西门子PLCCPU222的原理图
S7-200 PLC的系统配置(2学时)

四、PLC的组成和工作原理 PLC的组成硬 件+软 件PLC的硬件系统基本单元(S7-200 CPU模块)也称为主机。
由中央处理单 元(CPU)、存储器、数字量输入、输出单元、通信口、 以及电源等部分组成。
这些都被紧凑地安装在一个独立的 装置中。
基本单元可以构成一个独立的控制系统。
CPU模块的存储器卡PLC硬件系统结构组成PLC基本单元~110V/220V市电 现场用户输入设备 现场信号 按钮、开关 传感器 外部设备 编程设备 计算机 打印机等 通 讯 及 编 程 接 口 系 统 存 储 器 用 户 存 储 器 I/O 扩 展 接 口 输 入 部 件 电源模块 电 池LED现场用户输出设备 执行器微处理器(CPU)输 出 部 件中间继电器 电磁阀 扩展设备 扩展单元 通讯模块 功能模块PLC系统结构示意图PLC硬件系统结构组成PLC基本单元~110V/220V市电 现场用户输入设备 现场信号 按钮、开关 传感器 外部设备 编程设备 计算机 打印机等 通 讯 及 编 程 接 口 输 入 部 件 电源变换器 电 池现场用户输出设备 执行器微处理器(CPU)输 出 部 件中间继电器 电磁阀微处理器(CPU)系 统 存 储 器 户 储 扩 接扩展设备扩展单元 诊断--电源、PLC工作状态及程序的语法错误; I/O 用接收--接收输入信号,送入数据寄存器并保存; 存 展 通讯模块 执行--顺序读取、解释、执行用户程序,完成 器 口功能模块用户程序的各种操作;输出--将用户程序的执行结果送至输出端。
PLC系统结构示意图PLC硬件系统结构组成PLC基本单元~110V/220V市电 现场用户输入设备 现场信号 按钮、开关 传感器 外部设备 编程设备 计算机 打印机等 通 讯 及 编 程 接 口 系 统 存 储 器 用 户 存 储 器 输 入 部 件 电源变换器 电 池现场用户输出设备 执行器 输 出 微处理器(CPU) 中间继电器 系统存储器—程序存储器+数据存储器 部 系统存储器—程序存储器+数据存储器 件 存放系统工作程序(监控程序) 存放系统工作程序(监控程序) 电磁阀I/O 扩 展用户存储器——RAM/EPROM/E2PROM 通讯模块 用户存储器——RAM/EPROM/E 2PROM 接 存放用户工作程序; 存放用户工作程序; 口 存放工作数据。
基于PLC的温度控制系统的设计
1 引言1.1 设计目的温度的测量和控制对人类平常生活、工业生产、气象预报、物资仓储等都起着极其重要的作用。
在许多场合,及时准确获得目的的温度、湿度信息是十分重要的。
近年来,温湿度测控领域发展迅速,并且随着数字技术的发展,温湿度的测控芯片也相应的登上历史的舞台,可以在工业、农业等各领域中广泛使用。
1.2 设计内容重要是运用PLC S7-200作为可编程控制器,系统采用PID控制算法,手动整定或自整定PID参数,实时计算控制量,控制加热装置,使加热炉温度为为一定值,并能实现手动启动和停止,运营指示灯监控实时控制系统的运营,实时显示当前温度值。
1.3 设计目的通过对温度控制的设计,提高在电子工程设计和实际操作方面的综合能力,初步培养在完毕工程项目中所应具有的基本素质和规定。
培养团队精神,科学的、实事求是的工作方法,提高查阅资料、语言表达和理论联系实际的技能。
2 系统总体方案设计2.1 系统硬件配置及组成原理2.1.1 PLC型号的选择本温度控制系统采用德国西门子S7-200 PLC。
S7-200 是一种小型的可编程序控制器,合用于各行各业,各种场合中的检测、监测及控制的自动化。
S7-200系列的强大功能使其无论在独立运营中,或相连成网络皆能实现复杂控制功能。
因此S7-200系列具有极高的性能/价格比。
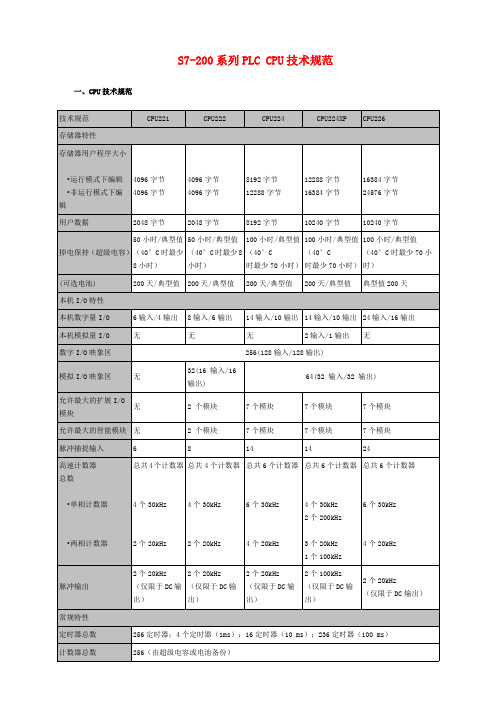
2.1.2 PLC CPU的选择S7-200 系列的PLC有CPU221、CPU222、CPU224、CPU226等类型。
S7-200PLC 硬件系统的组成采用整体式加积木式,即主机中涉及定数量的I/O端口,同时还可以扩展各种功能模块。
S7-200PLC由基本单元(S7-200 CPU模块)、扩展单元、个人计算机(PC)或编程器,STEP 7-Micro/WIN编程软件及通信电缆等组成。
