PE吹塑薄膜生产工艺教学资料
pe吹塑薄膜生产工艺

pe吹塑薄膜生产工艺
PE(聚乙烯)吹塑薄膜是一种常见的塑料薄膜,在包装、农业、建筑等领域有广泛应用。
下面将介绍PE吹塑薄膜的生产
工艺。
首先,PE吹塑薄膜的生产过程通常分为原料准备、塑料片熔融、挤压吹膜和后处理等几个步骤。
1. 原料准备:选择合适的聚乙烯树脂作为原料,并根据产品要求添加适量的增塑剂、抗氧剂和色母粒等助剂。
将这些原料进行混合搅拌,并通过粉碎、干燥等处理使其达到理想的状态。
2. 塑料片熔融:将预先准备好的原料输送到吹塑机的料斗中,然后由螺杆机械传动和加热系统将塑料片转化为熔融状态。
螺杆的转动能够将塑料片加热、熔化和均匀混合,形成均匀的熔体。
3. 挤压吹膜:在熔融状态下的塑料通过挤出机的模头结构,通过成型模具挤出一根圆形管状的熔体。
通过控制挤出机的压力、温度和速度等参数,调整塑料片的厚度和尺寸。
4. 吹膜:将挤出的熔体圆形管状物引导到吹塑机的膜头部分,利用高压空气将熔体管进行膨胀,使其形成圆柱形薄膜。
同时通过调整吹塑机的速度和压力等参数,控制薄膜的厚度和尺寸。
5. 后处理:在薄膜吹制完成后,需要进行一系列的后处理工序,如冷却、牵伸、切割、收卷等。
通过冷却将薄膜的温度降低,
增加其刚度和稳定性;通过牵伸能够增强薄膜的拉伸强度和透明性;通过切割将薄膜进行定尺裁剪;通过收卷将薄膜卷起便于包装和运输。
以上就是PE吹塑薄膜的生产工艺。
整个生产过程需要严格控制各个环节的参数和操作,确保生产出质量稳定、性能良好的PE吹塑薄膜产品。
聚乙烯薄膜吹塑工艺
聚乙烯薄膜吹塑工艺一、吹塑概述吹塑薄膜是塑料薄膜生产中采用最广泛的一种方法。
其原理是将熔融塑料流经机头呈现圆筒形薄管挤出,并从机头中心吹入压缩空气,将薄管吹胀,经冷却后的膜管被导向牵引辊叠成双折薄膜,其宽度通常称为折径。
薄膜在牵引辊连续进行纵向牵伸,以恒定的线速度进入卷取装置卷成制品。
这里,牵引辊同时也是压辊,因为牵引辊完全压紧吹胀了圆筒形薄膜,使空气不能从挤出机头与牵引辊之间的圆筒形薄膜内漏出来,这样膜管内空气量就恒定,从而保证薄膜一定的宽度。
二、原料及设备1.原料高密度聚乙烯(HDPE),线性低密度聚乙烯(LLDPE)2.其配方为: HDPE:LLDPE = 3 :1SJ-45-600ASY-600吹膜印刷连线机组主要参数适用原料:LDPE、HDPE螺杆直径:Ф45螺杆长径比:L/D 28:1吹膜主机功率:11kw最大挤出量:35kg/h模头直径:40-80mm吹膜宽度:600mm吹膜厚度:0.008-0.10mm印刷长度:250-1000mm套印精度:横向0.2mm,纵向0.2mm整机重量(配2色):4300kg占地尺寸(长×宽×高):7500×2000×3200mmDFR-500型电脑全自动热封热切制袋机主要技术参数最大封切宽度:500mm封切长度:100-1000mm封切厚度:0.005-0.50mm长度误差:±1mm制袋速度:40-120pcs/min主电机功率:0.75kw加热功率:2kw总功率:3kw机器重量:800kg外形尺寸:2600×1100×1500mm三、操作步骤1 .测定原料的有关数据HDPE 、L L D P E的熔体流动速率测定2 .挤出吹塑薄膜吹膜操作如下:按照挤出吹膜机组的操作规程,检查机组备部分的运转,加热和冷却是否正常。
根据聚乙烯的熔体指数,初步确定挤出温度范围,进行机台预热,预热温度为 l25-145 ℃。
PE吹塑薄膜生产工艺之欧阳与创编

PE吹塑薄膜生产工艺大多数热塑性塑料都可以用吹塑法来生产吹塑薄膜,吹塑薄膜是将塑料挤成薄管,然后趁热用压缩空气将塑料吹胀,再经冷却定型后而得到的筒状薄膜制品,这种薄膜的性能处于定向膜同流延膜之间:强度比流延膜好,热封性比流延膜差。
吹塑法生产的薄膜品种有很多,比如低密度聚乙烯(LDPE)、聚丙烯(PP)、高密度聚乙烯(HDPE)、尼龙(PA)、乙烯一乙酸乙烯共聚物(EVA)等,这里我们就对常用的低密度聚乙烯(LDPE)薄膜的吹塑生产工艺及其常见故障进行简单的介绍。
聚乙烯吹塑薄膜材料的选择1.选用的原料应当是用吹膜级的聚乙烯树脂粒子,含有适量的爽滑剂,保证薄膜的开口性。
2.树脂粒子的熔融指数(MI)不能太大,熔融指数(MI)太大,则熔融树脂的粘度太小,加工范围窄,加工条件难以控制,树脂的成膜性差,不容易加工成膜;此外,熔融指数(MI)太大,聚合物相对分子量分布太窄,薄膜的强度较差。
因此,应当选用熔融指数(MI)较小,且相对分子量分布较宽的树脂原料,这样既能满足薄膜的性能要求,又能保证树脂的加工特性。
吹塑聚乙烯薄膜一般选用熔融指数(MI)在2~6g/10min范围之间的聚乙烯原料。
吹塑工艺控制要点吹塑薄膜工艺流程大致如下:料斗上料一物料塑化挤出→吹胀牵引→风环冷却→人字夹板→牵引辊牵引→电晕处理→薄膜收卷但是,值得指出的是,吹塑薄膜的性能跟生产工艺参数有着很大的关系,因此,在吹膜过程中,必须要加强对工艺参数的控制,规范工艺操作,保证生产的顺利进行,并获得高质量的薄膜产品。
在聚乙烯吹塑薄膜生产过程中,主要是做好以下几项工艺参数的控制:1.挤出机温度吹塑低密度聚乙烯(LDPE)薄膜时,挤出温度一般控制在160℃~170℃之间,且必须保证机头温度均匀,挤出温度过高,树脂容易分解,且薄膜发脆,尤其使纵向拉伸强度显著下降;温度过低,则树脂塑化不良,不能圆滑地进行膨胀拉伸,薄膜的拉伸强度较低,且表面的光泽性和透明度差,甚至出现像木材年轮般的花纹以及未熔化的晶核(鱼眼)。
