Posalux操作手册可编辑
Posalux操作手册可编辑
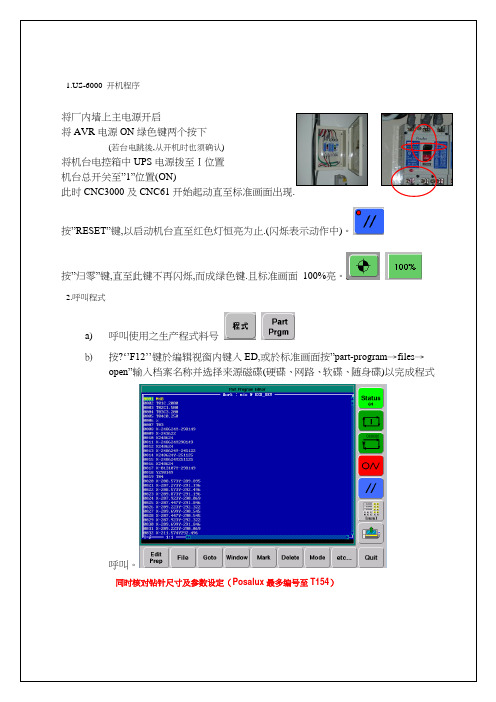
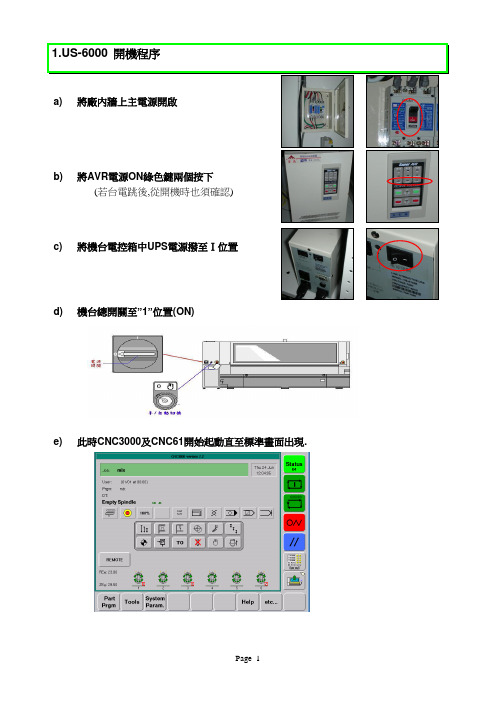
-6000 开机程序将厂内墙上主电源开启将AVR电源ON绿色键两个按下(若台电跳後,从开机时也须确认)将机台电控箱中UPS电源拨至I位置机台总开关至”1”位置(ON)此时CNC3000及CNC61开始起动直至标准画面出现.按”RESET”键,以启动机台直至红色灯恒亮为止.(闪烁表示动作中)。
按”归零”键,直至此键不再闪烁,而成绿色键.且标准画面100%亮。
2.呼叫程式a)呼叫使用之生产程式料号b)按?‘’F12’’键於编辑视窗内键入ED,或於标准画面按”part-program→files→open”输入档案名称并选择来源磁碟(硬碟、网路、软碟、随身碟)以完成程式呼叫。
同时核对钻针尺寸及参数设定(Posalux最多编号至T154)c)按?‘’F12’’键於编辑视窗内键入“PLOT”确认程式无误,并确认程式落於工作区内。
为参考PIN之位置3.系统参数按?‘’F12’’键,键入’’SP’’或於标准画面按後,出现如下画面:a)AXIS(轴向)设定:1.修改Z轴之RE,ZE值【ZE值(下钻深度)设定不可超过30.5mm】RE值设定注意不可低於总叠板高度(垫板、机板、铝板、Template…)2.机台工作原点生产双面板时(使用3.175mm PIN)与多层板使用Template 之XH、YH值设定如上图。
多层板设PIN时需调整XZ、YZ值使钻孔程式落入工作区间中(按F12後输入PLOT确认)。
Xo、Yo为程式原点,此原点座标会累加(XH,YH)以及(XZ、YZ)。
XSo H、YSo H为胀缩功能原点,此原点座标会累加(XH,YH)、(XZ、YZ)以及(Xo、Yo)。
X%、Y%为胀缩百分比:范围限制98% ~ 102%。
3.设定安全快速钻孔范围(开启快钻功能时)b)FORMAT(格式)设定:此设定勿任意变更!!可设定Posalux、Excellon 1、Excellon 2及S&M格式;公、英制之点数位置及前读、後读方式;TOOL及REPEAT之格式。
POS一体机操作手册

刷卡消费-流程
消费
POS程序
刷卡
输入密码
成功
打印凭单
打印结束
结束
杉德
上送消费请求
上送消费成功请 求
刷卡消费
点击刷卡按钮后,进入POS程序,如果未签到,系统将首先进行签到。签到成功后,提示 请刷卡(如下图)。刷卡成功后,显示卡号,确认卡号无误后按回车键。
刷卡消费
按回车进入消费金额确认界面(消费金额是查询出来的运单金额),确认金额无误后按回 车键进入密码输入界面,输入密码后按回车进行确认。
硬件介绍
1、USB接口 插入USB数据线传送或接收数据 2、电源接口 插入电源适配器进行充电 3、耳机插孔 可以插入3.5mm接口耳机 4、IC卡刷卡口 通过EMV L1&L2认证,通过中国银联Pin输入设备安全认证,可插入IC卡刷卡,完成刷卡数据的收集和 保存
硬件介绍
安装SIM卡、SAM卡、存储卡与电池 1、扣住主电池盖卡扣,可以卸下电池盖 2、将SIM卡、SAM卡和Micro SD/TF卡装入电池仓内相对应的卡座内,并装好卡扣 3、正确装入电池,并盖好电池后盖,扣好电池盖卡扣 注意:当您第一次拿到电池时,电池剩余电量可能只有50%左右。您可以通过附带的电源适配器进行 充电,第一次充电应该在12小时以上 安装打印纸 打开打印机纸斗盖,将打印纸正确装入打印机中 扣上打印机盖,撕齐打印纸,确定打印纸的前沿和打印机的锯尺形边沿平齐;确保开机后打印机能正 常工作 打开、关闭设备 当您第一次拿到设备时,设备处于关闭状态。此时长按电源键, 等系统指示灯亮及屏幕出现Windows CE画面时,松开电源键即可打开设备电源
硬件介绍
当您不再使用设备时,您可以选择休眠或者关闭设备以节省电池 1、在开机状态下短按电源键,设备会进入休眠状态 在休眠状态下,部分设备组件被继续供电,内存中的数据会被保存。您可以在任何时候再次按下电源 键唤醒设备 2、在开机状态下长按电源键3秒钟以上,屏幕上会弹出一个提示框: 选择“确定”则设备会进入关闭状态 在关闭状态下,设备电源会被切断,保存在内存中的数据会丢失。您可以在任何时候再次长按电源键 打开设备
PS SEVER安装使用方法详细总结和介绍
10
2010-03-03
52/038 13-LXE 110 0207 Uen PA3
eDream development tool chain course
Company Internal
6 注意事项
Notes: IPV6 8475 设置:
11
2010-03-03
52/038 13-LXE 110 0207 Uen PA3
6
2010-03-03
52/038 13-LXE 110 0207 Uen PA3
eDream development tool chain course
Company Internal
4 FTP server in lab5 (by vsftpd) (ipv4v6)
