我厂常用热处理工艺方法及分类.ppt
合集下载
我厂常用热处理工艺方法及分类.ppt

2. 碳素工具钢:T7、T8、T9、 T10 … 热处理方法: 热处理性能较差,淬火时采用水冷,硬度不 均匀,容易产生软点及开裂。一般预处理为 球化退火,最终热处理为淬火,硬度可达到 55HRC以上,对于有 效厚度小于8mm的零 件,可采 用油淬,防止开裂。
3. 弹簧钢:Ⅱ组钢丝、70钢、65Mn (60Si2Mn)、 …
热处理方法: 一般供货状态的冷拉钢丝硬度为54左右,在车 床绕制成弹簧后,进行去应力回火,温度为 280~300℃,水冷或空冷,即可恢复性。
二、合金钢 1. 合金结构钢 a. 低碳合金结构:20CrMo、20CrMnTi、20Cr、
20CrNiMo… 热处理方法:
热处理性能较好,一般预处理为正火,对于模 数较小的零件,为了防止滚齿撕伤,也可通过 调质以提高硬度。最终热处理为渗碳或碳氮共 渗,表面硬度为55~62HRC,心部硬度与零件 的有效厚度关系较大。
军品常用渗碳钢:18Cr2Ni4WA、12Cr2Ni4A、 12CrNi3A、20Cr3MoWVA、16CrNi4MoA … 此类材料合金元素含量高,渗碳后不能直接淬火, 一般热处理工序为: 正火+高温回火 渗碳 高温回火 机械加工 淬火 冰冷处理 低温回火
渗碳淬火的零件热处理要严格控制金相组织。特 别是模数较大的零件,碳化物较多时,在磨削过 程中容易产生磨削裂纹;工作中承载力大,容易 断裂失效。
个别材料渗碳淬火或碳氮共渗后,在磨削过程中, 极容易产生磨削裂纹,进刀量必须非常小。典型 材料为20Cr3MoWVA、 2Cr3WMoVA。
齿轮渗碳淬火(或碳氮共渗)后,齿顶、齿廓、 齿根的渗层及有效硬化层相差较大,
齿顶>齿廓>齿根
齿廓≈75%齿顶 齿根≈60~70%齿廓
常用热处理工艺 ppt课件

b、中频感应加热表面淬火:常用电流频率2500-8000Hz,可获得36mm深的硬化层,主要用于要求淬硬层较深的零件,如发动机曲 轴、凸轮轴、大模数齿轮、较大尺寸的轴和钢轨的表面淬火。
c、工频感应加热表面淬火:常用电流频率为50Hz,可获得10-15mm 以上的硬化层。适用于大直径钢材的穿透加热及要求淬硬层深的 大工件的表面淬火。
ppt课件
10
淬火
1、定义:淬火是将钢加热到临界点Ac3或Ac1以上一定温度,保温后以大于 临界冷却速度的冷却速度得到马氏体(或下贝氏体)的热处理工艺。
2、目的:使奥氏体化后的工件获得尽量多的马氏体,并配以不同温度回火 获得各种需要的性能。
EX:a、淬火+低温回火→提高工具、轴承、渗碳零件或高强度耐磨件的硬 度和耐磨性
常用热处理工艺
积极参与!共同进步! 发现问题及时反馈!
ppt课件
1
钢的常用热处理
钢的热处理就是通过加热、保温、冷却的方法改变钢的组织结 构以获得工件所要求性能的一种加工技术。
一、根据加热、冷却方式及获得的组织和性能的不同,钢的热处理 工艺可分为普通热处理、表面热处理及形变处理。
二、根据处理零件在整个生产工艺过程中位置和作用的不同,可分 为预备热处理和最终热处理。如退火和正火属于预备热处理, 但对性能要求不高的零件,也可作为最终热处理。
ppt课件
9
正火
1、定义: 正火是将钢加热到Ac3(或Acm)以上适当温度,保温后在空气中冷却得到珠光 体类组织的热处理工艺。
2、目的: 细化晶粒、消除应力、消除魏氏组织和带状组织,为最终热处理提供合适的组织
状态,消除过共析钢的网状炭化物,为球Байду номын сангаас退火作好组织准备,提高普通结构零 件的机械性能; 3、应用: 适用于含碳量小于0.25%的低碳钢,正火工艺周期短,操作简便,工艺成本低, 在工艺性能允许的情况下,尽可能用正火代替退火。
c、工频感应加热表面淬火:常用电流频率为50Hz,可获得10-15mm 以上的硬化层。适用于大直径钢材的穿透加热及要求淬硬层深的 大工件的表面淬火。
ppt课件
10
淬火
1、定义:淬火是将钢加热到临界点Ac3或Ac1以上一定温度,保温后以大于 临界冷却速度的冷却速度得到马氏体(或下贝氏体)的热处理工艺。
2、目的:使奥氏体化后的工件获得尽量多的马氏体,并配以不同温度回火 获得各种需要的性能。
EX:a、淬火+低温回火→提高工具、轴承、渗碳零件或高强度耐磨件的硬 度和耐磨性
常用热处理工艺
积极参与!共同进步! 发现问题及时反馈!