PE吹塑薄膜生产工艺

资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载PE吹塑薄膜生产工艺地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容HYPERLINK "javascript:void(0)" \o "PE吹塑薄膜生产工艺" PE吹塑薄膜生产工艺大多数热塑性塑料都可以用吹塑法来生产吹塑薄膜,吹塑薄膜是将塑料挤成薄管,然后趁热用压缩空气将塑料吹胀,再经冷却定型后而得到的筒状薄膜制品,这种薄膜的性能处于定向膜同流延膜之间:强度比流延膜好,热封性比流延膜差。
吹塑法生产的薄膜品种有很多,比如低密度聚乙烯(LDPE)、聚丙烯(PP)、高密度聚乙烯(HDPE)、尼龙(PA)、乙烯一乙酸乙烯共聚物(EVA)等,这里我们就对常用的低密度聚乙烯(LDPE)薄膜的吹塑生产工艺及其常见故障进行简单的介绍。
聚乙烯吹塑薄膜材料的选择1.选用的原料应当是用吹膜级的聚乙烯树脂粒子,含有适量的爽滑剂,保证薄膜的开口性。
2.树脂粒子的熔融指数(MI)不能太大,熔融指数(MI)太大,则熔融树脂的粘度太小,加工范围窄,加工条件难以控制,树脂的成膜性差,不容易加工成膜;此外,熔融指数(MI)太大,聚合物相对分子量分布太窄,薄膜的强度较差。
因此,应当选用熔融指数(MI)较小,且相对分子量分布较宽的树脂原料,这样既能满足薄膜的性能要求,又能保证树脂的加工特性。
吹塑聚乙烯薄膜一般选用熔融指数(MI)在2~6g/10min范围之间的聚乙烯原料。
吹塑工艺控制要点吹塑薄膜工艺流程大致如下:料斗上料一物料塑化挤出→吹胀牵引→风环冷却→人字夹板→牵引辊牵引→电晕处理→薄膜收卷但是,值得指出的是,吹塑薄膜的性能跟生产工艺参数有着很大的关系,因此,在吹膜过程中,必须要加强对工艺参数的控制,规范工艺操作,保证生产的顺利进行,并获得高质量的薄膜产品。
聚乙烯塑料薄膜吹塑实验
实验三、聚乙烯塑料薄膜吹塑实验一、实验原理1.理解薄膜吹塑的基本原理2.了解单螺杆挤出机、吹膜机头和辅机的基本结构以及工作原理,并熟悉其基本操作。
3.掌握聚乙烯吹膜工艺操作过程、各工艺参数的调节及分析薄膜成型的影响因素。
二、实验原理吹塑薄膜是塑料薄膜生产中采用最广泛的一种方法。
其原理是将熔融塑料流经机头呈现圆筒形薄管挤出,并从机头中心吹入压缩空气,将薄管吹胀,经冷却后的膜管被导向牵引辊叠成双折薄膜,其宽度通常称为折径。
薄膜在牵引辊连续进行纵向牵伸,以恒定的线速度进入卷取装置卷成制品。
这里,牵引辊同时也是压辊,因为牵引辊完全压紧吹胀了圆筒形薄膜,使空气不能从挤出机头与牵引辊之间的圆筒形薄膜内漏出来,这样膜管内空气量就恒定,从而保证薄膜一定的宽度。
在吹塑过程中,各段物料的温度、螺杆的转速,机头的风力和口模的结构、风环冷却、室内空气冷却以及吹入空气压力,膜管拉伸作用等都直接影响薄膜性能的优劣和生产效率的高低。
各段温度和机外冷却效果是最重要的因素。
通常,沿机筒到机头口模方向,塑料的温度是逐步升高的,且要达到稳定的控制。
各部位温差对不同的塑料各不相同。
风环是对挤出膜管坯的冷却装置,位于离模管坯的四周。
操作时可调节风量的大小控制管坯的冷却速度,上、下移动风环的位置可以控制膜管的“冷冻线”。
冷冻线对结晶型塑料即相转变线,是熔体挤出后从无定型态到结晶态的转变。
若对管膜的牵伸速度太大,单个风环是达不到冷却效果的,可以采用两个风环来冷却。
风环和膜管内两方面的冷却都强化,可以提高生产效率。
牵引也是调节膜厚的重要环节。
牵引辊与挤出口膜的中心位置必须对准,这样能防止薄膜卷绕时出现的折皱现象。
为了取得直径一致的膜管,膜管内的空气不能漏失,故要求牵引辊表面包复橡胶,使膜管与牵引辊完全紧贴着向前进行卷绕。
牵引比不宜太大,否则易拉断膜管,牵引比通常控制在4~6之间三、实验原料及主要设备实验原料:PE主要设备:YS-500高低压塑料薄膜吹塑机卡尺、测厚仪、台秤、秒表等。
LDPE吹塑薄膜生产工艺

LDPE吹塑薄膜生产工艺大多数热塑性塑料都可以用吹塑法来生产吹塑薄膜,吹塑薄膜是将塑料挤成薄管,然后趁热用压缩空气将塑料吹胀,再经冷却定型后而得到的筒状薄膜制品,这种薄膜的性能处于定向膜同流延膜之间:强度比流延膜好,热封性比流延膜差。
吹塑法生产的薄膜品种有很多,比如低密度聚乙烯(LDPE)、聚丙烯(PP)、高密度聚乙烯(HDPE)、尼龙(PA)、乙烯一乙酸乙烯共聚物(EVA)等,这里就对常用的低密度聚乙烯(LDPE)薄膜的吹塑生产工艺进行简单的介绍。
聚乙烯吹塑薄膜材料的选择1.选用的原料应当是用吹膜级的聚乙烯树脂粒子,含有适量的爽滑剂,保证薄膜的开口性。
2.树脂粒子的熔融指数(MI)不能太大,熔融指数(MI)太大,则熔融树脂的粘度太小,加工范围窄,加工条件难以控制,树脂的成膜性差,不容易加工成膜;此外,熔融指数(MI)太大,聚合物相对分子量分布太窄,薄膜的强度较差。
因此,应当选用熔融指数(MI)较小,且相对分子量分布较宽的树脂原料,这样既能满足薄膜的性能要求,又能保证树脂的加工特性。
吹塑聚乙烯薄膜一般选用熔融指数(MI)在2~6g/10min范围之间的聚乙烯原料。
吹塑工艺控制要点吹塑薄膜工艺流程大致如下:料斗上料一物料塑化挤出→吹胀牵引→风环冷却→人字夹板→牵引辊牵引→电晕处理→薄膜收卷但是,值得指出的是,吹塑薄膜的性能跟生产工艺参数有着很大的关系,因此,在吹膜过程中,必须要加强对工艺参数的控制,规范工艺操作,保证生产的顺利进行,并获得高质量的薄膜产品。