Install: https:///androiki/TelephonyTest/PackageService /nation_chen/article/details/7066277 /nation_chen/article/details/7066299 /s/blog_4e4ee8ed0100tr4j.html Start&stop FTP server (开机自启动)
By rtkm86 Gu Cheng
CONFIDENTIAL
1
1 WIFI SIP SERVER in lab5 (by Kamailio)
Install: https:///androiki/TelephonyTest/PackageService /sameplace/article/details/5326700
Start server: (GTE sip server IP=10.185.98.83) (1) cd /etc/asterisk (2) sudo asterisk –cccv
petalinux 指导手册
petalinux 指导手册Petalinux 是一款基于Linux 内核的嵌入式软件开发工具,主要用于Xilinx FPGA 和Zynq 芯片的嵌入式系统开发。
以下是关于Petalin ux 的一些简要指南:1. 安装Petalinux:根据Xilinx 提供的官方安装指南进行安装。
需要注意的是,安装过程中需要配置好环境变量和相关的工具链。
2. 创建一个新的Petalinux 项目:在命令行中,进入到Petalinux 安装目录下的"project" 文件夹,然后使用"petalinux-create-project" 命令创建一个新的项目。
接下来,根据提示输入项目名称、顶层模块名称以及所需的硬件平台。
3. 配置项目:使用"petalinux-config" 命令对项目进行配置。
根据需要修改配置选项,例如时钟、串口、网络等。
配置完成后,使用"petalinux-build " 命令生成编译好的镜像文件。
4. 编译项目:使用"make" 命令进行项目编译。
编译完成后,会在"build" 文件夹下生成编译好的镜像文件。
5. 下载镜像文件到目标硬件:使用"dfu-util" 工具将编译好的镜像文件下载到目标FPGA 或Zynq 芯片。
6. 调试项目:使用"gdb" 或"qemu-gdb" 工具进行远程调试。
首先,在开发板上启用调试功能,然后使用"gdb" 命令连接到目标硬件。
通过"run " 命令启动目标系统,并进行相关调试。
7. 生成文档:使用"docify" 命令生成项目文档。
文档会包括项目概述、模块接口、配置选项等。
以上是关于Petalinux 指导手册的简要概述。
pospal管理系统使用手册

PosPal系统介绍1.硬件和操作系统要求与安装 (2)2.在线注册账号 (3)3.登录PosPal收银系统 (4)4.软件升级和更新 (5)PosPal收银主窗口1.打开软件,开始窗口 (6)2.前台收银窗口 (7)3.后台管理主窗口 (8)商店管理模块1.商品分类管理 (9)2.商品信息管理 (10)3.商品数据的导出导入 (12)4.商品库存管理 (12)销售数据模块1.收银汇总 (13)2.收银明细 (14)3.单据明细 (14)用户管理模块1.新增用户 (15)2.编辑用户 (16)数据库管理模块1.备份管理 (16)2.数据备份 (17)2.数据还原 (17)系统配置模块1.收银设备配置 (17)2.用户账号配置 (18)前台收银模块1.功能快捷键 (19)2.收银单品添加 (21)3.收银找零操作 (22)其他1.使用注意点 (23)2.公司联系方式 (23)PosPal系统介绍PosPal收银系统是由准动网络科技有限公司开发的一款收银系统产品。
主要的使用对象是零售行业。
软件对硬件要求低,支持安装在收银机和普通PC机上,甚至是笔记本,可外接打票机和扫描枪收银配件。
软件功能齐全,操作简单。
系统主要分为前台收银和后台的数据管理。
前台的收银分为销售模式和退货模式,通过条形码获取商品添加到订单中,支持纯键盘快捷键操作,灵动高效。
后台数据管理包括商品管理、库存管理、收银汇总、收银明细、用户管理、数据备份还原、基本信息配置等模块。
公司根据用户的反馈,不断完善PosPal收银系统,及时发布最新版本和更新安装包。
用户可通过在线自动更新功能,升级收银系统,获得最新的产品体验,同时通过电话、QQ等交流工具,获得技术支持。
1.硬件和操作系统要求与安装(1)硬件要求:CPU:最低要求 600 兆赫 (MHz) Penti- m III 处理器及以上内存:最低 RAM 要求256MB硬盘:需要 200 MB 以上的可用空间显示:S- per VGA (800x600) 或更高分辨率的显示器(颜色设置为32位真彩色)驱动器:非必须硬件打票机:非必须硬件,支持USB和COM口打票机。
海外pos操作手册
海外pos操作手册海外POS操作手册是为了帮助海外商家正确快速地操作POS机而提供的指南。
POS机是一种用于处理电子商务交易的设备,它能够接收和处理顾客的信用卡或借记卡支付,并提供交易记录和收据。
在海外经营的商家常常使用POS机来接收和处理国际支付。
下面是一份关于海外POS操作的实用手册:1. POS机的基本操作- 打开和关闭POS机:根据POS机型号,按相应的按钮或扫描相应的二维码来开启或关闭设备。
- 验证支付卡:将顾客的信用卡或借记卡插入或放置在POS机上,并按照屏幕上的指令进行验证。