ppt课件
1
钢的常用热处理
钢的热处理就是通过加热、保温、冷却的方法改变钢的组织结 构以获得工件所要求性能的一种加工技术。
一、根据加热、冷却方式及获得的组织和性能的不同,钢的热处理 工艺可分为普通热处理、表面热处理及形变处理。
二、根据处理零件在整个生产工艺过程中位置和作用的不同,可分 为预备热处理和最终热处理。如退火和正火属于预备热处理, 但对性能要求不高的零件,也可作为最终热处理。
ppt课件
9
正火
1、定义: 正火是将钢加热到Ac3(或Acm)以上适当温度,保温后在空气中冷却得到珠光 体类组织的热处理工艺。
2、目的: 细化晶粒、消除应力、消除魏氏组织和带状组织,为最终热处理提供合适的组织
状态,消除过共析钢的网状炭化物,为球Байду номын сангаас退火作好组织准备,提高普通结构零 件的机械性能; 3、应用: 适用于含碳量小于0.25%的低碳钢,正火工艺周期短,操作简便,工艺成本低, 在工艺性能允许的情况下,尽可能用正火代替退火。
热处理工艺ppt课件

ppt精选版
37
3. 稳定尺寸:M和A’都是非平衡组织,有自发向平 衡组织转变的倾向;回火可使M与A’转变为平衡 或接近平衡的组织,防止使用时变形
4. 对于某些高淬透性的钢,空冷即可淬火,如采用 回火软化既能降低硬度,又能缩短软化周期
未经淬火的钢回火无意义,而淬火钢不回火在放 置使用过程中易变形或开裂
的铁素体基体上分布着
细粒状Fe3C组织,称回 回火托氏体
火托氏体,用T回表示 ppt精选版
42
4. Fe3C聚集长大和铁素体多边形化
400℃以上,Fe3C开始聚集长大 450℃以上铁素体发生多边形化,由针片状变为多边形
这种在多边形铁素体 基体上分布着颗粒状 Fe3C的组织称回火索 氏体,用S回表示
ppt精选版
28
四、淬透性的测定及其表示方法
1. 淬透性的测定常用末端淬火法
ppt精选版
29
2. 淬透性的表示方法 (1)用淬透性曲线表示
即用 J HRC 表示
d
➢ J 表示末端淬透性 ➢ d 表示半马氏体区到
水冷端的距离 ➢ HRC为半马氏体区的
硬度
ppt精选版
30
ppt精选版
31
(2)用临界淬透直径表示
回火索氏体
ppt精选版
43
(二)回火时的性能变化
回火时力学性能变化总的趋势是随回火温度提高, 钢的强度、硬度下降,塑性、韧性提高
40钢力学性能与回火温度的关系
ppt精选版
淬火钢硬度随回火温度的变化
44
200℃以下,由于马氏体中碳化物的弥散析出,钢 的硬度并不下降,高碳钢硬度甚至略有提高
200~300℃,由于高碳钢中A’ 转变为M回,硬度再次升高
热处理原理与工艺ppt
1 2
空气冷却器
利用空气作为冷却介质,通过换热器将热量带 走。
水冷装置
利用水作为冷却介质,通过循环水将热量带走 。
3
油冷装置
利用油作为冷却介质,通过油循环将热量带走 。
辅助设备
输送装置
包括输送带、辊道等, 用于工件的输送和定位 。
装料装置
包括料仓、料斗、抓斗 等,用于工件的装料和 卸料。
加热元件
包括电热丝、硅碳棒等 ,用于加热设备中的加 热元件。
热处理质量控制
为了保证热处理效果的一致性和可靠性,需要对热处理过 程进行严格的质量控制,包括温度控制、时间控制和气氛 控制等。
展望
01
新技术的发展
随着科技的不断进步,新的热处理技术也不断涌现。例如,真空热处
理、保护气氛热处理和激光热处理等新技术的应用,将进一步提高热
处理质量和效率。
02
节能减排的需求
Байду номын сангаас
04
热处理的应用
工业应用
航空航天领域
为了提高航空航天构件的强度、硬度、韧性和疲劳性能,通常 需要进行热处理。
汽车工业
汽车零部件如齿轮、轴、弹簧等需要进行热处理,以提高其耐 磨性和抗疲劳性能。
机械制造
在机械制造过程中,对金属材料进行热处理可以改变其内部结 构,提高材料的使用性能。
日常生活应用
餐具
THANKS
热处理原理应用
广泛应用于机械制造业、 冶金工业、电子工业等领 域。
热处理的过程
加热
将金属材料加热到一定温 度,使其发生相变或奥氏 体化。
保温
保持一定时间,使金属材 料充分吸收热量,达到预 期的组织结构。
冷却
热处理工艺课件

热处理分类
热处理定义与分类
古代热处理
早在古代,人们就发现了金属加热后可以改善其性能,如青铜器时代的青铜制品和铁器时代的铁制品。
现代热处理