表2.1 S7-200系列PLC中CPU22X的基本单元本设计采用的是CUP226。
它具有24输入/16输出共40个数字量I/O点。
PLC实现的闭环调速控制系统
【摘要】随着电力电子技术及控制技术的发展,使得交流变频调速在工业电机拖动领域得到了广泛应用。
由于PLC的功能强大、容易使用、高可靠性,常常被用来作为现场数据的采集和设备的控制。
组态软件技术作为用户可定制功能的软件平台工具,在PC机上可开发出友好人机界面,通过PLC可以对自动化设备进行“智能”控制。
经过研究分析确定在本系统中采用通用变频器MM420,对电机进行转速调节,实现了能源的充分利用和生产的需要。
此变频器的FS型加减速功能和转矩提升功能,能很好的解决转速之间的切换。
系统中PLC完成数据的采集和对变频器、电机等设备的控制任务。
基于S7—200 PLC的编程软件STEP 7,采用模块化的程序设计方法,减少了软件的开发和维护。
利用组态软件良好的人机界面和通信能力,使工作人员可以在中央控制室的PC机上就可以方便的浏览现场的工业流程、实现变频器的参数设置、故障诊断及电机的启动和停止。
本文综述了组态软件、PLC技术、变频调速技术的概况。
分析了PLC的基本原理,变频调速的基本原理、变频器的结构及其控制算法等变频调速技术。
关键词: PLC、、变频调速、PID调节Abstract:With the development of electric power and electronic technology and control technology,AC frequency conversion velocity modulation technology is widely used in theindustry motor dragging fields.Because of the characteristics with powerful function,easy operation and high dependability,PLC is usually used for the field of data gathering andequipment control.Configuration software technology is one software platform tool that with custom-made function,friendly human-machine windows,which can be developed on the PC machine,used the PLC to intelligently control the automatic equipment.Through the rigorouse research and analysis,this system adjusts general transducer KASUGA+Mini MM420 to control the speed of motor,consequently actualizes the full use ofenergy and the need of production.The transducer’s functions of adding or decreasing speedin S form and promoting torque can solve the adjustment of speeds well.In this system,PLC is used to collect data and control equipments such as electromotor and transducer.Based on S7-200 PLC’s programming software STEP 7.which adopts the modularization method inprogramming design,can reduce the software exploitation and maintenance.By the virtue of HMI with nice configuration software and strong communication ability,the