电主轴监控系统设计设计
数控铣床主轴组件监控系统的设计

要图联系qq243662135数控铣床主轴组件监控系统设计作者:曹佳所在单位:陕西理工机械工程学院机自051,陕西,汉中,723003指导老师:黄崇莉[摘要]:为了提高机床的加工精和减少对机床的损坏,我们对机床主轴组件进行监控。
如果机床在工作中发生了机械故障,我们必须尽可能早的发现故障发生在机床的那个部位,因此机床的监控系统是尤为重要的,他就可以很快的发现机床故障的地方,监控系统通常被用在机床的辅助系统中,这种系统能快速、准确的检测机床主要部分的运动参数以及一些必要的、有用的物理量。
我们对机床的检测主要检测机床振动检测、扭矩检测、温度检测等等,检测系统还可以检测被加工零件的表面粗糙度、表面温度、零件尺寸等几何和物理参数。
[关键词]:轴承数控铣床铣床主轴组件电动机机床振动传感器A/D转换器监控系统Title : design the monitored control system of the principal axis of the numerical control of machineThe author : CaoJiaThe unit : Grade05,Class1,Major:Machine Design Manufacture And Automation,Shaanxi University of Technology,Hanzhong 723003,Shaanxi)The adviser : Huang chong li【Abstract】: In modern industry, machinery must become increasingly flexible and automatic. In order to increase productivity, enhance quality and reduce cost, machine tools have to work free of any failure. When a failure occurs in a machine tool, it is necessary to identify the causes as early as possible. Machine tool condition monitoring is very important to achieve this goal. Condition monitoring is generally used on the critical subsystem of any machine tool. This paper endeavors to focus on the condition monitoring aspects on the machine tool element. In the present study, a critical subsystem has been identified based on the failure data analysis. Condition monitoring techniques like vibration monitoring, acoustic emission, Shock Pulse Method (SPM) and surface roughness have been successfully used for fault identification.【Key words】: bearing the numerical control of machine motor sensor Switch of A/D monitored control system前言数控机床是技术密集型产品, 它集现代制造技术、自动控制技术和计算机技术为一体。
数控机床电主轴结构设计设计

本科毕业设计论文题目数控机床电主轴结构设计系别机械工程系专业机械设计制造及其自动化班级机械002班学号 10040103 学生姓名冀璐指导老师王恪典2014年6月摘要数控加工技术将高柔性,高精度,高速加工技术融为一体,可以解决机械产品制造中的诸多难题,如获得特殊的加工精度和表面质量。
因此,高速数控机床是装备制造业的技术基础和发展方向之一,是装备制造业的战略性产业,其技术水平的高低和拥有量的多少也是衡量一个国家制造业水平高低的标志。
高速加工技术的迅猛发展和高速数控机床需求量的快速增长,而超高速电主轴是实现高速数控加工技术的重要部件,因此对高速电主轴技术提出了新的要求和挑战。
作为高速数控机床的核心部件,电主轴是高速主轴中的一种理想结构,电主轴是一种智能型功能部件,不但转速高,功率大,还具有控制主轴温升与振动等机床运行参数的功能,因此是承载高速切削技术的主体之一,其性能的好坏在很大程度上决定了整台机床的加工精度和生产效率。
本文以额定转速20000r/min,功率4kw,为设计要求进行相应的结构设计,设计内容包括:(1)电主轴的主轴尺寸设计,根据额定转速20000r/min,功率4kw和基本的机械设计知识。
确定最小轴向尺寸,同时根据相应的计算确定最长外伸端。
并以此确定主轴的整体尺寸。
(2)轴承的选择与冷却系统的设计,轴承的选用混合陶瓷球轴承,其具有高速,高刚度,大功率,长寿命的特点。
冷却系统采用外置水冷。
(3)电主轴壳体尺寸的设计,根据上面的设计完成壳体的相应设计,并使其满足壳体设计的相应要求。
特别是尺寸精度的要求比较高,壳体的尺寸精度直接影响主轴的综合精度。
关键词:电主轴,主轴,轴承,冷却系统,壳体ABSTRACTThe highly flexible CNC machining technology,high-precision,high-speed machining technology integration can solve mechanical products in the manufacture of many problems,such as access to special machining accuracy and surface quality. Thus , high-speed CNC machine tools is one of the technology infrastructure and the development direction of the equipment manufacturing industry,equipment manufacturing industry is a strategic industry,the technology and the level of ownership is also a measure of how much the level of a country's manufacturing signs. The rapid development of fast-growing and high -speed machining technology CNC machine tools demand,while the ultra high-speed spindle is an important component to achieve high-speed CNC machining technology,so the high-speed spindle technology raised new demands and challenges. As a core component of the high-speed CNC machine tools,spindle structure is an ideal high-speed spindle , the spindle is an intelligent features,not only high speed, high power, but also has control of the spindle vibration,temperature and operating parameters of the machine function,and therefore one of the main bearing high-speed cutting technology, its performance largely determines the machining accuracy and efficiency of the whole machine . In this paper, the rated speed 20000r/min, power 4kw, corresponding to thedesign requirements for structural design , design elements include : (1)Spindle spindle size of the design,according to the rated speed 20000r/min, power 4kw and basic knowledge of mechanical design . Determine the minimum axial dimension , while identifying the longest extended end according to the corresponding period. And thus determine the overall size of the spindle.