现代热处理技术的发展始于19世纪,随着工业革命的推进,人们对金属材料性能的要求越来越高,热处理技术也不断创新和发展。
热处理历史与发展
提高金属材料性能
热处理可以有效提高金属材料的强度、硬度、耐磨性、抗腐蚀性等性能,以满足各种不同领域的需求。
03
热处理
02
01
将工件从炉中取出,注意避免工件受热不均或氧化。
出炉
去除工件表面的氧化皮、杂质等,保证工件表面质量。
清理
对工件进行质量检查,包括硬度、形状、尺寸等方面,确保符合要求。
检查
后处理
04
热处理工艺中的常见问题及解决方案
热处理过程中,材料可能会发生变形,影响工件的精度和使用性能。
总结词
总结词
工件变形与开裂的解决方案
05
热处理工艺应用实例
汽车零件热处理
详细描述
汽车零件热处理主要包括以下几种
总结词
汽车零件热处理是指通过加热和冷却的方法改变零件的机械性能,以满足汽车制造和使用过程中的要求。
齿轮类零件热处理
通过加热和冷却的方法,改善齿轮的硬度和耐磨性,提高齿轮的使用寿命。
弹簧类零件热处理
热处理变形主要是由于材料内部的组织结构变化、应力集中以及热胀冷缩等现象导致的。
详细描述
热处理变形
总结词
热处理过程中,工件可能会出现开裂现象,导致工件报废或性能下降。
详细描述
热处理开裂通常是由于热处理过程中产生的内应力超过材料的承受极限,导致材料发生开裂。Fra bibliotek热处理开裂
热处理定义与分类
古代热处理
早在古代,人们就发现了金属加热后可以改善其性能,如青铜器时代的青铜制品和铁器时代的铁制品。
现代热处理
现代热处理技术的发展始于19世纪,随着工业革命的推进,人们对金属材料性能的要求越来越高,热处理技术也不断创新和发展。
热处理历史与发展
提高金属材料性能
热处理可以有效提高金属材料的强度、硬度、耐磨性、抗腐蚀性等性能,以满足各种不同领域的需求。
03
热处理
02
01
将工件从炉中取出,注意避免工件受热不均或氧化。
出炉
去除工件表面的氧化皮、杂质等,保证工件表面质量。
清理
对工件进行质量检查,包括硬度、形状、尺寸等方面,确保符合要求。
检查
后处理
04
热处理工艺中的常见问题及解决方案
热处理过程中,材料可能会发生变形,影响工件的精度和使用性能。
总结词
总结词
工件变形与开裂的解决方案
05
热处理工艺应用实例
汽车零件热处理
详细描述
汽车零件热处理主要包括以下几种
总结词
汽车零件热处理是指通过加热和冷却的方法改变零件的机械性能,以满足汽车制造和使用过程中的要求。
齿轮类零件热处理
通过加热和冷却的方法,改善齿轮的硬度和耐磨性,提高齿轮的使用寿命。
弹簧类零件热处理
热处理变形主要是由于材料内部的组织结构变化、应力集中以及热胀冷缩等现象导致的。
详细描述
热处理变形
总结词
热处理过程中,工件可能会出现开裂现象,导致工件报废或性能下降。
详细描述
热处理开裂通常是由于热处理过程中产生的内应力超过材料的承受极限,导致材料发生开裂。Fra bibliotek热处理开裂
热处理知识介绍课堂PPT

43
六、影响钢材氧化、脱碳的几大因素
加热时,钢表层的铁及合金与元素与介质(或 气氛)中的氧、二氧化碳、水蒸气等发生反应 生成氧化物膜的现象称为氧化。
钢在加热时,表层的碳与介质(或气氛)中的 氧、氢、二氧化碳及水蒸气等发生反应,降低 了表层碳浓度称为脱碳,脱碳钢淬火后表面硬 度、疲劳强度及耐磨性降低 。
50
脱碳+粗晶案例
51
脱碳+粗晶案例
52
脱碳+粗晶案例
53
影响钢材氧化、脱碳因素
主要因素为:热处理炉中混有氧气、二氧化碳、 水蒸气等气体。
54
对策
所以要使线材在加热时少产生氧化、脱碳, 1.需降低炉内H2O、O2、CO2。 2.减少炉内产生氧化:2Fe+O2→2FeO
Fe+H2O→FeO+H2 FeC+CO2→Fe+2CO 还原: FeO+H2→Fe+H2O
25
球化退火应用
球化退火主要适用于共析钢和过共析钢,如碳 素工具钢、合金工具钢、轴承钢等。这些钢经 轧制、锻造后空冷,所得组织是片层状珠光体 与网状渗碳体,这种组织硬而脆,不仅难以切 削加工,且在以后淬火过程中也容易变形和开 裂。
26
球化退火应用
而经球化退火得到的是球状珠光体组织,其中 的渗碳体呈球状颗粒,弥散分布在铁素体基体 上,和片状珠光体相比,不但硬度低,便于切 削加工,而且在淬火加热时,奥氏体晶粒不易 长大,冷却时工件变形和开裂倾向小。另外对 于一些需要改善冷塑性变形(如冲压、冷镦等) 的亚共析钢有时也可采用球化退火。