staff can conveniently browse the industry flowFig on the locale,set the parameter of the transducer,diagnose the fault,and start or stop the electromotor on the PC machine in the control-centerr00m.This paper summarizes the configurationsoftware technology,PLC technology and AC frequency conversion for speed adjustment technology.Key words:PLC,cold-rocold rolling mill,Frequency conversion velocity modulation,PID regulator目录1 绪论................................................................................................................................................. - 1 -2 S7-200 PLC的构成........................................................................................................................ - 2 -2.1S7-200CPU224型PLC的结构 (2)2.2CPU224型PLC的技术参数 (4)2.3S7-200PLC的构成 (5)2.4PLC的工作原理 (13)3 系统硬件选择............................................................................................................................... - 16 -3.1西门子S7-200型PLC (16)3.2EM235模拟量模块 (16)3.3M ICRO M ASTER420变频器 (18)3.4PID调节原理 (19)4 PLC编程设计................................................................................................................................ - 20 -4.1梯形图 (20)4.2语句表 (24)4.3功能块图 (26)结束语 (30)致谢 (31)参考文献 (32)1 绪论随着变频调速技术的应用日益广泛,应用水平的不断提高,对变频调速控制系统的精度要求也越来越高。
机电一体化设计-基于PLC的全自动洗衣机控制

基于PLC的全自动洗衣机控制摘要随着科学技术不断进步和社会飞速发展,洗衣机成为人民日常生活息息相关的家用电器产品。
传统洗衣机基于电器的控制,已经不能满足人们对其自动化程度的要求了。
洗衣机要更好地满足人们的需求,必须借助于自动化技术的发展。
自动化技术的飞速发展,使得洗衣机由最初的半自动式发展到现在的全自动式,并正在向智能化洗衣机方向发展。
洗衣机的全自动化、多功能化、智能化是其发展方向。
基于全自动洗衣机的应用日益广泛,本次设计利用西门子公司生产的PLC控制全自动洗衣机,与传统的继电器逻辑控制系统相比较,洗衣机可靠性、节能性得到了提高.PLC控制不需要大量的活动部件和电子元器件,它的接线也大大减少,与此同时系统维修简单、维修时间缩短。
本文首先介绍了洗衣机的发展,然后重点介绍了洗衣机的设计,对程序流程图及编程软件进行了说明,最后对系统进行了仿真。
PLC采样按钮及限位开关外部输入信号的变化,执行相应的程序,然后输出控制电机正反转及脱水处理,控制方式灵活多样。
最后就本课题所做的工作进行了总结,并对进一步的研究提出了自己的看法.本次设计的全自动洗衣机工艺要求有待改善,不可以单独脱水及洗衣时间的设置;由于时间有限,没做进一步的改善。
基于全自动洗衣机在日常生活中广泛运用,本设计具有广泛的推广价值。