(2)Selection and design of the cooling system of the bearing , the selection of hybrid ceramic bearing ball bearing , which has the characteristics of high-speed, high stiffness , high power, long life . Cooling system uses an external water cooling.(3)Spindle housing size design, according to the above design is completed the appropriate design of the housing and make housing designed to meet the corresponding requirements . Especially the dimensional accuracy requirements are relatively high, the dimensional accuracy of the housing directly affects the integrated precision spindle .KEY WORDS:Electric Spindle,Bearing spindle,Cooling system ,Housing select目录摘要............................................................... ABSTRACT.. (II)1 绪论 01.1 论文的研究背景及意义 01.1.1 论文研究的背景 01.1.2 论文研究的意义 01.2 国内外研究现状 (1)1.2.1 国内研究现状 (1)1.2.2 国外研究现状 (2)1.3 国内外数控机床电主轴的未来的发展趋势 (2)1.3.1电机的研发 (2)1.3.2轴承的研发 (3)1.4 本论文研究的目的和内容 (4)2 电机驱动形式、控制方式 (5)2.1电主轴的结构图 (6)2.2 电主轴结构设计要求 (6)2.2.1 设计要求; (6)2.3 引言: (6)2.4 电机的控制形式: (6)2.4.1 普通变频驱动和控制 (6)2.4.2 矢量控制驱动器的驱动和控制 (7)2.5 电主轴控制形式和驱动形式的选择 (9)3 主要零部件的设计 (10)3.1 轴承的选择 (10)3.1.1 引言 (10)3.1.2 主轴最小截面的估算: (10)3.1.3 轴承选择: (10)3.1.4 轴承参数的确定: (10)3.1.5 轴承的润滑方式: (11)3.1.6 轴承的排列方式: (11)3.1.7 轴承预载荷的确定: (12)3.2 电主轴主轴的设计 (12)3.2.1 引言 (12)3.2.2 主轴的外伸端及跨距的计算: (12)3.2.3 主轴的径向尺寸: (14)3.2.4 主轴的校核: (15)3.3 转子和定子的设计 (16)3.3.1 引言 (16)3.3.2 动态过盈和静态过盈计算 (16)3.3.3 转子与定子配合的选择 (18)3.3.4 定子与转子配合公差的校核 (18)3.4 轴承寿命的估算 (18)3.4.1 引言 (18)3.4.2 轴承寿命的分析: (18)3.4.3 轴承寿命计算公式 (18)3.4.4 角接触球轴承滚珠的偏心率的计算 (19)3.4.6 陶瓷球的离心力的计算: (20)L的计算: (20)3.4.7103.4.8 R的计算如下所示: (21)L的计算 (22)3.4.9 轴承4 辅助系统的设计 (24)4.1 冷却系统的设计 (24)4.1.1 引言: (24)4.1.2 电主轴发热分析: (24)4.1.3 机械损失: (24)4.1.4 电损耗: (25)4.1.5 磁损耗: (26)4.1.6 陶瓷球轴承的发热计算: (26)4.2 冷却液流量的及冷却油管直径的确定 (27)4.2.1 引言 (27)4.2.2 冷却液流量的确定: (27)4.2.3 管道的尺寸确定 (28)4.3 润滑系统的选择: (28)4.4 电主轴轴壳的尺寸 (29)4.4.1 引言: (29)4.4.2 轴壳的尺寸 (29)5 结论与展望 (30)致谢 (32)参考文献 (34)1 绪论1.1 论文的研究背景及意义1.1.1 论文研究的背景随着社会生产和科学技术的迅速发展,机械产品日趋精密复杂,且要求频繁改型,特别是在宇航,造船,军事等领域所需的机械零件,精度要求高,形状复杂,批量小。
基于MCGS组态软件下电主轴监控系统应用

文 章 编 号 :0 1—2 6 ( 0 ) 10 2 5 2 1 O1—0 61—0 1 0 4
术
基 于 MC S组 态 软 件 下 电主 轴 监 控 系统应 用 G
王 胜 , 晓 锋 苗 ,
( . 西 广 播 电视 大 学 , 安 7 0 6 ; . 西 工 商 职 业 学 院 , 安 7 0 ) 1陕 西 10 8 2 陕 西 1 19 1 摘 要 : 章 以 高速 电 主 轴 监 控 系统 为 研 究 对 象 , 析 了机 床 电 主 轴 需 要 监 测 的 几 个 主 要 参 数 、 文 分 系统 主
鞠两 稠
频 率 对 于 识 别 机 器 的 振 动 形 式 是 重 要 参 量 , 为 因
整
_莉 水
机器 的振动一般都是机器转速 的整数倍 或分数倍 。
相 位 是 一 重 要 参 量 ; 一 峰 值 相 应 于 机 器 转 子 第 的 “ 点 ” 置 , 过 确 定 “ 点 ” 置 , 可 确 定 机 器 高 位 通 高 位 就 的平衡 状态 和 机 器转 子残 留 的非 平 衡 重 的 位置 , 这 是平衡 转子 的重要依 据 。
的 变 化 都 表 明 主 轴 状 态 有 了 改 变 , 此 对 振 幅 的 监 因 测 , 以判 断 机 器 是 否 在 平 稳 运 行 。 可
计算机 I
- J
I
tI -  ̄
振动传感器H ——_ 厂二 三二 丁—一 I
腋 ■J I # 暑 ■ 鼐 l l ' 】P I 腊 矗
b c e rn a k b ai g、a ild s a e e n ea ie c n to rm e e s xa iplc m nta d r ltv o diin paa t r
数控车床主轴组件监控系统的设计

数控车床主轴组件监控系统的设计【摘要】机械工业的生产水平是一个国家现代化建设水平的主要标志之一,机械工业肩负着为国民经济各个部门提供技术装备和促进技术改造的重要任务,在现代化建设的进程中起着主导和决定性的的作用。
因此,近些年来,数控机床被广泛的应用于我国的制造业,在国内工业发达的地区已经得到普及,由此对社会生产力的提高起着巨大的推动作用。
数控车床是数控机床中基本设备之一,随着制造业高效率、高精度、高柔性发展的需要,人们对数控车床提出了越来越高的要求,而主轴是数控车床的重要组成部分,主轴的运转状态的好坏关系到加工质量,随着检测技术和计算机技术的发展,通过用传感器对数控车床主轴的主要参数的测量,从而了解数控机床的运转状态,现用加速度传感器和磁电式转速传感器对数控车床主轴的振动与转速进行测量,将信号通过放大,滤波,采集等中间电路传输给A/D转换器,通过转换器将模拟信号转换为数字信号,再将其通过单片机传输给计算机,观察计算机上的界面来了解数控车床主轴的运转状态。