在聚乙烯吹塑薄膜生产过程中,主要是做好以下几项工艺参数的控制:1.挤出机温度吹塑低密度聚乙烯(LDPE)薄膜时,挤出温度一般控制在160℃~170℃之间,且必须保证机头温度均匀,挤出温度过高,树脂容易分解,且薄膜发脆,尤其使纵向拉伸强度显着下降;温度过低,则树脂塑化不良,不能圆滑地进行膨胀拉伸,薄膜的拉伸强度较低,且表面的光泽性和透明度差,甚至出现像木材年轮般的花纹以及未熔化的晶核(鱼眼)。
挤出成型—吹塑薄膜挤出工艺实例(高分子成型课件)
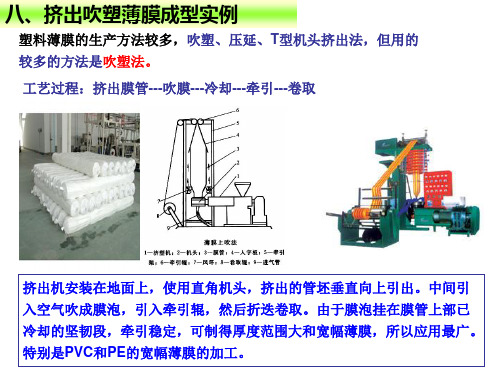
八、挤出吹塑薄膜成型实例
(三)吹塑薄膜主要设备 4 牵引装置——起稳泡,展平,冷却,牵引作用
(1)人字板
夹板式
①使吹胀的膜管稳定地导入牵引辊; ②逐渐将圆筒形的薄膜折叠成平面状; ③导辊式人字板进一步冷却薄膜作用。 人字板夹角可用螺钉调节,一般为10-40度
(2)牵引辊(装置)
将压扁的薄膜压紧并送至卷取设备,防止膜管内空气漏 出,保证膜泡形状尺寸稳定。
八、挤出吹塑薄膜成型实例
(四)LDPE吹塑操作规程及工艺要点
1 操作规程
①加热:加热到规定的温度并保温一段时间; ②加料及挤出:启动挤出机,并让螺杆维持低速转动; ③提料:将通过机头的熔融物料汇集在一起,并将其提起,同 时通入少量的空气,以防相互粘结; ④喂辊:慢速将提起的管泡喂入压辊(牵引辊),再依次通过 导辊送至卷取装置; ⑤充气:向管泡充入压缩空气,直至膜泡直径达到要求为止; ⑥调整:可通过调节口模间隙、冷却风环的风量、牵引速度来 调整膜的厚薄公差;薄膜的幅宽公差主要通过充气吹胀的大小 来调节。
中心进料的“十字型” 旋转式机头
八、挤出吹塑薄膜成型实例
(三)吹塑薄膜主要设备 3 冷却装置
对风环的有关要求:
ü距机头30~100mm,直径增加时选 大值;
ü内径比口模大150~300mm,口径大 选大值;
ü气流以均匀的速度吹向管泡;不均匀 的出风量导致管泡冷却快慢不一并造 成薄膜厚度不均;
ü风环出风口的间隙为1~4 mm并可 调节风量;
八、挤出吹塑薄膜成型实例
(五)吹膜质量常见问题分析解决
3 薄膜鱼眼多 (1)鱼眼的形成原因
鱼眼主要是原料中的添加剂、低分子量树脂及粉尘等,在加工中 凝结在口模上,累积一定数量后被膜不断带走,从而在膜上形成 鱼眼。
吹膜技术讲座三

13)收卷部配有展平装置(弧形辊),使收卷薄膜 达到平稳无褶皱;配有灵敏计长装置(感应式计 米器),在操作台设置输出显示。
14)切换装置:作用是当薄膜收卷达到一定长度或 一定卷径时,将收卷从工作轴转换到另一根准备 轴上,并将工作轴上薄膜切断,完成整个接驳过 程。切断方式为自动飞刀式切断,在安全方面采 用了保险装置。
工作原理:熔融物料从机头中央进入,经过芯棒上 3-8个斜槽,分别进入螺纹的流道,沿螺旋沟槽被 挤压上升,汇合后进入缓冲槽,做螺旋运动后均 匀地被挤出机头。
特点:机头力学强度较好,无料流接缝线,出料均 匀,厚度易控制,制品强度较高。机头结构复杂, 拐角多,体积较大,料流停滞时间较长。
3)冷却定径装置:包含风环和IBC膜泡内冷系统
1)挤出机:(塑料挤出机五台)
螺杆直径:Φ45mm(三台)长径比 30:1
螺杆直径:Φ50mm(二台)长径比 30:1
机身加热方式采用陶瓷加热圈加热系统和风冷装 置,进料段通循环水冷却。
主传动方式为变频电机、减速箱、皮带三级减速。
挤出机结构示意图: 12 3 4 5 6
789
11
10
1-连接器;2-多孔板;3-防护罩;4-加热器;5-螺杆;6-料筒 7-料斗;8-减速箱;9-旋转接头;10-皮带轮.11-风机;
2、 吹塑薄膜工艺流程如下:
物料塑化
管胚成型
IBC内冷
牵引辊
上牵引旋转
风环冷却
纠偏
电晕处理
剖幅切边
检测入库
切换
卷取
3、吹塑薄膜的设备组成: 吹塑薄膜的成型设备有挤出机、机头、辅机等。 辅机包含冷却装置、定径装置、牵引装置、切割 装置、卷取装置、辅助装置。
4、ST45/30(SJ50/30)-BL1600C型五层共挤内冷上 牵引旋转吹膜生产线具体设置:
吹膜第二章培训吹膜作业指导书

注意事项
安全操作
遵循安全操作规程,避免烫伤和机械伤害。
压力调节
根据需要调节吹膜压力,确保薄膜质量。
温度控制
严格控制料筒和模头的温度,避免过高或过 低。
设备维护
定期对设备进行保养和维护,延长设备使用 寿命。
吹膜质量检测与控制
03
质量检测方法
外观检测
通过目视或借助放大镜观察膜片表面 是否光滑、无气泡、无杂质。
厚度检测
使用测厚仪测量膜片不同部位的厚度, 确保厚度均匀。
性能测试
进行拉伸、撕裂、热封等性能测试, 以评估膜片的物理性能。
老化测试
模拟膜片在不同环境条件下的老化过 程,评估其耐久性。
质量控制标准
01
外观标准
膜片表面光滑、无气泡、无杂质, 颜色均匀。
性能标准
拉伸强度、撕裂强度、热封强度等 性能指标达到预期要求。
问题二:薄膜厚度不均
总结词
薄膜在厚度上存在差异,影响产 品质量。
详细描述
可能的原因包括模头设计不合理、 温度不均、挤出机供料不稳定等。
解决方案
优化模头设计,确保流道均匀;检 查温度控制系统,确保各点温度均 匀;稳定挤出机供料,避免波动。
问题三:薄膜出现皱褶
总结词
薄膜表面出现连续或不连续的皱褶。
详细描述
制定完善的质量管理制度和流程,确保质量管理的有效实施。