关键词:全自动洗衣机,PLC,控制目录1 绪论 (1)1。
1 课题概述 (1)1.2 洗衣机发展概况 (1)1。
3 课题研究的目的与意义 (2)1.4 本课题研究的主要内容 (3)2 系统硬件设计 (4)2。
1 系统的控制要求 (4)2。
2 系统硬件设计 (5)2。
3 系统软件设计 (8)3 总结 (13)3.1 工作总结 (13)致谢 (14)参考文献 (15)附录 (16)附录一:梯形图程序 (16)1 绪论1.1 课题概述本次设计基于PLC 的全自动洗衣机控制,采用PLC 控制开发的周期短,开发成本低,可靠性高,可以直接用于现场控制。
第1讲_S7-200PLC的基础知识
1.3.2软元件介绍
输入继电器I 输出继电器Q
通用辅助继电器M 特殊继电器SM 定时器T
PLC用户数据存储器编程资源
S7-200软元件列表(12个)
变量存储器V 局部变量存储器L
顺序控制继电器S 模拟量输入/输映像寄存 器AI、AQ 高速计数器HC
计数器C
累加器AC
25
一、输入继电器I(Input Relay)
定义掉电保持存储器的个数:一次最多可以定义六个掉电保持区. 可定义掉电保持的存储单元:V、M、T、C
11
开机后数据的恢复 开机后,S7-200从EEPROM 中恢复程序块和系统块;同时, CPU检查RAM存储器,确认 超级电容器是否成功保存了 RAM存储器中的数据,若成 功保存,则RAM存储器保持 区域将保持不变。 V存储器中的保持区和非保持区,从 EEPROM中的相应区域恢复。若 RAM存储器的内容没有保持,CPU 会清除RAM存储器(包括保持区和 非保持区),并在上电后的第一个 扫描周期置保持数据丢失标志位 (SM0.2)为“1”,将EEPROM中 的数据恢复到RAM中。
21
编址举例: • 例如:某一控制系统选用CPU224,系统所需的输入 输出点数各为: 数字量输 入24点、数字量输出20点、 模拟量输入6点和模拟量输出2点。
①连接模块
0
主机 CPU224 模块 EM221 DI8 DC24V
1
模块 EM222 DO8 DC24V
2
模块 EM235 AI4/AQ1
• 通用辅助继电器(M):也是一位存储器,但是它不与输入 点对应,也不与输出点相对应,它用来存储PLC内部的中间 变量,相当于继电器控制系统中的中间继电器。 • 辅助继电器的线圈、常开触点、常闭触点:在梯形图上的图 形符号与I/O继电器相同,只是标号字母名称不同。通用辅 助继电器的线圈和触点的关系和输出继电器的一样,但只有
全自动洗衣机控制系统 CPU222

内容摘要本文介绍了采用可编程控制器(PLC)作为核心控制部件的全自动洗衣机控制系统。
文章介绍了洗衣机的结构,对全自动洗衣机的控制系统进行了分析,在此基础上提出了基于PLC的全自动洗衣机控制方案,并对方案进行了论证,根据洗衣机的工作原理,设计了流程及程序,对按钮,继电器,开关,变频器等其它一些输入/输出点进行控制,实现了洗衣机洗衣过程的自动化。
由于洗涤,排水,脱水的时间均由PLC内计数器控制,所以只要改变计数器参数就可以改变时间。
具有智能化程度高、安全可靠、方便、灵活等特点。
关键词:可编程控制器; PLC ;全自动洗衣目录第1章概述 (1)1.1选题背景 (1)1.2全自动洗衣机的发展概况 (1)1.3控制系统的选择 (2)第2章全自动洗衣机的控制 (4)2.1课程描述 (4)2.2控制方案的制定 (5)2.3系统配置 (8)2.4 PLC外部接线图 (9)2.5控制系统流程图 (11)第3章结束语 (12)谢辞 (13)附录A 梯形图 (14)附录B语句表 (21)参考文献 (23)第1章概述1.1选题背景洗衣机是人们日常生活中常见的一种家电,已经成为人们生活中不可缺少的家用电器。
在工业生产中应用也十分广泛。
但是传统的基于继电器的控制,已经不能满足人们对洗衣机的自动化程度的要求了。
洗衣机需要更好地满足人们的需求,必须借助于自动化技术的发展。
而随着PLC技术的发展,用PLC来作为控制器,就能很好地满足全自动洗衣机对自动化的要求,并且控制方式灵活多样,控制模式可以根据不同场合的应用而有所不同。
自动化技术的飞速发展使得洗衣机由初始的半自动式洗衣机发展到现在的全自动洗衣机,又正在向智能化洗衣机方向发展。