- 输入交易金额:根据顾客的要求,在POS机上输入交易金额,并确保准确无误。
- 处理交易:根据POS机的提示,选择相应的交易方式,如付款、退款或取消交易等。
- 生成收据:完成交易后,POS机会自动生成一份收据,可选择打印或发送至邮箱或手机。
2. 收款的要点- 货币选择:POS机可以支持多种货币,根据交易地点和国别选择合适的货币,并确保POS机已设置为相应的货币类型。
- 汇率问题:当处理国际支付时,可能涉及到货币兑换,POS机可以根据实时汇率自动计算出转换后的金额。
- 支付选择:POS机通常支持多种支付方式,如刷卡、插卡、移动支付等,根据顾客的要求选择合适的支付方式。
3. 接受信用卡支付- 支持卡种:POS机通常支持多种信用卡,如Visa、MasterCard、American Express等,请确保POS机已设置支持相应的卡种。
- 通过密码:部分信用卡需要输入密码进行验证,根据POS机的提示,正确输入密码来完成验证。
- 签名确认:有些交易需要顾客在收据上签字以确认支付,POS机会提示顾客进行签字确认。
4. 处理退款- 退款方式:根据退款政策,选择合适的退款方式,如原路退回信用卡、现金退款等。
- 退款流程:按照POS机的操作流程,输入退款金额和相关信息,并完成退款处理。
5. 安全注意事项- POS机安全:确保POS机的安全性,包括防止盗用、定期更换密码等。
西软全套教程-软件系统操作说明

手册约定本手册对一些格式、规范和动作作了约定,您可参阅以下约定,方便您对本手册内容的理解。
动作约定:(1)、单击表示快速按下并释放鼠标左键的一个按钮。
除非特别指明请单击鼠标右键,其它单击的意思一律表示是单击鼠标左键。
(2)、单击鼠标右键表示快速按下并释放鼠标右键的一个按钮。
(3)、双击表示连续两次快速按下并同时释放鼠标左键。
格式约定:(4)、带?的位置,单击?或者按F1,系统将自动弹出帮助菜单。
(5)、日历样图标单击日历样图标可编辑日期(6)、灰色显示的输入栏灰色显示的输入栏为不可编辑栏,其内容由系统自动赋予。
(7)、菜单项、数据表或字段名等的表述方式采用‘’例如:‘散客’表示主菜单中的‘散客’菜单项。
(8)、多级菜单的表示方式采用‘菜单名’→‘菜单名’→‘菜单名’例如:单击‘散客’→‘新建散客预定’菜单项,表述的意思为单击主菜单‘散客’下的子菜单‘新建散客预定’。
(9)、黑色框代表框里的内容是对有关内容的解释。
例如:公关销售系统使用说明 (3)第一节协议管理 (3)一、协议管理 (3)(一)、销售员管理 (3)(二)、房价方案 (4)(三)、房价码设置 (6)(四)、消费模式 (8)(五)、设置协议码 (9)(六)、客户(单位)类别 (10)(七)、客户(单位)管理 (10)(八)、系统房价调整 (12)(九)、协议房价本日时间变化 (13)(十)、宾客消费手工记录 (13)(十一)、佣金管理 (13)第二节销售预订 (14)一、散客预订 (14)二、团体预订 (16)三、餐厅预订 (16)第三节查询 (16)一、读卡(ctrl + K) (16)二、议室预留情况 (17)三、档案查询 (18)(一)、当前住客档案 (18)(二)、当前团体&会议档案 (19)(三)、当前AR帐档案 (19)(四)、客户(宾客)档案 (19)(五)、历史住店档案 (20)(六)、历史团体档案 (20)(七)、历史AR帐档案 (20)(八)、黑名单档案 (20)(九)、宾客留言 (21)(十)、社会信息 (21)四、房类信息查询 (21)五、房间信息查询 (21)第四节统计报表 (21)一、饭店营业总表 (22)二、经营分析 (22)三、稽核报表 (23)四、报表专家 (23)五、特殊要求统计 (23)六、制作统计广告标牌 (24)公关销售系统使用说明公关销售系统主要针对饭店公关销售部的实际职能,实现协议管理、客房与各餐饮娱乐点预订以及酒店各类信息及相关报表查询等功能。
POS机操作手册-ROAD
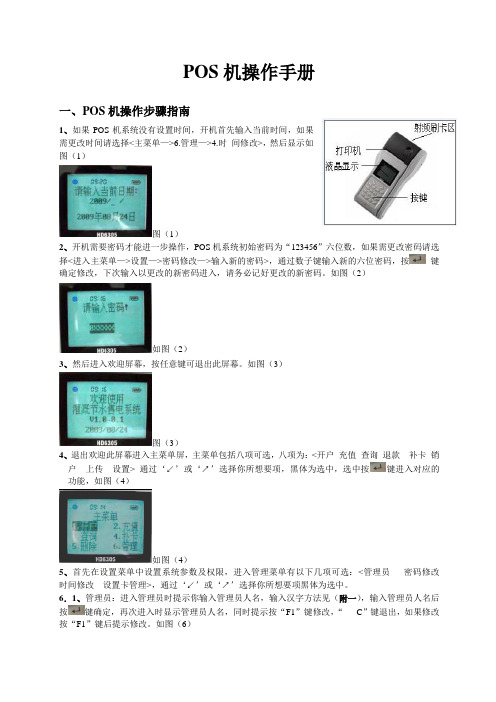
POS机操作手册一、POS机操作步骤指南1、如果POS机系统没有设置时间,开机首先输入当前时间,如果需更改时间请选择<主菜单—>6.管理—>4.时间修改>,然后显示如图(1)图(1)2、开机需要密码才能进一步操作,POS机系统初始密码为“123456”六位数,如果需更改密码请选择<进入主菜单—>设置—>密码修改—>输入新的密码>,通过数子键输入新的六位密码,按键确定修改,下次输入以更改的新密码进入,请务必记好更改的新密码。
如图(2)如图(2)3、然后进入欢迎屏幕,按任意键可退出此屏幕。
如图(3)图(3)4、退出欢迎此屏幕进入主菜单屏,主菜单包括八项可选,八项为:<开户充值查询退款补卡销户上传设置> 通过‘↙’或‘↗’选择你所想要项,黑体为选中,选中按键进入对应的功能,如图(4)如图(4)5、首先在设置菜单中设置系统参数及权限,进入管理菜单有以下几项可选:<管理员密码修改时间修改设置卡管理>,通过‘↙’或‘↗’选择你所想要项黑体为选中。
6.1、管理员:进入管理员时提示你输入管理员人名,输入汉字方法见(附一),输入管理员人名后按键确定,再次进入时显示管理员人名,同时提示按“F1”键修改,“C”键退出,如果修改按“F1”键后提示修改。