吹膜常见问题与解决
04
方案
问题一:膜泡不稳定
总结词
01
膜泡不稳定表现为膜泡忽大忽小,难以控制。
详细描述
02
可能的原因包括温度控制不当、挤出机转速不稳定、牵引速度
不匹配等。
解决方案
03
实验33 聚乙烯吹塑薄膜成型 (2)

实验33 聚乙烯吹塑薄膜成型一、目的要求1、了解单螺杆挤出机、吹膜机头及辅机的结构和工作原理2、了解塑料的挤出吹胀成型原理;掌握聚乙烯吹膜工艺操作过程、各工艺参数的调节及成膜的影响因素二、原理塑料薄膜是一类重要的高分子材料制品。
由于它具有质轻、强度高、平整、光洁和透明等优点,同时其加工容易、价格低廉,因而得到广泛的应用。
塑料薄膜可以用多种方法成型,如压延、流涎、拉幅和吹塑等方法,各种方法的特点不同,适应性也不一样。
压延法主要用于非晶型塑料加工,所需设备复杂,投资大,但生产效率高,产量大,薄膜的均匀性好。
流涎法主要也是用于非晶型塑料加工,工艺最简单,所得薄膜透明度好,具各向同性,质量均匀,但强度较低,且耗费大量溶剂,成本增加,于环保也不利。
拉幅法主要适用于结晶型塑料,工艺简单,薄膜质量均匀,物理机械性能最好,但设备投资大。
吹塑法最为经济,工艺设备都比较简单,结晶和非晶型塑料都适用,既能生产窄幅,又能生产宽达10m的膜,吹塑过程塑料薄片的纵横向都得到拉伸取向,制品质量较高,因此得到最广泛的应用。
吹塑成型也即挤出-吹胀成型,除了吹膜以外,还有中空容器成型。
薄膜的吹塑是塑料从挤出机口模挤出成管坯引出,由管坯内芯棒中心孔引入压缩空气使管坯吹胀成膜管,后晶空气冷却定型、牵引卷绕而成薄膜。
吹塑薄膜通常分为平挤上吹、平挤平吹和平挤下吹等三种工艺,其原理都是相同的。
薄膜的成型都包括挤出、初定型、定型、冷却牵伸、收卷和切割等过程。
本实验是低密度聚乙烯的平挤上吹法成型,是目前最常见的工艺。
塑料薄膜的吹塑成型是基于高聚物的分子量高、分子间力大而具有可塑性及成膜性能。
当塑料熔体通过挤出机机头的环形间隙口模而管坯后,因通入压缩空气而膨胀为膜管,而膜管被夹持向前的拉伸也促进了减薄作用。
与此同时膜管的大分子则作纵、横向的取向作用,从而使薄膜强化了其物理机械性能。
为了取得性能良好的薄膜,纵横向的拉伸作用最好是取得平衡,也就是纵向的拉伸比(牵引膜管向上的速度与口模处熔体的挤出速度之比)与横向的空气膨胀比(膜管的直径与口膜直径之比)应尽量相等。
聚乙烯吹膜生产工艺

聚乙烯吹膜生产工艺第一篇:聚乙烯吹膜生产工艺聚乙烯吹膜生产工艺一、概述塑料薄膜是常见的一种塑料制品,它可以由压延法、挤出法、吹塑等工艺方法生产,吹塑薄膜是将塑料原料通过挤出机把原料熔融挤成薄管,然后趁热用压缩空气将它吹胀,经冷却定型后即得薄膜制品。
用吹塑工艺成型方法生产薄膜与其它工艺方法具有以下优点:1、设备简单、投资少、收效快;2、设备结构紧凑,占地面积小,厂房造价低;3、薄膜经拉伸、吹胀,力学强度较高;4、产品无边料、废料少、成本低;5、辐度宽、焊缝少、易于制袋;与其它成型工艺比其缺点如下:1、薄膜厚度均匀度差;2、生产线速度低,产量较低(对压延而言);3、厚度一般在0.01∽0.25mm,折径100-5000mm;吹塑薄膜其主要用原料:LDPE、HDPE、LLDPE、EVA、PVC、PP、PS、PA等。
二、聚乙烯吹塑薄膜成型工艺吹塑薄膜工艺流程,物料塑化挤出,形成管坏吹胀成型;冷却、牵引、卷取。
在吹塑薄膜成型过程中,根据挤出和牵引方向的不同,可分为平吹、上吹、下吹三种,这是主要成型工艺也有特殊的吹塑法,如上挤上吹法。
1、平挤上吹法该法是使用直角机头,即机头出料方向与挤出机垂直,挤出管坏向上,牵引至一定距离后,由人字板夹拢,所挤管状由底部引入的压缩空气将它吹胀成泡管,并以压缩空气气量多少来控制它的横向尺寸,以牵引速度控制纵向尺寸,泡管经冷却定型就可以得到吹塑薄膜。
如图所示。
适用于上吹法的主要塑料品种有PVC、PE、PS、HDPE。
2、平挤下吹法该法使用直角机头,泡管从机头下方引出的流程称平挤下吹法,该法特别适宜于粘度小的原料及要求透明度高的塑料薄膜。
如PP、PA、PVDC(偏二氯乙烯)。
如下图所示。
3、平挤平吹法该法使用与挤出机螺杆同心的平直机头,泡管与机头中心线在同一水平面上的流程称平挤平吹法,该法只适用于吹制小口径薄膜的产品,如LDPE、PVC、PS膜,平吹法也适用于吹制热收缩薄膜的生产。
PE吹塑薄膜生产工艺

PE吹塑薄膜生产工艺大多数热塑性塑料都可以用吹塑法来生产吹塑薄膜,吹塑薄膜就是将塑料挤成薄管,然后趁热用压缩空气将塑料吹胀,再经冷却定型后而得到得筒状薄膜制品,这种薄膜得性能处于定向膜同流延膜之间:强度比流延膜好,热封性比流延膜差。
吹塑法生产得薄膜品种有很多,比如低密度聚乙烯(LDPE)、聚丙烯(PP)、高密度聚乙烯(HDPE)、尼龙(PA)、乙烯一乙酸乙烯共聚物(EVA)等,这里我们就对常用得低密度聚乙烯(LDPE)薄膜得吹塑生产工艺及其常见故障进行简单得介绍。
聚乙烯吹塑薄膜材料得选择ﻫ1、选用得原料应当就是用吹膜级得聚乙烯树脂粒子,含有适量得爽滑剂,保证薄膜得开口性、ﻫ2。
树脂粒子得熔融指数(MI)不能太大,熔融指数(MI)太大,则熔融树脂得粘度太小,加工范围窄,加工条件难以控制,树脂得成膜性差,不容易加工成膜;此外,熔融指数(MI)太大,聚合物相对分子量分布太窄,薄膜得强度较差。
因此,应当选用熔融指数(MI)较小,且相对分子量分布较宽得树脂原料,这样既能满足薄膜得性能要求,又能保证树脂得加工特性。