1.2全自动洗衣机发展概况全自动洗衣机是一种除放、取衣物和开动洗衣机这三道手续外,其余洗衣各程序全部自动完成的设备。
1874年美国的比尔·布莱克斯通发明了木制手摇洗衣机,这是世界上第一台人工搅动洗衣机。
西门子PLC课件

第2章 可编程序控制器的硬件结构与工作原理
2.1可编程序控制器的基本结构 2.1.1基本结构
组成:CPU模块、输入模块、输出模块、 编 程装置。
1 CPU模块 1)CPU芯片 作用: 在可编程序控制器控制系统中,CPU模块相当于人的大脑,它不断地采集输入信号,
执行用户程序,刷新系统的输出。
二、特点 1编程方法简单易学 2功能强,性能价格比高 3硬件配套齐全.用户使用方便。适应性强 4可靠性高。抗干扰能力强 5系统的设计、安装、调试工作量少 6维修工作量小,维修方便 7体积小,能耗低
1.数字量逻辑控制 2.运动控制 3.闭环过程控制 4.数据处理 5.通信联网
1.3 可编程序控制器的应用领域
3、编程装置 作用: 编程装置用来生成用户程序,并对它进行编辑、检查和修改。
1).手持式编程器:不能直接输人和编辑梯形图,只能输入和编辑指令表程序,因此又叫做指令编程 器。
2).编程软件编程:在屏幕上直接生成和编辑梯形图、指令表、功能块图和顺序功能图程序,并可以 实现不同编程语言的相互转换。
4、电源
类型
(1)随机存取存储器(RAM) 用户可以用编程装置读出RAM中的内容,也可以将用户程序写入RAM,它是易失性的存储器,它的电源中断 后,储存的信息将会丢失。
(2)只读存储器(ROM) ROM的内容只能读出,不能写入。它是非易失的,它的电源消失后,仍能保存储存的内容。ROM一般用来 存放可编程序控制器的系统程序。
可编程序控制器使用220V交流电源或24V直流电源。内部的开关电源为各模块提 供DC 5V、±12V、24V等直流电源。
2.1.2 可编程序控制器的物理结构 1整体式( S7—200)(图2-2) 2模块式 (s7—300和s7—400系列)(图2-3)。
s7-200实现电动机正反转长动、点动、急停
目录第一章绪论 (2)1.1设计背景与意义 (3)1.2PLC在电动机正反转控制中的应用概况 (3)1.3设计要求与任务 (4)第二章控制系统设计 (5)2.1确定方案 (5)2.2硬件设计 (7)2.3程序设计 (11)第三章总结 (13)参考文献 (14)第一章绪论电能是现代大量应用的一种能量形式。
电能的生产、变换、传输、分配、使用和控制等都必须利用电机作为能量转换或信号变换的机电装置。
在工业企业中,大量应用电动机作为原动机去拖动各种生产机械。
如在机械工业、冶金工业、化学工业中,机床、挖掘机械、轧钢机、起重机械、抽水机、鼓风机等都要用大大小小的电动机来拖动。
随着生产的发展,某些特种电机必须具有快速响应、模仿性运动、和停止等更复杂而精巧的运动性能,因此,对电动机拖动系统及多电动机拖动系统提出了更高的要求,如要求提高加工精度与工作速度,要求快速起动、制动及逆转,实现在很宽的范围内调速及整个生产过程自动化等。
要完成这些任务,除电动机外,必须有自动控制设备,以组成自动化的电力拖动系统。
三相异步电动机的应用几乎涵盖了工农业生产和人类生活的各个领域,在这些应用领域中,三项异步电动机常常运行在恶劣的环境下,导致产生过流、短路、断相、绝缘老化等事故。
对于应用于大型工业设备重要场合的高压电动机、大功率电动机来说,一旦发生故障所造成的损失无法估量。
在生产过程,科学研究和其他产业领域中,电气控制技术应用十分广泛。
在机械设备的控制中,电气控制也比其他的控制方法使用的更为普遍。
可编程序控制器简称PLC,是以微处理器为核心的工业自动控制通用装置。
它具有控制功能强、可靠性高、使用灵活方便、易于扩展、通用性强等一系列优点。
尤其现代的可编程序控制器,其功能已经大大超过了逻辑控制的范围,还包括运动控制、闭环过程控制、数据处理、通信网络等。
它不仅可以取代传统的继电-接触器控制系统,进行复杂的生产过程控制,还可以应用于工厂自动化网络。
S7-200系列PLC_CPU模块接线图
S7-200系列PLC CPU技术规范一、CPU技术规范二、CPU电源规范三、CPU数字量输入规范四、CPU数字量输出规范∙当一个机械触点接通S7--200CPU或任意扩展模块的供电时,它发送一个大约50毫秒的“1”信号到数字输出,您需要考虑这一点,尤其是您使用触够响应短脉冲的设备时。