【关键词】数控机床,数控车床,主轴,传感器,A/D转换器,单片机CNC lathe spindle component monitoring system designLiu Le(Grade02,Class5,Major : Mechanical design and manufacturing and automation, Mechanical engineering department, Shaanxi University of Technology,Hanzhong 723000,Shaanxi)Abstract: Mechanical industry production level is a national modernization level, the main mark of mechanical industry shouldering each department for national economy to provide technical equipment and promote technological transformation is an important task in the process of modernization, plays a decisive role in leading and. Therefore, in recent years, the CNC machine is widely applied in our manufacturing, industrial developed area in China, which has gained popularity of social productivity improvement plays a great role in promoting. CNC lathe is one of basic CNC equipment manufacturing, with high efficiency, high precision, high flexibility to the needs of the development of CNC lathe, people put forward higher request, and CNC lathe spindle is an important part of the operation state, good quality, with the relationship to processing and computer technology development, through the use of CNC lathe spindle sensor measurements of the main parameters, and understand the operation state, CNC using magnetoelectric sensor and the acceleration of CNC lathe spindle speed sensor measurements of vibration and rotational speed, the signal, filtering, acquisition by amplifying circuit transmission among such to the A/D converter, through the simulation signal converter will convert digital signal, the single-chip computer, transmission through observation on the computer interface to understand CNC lathe spindle operation condition.Key words:CNC machine, CNC lathe, spindle, sensor, A/D converter, SCM目录1.前言 (1)1.1数控机床的发展情况 (1)1.2问题的提出及解决方案 (2)2.数控车床 (3)2.1数控机床的工作原理、组成 (3)2.2数控车床的组成 (4)2.3数控车床的工作过程 (5)2.4数控车床的特点 (6)2.5数控车床的主轴部件的参数 (8)2.6测量量的选择 (9)3.传感器选择及信号处理 (11)3.1传感器的选择原则 (11)3.2传感器的选择 (13)3.2.1用加速度传感器测振动 (13)3.2.2用磁电式传感器测转速 (14)3.2.3用扭矩传感器测量扭矩 (15)3.2.4用电涡流位移传感器测量位移 (16)3.3信号的处理 (18)3.3.1信号的过滤 (18)3.3.2信号的放大 (18)3.4电路的设计 (19)3.4.1用加速度传感器测振动的电路 (19)3.4.2磁电式转速传感器测转速电路 (21)3.4.3用应变式扭矩传感器测扭矩电路 (21)4.接口电路的设计 (23)4.1A/D转换器 (23)4.1.1A/D转换器的工作原理 (23)4.1.2 A/D转换器的主要技术参数 (24)4.2 A/D转换器的选择 (25)4.2.1 ADC0809的内部结构 (26)4.2.2信号引脚 (27)4.3单片机的选择 (28)4.4 MCS-51单片机与ADC0809的接口的连接 (28)4.5通讯接口的选择 (29)5.实验测量 (30)5.1软件简介 (30)5.2测量实验 (30)5.2.1用加速度传感器测振动 (32)5.2.2用磁电式传感器测转速 (35)总结 ................................................................ .38 致谢. (39)参考文献 (40)1.前言1.1数控机床的发展情况工业技术的发展水平是衡量一个国家技术水平的重要标志之一,在一定程度上反映了该国的技术经济实力。
高速电主轴系统课程设计
高速电主轴系统课程设计一、课程目标知识目标:1. 掌握高速电主轴系统的基本结构、工作原理及其在机械加工中的应用;2. 了解高速电主轴系统的关键技术,如电机驱动、冷却系统、轴承支撑等;3. 学会分析高速电主轴系统的性能指标,如转速、精度、振动等。
技能目标:1. 能够运用所学知识,对高速电主轴系统进行简单的设计和计算;2. 掌握高速电主轴系统的调试、维护及故障排除方法;3. 培养学生动手实践能力,能够独立完成高速电主轴系统的组装与调试。
情感态度价值观目标:1. 培养学生对高速电主轴系统及其在制造业中重要性的认识,激发学生学习兴趣;2. 培养学生严谨的科学态度和团队协作精神,提高学生分析问题和解决问题的能力;3. 增强学生环保意识,认识到高速电主轴系统在节能减排方面的重要性。
本课程针对高年级学生,结合课程性质、学生特点和教学要求,将课程目标分解为具体的学习成果。
通过本课程的学习,使学生能够掌握高速电主轴系统的相关知识,具备一定的设计和实践能力,同时培养积极的情感态度和价值观。
为实现后续教学设计和评估提供明确依据。
二、教学内容本章节教学内容主要包括以下三个方面:1. 高速电主轴系统基本原理与结构- 介绍高速电主轴系统的定义、分类及其在机械加工中的应用;- 分析高速电主轴系统的工作原理,包括电机驱动、轴承支撑、冷却系统等;- 指导学生阅读教材中相关章节,如第二章“高速电主轴系统概述”和第三章“高速电主轴系统的工作原理”。
2. 高速电主轴系统关键技术- 讲解电机驱动、冷却系统、轴承支撑等关键技术;- 分析高速电主轴系统的性能指标,如转速、精度、振动等;- 引导学生参考教材第四章“高速电主轴系统的关键技术”和第五章“高速电主轴系统的性能指标”。
3. 高速电主轴系统设计、组装与调试- 介绍高速电主轴系统的设计方法,包括参数计算、结构设计等;- 指导学生进行高速电主轴系统的组装与调试;- 分析高速电主轴系统的维护与故障排除方法;- 参考教材第六章“高速电主轴系统的设计与计算”和第七章“高速电主轴系统的组装与调试”。
xx公司电主轴项目设计方案(模板)