如图(6)图(6)6.2、密码修改:进入时提示输入新的密码六位数子,通过数子键录入密码,按键确定即可,记:新的密码务必记住,下次开机以新密码为准。
6.3、时间修改:进入录入设置顺序为:年-月-日时-分正确录入后按键确定即可,如果时间录入正确,系统在30秒内给时间显示在屏最上面一行。
如图(8)图(8)7、开户:进入开户菜单后有四项:<1.卡号(流水号): 2.用户名: 3.类别==保存并发卡==>通过‘↙’或‘↗’选择项进入输入。
如图(9)图(9)7.1、卡号(流水号)不需要人工输入,每开一个用户,用户号自动加1。
西软X5操作说明-前台收银.
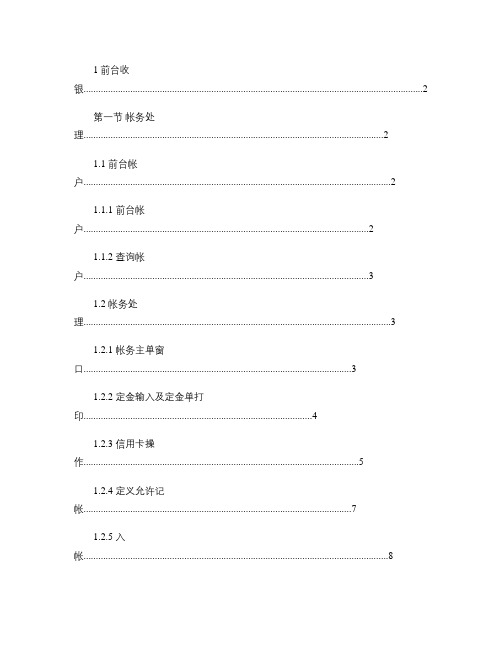
1前台收银 (2)第一节帐务处理 (2)1.1 前台帐户 (2)1.1.1 前台帐户 (2)1.1.2 查询帐户 (3)1.2 帐务处理 (3)1.2.1 帐务主单窗口 (3)1.2.2 定金输入及定金单打印 (4)1.2.3 信用卡操作 (5)1.2.4 定义允许记帐 (7)1.2.5 入帐 (8)1.2.6 快速入帐 (9)1.2.7 入Rebate 帐 (10)1.2.8 冲账 (10)1.2.9 调整 (11)1.2.10 定义帐户 (12)1.2.11 分帐 (15)1.2.12 选帐 (16)1.2.13 转帐 (17)1.2.14 固定支出 (19)1.2.15 结帐退房 (19)1.2.16 部分结帐 (26)1.2.17 简易发票管理 (28)1.2.18 提前结帐至 (29)1.2.19 临时挂帐 (30)1.2.20 结帐挂应收 (31)1.2.21 联房结帐 (32)1.2.22 团队结帐 (33)1.2.23 宾客结帐错误补救 (35)1.2.24 团队结帐错误补救 (36)1.3 帐务处理实例 (36)第二节帐务其他 (41)2.1 帐务查询 (41)2.2 交班报表 (43)2.2.1 交班报表窗口 (43)2.2.2 核对方法 (44)2.2.3 重要报表 (44)2.3 外币兑换 (45)2.3.1 外币兑换牌价 (45)2.3.2 外币兑换处理 (46)2.3.3 外币兑换查询 (47)2.3.4 外币兑换表打印.......................................................................................................48 W E S T S O F T C O P Y R I G H T2前台收银第一节帐务处理系统中前台收银员需要掌握或了解的帐务有以下三种:● 宾客帐:指住店客人需要自付的费用,如散客的费用,团队成员自付的杂费等。
POS系统操作手册
销售管理系统POS系统操作手册目录一系统简介 (4)二进入和操作POS管理系统 (5)(一) 收银系统POS界面、菜单栏 (7)(二) 收银流程如何调出操作提示? (11)如何开新单据? (11)如何更改销售员信息? (12)如何输入VIP卡号? (12)如何进行条码输入? (13)如何进行条码查询? (14)如何处理退货、换货? (15)如何处理赠品? (17)如何删除一条输入的信息? (17)如何进行“矩阵输入”? (17)如何做销售备注? (18)如何给予现金折扣? (18)如何修改金额? (19)如何整单优惠? (19)如何付款? (19)(三) 其它相关收银操作如何进行现金“舍弃选择”的操作? (20)如何取消当天一笔交易? (21)如何暂时把一笔POS单的挂起? (21)如何查询并处理未付款单据? (22)(四) 如何做营业数据传输? (22)(五) 如何进行月结作业? (25)(六)单据操作如何新增一张单据? (26)如何审核一张单据? (26)如何做调拨单? (27)出库单和入库单 (29)如何做调整单? (29)如何做调货请求单? (30)如何做其他出入库单? (30)如何做盘点单? (30)(七)公共查询历史销售数据的查询? (34)(八)如何使用报表? (34)四店长须知 (37)2一系统简介POS 是英文 Point-of-Sales的缩写,中文可翻译为“销售点”。
顾名思义,POS系统就是一个处理销售点(在我们公司也就是每一个店铺)日常发生的销售、退货、转货、退仓等事件的计算机程序。
现在向您介绍的这套管理系统是上海伯骏计算机信息公司在多年实践的基础上总结经验,开发出来的一套基于WINDOWS图形操作界面的全新Whole sale管理系统,它操作简单、易学易用,功能完备、安全有效,能使您在工作中事半功倍。
使用了这套全新POS管理系统,您会发现它可以:协助您全面而有效地管理您的日常业务;缩短处理每一笔交易的时间,提高您的工作效率。
西博思诊断软件说明书

内容
页码
1
总的说明 ···················································································································································· 3
2 2.1 2.2 2.3 2.4
2.5