∙依据于您的脉冲接收器和电缆,附加的外部负载电阻(至少是额定电流的10%)可以改善脉冲信号的质量并提高噪音防护能力。
∙带灯负载的继电器使用寿命将降低75%,除非采取措施将接通浪涌降低到输出的浪涌电流额定值以下。
∙灯负载的瓦特额定值是用于额定电压的。
依据正被切换的电压,按比例降低瓦特额定值(例如120VAC--100W)五、CPU224XP模拟量输入规范五、CPU224XP模拟量输出规范注:DC/DC/DC——24VDC电源/24VDC输入/24VDC输出;AC/DC/继电器——100~230VAC电源/24VDC输入/继电器输出;DC/DC/DC;6AC/DC/继电器;6DC/DC/DC;8AC/DC/继电器;8DC/DC/DC;14AC/DC/继电器;14出CPU224XP DC/DC/DC;142AC/DC/继电器;14出;点DC/DC/DC;24输出AC/DC/继电器;24出CPU226XM DC/DC/DC;24输出AC/DC/继电器;24出输入接线形式简图输出接线形式简图一、CPU221模块接线图二、CPU222模块接线图三、CPU224模块接线图四、CPU224XP模块接线图五、CPU226模块接线图S7-200系列PLC数字量扩展模块技术规范及接线图一、数字量输入扩展模块技术规范二、数字量输出扩展模块技术规范∙当一个机械触点接通S7--200CPU或任意扩展模块的供电时,它发送一个大约50毫秒的“1”信号到数字输出,您需要考虑这一点,尤其是您使用触够响应短脉冲的设备时。
∙当一个机械触点接通AC扩展模块的输出电源时,它向AC输出发出一个宽度为大约1/2AC周期的“1”信号。
西门子电气原理图

L+
CPU226 DC/DC/DC
I0.0 I0.1 I0.2 I0.3 I0.4 I0.5 I0.6 I0.7 I1.0 I1.1 I1.2 I1.3 1M 2M
+24V
原 点 行 程 开 关
提 升 台 下 限
提 升 台 上 限
左 转 到 位
右 转 到 位
手 爪 伸 出 到 位
手 爪 缩 回 到 位
+24V
物 料 台 物 料 检 测
轴 原 点 检 测
轴 原 点 检 测
气 夹 夹 紧 检 测
主 轴 上 限 检 测
主 轴 下 限 检 测
X
Y
1
装配站
伺 服 脉 冲 信 号 伺 服 方 向 信 号 顶 料 电 磁 阀 落 料 电 磁 阀 冲 压 电 磁 阀 警 示 红 灯 警 示 绿 灯 警 示 黄 灯
西门子电气原理图
供料站
推 料 电 磁 阀
+24V
AC220V
Q0.0
L
N
1L
CPU222 AC/DC/RLY
1M I0.0 I0.1 I0.2 I0.3 I0.4 2M
物 料 不 够 检 测
物 料 有 无 检 测
物 料 台 物 料 检 测
推 料 到 位 检 测
推 料 复 位 检 测
加工站
轴 脉 冲
P U L
+24V +24V
DC 24V
Q0.0
Q0.1
Q0.2
Q0.3
Q0.4
Q0.5
Q0.6
Q0.7
1M
1L+ 2M 2L+
M
L+
CPU224 DC/DC/DC
数控机床润滑系统的PLC控制

沈阳城市学院《数控机床电气控制与PLC技术》课程设计说明书学院:机电工程学院班级:机自二班姓名:xxxxx学号:111001204指导教师:xxxxxxx2013年12月10日课程设计任务书要求完成以下工作:1.课题相关任务及PLC的描述;2.PLC的型号选择摘要机床润滑系统的设计、调试和维修保养,对于提高机床加工精度、延长机床使用寿命等都有着十分重要的作用。
但是在润滑系统的电气控制方面,仍存在以下问题:一是润滑系统工作状态的监控。
数控机床控制系统中一般仅设油箱油面监控,以防供油不足,而对润滑系统易出现的漏油、油路堵塞等现象,不能及时做出反应。
二是设置的润滑循环和给油时间单一,容易造成浪费。
数控机床在不同的工作状态下,需要的润滑剂量是不一样的,如在机床暂停阶段就比加工阶段所需要的润滑油量要少。
针对上述情况,在数控机床电气控制系统中,对润滑控制部分进行了改进设计,时刻监控润滑系统的工作状况,以保证机床机械部件得到良好润滑,并且还可以根据机床的工作状态,自动调整供油、循环时间,以节约润滑油。
关键字:数控机床,润滑系统,PLC,故障分析引言众所周知,要使运动副的磨损减小,必须在运动副表面保持适当的清洁的润滑油膜,即维持磨擦副表面之间恒量供油以形成油膜。