xx公司电主轴项目设计方案xx集团有限公司目录一、项目名称及投资人 (4)二、项目建设背景 (4)三、结论分析 (4)四、市场分析 (6)五、项目背景分析 (7)六、建设规模及主要建设内容 (7)七、建筑工程建设指标 (8)建筑工程投资一览表 (8)八、建设区基本情况 (9)九、公司的目标、主要职责 (12)十、公司发展规划 (13)十一、威胁分析(T) (14)十二、节能综合评价 (21)十三、项目建设期原辅材料供应情况 (22)十四、防范措施 (22)十五、项目总投资 (26)总投资及构成一览表 (26)十六、资金筹措与投资计划 (27)项目投资计划与资金筹措一览表 (27)十七、经济评价财务测算 (28)十八、项目盈利能力分析 (30)十九、偿债能力分析 (31)二十、项目风险分析 (32)二十一、项目总结 (34)二十二、附表 (35)营业收入、税金及附加和增值税估算表 (35)综合总成本费用估算表 (36)固定资产折旧费估算表 (36)无形资产和其他资产摊销估算表 (37)利润及利润分配表 (38)项目投资现金流量表 (39)借款还本付息计划表 (40)建设投资估算表 (41)建设期利息估算表 (41)固定资产投资估算表 (42)流动资金估算表 (43)总投资及构成一览表 (44)项目投资计划与资金筹措一览表 (45)一、项目名称及投资人(一)项目名称xx公司电主轴项目(二)项目投资人xx集团有限公司(三)建设地点本期项目选址位于xxx(以最终选址方案为准)。
二、项目建设背景把开放作为加快发展的必由之路,以扩大开放带动创新、推动改革、促进发展,主动服务和融入“一带一路”、长江经济带、京津冀协同发展等国家重大战略,找准昆明在国家开放和区域发展战略中的定位,把昆明的区位优势、资源优势、环境优势转化为发展优势,着力打通对外开放通道、建好桥梁纽带、搭建合作平台,深化国际国内区域合作,提升统筹国际国内两个市场、利用两种资源的能力和水平,全面增强城市综合竞争力和区域辐射带动力。
钻床数控改造中主轴电机控制设计
钻床数控改造中主轴电机控制设计该设计主要以数控机床的应用和设计为主线,根据对数控机床加工的基本要求来拟定控制系统设计总体方案,主要在微机系统设计方面。
采用MCS-51系列的8031单片机,通过单片机控制系统设计和编写程序,实现步进电机正反转及转速控制,步进电机加减速程序设计。
此设计的设计思路同样可以用于其他非数控机床的数控改造上,通过改造可以实现多种机床的自动化改造,降低劳动强度,提高生产效率和加工精度。
单片机步进电机控制程序一、钻床数控改造总体方案设计1.钻床的结构以Z406钻床的为例,外形如图1所示。
2.改造总体方案我们对它进行数控改造,主要增加一个程控的X,Y工作台和增加刀具的主轴的程控装置,使其钻孔的位置精度提高到0.01mm。
轴齿轮拆去,换上自己重新设计的轴齿轮,轴齿轮右侧有个原位控制开关,其作用是当Z向刀具主轴返回原位时,向单片机发出到达原位信号。
图1的工作台2拆下,将已设计的X Y向运动的工作台直接安装在底座上。
XY工作台以底座的T型槽通过螺铨定位和固紧。
XY工作台设有类似Z向刀具主轴的复位信号发生装置,向单片机发出到达原位信号。
XY工作台中X、Y方向的移动,可采用螺旋机构或齿轮条传动机构,这两种均可把旋转运动变为直线运动。
Z向的步进电机通过减速装置和联轴器控制转头上、下运动,钻头的旋转运动由原来的三相交流电机驱动,其转速可根据加工工件的材料、孔径大小、板厚等进行调整。
X、Y、Z运动均选用三相反应式步进电机55BF004。
数控装置的CPU采用MCS-51系列的8031单片机,其中CPU为6兆晶振。
系统的扩展I/O接口选用通用可编程并行输入/输出接口芯片8155,其PA和PB 口给环形分配器输入脉冲CP、提供步进电机的方向控制信号和复位信号。
选用环形分配器控制,单电压驱动电路。
为防止功率放大器高压的干扰,步进电机接口与功率放大器之间采用光电隔离,光电隔离的输出端必须采用隔离电源。
系统的加工程序和控制命令通过面板操作来实现,显示器设计在面板上,为防止机床各个方向的行程越界,还在机床上安装了行程开关。
基于西门子828D数控系统的主轴箱电气控制系统设计

设计与工艺・Sheji yu Gongyi基于西门子828D数控系统的主轴箱电气控制系统设计赵波(上海拓璞数控科技股份有限公司,上海201111)摘要:主轴箱的主轴控制系统包括机械控制系统、液压控制系统以及电气控制系统,其中主轴的启动、点动、停止、正转、反转、升速、降速等功能控制主要是通过电气控制系统实现的]现以西门子828D数控系统为基础,根据机床主轴性能的需要,对电气控制系统进行了设计分析]关键词:数控系统;电气设计;主轴箱0引言近几年来,随着科学技术的发展,市场需求的不断升级,的不,数控机床作为的基础,为实现装备制造现代化的关键设备。
在数控机床各机械中,主轴 是各类轴中的,其控制是中]主轴驱动系统控制机床主轴的旋转动,通常是主轴上安装的的动的动力来。
根据 需求侧的需求,主轴驱动设计主要电机的电主轴。
因,为了的主轴性,设计中有速控制的电机]1主轴驱动电气控制系统设计主轴为设备上的主要来,进轴的动,了的,了机床的]数控机床市场上的主轴数是性能优异的电主轴,其备以点:(1)加工转速范围宽,且可无级调速。
为数,以获得最佳的生产、,对,是有、及的,需要主轴转速控制灵活自由,要求主轴箱有小的体积,以实现机床的模块化和系列化,从经济上来说,是降低库存,节约]文系统采用异步直驱伺服主轴以达到设计技术要求,转速可达20000r/min](2)高动态特性。
主轴数要求下的功率和扭矩,直接决定了刀具切削性能的稳定性。
由于主轴电动机与驱动装置的特性,主轴低速段几乎可以扭矩下,同时输出)功率会随着转速上升而上升,到功点,而又与主轴功正相关,所以通会根据工艺需求来择电主轴,以实现两者的配合。
市场上主流的伺服主轴空载以2〜3s内从静止速到20000r/min。
本文系统采用的电主轴额定功率7.5kW,额定扭矩达6Nm。
(3)有较高的精度与刚性,传动平稳,振动小。
为了提高传动件的机械精度与刚性,齿轮和轴承等传动件会使用淬火等表面处理方法来提高零件的硬度,保证主轴长间的稳。
电主轴监控系统设计设计
电主轴监控系统设计设计电主轴监控系统设计【摘要】文章以高速电主轴监控系统为研究对象,分析了机床电主轴需要检测的几个主要参数、系统主要硬件构成和上位机监控软件labviw的主要功能。
通过电主轴专用实验平台采集分析机床主轴的振动信号、电机轴承温度、轴向位移及相关状态参数。
经采集系统分析后,可通过指示灯为缺乏主轴、轴承知识的一线工人提供判断信息。
该系统能够及时识别机床主轴的状态、发现故障的早期症状,从而可以及时消除故障隐患,避免破坏性事故的发生,为专业人员在机床主轴的优化设计、检修方面提供了坚实的技术基础。
【关键词】Labview软件;电主轴;在线监控;轴承温度;轴向位移Give or get an electric shock a principal axis supervisionsystem designZhangYajun(Grade07,Class03 ,Major Mechanical Design, Manufacturing and Automation,Mechanical Engineering Dept,shaaxi University ofTechnology hanzhong 723003,shaanxi)Tutor:Huang Chong Li【Summary 】The article at a high speed gives or gets an electric shock the principal axis supervision's system as research object and analyzed a tool machine electricity principal axis a few main parameters, system that need to be examined main hardware the composing and place of honor machine supervise and control the main function of software labviw.Pain conduct electricity principal axis appropriation the experiment platform collect the vibration signal of analyzing the tool machine principal axis and turn soon, electrical engineering and front and back the bearings temperature, stalk move to and related status parameter.After collecting system analysis, can pass indicator for lack thefront-line worker of principal axis, bearings knowledge to provide judgment information.The system can identify the status of tool machine principal axis and discover the earlier period symptom of breakdown in time, can get rid of to break down in time thus concealed suffer from, avoid a destructiveness of the occurrence of the trouble, for the professional personnel is in the tool machine principal axis of excellent turn to design, the check fixed aspect to provide solid technique foundation.