安装及启动运行 ········································································································································· 4 系统需求 ···················································································································································· 4 安装···························································································································································· 4 启动运行COM-SIPOS Flash软件 ··············································································································5 连接到执行机构上·································Байду номын сангаас···································································································· 5
pos机管理系统软件操作说明书
P 软O 件S 操机作管说理明系书统1 总体介绍 ............................................................................... 错误!未定义书签。
1.1 系统优势: (3)1.2 技术特点 ...................................................................... 错误!未定义书签。
1.3 软件主要功能 (3)2 操作流程 (4)2.1 登陆界面 (4)2.2 注册新用户 (4)2.3 权限修改 (5)3 设备管理 (5)3.1 设备设置 (5)3.2 消费准备 (7)3.3 消费开始 (8)4 卡片管理 (9)4.1 卡浏览 (9)4.2 卡挂失 (10)4.3 卡解挂 (11)4.4 卡作废 (11)4.5 卡取款 (12)5 资金管理 (13)5.1 出纳管理 (13)5.2 营业统计 (14)5.3 余额信息 (15)5.4 存款信息 (16)5.5 取款信息 (16)1 总体介绍1.1 系统优势POS机智能消费管理系统交易速度快捷,运行性能卓越,管理思想先进,使用简单。
便于管理人员随时掌握持卡人消费情况、资金平衡,使繁琐的交易管理工作条理分明,运作自如。
1.2 技术特点:1. 使用射频IC卡,免接触,可读无限次。
2. 提供联网和单机两种工作模式。
3. 具有操作提示,错误提示及声音报警功能。
4. 打卡操作速度快,可在不到0.2秒的时间完成整个读卡,校对密码并即时存储当时信息,分秒清楚。
5. 电脑统计,实现各类信息的过滤处理,分类汇总,快捷、准确。
1.3 软件主要功能POS机管理软件由设备管理模块、卡片管理模块、资金管理模块等组成。
设备管理模块用于对POS机进行初始化设置,卡片管理模块用于浏览卡内信息,对卡进行充值,挂失等操作,资金管理模块用于查看卡内资金流动情况,进行消费统计。
posalux钻孔机说明书
1標準畫面(Standard Table) (2)1.1 進入及使用標準畫面 (2)1.2 按鍵說明 (2)1.3 生產資料 (4)1.4 機台狀態 (5)1.5 其它 (8)2狀態畫面(Status Table) (8)2.1. 進入及使用狀態畫面 (8)2.2. 按鍵說明 (9)2.3. 詳細生產資料 (10)2.4. Skip功能說明 (11)3控制畫面(Console Table) (12)3.1. 軸控制(Machine Axis) (12)3.1.1. 按鍵說明 (13)3.2. 機台功能設定(Machine Setting) (15)3.2.1 按鍵說明 (15)3.3. 軸選擇(Station Select) (17)4系統參數畫面(System Parameters) (18)4.1 軸畫面(Axis Table) (18)4.2 格式晝面(Format Table) (20)4.3 設定畫面(Setting Table) (22)4.4 選項畫面(Option Table) (23)5刀具畫面 (24)5.1 刀具參數畫面(Technological Table) (24)5.1.1 參數說明 (25)5.2 刀具位置(Tool Location) (26)5.3 分斷鉆畫面(Pecking Table) (27)5.4 刀具補償畫面(Diameter Correction) (28)5.5 鏈帶刀倉之刀具交換流程(Chain Tool-Magazine) (29)刀倉區域畫面(Tool Magazine) (30)5.7 緩衝區域畫面(Tool Location) (31)索引A (32)1 標準畫面(Standard Table)此畫面提供現行機台之操作狀況,即使關機資料仍可保存。