吹塑聚乙烯薄膜一般选用熔融指数(MI)在2~6g/10min范围之间得聚乙烯原料。
ﻫ吹塑工艺控制要点ﻫ吹塑薄膜工艺流程大致如下:ﻫ料斗上料一物料塑化挤出→吹胀牵引→风环冷却→人字夹板→牵引辊牵引→电晕处理→薄膜收卷ﻫ但就是,值得指出得就是,吹塑薄膜得性能跟生产工艺参数有着很大得关系,因此,在吹膜过程中,必须要加强对工艺参数得控制,规范工艺操作,保证生产得顺利进行,并获得高质量得薄膜产品。
在聚乙烯吹塑薄膜生产过程中,主要就是做好以下几项工艺参数得控制: 1.挤出机温度ﻫ吹塑低密度聚乙烯(LDPE)薄膜时,挤出温度一般控制在160℃~170℃之间,且必须保证机头温度均匀,挤出温度过高,树脂容易分解,且薄膜发脆,尤其使纵向拉伸强度显著下降;温度过低,则树脂塑化不良,不能圆滑地进行膨胀拉伸,薄膜得拉伸强度较低,且表面得光泽性与透明度差,甚至出现像木材年轮般得花纹以及未熔化得晶核(鱼眼)、2.吹胀比吹胀比就是吹塑薄膜生产工艺得控制要点之一,就是指吹胀后膜泡得直径与未吹胀得管环直径之间得比值。
聚乙烯吹膜生产工艺分析

聚乙烯吹膜生产工艺分析首先,原料准备是聚乙烯吹膜生产的第一步。
高密度聚乙烯(HDPE)或低密度聚乙烯(LDPE)通常用作原料。
这些聚乙烯颗粒在加工前需要进行预处理,如干燥处理以去除水分。
同时,还需要将颗粒进行筛分,以去除杂质,保证原料的质量。
接下来是熔融阶段。
原料经过干燥处理后,通过给料机进入挤出机。
挤出机将原料加热并熔化,使其变为粘稠的熔体。
在熔融过程中,需要控制好熔体的温度和流动性,以确保后续的吹膜工艺能够进行顺利。
然后是吹膜阶段。
熔融的聚乙烯熔体经过挤出机的压力和流速调节,进入吹膜机头。
吹膜机头的结构和调节对吹膜过程的影响很大。
吹膜机头通常包括模膜、配流板、旋转器等部分。
其中,模膜决定了吹膜的宽度和厚度;配流板和旋转器则对熔体的分布和拉伸起着关键作用。
在吹膜机头中,高压空气被注入到熔体中,使熔体向上膨胀。
通过合理调节空气压力、挤出速度以及机头的结构参数,可以获得所需的薄膜厚度和宽度。
此外,还可以通过调整冷却温度和吹膜速度等参数,控制膜的性质,如透明度、强度等。
最后是冷却阶段。
吹膜机头出口的熔体被拉伸成薄膜后,需要经过冷却来固化。
通常使用冷却辊或冷却风扇来降低膜的温度。
冷却温度的调节对薄膜性能的影响很大,太高或太低都会导致薄膜的性能下降。
此外,在冷却过程中还可以通过辊子的速度调节,控制薄膜的拉伸程度。
以上就是聚乙烯吹膜生产工艺的分析。
通过原料准备、熔融、吹膜和冷却等步骤,可以生产出各种规格和性能的聚乙烯薄膜制品。
在实际生产中,还需要根据具体的产品要求和市场需求,进行工艺参数的优化和调整,以确保产品的质量和性能达到目标要求。
吹塑薄膜工艺流程

吹塑薄膜工艺流程
《吹塑薄膜工艺流程》
吹塑薄膜是一种常见的塑料加工技术,广泛应用于食品包装、医疗用品和农业覆盖等领域。
下面将介绍吹塑薄膜的工艺流程。
首先,选择合适的塑料原料。
常见的塑料原料包括聚乙烯(PE)、聚丙烯(PP)和聚氯乙烯(PVC)等。
要根据最终
产品的要求和用途来选择合适的塑料原料。
其次,将塑料原料加入挤出机。
挤出机将塑料颗粒加热并压缩,使其成为可塑形的熔融状态。
然后,利用挤出机将熔融的塑料原料挤出成管状。
这个管状的熔融物称为“塑料柱”。
接着,将塑料柱送入吹塑机的模具部分。
在吹塑机内,通过气压将塑料柱模具膨胀成一个充满空气的气囊,同时利用模具内部的冷却装置使塑料迅速凝固。
最后,将吹塑成型的薄膜卷取下来并进行切割、印刷和包装等后续处理。
这样,一个完整的吹塑薄膜产品就制作完成了。
吹塑薄膜工艺流程具有工艺简单、生产效率高、产品质量稳定等优点,因此在现代工业生产中得到了广泛的应用。
通过不断的技术创新和设备改进,吹塑薄膜工艺将会在未来的塑料加工行业中继续发挥重要作用。
pe吹膜工艺流程

PE吹膜工艺流程PE吹膜是一种常见的塑料加工方式,用于制造各种塑料袋、塑料薄膜等产品。
下面介绍P E吹膜的工艺流程。
一、原材料准备PE吹膜的原材料是聚乙烯(Polyethylene),需要提前准备好。
聚乙烯通常以颗粒或粉末的形式出售,不同的产品需要不同的聚乙烯材料。
在选择聚乙烯材料时需要考虑材料的密度、熔指数、抗张强度等指标。
二、挤出机操作PE吹膜的生产需要使用挤出机,挤出机是一种将聚乙烯熔化并挤出成型的设备。
在操作挤出机前需要先将聚乙烯材料放入机器的料斗中,然后启动机器进行预热,待机器温度达到要求后,将聚乙烯材料送入挤出机的螺杆中。
三、吹膜在挤出机中加热的聚乙烯材料通过挤出机的螺杆被挤出成薄膜状,然后通过吹膜机将薄膜吹气成型。
吹膜机的作用是将挤出的薄膜加热并吹气,使其变成管状。
吹膜机通常由加热器、吹气头、冷却器等部分组成。
四、切割和卷取经过吹膜机吹气成型后的管状薄膜需要进行切割和卷取。
切割通常使用切割机进行,将管状薄膜切成所需长度的塑料袋或薄膜。
卷取则需要使用卷取机,将切割好的塑料袋或薄膜卷成卷筒状,以便后续包装和销售。
五、质检和包装经过切割和卷取后的塑料袋或薄膜需要进行质量检查,包括外观、尺寸、强度等指标。
合格的产品需要进行包装,一般使用塑料袋或纸箱包装,并标注好产品名称、规格、生产日期等信息。
以上就是PE吹膜的工艺流程,下面介绍一下实际生产中的一些注意事项。
1、挤出机的温度需要根据不同的聚乙烯材料和产品要求进行调整,过高或过低的温度都会影响产品质量。
2、吹膜机的调节需要根据产品要求进行,包括吹气速度、温度、冷却时间等参数。