【Keyword 】Labview software;Give or get an electric shock a principal axis;On-line supervision;Bearings temperature;The stalk moves toward毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
控机床高速电主轴结构设计及性能探讨
控机床高速电主轴结构设计及性能探讨摘要:在当代数字化控制机床生产过程中,产品的加工速度正在显著提高。
与此同时,生产时效、产品质量、产品精准度都有一定程度的提高。
高速电主轴是达成高速加工的根本条件,因此,高速电主轴的结构设计工作的高质量完成对于数字化控制机床生产来说具有一定的推进作用,本篇文章对此展开论述。
关键词:数字化控制机床;高速电主轴;结构设计;功能与性质引言:当今,数字化控制机床已经成为工业制造中不可缺少的一部分,高速切削作为是近年来新兴技术之一,其中最主要的部分就是高速电主轴。
因此,深入探究高速电主轴的结构是目前最首要的任务。
一、高速加工技术和高速电主轴的优点(一)高速切削技术的优点高速切削技术作为高速加工过程中的核心技术,与普通切削技术相比较而言,高速切削技术的优点如下:1.对于刚性较差的产品加工时效更快在进行高速切削时,当切削速度增加到某一特定数值时,切削力度总体可降低三分之一左右。
其中,尤其是径向切削力,它的下降幅度更为显著。
由此一来,在进行刚性产品加工时,加工速度和质量将会有所提升。
2.可防止一些产品受热发生形变高速切削技术在使用过程中,切削所生成的热能会快速被清除。
由此一来,这部分热量不会被传送到切削工具上,可以保障待切产品长时间保持冷却状态。
因此,此项技术有效提高了在对一些容易受热发生形变的产品进行切削时的精准度。
3.工作稳定性较高切削技术在运作过程中,机床会产生较快的实际振动频率,与普通切削技术相比较而言,新型高速切削技术没有固定的振动频率波动范围,这一特点可以有效降低机床的振动频率,从而保证机床工作的稳定性,运用此项技术生产出来的零件质量将会大幅度提升。
(二)高速电主轴的优点1.功率较大,转速较高就现有技术水平而言,独立实现高速电主轴大功率运转或高转速运转早就不再是技术难题。
然而,要想达成大功率运转,还要求高转速,这就需要很高的技术水准。
此项技术的创新、完善受到了全球相关公司的高度关注。
加工中心用电主轴结构设计及其仿真分析

加工中心用电主轴结构设计及其仿真分析一、综述随着科技的不断发展,加工中心在制造业中的地位越来越重要。
加工中心作为一种高效、高精度、高自动化的加工设备,已经成为现代制造业的重要支柱。
然而加工中心在使用过程中,电主轴作为其核心部件,其结构设计和性能对加工中心的整体性能具有重要影响。
因此对加工中心用电主轴的结构设计及其仿真分析进行研究,对于提高加工中心的性能和降低生产成本具有重要意义。
电主轴是一种将交流电源转换为高速旋转并带传动功能的电动机。
它具有结构简单、重量轻、惯性小、响应速度快等优点,广泛应用于数控机床、加工中心等机械设备中。
电主轴的结构设计主要包括电机、减速器、轴承、冷却系统等部分。
其中电机是电主轴的核心部件,其性能直接影响到整个电主轴的性能;减速器用于降低电机转速,提高扭矩;轴承用于支撑转子并实现转动;冷却系统用于降低电机温度,保证电主轴的正常运行。
为了提高加工中心的性能,需要对电主轴的结构进行优化设计。
首先应选择合适的电机类型和参数,以满足加工中心的工作要求。
其次应合理选择减速器类型和参数,以保证电主轴具有较高的转速和扭矩输出。
此外还应考虑轴承的选择和配置,以确保电主轴具有较低的噪声和振动。
冷却系统的设计也至关重要,应根据加工中心的工作环境和工艺要求,选择合适的冷却方式和参数。
为了验证电主轴结构设计的合理性和性能,可以采用仿真分析方法对其进行评估。
通过建立数学模型,对电主轴的结构参数进行优化设计,并利用仿真软件对其进行模拟分析。
仿真分析可以帮助我们了解电主轴在不同工况下的性能表现,为实际应用提供依据。
同时仿真分析还可以发现结构设计中的潜在问题,为改进设计提供参考。
加工中心用电主轴结构设计及其仿真分析是一项重要的研究工作。
通过对电主轴结构的设计优化和仿真分析,可以提高加工中心的性能,降低生产成本,为现代制造业的发展做出贡献。
1.1 研究背景和意义随着现代制造业的飞速发展,加工中心在工业生产中扮演着越来越重要的角色。
基于Labview的电主轴状态监测系统研制

毕业设计基于LabVIEW的电主轴状态监测系统研制学生姓名:李威宇学号:122028132系部:电子工程系专业:测控技术与仪器指导教师:杨辉(讲师)2016年6月诚信声明本人郑重声明:所呈交的毕业论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写过的作品成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律结果由本人承担。
本人签名:年月日毕业设计(论文)任务书设计(论文)题目:基于LabVIEW的电主轴状态监测系统研制系部:电子工程系专业:测控技术与仪器学号:122028132学生:李威宇指导教师(含职称):杨辉(讲师)1.课题意义及目标学生应通过本次毕业设计,综合运用所学过的基础理论知识,深入了解电主轴的工作原理,进行主轴系统的状态监测技术研究,培养电子测控系统设计及方案论证、分析和比较的能力,为学生在毕业后从事电子测控技术工作打好基础。
2.主要内容基于专业虚拟仪器开发工具LabVIEW,设计一电主轴状态监测系统,该监测系统能够通过调研和现场采集的数据,进行电主轴的故障分析。
对电主轴的状态进行监测,提高了电主轴的可靠性。
基本要求:(1)充分了解电主轴工作原理及其常见故障;(2)画出基于LabVIEW的电主轴监测系统的前面板图和程序框图;(3)完成监测系统的各个模块编程;(4)设计完成之后进行软件仿真,验证电主轴监测系统可行性;3.主要参考资料[1] 林月芳,吉海彦.智能仪器及其发展趋势[M].中国农业大学信息学院,2003.[2]王凯.高速电主轴电液伺服加载的可靠性试验台研制[D].吉林大学,2013.[3]江建军,刘继光.LabVIEW程序设计教程[M].北京:电子工业出版社.2008.基于LabVIEW的电主轴状态监测系统研制摘要电主轴是数控机床上一个极其重要的核心功能器件,它的工作状态好与坏直接决定了数控机床的性能好坏并且关系到它的可靠性和精度是否可以达到标准。
基于MCGS组态软件下电主轴监控系统应用
第1期2011年1月组合机床与自动化加工技术Mo d u l a r Ma c h i n e T o o l &A u t o m a t i c Ma n u f a c t u r i n g T e c h n i q u eN o .1J a n .2011文章编号:1001-2265(2011)01-0061-04收稿日期:2010-07-30 *基金项目:“十一五”国家科技支撑计划课题(2006b f a 01b 02)作者简介:王胜(1974—),男,西安人,陕西广播电视大学讲师,硕士,博士研究生,研究方向为机电液一体化设备及系统,(E-m a i l )l z w a n g s h e n g @s i n a .c o m 。