1.1進入及使用標準畫面可從任何畫面進入標準畫面按下【Quit】,於螢幕的右下角。
或於鍵盤上按下【Esc】。
PosLabel_软件使用说明

注:数据库连接是条码应用中非常重要的一个环节,PosLabel for PosteK使用windows标准接口ODBC连接数据库,连接方便,适应性强。
举例:连接 举例:连接Excel
步骤1、点击菜单栏“数据 库”里面的“设置数据库 选 项”;在弹出的对话框里 选 择ODBC数据源,再点击 “选 择数据库”
(4)设置数据源
1)、常量:固定不变的文字 2)、序列号:自动累加或者自动递减的数值 3)、数据库:打印是文字从数据库调入 4)、日期或时间:当前日期(可选择格式) 5)、键盘输入:当打印时输入编辑文字 6)、脚本:通过程序确定文字内容
(5)设置字体(两种方法)
可以设置字体、样式、大 小、字间距、宽度高度比 例 等。
(5)、选择条码类型(CODE 39,CODE 128等)
调节条码长度 调节条码高度 一些条码的特殊设置(选 项随条码类型变)
注:因为任何打印机在标签上打印的点的宽度(包括黑白点)都必须是打印 机最小象素点的整数倍,所以条码宽度不能线性增加。
(1)、调节直线的宽度和高度
调节直线长度
调节直线宽度 调节直线
结束篇
希望此篇教材能给您在使用PosLabel FOR POSTEK的过程中 起到一定的作用。
如有任何问题,请与我们联系: 如有任何问题,请与我们联系: 86-755-83368818 86-755-83368318 86-755-83350768 EMAIL:F_LIU@ POSTEK_CHEN@ MSN:F_LIU@ CBSZ_POSTEK@ QQ:108588139 35392238
注:上下间隙是机器用来探测定位的,“上空”和“行距”一般情况下 请输入“0”!
设置标签的宽度和 高度(很重要!) (很重要!)
Posalux操作手册
0.1260
1-8
0.0157
2-8
-
3-8
0.0512
4-8
0.0669
5-8
0.0886
6-8
0.1102
7-8
0.1270
1-9
0.0177
2-9
-
3-9
0.0520
4-9
0.0689
5-9
0.0906
6-9
0.1122
7-9
0.1280
1-10
0.0197
2-10
-
3-10
0.0531
灰色:表示不啟動。
【Pecking Hole On/Off】
綠色:表示啟動分段鑽或鑽盲孔的功能,可由操作台(Console)內選擇。
灰色:表示使用正常鑽孔模式。
【Step Drilling Function】
綠色:表示啟動分段鑽或鑽盲孔的功能,可由操作台(Console)內選擇。
灰色:表示使用正常鑽孔模式。
綠色:表示將Spindle內之刀具放回刀匣內,可由螢幕直接選取或由操作台(Console)內選取。
灰色:表示機台未移至停車座標。
【No Drill On/Off】
綠色:表示不執行下鑽動作,可由螢幕直接選取或由操作台(Console)內選取。
灰色:表示機台正常執行下鑽動作。
【Manual Function On/Off】
4-10
0.0709
5-10
0.0925
6-10
0.1142
7-10
0.1299
1-11
0.0217
2-11
-
3-11
0.0551
4-11
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
-6000 开机程序将厂内墙上主电源开启将AVR电源ON绿色键两个按下(若台电跳後,从开机时也须确认)将机台电控箱中UPS电源拨至I位置机台总开关至”1”位置(ON)此时CNC3000及CNC61开始起动直至标准画面出现.按”RESET”键,以启动机台直至红色灯恒亮为止.(闪烁表示动作中)。
按”归零”键,直至此键不再闪烁,而成绿色键.且标准画面100%亮。
2.呼叫程式a)呼叫使用之生产程式料号b)按?‘’F12’’键於编辑视窗内键入ED,或於标准画面按”part-program→files→open”输入档案名称并选择来源磁碟(硬碟、网路、软碟、随身碟)以完成程式呼叫。
同时核对钻针尺寸及参数设定(Posalux最多编号至T154)c)按?‘’F12’’键於编辑视窗内键入“PLOT”确认程式无误,并确认程式落於工作区内。
为参考PIN之位置3.系统参数按?‘’F12’’键,键入’’SP’’或於标准画面按後,出现如下画面:a)AXIS(轴向)设定:1.修改Z轴之RE,ZE值【ZE值(下钻深度)设定不可超过30.5mm】RE值设定注意不可低於总叠板高度(垫板、机板、铝板、Template…)2.机台工作原点生产双面板时(使用3.175mm PIN)与多层板使用Template 之XH、YH值设定如上图。
多层板设PIN时需调整XZ、YZ值使钻孔程式落入工作区间中(按F12後输入PLOT确认)。
Xo、Yo为程式原点,此原点座标会累加(XH,YH)以及(XZ、YZ)。
XSo H、YSo H为胀缩功能原点,此原点座标会累加(XH,YH)、(XZ、YZ)以及(Xo、Yo)。