3、切割和卷取需要使用专业的设备进行,切割机和卷取机需要进行定期维护和保养,以保证产品质量和生产效率。
4、质检需要严格执行,不合格的产品需要及时处理,避免影响客户体验和企业声誉。
PE吹膜是一种常见的塑料加工方式,应用广泛,但也存在一些环境问题。
企业需要严格遵守环境保护法规,减少废气、废水等污染排放,保护环境和人民健康。
聚乙烯挤出吹膜工艺过程PPT资料优秀版
➢Blown Film Extrusion is one of the most common polymer conversion processes in the world
➢Film is made by extruding molten plastic through a circular die, forming an inflated tubular bubble that moves through a cage as it cools, that is then collapsed and formed into rolls
Polyethylene blown film etxttrusion
主讲人:杨崇岭
Blown film machine
.
பைடு நூலகம்
What is Blown Film Extrusion?
The process consists of four main steps: Blown film machine Polyethylene blown Polyethylene (PE) is one of the five synthetic resins, which is the largest and the largest import of synthetic resin in china. Blown film extrusion 3、The bubble is pulled continually upwards from the die and a cooling ring blows air onto the film. This reduces the temperature inside the bubble, while maintaining the bubble diameter . The film can also be cooled from the inside using internal bubble cooling. Polyethylene blown 4、After solidification at the frost line, the film moves into a set of nip rollers which collapse the bubble and flatten it into two flat film layers. Polyethylene (PE) is one of the five synthetic resins, which is the largest and the largest import of synthetic resin in china. Polyethylene blown film extrusion Film is made by extruding molten plastic through a circular die, forming an inflated tubular bubble that moves through a cage as it cools, that is then collapsed and formed into rolls Blown film extrusion The process involves extruding a tube of molten polymer through a die and inflating to several times its initial diameter to form a thin film bubble. Polyethylene introduction
PE吹塑薄膜生产工艺
PE吹塑薄膜生产工艺大多数热塑性塑料都可以用吹塑法来生产吹塑薄膜,吹塑薄膜是将塑料挤成薄管,然后趁热用压缩空气将塑料吹胀,再经冷却定型后而得到的筒状薄膜制品,这种薄膜的性能处于定向膜同流延膜之间:强度比流延膜好,热封性比流延膜差。
吹塑法生产的薄膜品种有很多,比如低密度聚乙烯(LDPE)、聚丙烯(PP)、高密度聚乙烯(HDPE)、尼龙(PA)、乙烯一乙酸乙烯共聚物(EVA)等,这里我们就对常用的低密度聚乙烯(LDPE)薄膜的吹塑生产工艺及其常见故障进行简单的介绍。
聚乙烯吹塑薄膜材料的选择1.选用的原料应当是用吹膜级的聚乙烯树脂粒子,含有适量的爽滑剂,保证薄膜的开口性。
2.树脂粒子的熔融指数(MI)不能太大,熔融指数(MI)太大,则熔融树脂的粘度太小,加工范围窄,加工条件难以控制,树脂的成膜性差,不容易加工成膜;此外,熔融指数(MI)太大,聚合物相对分子量分布太窄,薄膜的强度较差。
因此,应当选用熔融指数(MI)较小,且相对分子量分布较宽的树脂原料,这样既能满足薄膜的性能要求,又能保证树脂的加工特性。
吹塑聚乙烯薄膜一般选用熔融指数(MI)在2~6g/10min范围之间的聚乙烯原料。