基于M C G S 组态软件下电主轴监控系统应用*王 胜1,2,苗晓锋1,2(1.陕西广播电视大学,西安 710068;2.陕西工商职业学院,西安 710119)摘要:文章以高速电主轴监控系统为研究对象,分析了机床电主轴需要监测的几个主要参数、系统主要硬件构成和国产组态软件M G C S 的主要功能。
通过电主轴专用实验平台采集分析机床主轴的振动信号、转速、电机和前后轴承温度、轴向位移及相关状态参数。
经采集系统分析后,可通过指示灯为缺乏主轴、轴承知识的一线工作人员提供判断信息。
试验证明:该采集系统能够及时识别机床主轴的状态、发现故障早期征兆,从而可以及时消除故障隐患,避免破坏性事故的发生,为专业技术人员在机床主轴的优化设计、检修等方面提供了坚实的技术基础。
关键词:组态软件;电主轴;在线监控;轴承温度中图分类号:T H 16;T G 65 文献标识码:AT h e A p p l i c a t i o n f o r S p i n d l e Mo n i t o r S y s t e m B a s e d MC G SW A N GS h e n g 1,2,M I A OX i a o -f e n g 1,2(1.S h a a n x i R a d i o a n dT V U n i v e r s i t y ,X i 'a n 710068,C h i n a ;2.S h a a n x i B u s i n e s s C o l l e g e ,X i 'a n 710119,C h i n a )A b s t r a c t :T h i s t h e s i s i n t r o d u c e s t h e k e y p a r a m e t e r s t h a t t h e m a c h i n e t o o l s p i n d l e n e e d e d t o m o n i t o r 、h a r d w a r e c o m p o n e n t s a b o u t t h e s y s t e ma n d s o m e m a i n l y f u n c t i o n s o f c o n f i g u r a t i o n s o f t w a r e M G C S i n C h i n a ,M G C S (M o -n i t o r a n d C o n t r o l G e n e r a t e d S y s t e m )i s ,a o n l i n e m o n i t o r i n g a n d a n a l y s i s s y s t e m ,e s p e c i a l l y d e s i g n e d t o m a -c h i n e t o o l s p i n d l e .T h e s y s t e ma c q u i r e s a n d a n a l y z e s t h e R e a l -T i m e d a t a s g e n e r a t e d f r o mm a c h i n e t o o l s p i n d l e v i b r a t i o n s i g n 、r o t a t i o n a l s p e e d 、m o t o r 、t h e t e m p e r a t u r e b e t w e e n f r o n t a n db a c kb e a r i n g 、a x i a l d i s p l a c e m e n t a n d r e l a t i v e c o n d i t i o n p a r a m e t e r s .I t c a n p r o v i d e j u d g i n g i n f o r m a t i o n f o r w o r k e r s w h o l a c k s p i n d l e a n d b e a r i n g k n o w l e d g e b y i n d i c a t o r s s o a s t o r e c o g n i z e t h e w o r k i n g c o n d i t i o n 、d i s c o v e r t h e f a u l t s i g n ,a n d e l i m i n a t e t h e f a u l t i n t i m e s o t h a t a v o i d i n g t h e d e s t r u c t i v e a c c i d e n t s .I t a l s o l a y s a s o l i d s p e c i a l i t y f o u n d a t i o n t o p r o f e s s i o n a l a n d t e c h n i c a l p e r s o n f o r t h e i r b e a r i n g a n d m a c h i n e t o o l s p i n d l e o p t i m u md e s i g n 、t e s t a n d s o m e o t h e r a s p e c t s .K e y w o r d s :c o n f i g u r a t i o n s o f t w a r e ;e l e c t r i c s p i n d l e ;o n l i n e m o n i t o r i n g ;b e a r i n g t e m p e r a t u r e0 引言随着数控机床在我国的广泛应用[1-2],电主轴是数控机床的关键功能部件之一,主轴的好坏直接影响机床性能。
电主轴设计模板

电主轴部件设计机自73班张强07011077第三组 数据如下主轴转子(材料:20CrMnTi )和转子内套(材料:45#钢) 主轴转子结构 前轴颈直径(mm )最高转速(r/min ) 额定功率 (kW ) 额定转矩 (Nm )阶梯过盈套结构的特点阶梯过盈套是由两段相邻的过盈联结表面组成的、套内呈阶梯状的联结装置,如图1所示。
阶梯过盈套结构的特点主要有[2]:图1 阶梯过盈套的主要结构形式(1)为了便于拆卸,阶梯过盈套的内表面有一个阶梯。
当压力油注入油槽进行拆卸时,这个阶梯会对套产生一个轴向推力,如果两配合过盈面此时已形成了压力油膜,该轴向推力会自动地把阶梯过盈套从轴上推下来,过盈套两过盈面的阶梯差很小,通常在1mm 以下。
(2)在确定阶梯过盈套两结合面的过盈量的时候,应注意加工误差对最终过盈量的影响,特别是圆度误差和同轴度误差的影响。
通常过盈套两段的过盈量不一致。
但过盈套大小端过盈量的差值不能太大,其差值应补偿加工圆度和同轴度误差对过盈量的影响。
否则,将大大增加拆卸的难度。
(3)为方便拆卸,大小端配合面的宽度b 1、b 2应该一致。
阶梯过盈套过盈量的确定高速机床上所用的阶梯过盈套是一种可拆的过盈联结,工作时,配合面不允许产生塑性变形。
因此,过盈量应该控制在材料不产生塑性变形所允许的最大过盈量范围之内;另一方面它又必须大于该过盈联结传递负荷所需的最小过盈量。
设D为过盈套(包容件)的外径,d0为主轴内孔的直径,d为配合处(结合面)主轴的外径;l为配合面的有效长度(l=l1+l2),如图2所示。
图2阶梯过盈套传递力和转矩当过盈联结传递转矩为M(单位为Nm)时,结合面上所需最小结合压力P min,可按下式计算:=108..79KPa式中μ=0.08——配合面的摩擦系数由轴颈直径为145mm查轴承取d=160mm l=100mm D=200mmd0=80mm根据弹性力学原理,过盈联结传递负荷所需的最小有效过盈量δemin可按下式计算[3]:=0.52μm式中Ea、Ei——过盈套材料和主轴材料的弹性模量,20CrMnTi:密度:7.8×103kg/m3,弹性模量:207GPa泊松比:0.25屈服强度835MPa 45钢弹模210Gpa,泊松比0.3,密度7800千克/立方米屈服强度取355MpaCa、Ci——和包容件(过盈套)与被包容件(主轴)的直径比有关的系数=4.81=1.37式中va、vi——过盈套材料和主轴材料的泊松比必须指出,按式(3)所求的并不是最终所需的最小过盈量,还应考虑以下因素的影响:(1)配合表面的粗糙度。
加工中心主轴组件监控系统的设计