X%、Y%为胀缩百分比:范围限制98% ~ 102%。
3.设定安全快速钻孔范围(开启快钻功能时)b)FORMAT(格式)设定:此设定勿任意变更!!可设定Posalux、Excellon 1、Excellon 2及S&M格式;公、英制之点数位置及前读、後读方式;TOOL及REPEAT之格式。
设定如下图c)SETTING(设定):程式象限;程式单位公、英制选择;正反转设定。
(设定如下图)4.刀具(参数)设定4-1刀具参数优先次序:程式(Part program)→直径表(DT)→刀具参数(TP)a) 於标准画面下按或按 ‘F12’键再键入DT出现DT (直径表)页後可移动编辑视窗至欲修改之位置,再键入新值。
b) 於标准画面下按或按 ‘F12’键再键入TP出现TP (刀具参数)页後可移动编辑视窗至欲修改之位置,再键入新值。
刀具参数可设定154支刀具相同直径(D )之刀具参数需用刀具型式(I )来区隔 Options 说明:c) 於标准画面下按 或按 ‘F12’键再键入TL出现TL (刀具缓冲位置)页後可移动编辑视窗至欲修改之位置D -刀具直径I -刀具型式(可定义研次˙槽刀…) S -刀具转速(K*rpm/min ) E -刀具进刀率(0.01mm/rev ) R -刀具退刀率(0.01mm/rev ) Z -Z 轴深度补偿值 H -刀具孔限设定Option 项目:灰色代表启动此功能,反之红色表不启动C -刀具直径S -刀具转速(K*rpm/min ) E -刀具进刀率(0.01mm/rev ) R -刀具退刀率(0.01mm/rev ) Z -Z 轴深度补偿值 H -刀具孔限设定d) 於标准画面下按 或按 ‘F12’键再键入MT出现MT (刀具匣)页後可移动编辑视窗至欲修改之位置e) 更换刀具:1. 刀匣2. 刀具交换区3. 刀具交换作业1) 送入刀具匣(Load EM )执行此作业时刀具交换区会先退出刀匣(交换区下方),请依萤幕指示画面置入新针後送入(交换区上方),六轴刀具全数更新後请输入正确数量(Q )於该栏位。
2) 退出刀具匣(Unload EM )执行此作业时,刀具会全数退出刀匣(交换区下方),并将刀具匣中该列设定清除。
(执行退刀作业时,作业人员需於交换区等待至作业结束)缓冲区域:存放使用过或特殊的刀具。
共14个刀具匣,每个刀具匣可放置11支刀具,共154支刀具。
(编号由1-1~14-11) 编号1-1之位置需空出预留给异常刀具放置,当机台检测刀具异常(断针˙钻径˙刃长不符…)时,人员可至此区取刀确认。
A -目前该钻针已钻孔数 (当A=H 时即更换刀具)刀具匣:存放新的或已磨耗之刀具。
每轴可设置86个刀具匣,每匣可放置10支刀具(同一匣之刀具钻径需一致)。
刀具置入刀匣时由後往前放置。
置入刀具时请注意刀匣方向。
1.刀匣送入刀具匣时,方向错误则无法送入。
2.钻针排放方向错误会造成机台交换钻针时发生撞针之情形。
勿任意移除刀具缓冲位置之刀匣。
3)显示停止(Display Abart)执行此作业时,该匣刀具送至视窗中供操作人员检视。
f)参数换算方式:公式:F(Inch/min)=E(Inch/rev)×S(rpm/min)E值:传统定义为排屑量(Chip Load),即钻针钻入多少体积同时亦排出等量的屑。
Posalux机台将此定义为刀具进刀率E(单位:0.01mm/rev)Takeuchi 参数设定为F(Inch/min)及S(k*rpm/min)Posalux 参数设定为E(0.01mm/rev)及S(k*rpm/min)E(0.01mm/rev)=【F(Inch/min)×2.54 】÷S(k*rpm/min)4-2 ATC刀具盘CL 设定a)於标准画面下按或按‘F12’键再键入CL1.刀盘编号,共六个,依序由左至右。
2.刀盘格式设定:无环式刀盘、有环式刀盘,以及混合式刀盘。
3.- Open: 开启档案(已储存之刀具、刀盘格式)。
4.- Save: 储存档案(刀具、刀盘格式)。
5.- Delete: 删除档案(已储存之刀具、刀盘格式)。
6.- New: 清空已设定之刀具、刀盘格式。
7.b) 刀盘格式:1.无环式刀盘:可设定无环刀具直径0.075 mm ~2.5 mm,不可以设2.6 mm以上。
2.混合式刀盘:可同时设定有环、无环刀具。
3.有环式刀盘:可设定有环刀具直径0.4 mm~ 3.5 mm,不可以设0.4 mm以下。
c) 刀具设定:1.刀具:一个刀具盘共有50支刀具。
2.刀具参数:输入刀具直径,会自动带入刀具参数。
3.功能键:4.- Mode: 可选择Posalux或Hitachi刀具图示。
5.- New Tools:刀具寿命已到之刀盘,变更为新针刀盘。
6.- Copy: 复制刀具直径。
7.Change Status:手动变更刀具状态:8.- Empty: 手动变更为无刀具。
- New: 不良刀具,手动变更为新针。
-Worn-out:手动变更为不良刀具。
5.操作台(Console )设定 a) 机器各轴切勿任意更改机台执行速度及调整Z 轴位置!! b) 机台设定 c) 床台选取按Spindle 上方选择键可决定机台Spindle 工作支数。
按下方键,此时【夹头张放选择】会由虚线变为实线,再按下欲选择支夹头,及可由床台前黄色按钮以手动控制Spindle 夹头张放。