10
热处理分类——正火
正火是将钢材或钢件加热到A3(或Acm)以 上适当温度,保温适当时间后再空气中冷却, 得到珠光体类组织的热处理工艺。
11
六、影响钢材氧化、脱碳的几大因素
加热时,钢表层的铁及合金与元素与介质(或 气氛)中的氧、二氧化碳、水蒸气等发生反应 生成氧化物膜的现象称为氧化。
钢在加热时,表层的碳与介质(或气氛)中的 氧、氢、二氧化碳及水蒸气等发生反应,降低 了表层碳浓度称为脱碳,脱碳钢淬火后表面硬 度、疲劳强度及耐磨性降低 。
50
脱碳+粗晶案例
51
脱碳+粗晶案例
52
脱碳+粗晶案例
53
影响钢材氧化、脱碳因素
主要因素为:热处理炉中混有氧气、二氧化碳、 水蒸气等气体。
54
对策
所以要使线材在加热时少产生氧化、脱碳, 1.需降低炉内H2O、O2、CO2。 2.减少炉内产生氧化:2Fe+O2→2FeO
Fe+H2O→FeO+H2 FeC+CO2→Fe+2CO 还原: FeO+H2→Fe+H2O
25
球化退火应用
球化退火主要适用于共析钢和过共析钢,如碳 素工具钢、合金工具钢、轴承钢等。这些钢经 轧制、锻造后空冷,所得组织是片层状珠光体 与网状渗碳体,这种组织硬而脆,不仅难以切 削加工,且在以后淬火过程中也容易变形和开 裂。
26
球化退火应用
而经球化退火得到的是球状珠光体组织,其中 的渗碳体呈球状颗粒,弥散分布在铁素体基体 上,和片状珠光体相比,不但硬度低,便于切 削加工,而且在淬火加热时,奥氏体晶粒不易 长大,冷却时工件变形和开裂倾向小。另外对 于一些需要改善冷塑性变形(如冲压、冷镦等) 的亚共析钢有时也可采用球化退火。
10
热处理分类——正火
正火是将钢材或钢件加热到A3(或Acm)以 上适当温度,保温适当时间后再空气中冷却, 得到珠光体类组织的热处理工艺。
11
热处理工艺介绍课件

高强度钢是一种广泛应用于建筑、桥梁、航空航天等领域的重要材料,其制造过程中需要进行热处理工艺。通过研究高强度钢的热处理工艺,可以提高其强度、韧性和抗疲劳性能,从而满足各种工程应用的需求。
在研究高强度钢的热处理工艺时,需要进行实验研究和理论分析,以确定最优的热处理工艺参数。同时,还需要进行生产成本的评估和环保性能的评估,以确定最优的热处理工艺方案。
热处理工艺介绍课件
目录
热处理工艺概述热处理工艺基本原理常见热处理工艺介绍热处理工艺参数控制热处理工艺对性能的影响热处理工艺应用案例分析
01
CHAPTER
热处理工艺概述
回火
分类
根据加热和冷却方式的不同,热处理可分为以下几类
正火
加热至一定温度后,保温一段时间,然后快速冷却至室温。
淬火
加热至一定温度后,保温一段时间,然后快速冷却至室温,最后进行回火处理。
06
CHAPTER
热处理工艺应用案例分析
汽车零件的制造过程中,热处理工艺是非常关键的一环。通过优化热处理工艺,可以提高汽车零件的强度、硬度、耐磨性和抗疲劳性能,从而提高汽车的整体性能和使用寿命。
在优化热处理工艺的过程中,需要考虑的因素包括:加热温度、保温时间、冷却速度和淬火介质等。同时,还需要进行生产成本的评估和环保性能的评估,以确定最优的热处理工艺方案。
定义
目的
方法
消除金属中的内应力,提高金属的塑性和韧性,为后续的加工或热处理工艺做好准备。
空气退火、炉内退火、等温退火等。
03
02
01
淬火是一种将金属加热到临界温度以上,保温一段时间,然后迅速冷却的一种工艺方法。
定义
提高金属的硬度、强度和耐磨性。
目的
热处理工艺课件
定义
目的
常用退火工艺
降低金属的硬度,改善其切削加工性能,消除内应力,稳定尺寸,减少变形。
完全退火、等温退火、球化退火等。
03
02
01
淬火是一种将金属加热到一定温度,保温一段时间,然后快速冷却的一种工艺。
定义
提高金属的硬度、强度和耐磨性。
目的
水淬、油淬、盐浴淬火等。
常用淬火工艺
定义
时效是一种将金属在一定温度下长时间保温,以达到强化金属内部结构,提高其硬度和强度的一种工艺。
节能热处理
减少化学物质的使用,开发低污染或无污染的介质和添加剂。
无污染热处理
对废弃物进行再利用和回收,提高资源利用率。
再应多样化、个性化需求,实现定制化生产,提高生产效率和客户满意度。
01
自动化和智能化控制
利用物联网、大数据和人工智能等技术,实现设备的自动化和智能化控制,提高生产效率和产品质量。
热处理工艺课件
汇报人:
2023-11-30
目录