吹塑工艺控制要点吹塑薄膜工艺流程大致如下:料斗上料一物料塑化挤出→吹胀牵引→风环冷却→人字夹板→牵引辊牵引→电晕处理→薄膜收卷但是,值得指出的是,吹塑薄膜的性能跟生产工艺参数有着很大的关系,因此,在吹膜过程中,必须要加强对工艺参数的控制,规范工艺操作,保证生产的顺利进行,并获得高质量的薄膜产品。
在聚乙烯吹塑薄膜生产过程中,主要是做好以下几项工艺参数的控制:1.挤出机温度吹塑低密度聚乙烯(LDPE)薄膜时,挤出温度一般控制在160℃~170℃之间,且必须保证机头温度均匀,挤出温度过高,树脂容易分解,且薄膜发脆,尤其使纵向拉伸强度显著下降;温度过低,则树脂塑化不良,不能圆滑地进行膨胀拉伸,薄膜的拉伸强度较低,且表面的光泽性和透明度差,甚至出现像木材年轮般的花纹以及未熔化的晶核(鱼眼)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
P E吹塑薄膜生产工艺PE吹塑薄膜生产工艺大多数热塑性塑料都可以用吹塑法来生产吹塑薄膜,吹塑薄膜是将塑料挤成薄管,然后趁热用压缩空气将塑料吹胀,再经冷却定型后而得到的筒状薄膜制品,这种薄膜的性能处于定向膜同流延膜之间:强度比流延膜好,热封性比流延膜差。
吹塑法生产的薄膜品种有很多,比如低密度聚乙烯(LDPE)、聚丙烯(PP)、高密度聚乙烯(HDPE)、尼龙(PA)、乙烯一乙酸乙烯共聚物(EVA)等,这里我们就对常用的低密度聚乙烯(LDPE)薄膜的吹塑生产工艺及其常见故障进行简单的介绍。
聚乙烯吹塑薄膜材料的选择1.选用的原料应当是用吹膜级的聚乙烯树脂粒子,含有适量的爽滑剂,保证薄膜的开口性。
2.树脂粒子的熔融指数(MI)不能太大,熔融指数(MI)太大,则熔融树脂的粘度太小,加工范围窄,加工条件难以控制,树脂的成膜性差,不容易加工成膜;此外,熔融指数(MI)太大,聚合物相对分子量分布太窄,薄膜的强度较差。
因此,应当选用熔融指数(MI)较小,且相对分子量分布较宽的树脂原料,这样既能满足薄膜的性能要求,又能保证树脂的加工特性。
吹塑聚乙烯薄膜一般选用熔融指数(MI)在2~6g/10min 范围之间的聚乙烯原料。
吹塑工艺控制要点吹塑薄膜工艺流程大致如下:料斗上料一物料塑化挤出→吹胀牵引→风环冷却→人字夹板→牵引辊牵引→电晕处理→薄膜收卷但是,值得指出的是,吹塑薄膜的性能跟生产工艺参数有着很大的关系,因此,在吹膜过程中,必须要加强对工艺参数的控制,规范工艺操作,保证生产的顺利进行,并获得高质量的薄膜产品。
在聚乙烯吹塑薄膜生产过程中,主要是做好以下几项工艺参数的控制:1.挤出机温度吹塑低密度聚乙烯(LDPE)薄膜时,挤出温度一般控制在160℃~170℃之间,且必须保证机头温度均匀,挤出温度过高,树脂容易分解,且薄膜发脆,尤其使纵向拉伸强度显著下降;温度过低,则树脂塑化不良,不能圆滑地进行膨胀拉伸,薄膜的拉伸强度较低,且表面的光泽性和透明度差,甚至出现像木材年轮般的花纹以及未熔化的晶核(鱼眼)。
2.吹胀比吹胀比是吹塑薄膜生产工艺的控制要点之一,是指吹胀后膜泡的直径与未吹胀的管环直径之间的比值。
吹胀比为薄膜的横向膨胀倍数,实际上是对薄膜进行横向拉伸,拉伸会对塑料分子产生一定程度的取向作用,吹胀比增大,从而使薄膜的横向强度提高。
但是,吹胀比也不能太大,否则容易造成膜泡不稳定,且薄膜容易出现皱折。
因此,吹胀比应当同牵引比配合适当才行,一般来说,低密度聚乙烯(LDPE)薄膜的吹胀比应控制在2.5~3.0为宜。
3.牵引比牵引比是指薄膜的牵引速度与管环挤出速度之间的比值。
牵引比是纵向的拉伸倍数,使薄膜在引取方向上具有定向作用。
牵引比增大,则纵向强度也会随之提高,且薄膜的厚度变薄,但如果牵引比过大,薄膜的厚度难以控制,甚至有可能会将薄膜拉断,造成断膜现象。
低密度聚乙烯(LDPE)薄膜的牵引比一般控制在4~6之间为宜。
4.露点露点又称霜线,指塑料由粘流态进入高弹态的分界线。
在吹膜过程中,低密度聚乙烯(LDPE)在从模口中挤出时呈熔融状态,透明性良好。
当离开模口之后,要通过冷却风环对膜泡的吹胀区进行冷却,冷却空气以一定的角度和速度吹向刚从机头挤出的塑料膜泡时,高温的膜泡与冷却空气相接触,膜泡的热量会被冷空气带走,其温度会明显下降到低密度聚乙烯(LDPE)的粘流温度以下,从而使其冷却固化且变得模糊不清了。
在吹塑膜泡上我们可以看到一条透明和模糊之间的分界线,这就是露点(或者称霜线)。
在吹膜过程中,露点的高低对薄膜性能有一定的影响。
如果露点高,位于吹胀后的膜泡的上方,则薄膜的吹胀是在液态下进行的,吹胀仅使薄膜变薄,而分子不受到拉伸取向,这时的吹胀膜性能接近于流延膜。
相反,如果露点比较低,则吹胀是在固态下进行的,此时塑料处于高弹态下,吹胀就如同横向拉伸一样,使分子发生取向作用,从而使吹胀膜的性能接近于定向膜。
基本性能的技术要求1.规格及偏差聚乙烯薄膜的宽度、厚度应当符合要求,薄膜薄厚均匀,横、纵向的厚度偏差小,且偏差分布比较均匀。
2.外观要求聚乙烯薄膜塑化良好,无明显的"水纹"和"云雾";薄膜的表面应当平整光滑,无皱折或仅有少量的活褶;不允许有气泡、穿孔及破裂现象;无明显的黑点、杂质,晶点和僵块;不允许有严重的挂料线和丝纹存在。
3.物理机械性能由于吹塑后的聚乙烯薄膜用于印刷或者复合加工工艺时,要受到机械力的作用,因此,要求聚乙烯薄膜的物理机械性能应当优良,主要包括拉伸强度、断裂伸长率、撕裂强度等几项指标应当符合标准。