6. 按键说明表【Program Start 】 按下此键即可执行生产。
若要暂时停止生产,可按下或;若要继续生产再按下或;若要重新启动生产按下後再按。
【Single Step 】当机台於生产中按下此键,机台会於完成现行之区段後停止动作。
【Feed Hold 】按下此键可暂停程式执行,若要继续执行程式再按或。
【Reset 】按下此键会使机台回复於初始状态。
下列情况下必须按此键:1.机台电源开启後。
2.按下紧急开关後。
3.清除机台故障情况。
4.重新开始启动已中止的程式。
【Machine Door 】开关机台前门。
若程式执行中按下此键,程式会於完成区段後停止,再将门开启。
作业时需确认直径测试功能˙长度测试功能˙断钻侦测功能˙床台夹板器功能需启动(显示绿色) 。
【DNC伺服器】绿色:表示机台正与DNC伺服器进行资料传输。
灰色:表示并未进行资料传输。
【Emergency Stop】红色:表示紧急开关已按下或机台有异常发生。
灰色:表示机台於正常状况下随时可启动。
【Feed Rate】绿色:表示机台执行速度为100﹪。
灰色:表示机台执行速度已被修改过(增加或减少)。
【Tool Change】黄色:表示机台正常地执行换钻动作。
红色:表示换钻动作停止,有异常情况发生。
灰色:表示现在未执行换钻动作。
【Program End】黄色:表示程式已执行结束。
【Quick Drill On/Off】快速钻孔模式。
绿色:表示此功能启动。
可由操作台(Console)内选择,且须先在系统参数中设定快钻参数。
灰色:表示不启动。
【Tool Diameter Monitoring On/Off】直径测试功能绿色:表示启动直径测试功能,可由操作台(Console)内选择。
灰色:表示不启动。
【Tool Length Monitoring On/Off】长度测试功能绿色:表示启动长度测试功能,可由操作台(Console)内选择。
灰色:表示不启动。
【Tool Break Monitor On/Off】断钻侦测功能绿色:表示启动断钻侦测功能,可由操作台(Console)内选择。
灰色:表示不启动。
【Pecking Hole On/Off】绿色:表示启动分段钻或钻盲孔的功能,可由操作台(Console)内选择。
灰色:表示使用正常钻孔模式。
【Step Drilling Function】绿色:表示启动分段钻或钻盲孔的功能,可由操作台(Console)内选择。
灰色:表示使用正常钻孔模式。
【Machine Reference】机台归零绿色:表示机台座标已归零,可由萤幕直接选取或由操作台(Console)内选取。
灰色:表示机台座标尚未归零。
【Parking Position】绿色:表示机台位於停车座标,可由萤幕直接选取或由操作台(Console)内选取灰色:表示机台未移至停车座标。
【TO】将Spindle内之刀具退出绿色:表示将Spindle内之刀具放回刀匣内,可由萤幕直接选取或由操作台(Console)内选取。
灰色:表示机台未移至停车座标。
【No Drill On/Off】绿色:表示不执行下钻动作,可由萤幕直接选取或由操作台(Console)内选取。
灰色:表示机台正常执行下钻动作。
7.8-7 0.1457 9-7 0.1673 10-7 0.1890 11-7 0.2087 12-7 0.2343 13-7 - 14-7 -8-8 0.1476 9-8 0.1693 10-8 0.1909 11-8 0.2106 12-8 0.2362 13-8 - 14-8 -8-9 0.1496 9-9 0.1713 10-9 0.1929 11-9 0.2126 12-9 - 13-9 - 14-9 -8-10 0.1516 9-10 0.1732 10-10 0.1935 11-10 0.2165 12-10 - 13-10 - 14-10 -8-11 0.1535 9-11 0.1752 10-11 0.1949 11-11 0.2185 12-11 T52 13-11 - 14-11 - PS:1-1~2-11设置0.9mm(含)以下钻针,不上色环3-1~12-11设置0.95mm(含)以上与T52(ID码钻针设I=5)钻针,上色环13-1~14-11 设置以上未定义之特殊钻针(槽针设I=6…)9. 其他相关指令【F12】a)LOGIN name (输入机台作业人员代码及料号)EX:LOGIN A21G-187206-3b)HIT (查看上一趟所钻之孔数,可藉此与工单比对check是否有错误发生)c)TOUCH CALIB (校正萤幕游标)d)SAVE LOG (异常发生无法排除时请备空白磁片将异常讯息存档交由Posalux分析)e)SI (将萤幕画面显示单位改为:Inch)f)SM (将萤幕画面显示单位改为:mm)g)MD D# (测试输入之钻针刃长)EX:MD D0.3 →测试钻径为0.3mm之刃长h)PLOT(将程式执行结果以图形输出可协助换料时决定试钻位置)i)SAVE CONFIG (备份机台系统资料)10. 特殊作业参数(方式)设定1.跳孔钻a)於标准画面下按状态再选取跳过或按‘F12’键再键入SKIPb)输入欲钻之孔位及排板位置(Block/Image number),或输入孔数(Hit number)跳孔。