热处理工艺概述热处理工艺种类热处理工艺参数控制热处理工艺应用与实例热处理工艺问题与解决方案热处理工艺发展趋势与展望
01
CHAPTER
热处理工艺概述
热处理是金属材料通过改变其内部组织结构来改善其力学性能和耐腐蚀性能的一种工艺方法。
热处理定义
根据加热和冷却方式的不同,热处理可分为以下几类
热处理分类
退火
淬火
回火
正火
调质
热处理过程:一般包括以下几个步骤
加热
冷却
保温
热处理原理:通过加热和冷却过程中的相变来改变金属材料的内部组织结构。
热处理设备
包括加热炉、冷却设备、热处理夹具等。
目的
常用退火工艺
降低金属的硬度,改善其切削加工性能,消除内应力,稳定尺寸,减少变形。
完全退火、等温退火、球化退火等。
03
02
01
淬火是一种将金属加热到一定温度,保温一段时间,然后快速冷却的一种工艺。
定义
提高金属的硬度、强度和耐磨性。
目的
水淬、油淬、盐浴淬火等。
常用淬火工艺
定义
时效是一种将金属在一定温度下长时间保温,以达到强化金属内部结构,提高其硬度和强度的一种工艺。
节能热处理
减少化学物质的使用,开发低污染或无污染的介质和添加剂。
无污染热处理
对废弃物进行再利用和回收,提高资源利用率。
再应多样化、个性化需求,实现定制化生产,提高生产效率和客户满意度。
01
自动化和智能化控制
利用物联网、大数据和人工智能等技术,实现设备的自动化和智能化控制,提高生产效率和产品质量。
热处理工艺课件
汇报人:
2023-11-30
目录
热处理工艺概述热处理工艺种类热处理工艺参数控制热处理工艺应用与实例热处理工艺问题与解决方案热处理工艺发展趋势与展望
01
CHAPTER
热处理工艺概述
热处理是金属材料通过改变其内部组织结构来改善其力学性能和耐腐蚀性能的一种工艺方法。
热处理定义
根据加热和冷却方式的不同,热处理可分为以下几类
热处理分类
退火
淬火
回火
正火
调质
热处理过程:一般包括以下几个步骤
加热
冷却
保温
热处理原理:通过加热和冷却过程中的相变来改变金属材料的内部组织结构。
热处理设备
包括加热炉、冷却设备、热处理夹具等。
钢的热处理及工艺课件(PPT44张)

1、奥氏体的形成过程
一、钢的临界温度 在缓慢加热和冷却 时,其固态转变 的临界温度是由 相图决定。 二、加热时组织转 变 是从室温组织转变 为A组织的过程, 故也称为奥氏体 化(A化)。 P (详述) A化一般包括四个连 续转变过程: F
返回
E
A AC3 A3 Ar3 Acm Arcm
ACcm
S
Ar1
(Hull–Mehl mechanism for pearlite initiation)
Formation of a binodule. Note that the formation of a in γ 2 (b) can catalyze the formation of u in both γ 1 and γ 2 (c). Light micrograph of a series of uninodules (A) and binodules (B) in a partially transformed eutectoid steel. Note that pearlite initiation is almost exclusively at the grain boundaries. In addition, complete coverage of the boundaries has led to site saturation. The approximate positions of the grain boundaries are delineated by the heavy lines. (Computer enhanced image, from an original in Mehl )
钢在冷却时的组织转变返回
钢经加热获得A组织,其最终性能是由随后的冷却所得到的组织来决定,因 此控制A在冷却时的转变过程是获得所需性能的关键。深入研究A在冷却时的 转变规律则需掌握A冷却方式、过冷A等温转变曲线、过冷A连续冷却转变曲 线等内容。(补充等温转变曲线的建立)
热处理工艺课件

件及合金钢制件较适宜,可大大缩短退火周期。
三、球化退火
工艺:球化退火是将钢件或毛坯加热到略高 Ac1 的
温度,经长时间保温,使钢中二次渗碳体自发转变为 颗粒状(或称球状)渗碳体,然后以缓慢的速度冷却到 室温的工艺方法。