优秀设计目录前言 (1)第一章加工中心介绍 (5)1.1加工中心 (5)1.1.1加工中心简介 (5)1.1.2 加工中心的特点和用途 (6)1.1.3.加工中心的工作原理 (7)1.1.4加工中心的主轴部件 (7)1.1.4.1主轴部件精度 (7)1.1.4.2 主轴部件结构 (8)第二章传感器介绍与选择 (12)2.1.传感器简介 (12)2.2传感器的选取 (14)2.2.1.1磁电式转速传感器的工作原理 (14)2.2.1.2磁电式转速传感器的型号和技术参数: (15)2.2.1.7 KMI15-1磁电阻式转速传感器技术参数 (20)2.2.2加工中心主轴运行轨迹的监测: (20)2.2.2.1.电涡流位移(振动)传感器的工作原理及特点 (20)2.2.2.2 M307997电涡流位移传感器参数 (21)2.2.3对加工中心主轴齿轮轴向移动的监测 (21)2.2.3.1 KMZ10B传感器介绍 (21)2.2.3.2 KMZ10B 传感器参数 (21)第三章信息采集与处理 (22)3.1 A/D转换器的分类与性能指标 (22)3.1.1 A/D转换器分类 (22)3.2 A/D转换器和单片机 (23)3.2.1 ADC0804转换器: (23)3.2.2 AT89C51单片机 (25)3.2.3 AD转换器与AT89C51单片机接口电路图: (26)3.3 与PC机通信接口 (26)3.3.1 MAX487芯片介绍 (27)第四章加工中心主轴组件的监测的实验分析 (28)4.1 DRVI可重构虚拟仪器实验平台介绍: (28)4.2加工中心-轴心轨迹测量: (28)4.3加工中心主轴-磁电传感器转速测量: (30)总结 (34)致谢 (35)参考文献 (36)设计题目:加工中心主轴组件监控系统的设计[摘要]:本设计采用了虚拟仪器技术、单片机技术和计算机技术,设计了一套加工中心主轴组件监控系统。
加工中心电主轴及换刀手综合检测台控制系统设计
工程技术科技创新导报 Science and Technology Innovation Herald104随着国内汽车零件制造的迅速发展,尤其是在发动机零部件生产领域,我国引进大量国际由先进加工中心组成的复杂型生产系统,这些加工中心大多可实现四轴以上联动,配备高速电主轴与快速换刀机械手,具有高速、高精度的特性。
在大批量生产情况下,这些加工中心设备维修技术要求与成本逐步提高,尤以电主轴与换刀手最为突出,两者均为机床高精度零部件,对机床性能起到重要影响,一次维修的成本高达数十万元,耗时至少十多小时。
经大量调研分析,通过长期维修实践,国内各大型汽车制造企业基本掌握电主轴与换刀手的自主维修技术,但由于缺乏相应维修效果检测设备,往往需要装回加工中心后才能检验是否合格,这既占用设备,也可能会引起设备其他的故障。
文章针对一种适用于某进口型号加工中心电主轴及换刀手综合检测台,设计其控制系统,实现两者离线维修效果检测。
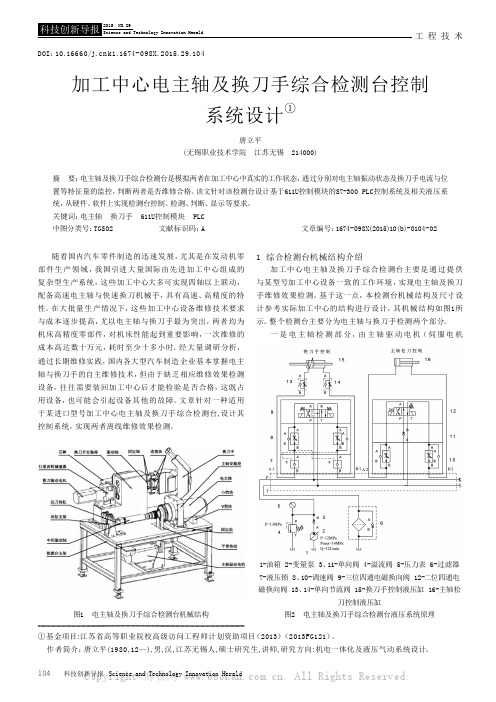
1 综合检测台机械结构介绍加工中心电主轴及换刀手综合检测台主要是通过提供与某型号加工中心设备一致的工作环境,实现电主轴及换刀手维修效果检测。
基于这一点,本检测台机械结构及尺寸设计参考实际加工中心的结构进行设计,其机械结构如图1所示。
整个检测台主要分为电主轴与换刀手检测两个部分。
一是电主轴检测部分,由主轴驱动电机(伺服电机①基金项目:江苏省高等职业院校高级访问工程师计划资助项目(2013)(2013FG121)。
作者简介:唐立平(1980,12—),男,汉,江苏无锡人,硕士研究生,讲师,研究方向:机电一体化及液压气动系统设计。
DOI:10.16660/ki.1674-098X.2015.29.104加工中心电主轴及换刀手综合检测台控制系统设计①唐立平(无锡职业技术学院 江苏无锡 214000)摘 要:电主轴及换刀手综合检测台是模拟两者在加工中心中真实的工作状态,通过分别对电主轴振动状态及换刀手电流与位置等特征量的监控,判断两者是否维修合格。
毕业设计(论文)-电主轴的机械设计(全套图纸)

引言2005年,我国机床产值达到了51亿美元,跃居世界第三,其中数控机床产量达59600台。
在长足发展的背后,与发达国家机床产业相比,差距依然明显,尤其是以电主轴为代表的关键功能部件,无论是从产品品种、技术水平、可靠性和产业化程度等方面均与国外有明显差距,不得不60%依靠进口,成为我国数控机床发展的软肋。
电主轴实际上是诸多学科、众多高新技术应用的综合体,它涉及机械、电子、自动控制等。
由于在高速轴承技术、精密加工技术、电机技术、驱动控制技术上与国外先进水平有差距,才影响了国产电主轴的市场竞争力。
由于高速加工不但可以大幅度提高加工效率,而且还可以显著提高工件的加工质量,所以其应用领域非常广泛,特别是在航空航天、汽车和模具等制造业中。
于是,具有高速加工能力的数控机床已成为市场新宠。
目前,国内外各著名机床制造商在高速数控机床中广泛采用电主轴结构,特别是在复合加工机床、多轴联动、多面体加工机床和并联机床中。
电主轴是高速数控加工机床的“心脏部件”,其性能指标直接决定机床的水平,它是机床实现高速加工的前提和基本条件。
本毕业设计主要介绍了电主轴的工作原理、轴的设计、轴承技术以及关键技术等。
电主轴就是直接将空心的电动机转子装在主轴上,定子通过冷却套固定在主轴箱体孔内,形成一个完整的主轴单元,通电后转子直接带动主轴运转。
它主要应用在复合加工机床、多轴联动、多面体加工机床和并联机床中。
第一章电主轴概述1.1电主轴工作原理高速电主轴电机的绕组相位互差120°,通以三相交流电后,三相绕组各自形成一个正弦交变磁场,这三个对称的交变磁场互相迭加,合成一个强度不变,磁极朝一定方向恒速旋转的磁场,磁场转速就是电主轴的同步转速。
异步电动机的同步转速n由输入电机定子绕组电流的频率f和电机定子的极对数P决定(n=60f/p)。
电主轴就是利用变换输入电动机定子绕组的电流的频率和激磁电压来获得各种转速。
在加速和制动过程中,通过改变频率进行加减速,以免电机温升过高。
数控机床智能化电主轴监控技术

数控机床智能化电主轴监控技术摘要:主轴是机床的核心。
它的性能对机床的整体性能、生产率和加工精度有决定性的影响。
带刀具的主轴常是静、动刚度的薄弱环节和激励源。
通过监测主轴和轴承的工作状态,可以检测到主轴的不平衡,将信号传输到数控系统,并补偿主轴的位置误差。
综合状态监测可以提高定子的利用率和运行质量。
关键字:电主轴;智能化;工况监控一、前言智能电主轴在状态监测中的应用基础。
通过安装多个传感器的测量环附近的前轴承主轴,一系列的操作参数如温度和主轴的振动可以测量,以防止损坏主轴和补偿轴向位置误差引起的热变形和机械负载。
随着内置电机效率的提高,轴承润滑技术的改进和鲁棒性能的提高,主轴的运行维护成本逐渐降低。
在过去,人们一直致力于提高电主轴的速度,但现在他们转向更关注高速(< 15000r / min)下的输出扭矩。
随着对锭子的可靠性、使用寿命、维修和运行费用的要求越来越高,锭子的状态监测显得尤为重要。
定期或连续观察主轴的运行状态,可防止异常磨损、过热和意外损坏。
主轴的全寿命周期成本,包括主轴、电、油、气介质及维修费用,也是进一步提升主轴的重要因素。
主轴工况监控。
1、声发监控技术日本大隈(Okuma)公司推出一种称为加工导航(Machining Navi)的声发射主轴工况监控系统。
通过话筒拾取实际铣削加工的声音,判断是否出现导致加工表面质量差的颤振,将分析结果作为切削用量调整的依据。
操作人员可按照屏幕提示变更主轴转速,或由系统自动选取为适合最佳加工工况的主轴转速,使加工过程离开颤振区,最大限度地发挥机床和刀具的潜力,提高铣削加工的效率。
2、高性能电主轴编码器关键技术高速电主轴系统是数控机床的核心功能部件,它实现了电机主轴的一体化,具有结构紧凑回转速度和精度高动态特性好等优点,能显著提高零件的表面质量和加工精度,在现代高速数控机床领域中得到了广泛应用为实现自动换刀镗孔退刀以及刚性攻螺纹等加工要求,电主轴系统通常内置编码器,来实现准停分度控制以及与进给轴的配合目前常用的编码器主要有光电编码器、旋转变压器以及磁旋转编码器光电编码器精度高,接口简单,但转速低且难以在高振动高污染的恶劣环境下工作; 旋转变压器虽然防护等级高但是抗电磁干扰能力差,解码电路复杂; 而磁感应式编码器可同时兼顾高分辨率和高速度,能够满足高速电主轴的高性能控制要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电主轴监控系统设计设计电主轴监控系统设计【摘要】文章以高速电主轴监控系统为研究对象,分析了机床电主轴需要检测的几个主要参数、系统主要硬件构成和上位机监控软件labviw的主要功能。
通过电主轴专用实验平台采集分析机床主轴的振动信号、电机轴承温度、轴向位移及相关状态参数。