这通常是连续供油的最佳特性(恒流量),然而,有些小型轴承需油量仅为每小时1-2滴,一般润滑设备按此要求连续供油是非常困难的。
此外,很多事实表明,过量供油与供油不足是同样有害的。
例如:对一些轴承在过量供油时会产生附加热量、污染和浪费。
大量实验证明,周期定量供油,既可使油膜不被损坏又不会产生污染和浪费,是一种非常好的润滑方式。
因此当连续供油成为不合适时可采用经济的周期供油系统来实现。
该系统使定量的润滑油按预定的周期时间对各润滑点供油,使运动副均适合采用周期润滑系统来润滑机床润滑系统在机床整机中占有十分重要的位置,其设计、调试和维修保养,对于提高机床加工精度、延长机床使用寿命等都有着十分重要的作用。
S7-200系列PLC的系统构成与配置
2.S7-200的扩展配置
S7-200的扩展配置是由S7-200的基本单元和扩展模块组成。其扩展模块 的数量受两个条件约束:一个是基本单元能带扩展模块的数量;另一个是基 本单元的电源承受扩展模块消耗DC5V总线电流的能力。
① CPU 221 无I/O扩展能力;6K字节程序和数据存储空间。4个独立的30kHz高速
计数器,2路独立的20kHz高速脉冲输出;1个RS485通讯/编程口,具 有PPI通讯协议、MPI通讯协议和自由方式通讯能力。非常适合于小点数 的控制系统。
② CPU 222 6K字节程序和数据存储空间;4个独立的30kHz高速计数器,2路独立
L+/L继电器隔离,3点和4点 “1信号”:2A “0信号”:0mA
阻性负载:2A 灯负载:DC30W,AC200W
4.扩展单元的主要技术特性
S7-200系列PLC是模块式结构,可以通过配接各种扩展模块来达到扩展 功能、扩大控制能力的目的。目前S7-200主要有三大类扩展模块。
⑴输入/输出扩展模块 S7-200 CPU上已经集成了一定数量的数字量I/O点,但如用户需要多于 SC7P-U20单0元PIL/CO系点列时目,前必总须共对提系供统共做5必大要类的扩扩展展模。块C:PU221无I/O扩展能力, 数CP字U量2输22入最扩多展可板连E接M2个21扩;展模块(数字量或模拟量),而CPU224和 数CP字U量2输26出最扩多展可板连E接M72个22扩;展模块。 数字量输入和输出混合扩展板EM223; 模拟量输入扩展板EM231:
4/8/16 3 无 3
输出点 无 8
4/8/16 无 2 1
⑶编程器
SIMATIC S7-200 CPU 222 编码器供电模块数据表说明书

20 kHz; Q0.0 to Q0.1
4.5 A
4.5 A
0
500 m 150 m
1; Analog potentiometer; resolution 8 bit
Yes 1 mA
Integrated RS 485 interface RS 485
Yes; As MPI slave for data exchange with MPI masters (S7300/S7-400 CPUs, OPs, TDs, Push Button Panels); S7-200internal CPU/CPU communication is possible in the MPI network with restrictions; transmission rates: 19.2/187.5 kbit/s Yes; with PPI protocol for program functions, HMI functions (TD 200, OP), S7-200-internal CPU/CPU communication ; transmission rates 9.6/19.2/187.5 kbit/s Yes; As freely programmable interface with interrupt facility for serial data exchange with third-party devices with ASCII protocol transfer rates: 1.2 / 2.4 / 4.8 / 9.6 / 19.2 / 38.4 / 57.6 / 115.2 kbit/s; the PC/PPI cable can also be used as RS232/RS485 converter