格间距。
LS=40LF=40LB=160
MD34102
测量系统的校准1
MD34200回参考点方式
0绝对1增量3距离编10103
MD34300相邻参考标记的位移(仅用于距离编码)LF-20LB-80LS-20
零脉冲之间的基本距离
MD34310在位移编码器缩放参考标记间距等于栅距两个零脉冲之间的差值LS=0.02LF=0.004LB=0.04
MD34320
相反方向上的线性测量系实际情况
MD1030ACTUAL_VALUE_CONFIG-DIRECT10H18H8H10H
MD31010=0.02MD1034=20000
MD31010=0.004MD1034=4000
MD1034/MD31010=1000000
了解相关的系统参数:(LF481)
如果是距离编码的光栅尺,需要注意修改下列参数:
30240=1
31010=0.004(信号周期)(编码器用度=360/线数)
34090=0(坐标偏置)
34310=0.004(相邻零脉冲标记差值)(编码器用度=360/线数)34300=20相邻参考标记的位移(仅用于距离编码)LF-20LB
-80LS-20
34060=40(搜索参考点的最大距离)(=360/基准点个数)
检测参考点的最大位2倍直线光栅尺标准参考点标志栅格间距。
LS=40LF=40LB=160
34200=3(距离编码光栅尺)
MD34310ENC_MARKER_INC
相邻零脉冲标记差值(一个信号周期)
MD34320=0此参数改为‘1’,
=0时,显示值与尺同相
=1时,显示值与尺反相
如果第二次回参考点,屏幕数据有跳变,修改(=0时,显示值与尺同相=1时,显示值与尺反相)。
MD34060REFP_MAX_MARKER_DIST
MD34300ENC_REFP_MARKER_DIST
MD1055MARKER_DIST(应该与MD34300相同)(角度没有)
MD1056MARKER_DIST_DIFF(应该与MD34310相同)(角度没有)
MD1034栅距(角度没有)
MD32110位置反馈极性
同时处理对应的驱动参数。
8042sl。