经采集系统分析后,可通过指示灯为缺乏主轴、轴承知识的一线工人提供判断信息。
该系统能够及时识别机床主轴的状态、发现故障的早期症状,从而可以及时消除故障隐患,避免破坏性事故的发生,为专业人员在机床主轴的优化设计、检修方面提供了坚实的技术基础。
【关键词】Labview软件;电主轴;在线监控;轴承温度;轴向位移Give or get an electric shock a principal axis supervisionsystem designZhangYajun(Grade07,Class03 ,Major Mechanical Design, Manufacturing and Automation,Mechanical Engineering Dept,shaaxi University ofTechnology hanzhong 723003,shaanxi)Tutor:Huang Chong Li【Summary 】The article at a high speed gives or gets an electric shock the principal axis supervision's system as research object and analyzed a tool machine electricity principal axis a few main parameters, system that need to be examined main hardware the composing and place of honor machine supervise and control the main function of software labviw.Pain conduct electricity principal axis appropriation the experiment platform collect the vibration signal of analyzing the tool machine principal axis and turn soon, electrical engineering and front and back the bearings temperature, stalk move to and related status parameter.After collecting system analysis, can pass indicator for lack thefront-line worker of principal axis, bearings knowledge to provide judgment information.The system can identify the status of tool machine principal axis and discover the earlier period symptom of breakdown in time, can get rid of to break down in time thus concealed suffer from, avoid a destructiveness of the occurrence of the trouble, for the professional personnel is in the tool machine principal axis of excellent turn to design, the check fixed aspect to provide solid technique foundation.【Keyword 】Labview software;Give or get an electric shock a principal axis;On-line supervision;Bearings temperature;The stalk moves toward毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日目录目录第一章前言 (1)1.1选题背景 (1)1.2设计目的 (1)1.3总体设计方案 (1)第二章系统硬件部分设计 (3)2.1电主轴部分设计 (3)2.1.1电主轴选择 (3)2.2数据采集卡部分设计 (4)2.2.1概述 (4)2.2.2 I/O接口设备PCI-6221数据采集卡 (4)2.3信号调理模块 (5)2.3.1概述 (5)2.3.2信号调理模块的选择 (6)2.3.3信号调理模块的功能 (7)2.4传感器部分设计 (8)2.4.1 温度传感器 (8)2.4.2 振动和位移传感器部分设计 (9)第三章数据采集系统部分设计 (11)3.1 系统实现的功能特点 (11)3.2 系统前面板设计 (12)3.2.1登录系统 (12)3.2.2通道参数配置 (14)3.2.3实时数据显示 (15)3.2.4历史数据查询 (16)3.2.5报警记录 (18)第四章系统软件设计及其相关技术 (19)4.1软件平台选择 (19)4.1.1 图形化编程软件平台LabVIEW (19)4.2系统的应用软件编制 (19)4.2.1启动系统 (19)4.2.2系统登录模块 (20)4.2.3用户管理模块 (21)4.2.4数据采集模块 (22)4.2.5数据存储模块 (23)4.2.6数据回放模块 (24)4.2.7报警及记录模块 (26)第五章总结 (27)致谢 (27)参考文献 (29)第一章前言1.1选题背景随着数控机床在我国的广泛应用,电主轴是数控机床的关键功能部件之一, 主轴的好坏直接影响机床性能。
由于主轴单元中, 转子、壳体、轴承密封等部分的机构及加工和安装方面的缺陷, 机床运行时引起振动, 过大的振动又往往是机器破坏的主要原因,为了保持机床良好的技术状态和维修方面的便捷,需要对其重要参数进行全面的监测与研究。
近年来, 随着计算机软件的大量开发和先进的监测理论的应用, 由在线监视主轴工况离线分析诊断主轴状态, 发展成为在线监视与诊断主轴运行状态, 监测软件系统趋向智能化, 使电主轴的监视与专家系统更能按照人们的愿望实现对其进行健康的管理。
1.2设计目的了解电主轴在数控机床发展中的重要作用,了解其基本结构和工作原理。
掌握传感器具体安装方法,学会用labview虚拟仪器和采集卡进行多路数据采集1.3总体设计方案主轴监控系统的主体为传感器、信号调理系统、数据采集卡及PC终端构成的硬件系统。
由图1.1可知系统采用传感器为数据采集元件,经过信号调理系统的处理,再通过采集卡A/D 转换卡将模拟信号转换成为数字信号,送入计算机实现数据的存储、分析和处理图1.1 硬件组成原理第二章系统硬件部分设计2.1电主轴部分设计2.1.1电主轴选择数控机床已经在我国广泛应用且越来越多的发挥着重要作用,这次设计选择了德国GMN公司用于加工中心和铣床的电主轴注:HCS矢量控制;OL油气润滑;G:永久油脂润滑;SK ISO表2.1 电主轴其型号和参数图2.2 数控机床电主轴内部的简单结构图图2.3 电主轴内部结构外观图2.2数据采集卡部分设计2.2.1概述虚拟仪器的硬件平台由计算机和I/O接口设备两部分组成。
I/O接口设备主要执行信号的输入采集、放大与模/数或数/模转换的任务。
I/O接口设备的驱动是虚拟仪器实现对真实物理信号采集的基础。
因此,I/O接口设备的驱动是虚拟仪器系统的重要环节。
2.2.2 I/O接口设备PCI-6221数据采集卡NI PCI-6221(37针)数据采集卡DAQ卡,另有5倍采样速率的高速M系列和4倍分辨率的高精度M系列可供选择,包括NI-DAQmx、VI Logger Lite数据记录软件和其他测量服务。
其基本规格如下:●16路模拟输入、16位分辨率●250kS/s采样速率●2路16位模拟输出,更新速率833kS/s●24路数字I/O(8路高速可达1M)●2个32位80MHz计数器/定时器●AI、AO通道可承受的最大电压正负10伏NI PCI-6221是一款低价位多功能M系列数据采集(DAQ)板卡,经优化适用于需要控制成本的应用。
PCI-6221(37针)采用了常见于其他M系列设备的技术,NI PCI-6221(37针)为您在设计、测试和控制应用中进行数据采集提供了高性价比的解决方案。
2.3信号调理模块2.3.1概述信号调理是数据采集系统中最重要也是最易被忽视的一部分。
许多传感器都要求使用专门信号调理技术,而没有哪种设备能为所有的传感器提供各种类型的信号调理功能。