目的:使二次渗碳体及珠光体中的渗碳体球状化(退
火前正火将网状渗碳体破碎),以降低硬度,改善切 削加工性能;并为以后的淬火作组织准备。
1、淬透性的测定常用末端淬火法
2、淬透性的表示方法
⑴ 用淬透性曲线表示
即用 J
HRC表 d
示,J 表示末端淬
透性,d 表示半马
氏体区到水冷端的 距离,HRC 为半 马氏体区的硬度。
⑵ 用临界淬透直径表示 临界淬透直径是指圆形钢棒在介质中冷却,中心被淬
成半马氏体的最大直径,用D0表示。
缺陷:淬火马氏体位错、孪晶密度很高,与冷变形金属 相似,回复过程中板条马氏体的位错降低;片状马氏 体回火温度高于250℃时孪晶开始消失,400℃孪晶全 部消失。
40Cr钢 的淬透 性比45 钢要好。
2、利用淬透性曲线进行选材。 截面较大、形状复杂以及受力较苛刻的螺栓、
拉杆、锻模、锤杆等工件,要求截面机械性 能均匀,应选用淬透性好的钢。
承受弯曲或扭转载荷的轴类零件、外层受 力较大,心部受力较小,可选用淬透性较低 的钢种。
(2)钢材截面性能分析 调质处理后, 淬透性好的钢棒整个截面是回 火索氏体, 机械性能均匀, 强度高, 韧性好。 淬透性差的钢表层为回火索氏体,心部为片 状索氏体+铁素体, 心部强韧性差。
截面较大的碳钢零件的淬火。油一般用作合金钢的淬
火冷却介质。 为了减少零件淬火时的变形,盐浴也常用作淬火介质, 主要用于分级淬火和等温淬火。
热处理ppt课件
火焰加热 感应加热
六、化学热处理
化学热处理是将金属和合金工件置于一定温 度的活性介质中保温,使一种或几种元素渗入 它的表层,以改变其化学成分、组织和性能的 热处理工艺。
目的:提高钢件表层的耐磨性、耐蚀性、抗 氧化性和疲劳强度等力学性能。
按表面渗入元素的不同,分为渗碳、氮化、 碳氮共渗、渗硼、渗铝等种类。
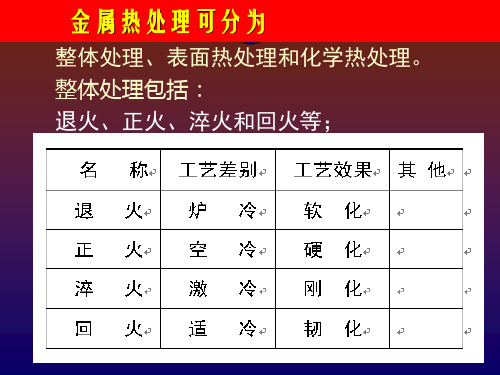
金属热处理可分为
整体处理、表面热处理和化学热处理。 整体处理包括: 退火、正火、淬火和回火等;
一、退火
退火是将金属和合金加热到适当温度,保温一 定时间,然后随炉缓慢冷却的热处理工艺。按金 属成分和性能要求的不同,退火可分为:
1.完全退火 目的是通过完全重结晶细化晶粒,降低 硬度,改善切削性能。
2.球化退火 目的是使网状渗碳体球状化,降低硬度、 提高韧性,改善切削性能,为淬火作组织准备。
五、表面热处理
表面热处理:仅对钢的表面进行加热和冷 却而不改变其成分的热处理工艺。
目的:提高零件的表层硬度、抗磨损性能。 感应加热:利用交流电的集肤效应,对零件 进行加热,并通过控制电流频率得到不同的淬 硬层深度。
火焰加热:利用火焰加热工件表面,然后立 即用水喷射冷却。调节烧嘴的位置和移动速度 即可得到不同厚度的淬硬层。
三、淬火
目的:提高钢件的硬度和耐磨性,强化材料。 但淬火后,出现内应力,材料变脆,须回火。淬 火+不同回火,获得各种需要的性能,是强化钢 的主要方法
淬火介质:淬火冷却时所用的介质。钢的种类 不同,淬火介质不同,常用介质:水、油。
水——便宜,冷却能力较强,碳素钢件用的 多
油——冷却能力较水低、成本高,但可防止 工件产生裂纹等缺陷,合金钢多用。
四 、回火
目的是稳定组织,减少内应力,降低脆性,获得 所需性能。
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢氮化后,氮化层均匀性较差,氮化 层也浅。往往因NH4Cl的加入量不合适造成 零件表面腐蚀。
因氮化工艺本身就是一个表面腐蚀的过程, 无论是不锈钢还是结构钢,氮化后应及时浸 油或吹砂,吹砂后应将表面吹干或浸防锈液, 否则极易生锈。
经氮化处理的零件一般变形较小,所以半精 加工与精加工之间应进行至少一次高温时效。
我厂常用钢及其热处理工艺方法
● 按化学成分 一、碳钢 1. 优质碳素结构钢
a.低碳钢:略 b.中碳钢:45#、50#、55#… 热处理方法:
热处理性能较差,淬火时采用水冷,硬度不 均匀,容易产生软点及开裂。一般预处理为 调质、正火;最终热处理为淬火,硬度可达 到50HRC以上,对于有效厚度小于8mm的 零件,可采用油淬,防止开裂。
2. 碳素工具钢:T7、T8、T9、 T10 … 热处理方法: 热处理性能较差,淬火时采用水冷,硬度不 均匀,容易产生软点及开裂。一般预处理为 球化退火,最终热处理为淬火,硬度可达到 55HRC以上,对于有 效厚度小于8mm的零 件,可采 用油淬,防止开裂。