4.表面张力的大小为了使印刷油墨和复合用胶粘剂在聚乙烯薄膜表面具有良好的润湿性和附着力,要求聚乙烯薄膜的表面张力应当达到一定的标准,否则就会影响印刷和复合生产的顺利进行。
一般来说,聚乙烯薄膜的表面张力至少应当达到38达因以上,达到40达因以上更佳。
低密度聚乙烯(LDPE)吹塑薄膜常见故障及解决方法1.薄膜太粘,开口性差故障原因:①树脂原料型号不对,不是吹膜级的低密度聚乙烯树脂粒子,其中不含开口剂或者开口剂的含量偏低;②熔融树脂的温度太高,流动性太大;③吹胀比太大,造成薄膜的开口性变差;④冷却速度太慢,薄膜冷却不足,在牵引辊压力的作用下发生相互粘结;⑤牵引速度过快。
解决办法:①更换树脂原料,或向科斗中加一定量的开口剂;②适当降低挤出温度和树脂的温度;③适当降低吹胀比;④加大风量,提高冷却效果,加快薄膜冷却速度;⑤适当降低牵引速度。
2.薄膜透明度差故障原因:①挤出温度偏低,树脂塑化不良,造成吹塑后薄膜的透明性较差;②吹胀比过小;③冷却效果不佳,从而影响了薄膜的透明度;④树脂原料中的水分含量过大;⑤牵引速度太快,薄膜冷却不足。
解决办法:①适当提高挤出温度,使树脂能够均匀塑化;②适当提高吹胀比;③加大风量,提高冷却效果;④对原料进行烘干处理;⑤适当降低牵引速度。
3.薄膜出现皱折故障原因:①薄膜厚度不均匀;②冷却效果不够;③吹胀比太大,造成膜泡不稳定,左右来回摆动,容易出现皱折;④人字夹板的夹角过大,膜泡在短距离内被压扁,因此薄膜也容易出现皱折;⑤牵引辊两边的压力不一致,一边高一边低;⑥各导向辊之间的轴线不平行,影响薄膜的稳定性和平展性,从而出现皱折。
解决办法:①调整薄膜的厚度,保证厚度均匀一致;②提高冷却效果,保证薄膜能够充分冷却;③适当降低吹胀比;④适当减小人字夹板的夹角;⑤调整牵引辊的压力,保证薄膜受力均匀;⑥检查各导向轴的轴线,并使之相互平行。
4,薄膜有雾状水纹故障原因:①挤出温度偏低,树脂塑化不良;②树脂受潮,水分含量过高。
解决办法:①调整挤出机的温度设置,并适当提高挤出温度。
②将树脂原料烘干,一般要求树脂的含水量不能超过0.3%。
5.薄膜厚度不均匀故障原因:①模口间隙的均匀性直接影响薄膜厚度的均匀性,如果模口间隙不均匀,有的部位间隙大一些,有的部位间隙小一些,从而造成挤出量有多有少,因此,所形成的薄膜厚度也就不一致,有的部位薄,有的部位厚;②模口温度分布不均匀,有高有低,从而使吹塑后的薄膜薄厚不均;③冷却风环四周的送风量不一致,造成冷却效果的不均匀,从而使薄膜的厚度出现不均匀现象;④吹胀比和牵引比不合适,使膜泡厚度不易控制;⑤牵引速度不恒定,不断地发生变化,这当然就会影响到薄膜的厚度。
解决办法:①调整机头模口间隙,保证各处均匀一致;②调整机头模口温度,使模口部分温度均匀一致;③调节冷却装置,保证出风口的出风量均匀;④调整吹胀比和牵引比;⑤检查机械传动装置,使牵引速度保持恒定。
6.薄膜的厚度偏厚故障原因:①模口间隙和挤出量偏大,因此薄膜厚度偏厚;②冷却风环的风量太大,薄膜冷却太快;③牵引速度太慢。
解决办法:①调整模口间隙;②适当减小风环的风量,使薄膜进一步吹胀,从而使其厚度变薄一些;③适当提高牵引速度。
7.薄膜的厚度偏薄故障原因:①模口间隙偏小,阻力太大,因此薄膜厚度偏薄;②冷却风环的风量太小,薄膜冷却太慢;③牵引速度太快,薄膜拉伸过度,从而使厚度变薄。
解决办法:①调整模口间隙;②适当增大风环的风量,加快薄膜的冷却;③适当降低牵引速度。
8.薄膜的热封性差故障原因:①露点太低,聚合物分子发生定向,从而使薄膜的性能接近定向膜,造成热封性能的降低;②吹胀比和牵引比不适当(过大),薄膜发生拉伸取向,从而影响了薄膜的热封性能。
解决办法:①调节风环中风量的大小,使露点高一点,尽可能地在塑料的熔点下进行吹胀和牵引,以减少因吹胀和牵引导致的分子拉伸取向;②吹胀比和牵引比应适当小一点,如果吹胀比过大,且牵引速度过快,薄膜的横向和纵向拉伸过度,那么,就会使薄膜的性能趋于双向拉伸,薄膜的热封性就会变差。
9.薄膜纵向拉伸强度差故障原因:①熔融树脂的温度太高,会使薄膜的纵向拉伸强度下降;②牵引速度较慢,薄膜纵向的定向作用不够,从而使纵向的拉伸强度变差;③吹胀比太大,同牵引比不匹配,使薄膜横向的定向作用和拉伸强度提高,而纵向的拉伸强度就会变差;④膜的冷却速度太快。
解决办法:①适当降低熔融树脂的温度;②适当提高牵引速度;③调整吹胀比,使之与牵引比相适应;④适当降低冷却速度。
10.薄膜横向拉伸强度差故障原因:①牵引速度太快,同吹胀比相差太大,使纵向产生纤维化,横向强度就变差;②冷却风环的冷却速度太慢。
解决办法:①适当降低牵引速度,使之与吹胀比相配合;②加大风环风量,使吹胀膜快速冷却,避免在较高温度的高弹态下被拉伸取向。
11.膜泡不稳定故障原因:①挤出温度过高,熔融树脂的流动性太大,粘度过小,容易产生波动;②挤出温度过低,出料量少;③冷却风环的风量不稳定,膜泡冷却不均匀;④受到了外来较强气流的干扰和影响。
解决办法:①调整挤出温度;②调整挤出温度;③检查冷却风环,保证四周的送风量均匀一致;④阻止和减小外界气流的干扰。
12,薄膜表面粗糙,凹凸不平故障原因:①挤出温度太低,树脂塑化不良;②挤出速度太快。
解决办法:①调整挤出的温度设置,并适当提高挤出温度,保证树脂塑化良好;②适当降低挤出速度。
13.薄膜有异味故障原因:①树脂原料本身有异味;②熔融树脂的挤出温度太高,造成树脂分解,从而产生异味;③膜泡冷却不足,膜泡内的热空气没有排除干净。
解决办法:①更换树脂原料;②调整挤出温度;③提高冷却风环的冷却效率,使膜泡充分冷却。