3. 弹簧钢:Ⅱ组钢丝、70钢、65Mn (60Si2Mn)、 …
38CrMoAlA 25Cr3Mo 40Cr 42CrMo 30CrMnSiA 18Cr2Ni4WA 40CrNiMoA
≥850 HV ≥650HV ≥500HV ≥550HV ≥600 HV ≥600 HV ≥550HV
2. 不锈钢: a. 马氏体不锈钢:1Cr13、 2Cr13、 3Cr13、
4Cr13、2Cr13Ni2、9Cr18、Cr12MoV… 热处理方法:
马氏体不锈钢的淬透性极强,一般空冷即可淬 硬。预处理采用退火、调质,最终热处理有淬 火、高频淬火、氮化等。
b. 奥氏体不锈钢:1Cr18Ni9Ti、0Cr18Ni9
4Cr14Ni14W2Mo … ★奥氏体不锈钢一般不进行热处理,特殊要求时可
氮化层大于0.3mm时,特别是38CrMoAlA,氮化 后易产生白亮层,所以氮化后应磨齿顶及齿面消除 不合格组织,但磨削量不大于0.06mm。
3. 工具钢:GCr15、CrWMn、 60Si2Mn、 W18Cr4V、W6Mo5Cr4V2、M42…
热处理方法:
工具钢的预处理一般为球化退火,最终热处理 为淬火,硬度可达到60HRC以上。
热处理方法: 一般供货状态的冷拉钢丝硬度为54左右,在车 床绕制成弹簧后,进行去应力回火,温度为 280~300℃,水冷或空冷,即可恢复性。
二、合金钢 1. 合金结构钢 a. 低碳合金结构:20CrMo、20CrMnTi、20Cr、
20CrNiMo… 热处理方法:
热处理性能较好,一般预处理为正火,对于模 数较小的零件,为了防止滚齿撕伤,也可通过 调质以提高硬度。最终热处理为渗碳或碳氮共 渗,表面硬度为55~62HRC,心部硬度与零件 的有效厚度关系较大。
齿根≈50~60%齿廓
军品常用渗碳钢的淬透性均较好,通常空冷即可淬 硬,所以正火后硬度很高,无法车削,必须高温回 火以降低硬度。
b. 中碳合金结构钢:40CrNiMo 、40Cr 、 42CrMo 、30CrMnSiA、 35CrMnSiA、 38 CrMoAlA…
热处理方法: 热处理性能较好,一般预处理为调质,最
终热处理为淬火、氮化、高频淬ቤተ መጻሕፍቲ ባይዱ等。
中碳合金结构钢油火临界淬透性直径 举例:
40Cr
≤14mm
30CrMnSiA ≤40mm
42CrMo ≤25mm
40CrNiMo ≤70mm
38CrMoAl ≤25mm
零件的调质硬度与氮化后的表面硬度关系 较大,一般调质硬度越高氮化后表面硬度 就越高。常用材料氮化后表面硬度如下:
做退磁处理。
c. 沉淀硬化不锈钢:15-5PH、17-7PH、
17-4PH … 热处理方法:
沉淀硬化不锈钢预处理为固溶,固溶后硬度较 低(一般≤32HRC),便于机械加工;最终热处 理为时效,硬度一般≥40HRC。
不锈钢一般采用离子氮化,气体氮化性能 较差。气体氮化时,氮化前必须采用吹砂 清理表面;当零件为局部氮化时,不能采 用吹砂,必须加适量的NH4Cl,以破坏零件 表面钝化膜。
军品常用渗碳钢:18Cr2Ni4WA、12Cr2Ni4A、 12CrNi3A、20Cr3MoWVA、16CrNi4MoA … 此类材料合金元素含量高,渗碳后不能直接淬火, 一般热处理工序为: 正火+高温回火 渗碳 高温回火 机械加工 淬火 冰冷处理 低温回火
渗碳淬火的零件热处理要严格控制金相组织。特 别是模数较大的零件,碳化物较多时,在磨削过 程中容易产生磨削裂纹;工作中承载力大,容易 断裂失效。
个别材料渗碳淬火或碳氮共渗后,在磨削过程中, 极容易产生磨削裂纹,进刀量必须非常小。典型 材料为20Cr3MoWVA、 2Cr3WMoVA。
齿轮渗碳淬火(或碳氮共渗)后,齿顶、齿廓、 齿根的渗层及有效硬化层相差较大,
齿顶>齿廓>齿根
齿廓≈75%齿顶 齿根≈60~70%齿廓
尺寸较大(φ50以上)的实心零件:
因氮化工艺本身就是一个表面腐蚀的过程, 无论是不锈钢还是结构钢,氮化后应及时浸 油或吹砂,吹砂后应将表面吹干或浸防锈液, 否则极易生锈。
经氮化处理的零件一般变形较小,所以半精 加工与精加工之间应进行至少一次高温时效。
我厂常用钢及其热处理工艺方法
● 按化学成分 一、碳钢 1. 优质碳素结构钢
a.低碳钢:略 b.中碳钢:45#、50#、55#… 热处理方法:
热处理性能较差,淬火时采用水冷,硬度不 均匀,容易产生软点及开裂。一般预处理为 调质、正火;最终热处理为淬火,硬度可达 到50HRC以上,对于有效厚度小于8mm的 零件,可采用油淬,防止开裂。
2. 碳素工具钢:T7、T8、T9、 T10 … 热处理方法: 热处理性能较差,淬火时采用水冷,硬度不 均匀,容易产生软点及开裂。一般预处理为 球化退火,最终热处理为淬火,硬度可达到 55HRC以上,对于有 效厚度小于8mm的零 件,可采 用油淬,防止开裂。
3. 弹簧钢:Ⅱ组钢丝、70钢、65Mn (60Si2Mn)、 …
38CrMoAlA 25Cr3Mo 40Cr 42CrMo 30CrMnSiA 18Cr2Ni4WA 40CrNiMoA
≥850 HV ≥650HV ≥500HV ≥550HV ≥600 HV ≥600 HV ≥550HV
2. 不锈钢: a. 马氏体不锈钢:1Cr13、 2Cr13、 3Cr13、
4Cr13、2Cr13Ni2、9Cr18、Cr12MoV… 热处理方法:
马氏体不锈钢的淬透性极强,一般空冷即可淬 硬。预处理采用退火、调质,最终热处理有淬 火、高频淬火、氮化等。
b. 奥氏体不锈钢:1Cr18Ni9Ti、0Cr18Ni9
4Cr14Ni14W2Mo … ★奥氏体不锈钢一般不进行热处理,特殊要求时可
氮化层大于0.3mm时,特别是38CrMoAlA,氮化 后易产生白亮层,所以氮化后应磨齿顶及齿面消除 不合格组织,但磨削量不大于0.06mm。
3. 工具钢:GCr15、CrWMn、 60Si2Mn、 W18Cr4V、W6Mo5Cr4V2、M42…
热处理方法:
工具钢的预处理一般为球化退火,最终热处理 为淬火,硬度可达到60HRC以上。
热处理方法: 一般供货状态的冷拉钢丝硬度为54左右,在车 床绕制成弹簧后,进行去应力回火,温度为 280~300℃,水冷或空冷,即可恢复性。
二、合金钢 1. 合金结构钢 a. 低碳合金结构:20CrMo、20CrMnTi、20Cr、
20CrNiMo… 热处理方法:
热处理性能较好,一般预处理为正火,对于模 数较小的零件,为了防止滚齿撕伤,也可通过 调质以提高硬度。最终热处理为渗碳或碳氮共 渗,表面硬度为55~62HRC,心部硬度与零件 的有效厚度关系较大。
齿根≈50~60%齿廓
军品常用渗碳钢的淬透性均较好,通常空冷即可淬 硬,所以正火后硬度很高,无法车削,必须高温回 火以降低硬度。
b. 中碳合金结构钢:40CrNiMo 、40Cr 、 42CrMo 、30CrMnSiA、 35CrMnSiA、 38 CrMoAlA…
热处理方法: 热处理性能较好,一般预处理为调质,最
终热处理为淬火、氮化、高频淬ቤተ መጻሕፍቲ ባይዱ等。
中碳合金结构钢油火临界淬透性直径 举例:
40Cr
≤14mm
30CrMnSiA ≤40mm
42CrMo ≤25mm
40CrNiMo ≤70mm
38CrMoAl ≤25mm
零件的调质硬度与氮化后的表面硬度关系 较大,一般调质硬度越高氮化后表面硬度 就越高。常用材料氮化后表面硬度如下:
做退磁处理。
c. 沉淀硬化不锈钢:15-5PH、17-7PH、
17-4PH … 热处理方法:
沉淀硬化不锈钢预处理为固溶,固溶后硬度较 低(一般≤32HRC),便于机械加工;最终热处 理为时效,硬度一般≥40HRC。
不锈钢一般采用离子氮化,气体氮化性能 较差。气体氮化时,氮化前必须采用吹砂 清理表面;当零件为局部氮化时,不能采 用吹砂,必须加适量的NH4Cl,以破坏零件 表面钝化膜。
军品常用渗碳钢:18Cr2Ni4WA、12Cr2Ni4A、 12CrNi3A、20Cr3MoWVA、16CrNi4MoA … 此类材料合金元素含量高,渗碳后不能直接淬火, 一般热处理工序为: 正火+高温回火 渗碳 高温回火 机械加工 淬火 冰冷处理 低温回火
渗碳淬火的零件热处理要严格控制金相组织。特 别是模数较大的零件,碳化物较多时,在磨削过 程中容易产生磨削裂纹;工作中承载力大,容易 断裂失效。
个别材料渗碳淬火或碳氮共渗后,在磨削过程中, 极容易产生磨削裂纹,进刀量必须非常小。典型 材料为20Cr3MoWVA、 2Cr3WMoVA。
齿轮渗碳淬火(或碳氮共渗)后,齿顶、齿廓、 齿根的渗层及有效硬化层相差较大,
齿顶>齿廓>齿根
齿廓≈75%齿顶 齿根≈60~70%齿廓
尺寸较大(φ50以上)的实心零件: