织物的剥色
一种除去涤纶织物上颜色的剥色处理方法

一种除去涤纶织物上颜色的剥色处理方法
涤纶织物是一种常用的衣料材料,它具有柔软、舒适、易洗涤、耐磨损等特点,一种极其
受欢迎的时尚服装材料。
涤纶织物有着多样的颜色,但有时为了更好地展示其特色和用途,它也需要经过剥色处理来除去其原有的颜色。
剥色处理是一项重要的涤纶织物表面处理技术,通过采用相应的工艺处理涤纶织物,可以将涤纶织物表面的原来的颜色去除掉,从而
使其有一个新的颜色,从而更好地达到客户对于涤纶织物产品品质要求。
经过剥色处理后,涤纶织物可以获得更漂亮的色彩表现,而且还可以改善涤纶织物的立体廓形显示,以及它
的纹理等,从而更好地表现出服装的美观性和时尚性。
剥色处理是一项复杂的表面处理技术,它的技术难度和处理流程十分复杂,需要相关人员
具有较高的设备技术水平和原料处理技术能力。
在剥色处理前,我们首先要对涤纶织物表
面颜色进行深入的研究和分析,所选用的机器配置也要根据涤纶织物颜色来进行选择,以
便剥色处理时能够获得更好的效果。
涤纶织物剥色处理的具体流程为:首先,将涤纶织物收到工厂后,我们会对表面颜色进行
检测和分析,找出要去除的颜色,并根据颜色的不同而选用不同的机器和药剂配置;然后
将表面进行预处理,通过清洗、磨粒等工序,把原有的颜色去除掉;接着,将清洗过的涤
纶织物浸渍在碱液中,并使用高压集成式钢模具加热此钢模具,以进一步改变涤纶织物的
表面纹理,而后再进行水洗,即可完成剥色处理。
剥色处理有着许多优点,用剥色处理后的涤纶织物更易于更改其幅面,它比天然纤维的表
皮表现更加强悍,它的纹理更加清晰,不容易褪色、抗污染,可以长期使用,不易起皱纹,。
棉氨纶织物剥色及复染工艺研究

又肛 棉 ; 物 色 茂 上 研 安进 : 纶、 u 复 工 仰 匕1 巴 染 艺0 等 J 及 术 乙究 氨 织 从 / , l 剥 几
4 5
襦 氯 纶 织 翱 剿 色 及 复 架 譬 研 究
安 进 李 美真 ( 古工业大学 内 内蒙 蒙古 呼和浩特 005) 1 1 0
的测量平均值见表l 。
表3织物剥 色处理前后 白度 、顶破强 力的 比较
许多或者色斑色次无法直接修色, 具体工艺参考前文。
( )轧增 白剂 : 适 用于 染色 成 品布 的红 光偏 4
重, 别对还原染料 所染 的成 品布 ,中、浅色 时修色 特
从表3 以看 出, 可 剥色 处理后织物 白度 为8 , 0 强力 效果更加 明显 。
维 ,氨 纶不 耐强碱 ,尤其在 高温条 件下 ,烧碱 对氨
纶起 分解作 用 ,故棉氨 纶织 物整 理加 工需尽量 降低
1 剥色原理及 工艺
1 1剥色原理 .
剥色 , 即利 用化 学作 用破 坏纤 维上 的染料 使之
收稿 日期 :21— 22 011— 3
烧碱 浓度 ,且温 度不 宜过 高 。生产 中常常采用 纯碱
强力 ,满足染整加工的需要 。 12剥色处方及工艺 .
12 1 色处 方 . .剥
棉织物剥色一般采用保 险粉——烧碱法 ,而对 于 棉氨 纶织物 来说 , 由于其 中含 有3 ~5 的氨 纶纤 % %
物 的剥 色工 艺进行 了研 究 ,提 出一套 合 理的剥 色及 复染加工 工艺。
损 失很小, 除此之 外, 保险粉剥色一双氧 水漂 白法 , 棉
氨纶织物脱色后不会出现泛黄现象, 加工效果较好 。 1 4后处理 .
腈纶/氨纶混纺剥色方法

腈纶/氨纶混纺剥色方法
腈纶/氨纶混纺剥色方法
腈纶/氨纶混纺物的剥色,主要是对腈纶纤维的剥色,因为氨纶纤维一般是不染色的。
针对腈纶纤维用阳离子染料或碱性染料染色时,纤维与染料分子间的结合是较牢固的,剥色比较困难。
对于轻微的色花和色斑可在酸性浴中,用缓染剂(匀染剂)或移染匀染剂加无机盐煮沸处理.可以达到一定的剥色匀染效果。
具体剥色配方(%)为:
匀染剂TAN或匀染剂AN 3-5
无水硫酸钠10~20
醋酸2~3
染料X
脱色浴中加少量染料,可保持色样的深度。
也就是在原来色样的颜色基础上将色花、色斑修正。
但这种方法只适用轻度色花、色斑。
如果色花严重需要全部剥色后改染其他颜色的,可用亚氯酸钠或次氯酸钠2g/L,pH值3—4,60~98℃条件下处理30 min,然后水洗清净(请先做小样了解氨纶纤维在此条件下有无影响强力和弹性)。
染色织物的剥色、回修技术讲解
本品为含水结晶物,其主要化学特性为具有退还原作用,能夺取其它物质中的氧,印染中常用来作棉布煮布。
Na2s硫化碱
学名硫化石,易溶于水,水溶液呈碱性,主要用作硫化料的助溶剂。
硫化碱对皮肤、眼睛有强烈的腐蚀性。
匀染剂
【同类产品名称】平平加
【化学成分】脂肪醇与环氧乙烷缩合物
【类
【
【技术指标】
Montelai-1202适于品质差异较大的原料的染色,例如,不同批次的羊毛混纺,丝光羊毛与普通羊毛的混纺,应用Montelai-1202匀染剂可有效的降低原料间的色差。
用于酸性染料、酸性媒介染料、1:2型金属络核染料Montelai-1201 1-2%
1203
匀染剂
浅黄色透明液体;非离子型;易溶于水
烧碱不能与皮肤接触,否则会灼伤皮肤。
H2O2(双氧水)
学名过氧化氢,双氧水在酸性环境中稳定,在碱性中环境中易分解,双氧水具有较强的氧化性,在印染上主要用作纤维的漂白。
能灼伤皮肤,本厂使用双氧水浓度为50%。
NaCLO(漂水)
漂水在酸性条件情况下不稳定,必须PH>9才稳定,漂水对棉纤维有漂白作用,主要用棉纤维漂白、剥色。
保险粉易燃,着火时不能用水来扑火,只能将保险粉与空气隔离,因水只会加速其分解。
Reyonet200(除氧酵素)
是双氧水中和剂,能分解溶液中及布上残余的双氧水。
Rucolase (ZER)蚀毛酵素
用于棉纤维布疋除毛,改善布疋表面质量,对布疋爆破力度有一定影响。
Heptol (WZB)金属络合剂
具有分散作用的螫合剂,在有Ca2+,Mg2+和重金属离子存在时具有较好的螫合能力。
若用于低温染色,应适当延长保温时间。
织物剥色还原剂使用方法
织物剥色还原剂使用方法
织物剥色还原剂使用方法:
准备工作
① 检查织物:查看织物的材质、颜色,像确定是纯棉织物还是聚酯纤维织物,颜色是深色还是浅色,例如一块深紫色的纯棉窗帘。
② 准备容器:准备一个合适的容器,像塑料桶,要能容纳织物且方便搅拌,例如选择一个20 升的塑料桶。
配置溶液
① 确定用量:根据织物的重量和颜色深浅确定剥色还原剂的用量,像每100 克织物大概用 5 克剥色还原剂,如果织物重500 克就用25 克。
② 加水搅拌:把剥色还原剂加入容器中,再加入适量的水,然后搅拌均匀,比如加入10 升水,搅拌5 分钟左右。
处理织物
① 放入织物:把织物慢慢放入配置好的溶液中,确保织物完全浸没,像把窗帘折叠好慢慢放入塑料桶中。
② 浸泡时间:根据颜色去除的程度控制浸泡时间,例如浸泡30 分钟到1 小时左右观察颜色变化。
清洗织物
① 取出织物:浸泡完成后,把织物从溶液中取出,像用钩子把窗帘从桶里勾出来。
② 清水漂洗:用大量清水漂洗织物,直到漂洗的水变清,比如在水龙头下冲洗窗帘5 - 10 分钟。
有色涤棉混纺织物剥色的研究
Abstract:Aneffectivestrippingmethodofpolyestercottonblendedfabricdyedbydisperse/directdyes anddisperse/reactivedyeswasstudied.Themethodcanbedividedintothreesteps,includingswelling withdimethylsulfoxide,solubilitystrippingwithN,Ndimethylformamideandreductionstrippingwith thioureadioxide.Theoptimum conditionisthattheswellingtemperature120℃ for40min;dissolved strippingtemperature100℃ for30min;reductionstrippingtemperature100℃ for30min.Theaverage strippingratereached95.48% andthestrengthretentionratereached92.28%.Theswellingagentand discolorationagentcanberecycledbydistillationwithahighrecoveryrate. Keywords:polyester/cottonblendedfabric;swelling;stripping;fabricstrength;strippingratio
织物的剥色在纺织行业应用广泛,如染厂染 色、纤维分 析 以 及 废 旧 纺 织 品 的 回 收 再 利 用 等 领 域[1]。随着行业的发展,织物剥色技术也在日益提 升。对于成分单一的织物,剥色方法较为成熟,比如 涤纶织物的剥色主要通过次氯酸钠氧化剥色或在碱 性条件下使 用 连 二 亚 硫 酸 钠 (保 险 粉 )来 进 行 还 原 剥色[2];纯棉 织 物 可 以 用 双 氧 水 剥 色,也 可 用 保 险 粉配合烧碱剥色[3];羊毛织物可以使用还原剂配合 表面活性剂来进行剥色。然而,对于成分较为复杂 的织物如涤棉混纺织物的剥色,传统的剥色方法效 果均不理想。在当前的纺织面料中,涤 /棉混纺织物 的应用又最为广泛,所占市场份额也最大,若不能解 决其剥色问题,大量废旧涤 /棉混纺织物将被浪费, 造成极大的经济损失。
剥色剂CY_730在染色织物剥色中的实用性

!;’ !;’;# !;’;!
中性染料染锦纶的剥色效果 ! 实验方法 同!/(/# 剥色效果 实验结果显示 & !#" 剥色剂 / 烧碱法的剥色效果 # 显著好于保险
测试结果表明 # !% " 剥色剂 0 烧碱法对常用不同结构的中温型 活性染料染棉的剥色效果 % 比保险粉 0 烧碱法的剥 色效果 %显著提高 % 平均脱色率可达/’ = 以上 % 许多 染料如 活性艳蓝 ><0? & 活 性黑 ><09 等 % 脱色 率可 达 /$ = % 而且 % 剥色后的织物 % 除少数染料 ! 如红 @0
分散染料剥色效果比较
-./"", 0 -./"(, 1
较差 # 呈浅 金 黄 色 # 脱 色 约 ’, 5 较差 # 呈中 蓝 色 # 脱 色 约
-./"", 0 -./"(, 1
烧碱 #, 很好 # 呈淡米棕色 # 脱 色约 6’ 5 良 好 #呈 浅 蓝 灰 色 #脱 色约 0, 5 呈黄棕色 # 色变大 # 而 且色花 呈淡米灰色 # 有色变 # 脱色约 6’ 5
!#" 剥色剂0 烧碱法比剥色剂 0 纯碱法的脱色效 果好 $ 并显示出碱性越强 %脱色能力越大的趋势 $ 显 然 % 这与活性染料在高温 碱性条件下 % 水解断键的 染料增多 % 在皂煮时脱落有关 $
#8# #8#8% #8#8#
对直接耐晒染料染棉的剥色效果 实验方法 同#8%8% 剥色效果
69A " 的色光变化外 % 多数染料的色光变化小 % 布面
直接耐晒翠蓝 ;93 直接耐晒黄 E0?3 直接耐晒红 9FG 直接耐晒 9&?3
%8$ %8$ "8$ "8$
染色物剥色及回修技术
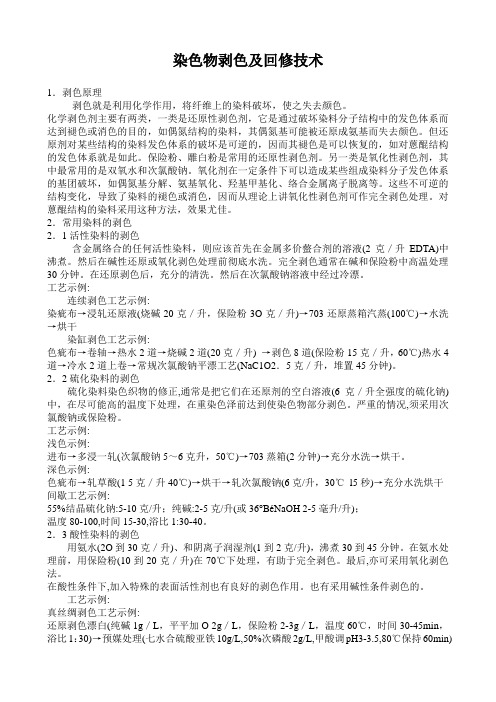
染色物剥色及回修技术1.剥色原理剥色就是利用化学作用,将纤维上的染料破坏,使之失去颜色。
化学剥色剂主要有两类,一类是还原性剥色剂,它是通过破坏染料分子结构中的发色体系而达到褪色或消色的目的,如偶氮结构的染料,其偶氮基可能被还原成氨基而失去颜色。
但还原剂对某些结构的染料发色体系的破坏是可逆的,因而其褪色是可以恢复的,如对蒽醌结构的发色体系就是如此。
保险粉、雕白粉是常用的还原性剥色剂。
另一类是氧化性剥色剂,其中最常用的是双氧水和次氯酸钠。
氧化剂在一定条件下可以造成某些组成染料分子发色体系的基团破坏,如偶氮基分解、氨基氧化、羟基甲基化、络合金属离子脱离等。
这些不可逆的结构变化,导致了染料的褪色或消色,因而从理论上讲氧化性剥色剂可作完全剥色处理。
对蒽醌结构的染料采用这种方法,效果尤佳。
2.常用染料的剥色2.1活性染料的剥色含金属络合的任何活性染料,则应该首先在金属多价螫合剂的溶液(2克/升EDTA)中沸煮。
然后在碱性还原或氧化剥色处理前彻底水洗。
完全剥色通常在碱和保险粉中高温处理30分钟。
在还原剥色后,充分的清洗。
然后在次氯酸钠溶液中经过冷漂。
工艺示例:连续剥色工艺示例:染疵布→浸轧还原液(烧碱20克/升,保险粉3O克/升)→703还原蒸箱汽蒸(100℃)→水洗→烘干染缸剥色工艺示例:色疵布→卷轴→热水2道→烧碱2道(20克/升) →剥色8道(保险粉15克/升,60℃)热水4道→冷水2道上卷→常规次氯酸钠平漂工艺(NaC1O2.5克/升,堆置45分钟)。
2.2硫化染料的剥色硫化染料染色织物的修正,通常是把它们在还原剂的空白溶液(6克/升全强度的硫化钠)中,在尽可能高的温度下处理,在重染色泽前达到使染色物部分剥色。
严重的情况,须采用次氯酸钠或保险粉。
工艺示例:浅色示例:进布→多浸一轧(次氯酸钠5~6克升,50℃)→703蒸箱(2分钟)→充分水洗→烘干。
深色示例:色疵布→轧草酸(1 5克/升40℃)→烘干→轧次氯酸钠(6克/升,30℃l5秒)→充分水洗烘干间歇工艺示例:55%结晶硫化钠:5-10克/升;纯碱:2-5克/升(或36°BéNaOH 2-5毫升/升);温度80-100,时间15-30,浴比1:30-40。
活性染色棉织物的UV/H2O2体系低温剥色
16 3 F — . . TI R红 外光谱
各种 色花 和色 斑 等 印染 疵 品 。通 常 , 印染 厂 的疵 品 回 由于双 氧水 ( : 光 催 化 分 解 后 最 终 只 产生 水 和 氧 H0) 修率 可达 3 %甚或 更 高 … 。 印染 疵 品一 般 可 通 过罩 深 气 , 对环 境无 污染 , 使 用 后 的溶 液 可循 环使 用 , 且 既解 色改染或剥色复染等方法进行 回修处理 。 4, 其中剥色 决了环境污染问题 , 又节约了大量水资源 。目前 , 利用
剥色时 间及 轧余 率等 因素对剥 色率 及织物强力的影 响, 并通过 F — vI r R和 S M 对染色及 剥色后 的棉纤维结构 E 及表面形态进行 了分 析。结果表 明 , p 在 H值 6 3m / 0 , L L3 %双氧水 , 轧余率 10 0 %和剥色处理 2 i 5m n的条件 下, 活性染料 M-B 3 E染色( %,w) 1 o f棉织物 的剥色率可达 8 % , 0 强力保留率 达 9 % ; V H 2 催化体系对棉 0 u/2 光 o 纤维的化学结构和聚集态结构 中结晶 比例影响相对较小 ; 对棉纤维表面附着的浆料等杂质也具有去除作用 。 关键词 : 染色 ;活性染料 ;光催化 ;剥色 ; 过氧 化氢 ; 织物 棉
中 图分 类 号 :T 136 2 S9 . 3 文献标识码 : A 文 章 编 号 :10 4 1 (0 0 0 0 1 o 0 0— 0 7 2 1 )4— 0 1一 5
St i i f r a tv y d c to rpp ng o e c i e d e o t n
t H2 y t m de o t m p r t r h U、 s s e un r l w e 02 e au e
废旧纺织品剥色技术研究进展
废旧纺织品剥色技术研究进展摘要:废旧纺织品是指被淘汰的旧纺织品以及在生产和使用过程中被废弃的纺织材料及制品(废纺织品),包括在生产加工纺织材料及其制品的过程中(如纺纱、纺丝、织造、印染、裁剪等)产生的废料。
有效剥色是染色纤维疵品回修和废旧纺织纤维再利用的关键。
物理剥色操作简单,但使用范围有限。
本文对现有的剥色方法进行简单的阐述,发现采用氧化法和还原法为主的化学剥色方法会产生大量废水;采用物理剥色方法可以实现部分剥色剂等的回收利用,但其剥色效率低;生物、臭氧、光催化剥色方法不仅可以实现较高的剥色效率,而且剥色过程比较绿色环保,符合当下绿色环保的发展理念。
关键词:废旧;纺织品;剥色技术引言废旧纺织品主要源于纺织品加工阶段和消费后环节。
生产过程中易产生残料和截留的边角料,其污染程度相对较低,杂物较少,易于循环利用;消费环节产生的废旧纺织品包括使用过的服装、家用纺织品等,其机械性能下降,高值化再利用难度高。
1剥色技术剥色是染色纤维疵品回修和废旧纺织品再利用的关键,旨在不影响纤维再次使用的前提下,利用物理、化学和生物反应来祛除纤维上的染料,从而实现褪色或消色的目的。
剥色通常分为“浅剥”和“破环性剥色”两大类,前者主要是降低附着在纤维上的染料色深,后者则通过破坏纤维上的染料结构而达到消色目的。
目前,对染色不均的纤维主要通过浅色改染成深色或经剥色复染后再利用。
对大多数废旧纺织品而言,均需进行有效剥色后方可循环利用。
近年来,关于剥色剂及剥色方法的研究已引起国内外较大关注。
然而,由于不同纤维所用的染料类型不同,难以通过单一的剥色剂或剥色方法实现染色纤维的有效剥色,且同一方法对不同染色纤维的剥色效果差异较大。
此外,传统染色纤维剥色方法添加药剂种类多,剥色浴比较大,剥色过程中往往产生大量成分复杂、难以生化处理的剥色废水。
因此,开展操作简便、低试剂消耗、少污染、剥色效果好且对织物损伤少的剥色技术研究,对废旧纺织品尤其是棉织物的再利用具有非常重要的意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.2.4用27.5% 双氧水10L,双氧水稳定剂3L,36°Bé烧碱2L,209洗涤剂1L化500L水,在还原机汽蒸,再五格平平加O煮、皂煮、可浅15%成。
4.2.5用大苏打5-10g/L,汽蒸剥色,水洗皂煮,可浅10-20%成,剥色后色光偏蓝。
4.2.6用10g/L烧碱,汽蒸剥色,水洗皂煮,可浅20%-30%成,色光偏微暗。
2.3 酸性染料的剥色
用氨水(2O到30克/升)、和阴离子润湿剂(1到2克/升),沸煮30到45分钟。在氨水处理前,用保险粉(10到20克/升)在70℃下处理,有助于完全剥色。最后,亦可采用氧化剥色法。
在酸性条件下,加入特殊的表面活性剂也有良好的剥色作用。也有采用碱性条件剥色的。
连续剥色工艺示例:
染疵布→浸轧还原液(烧碱20克/升,保险粉3O克/升)→703还原蒸箱汽蒸(100℃)→水洗→烘干
染缸剥色工艺示例:
色疵布→卷轴→热水2道→烧碱2道(20克/升) →剥色8道(保险粉15克/升,60℃)热水4道→冷水2道上卷→常规次氯酸钠平漂工艺(NaClO 2.5克/升,堆置45分钟)。
2.2硫化染料的剥色
硫化染料染色织物的修正,通常是把它们在还原剂的空白溶液(6克/升全强度的硫化钠)中,在尽可能高的温度下处理,在重染色泽前达到使染色物部分剥色。严重的情况,须采用次氯酸钠或保险粉。
工艺示例:
浅色示例:
进布→多浸一轧(次氯酸钠5~6克升,50℃)→703蒸箱(2分钟)→充分水洗→烘干。
全部剥色后逐渐降温,充分水洗至净,再用0.5mL/L醋酸,30℃,10min充分中和残留在尼龙上的碱,再用清水洗净。
2.4还原染料的剥色
一般在氢氧化钠和保险粉混合体系中,在比较高的温度下,把织物染料再还原。有时需加入聚乙烯吡咯烷溶液,例如BASF的Albigen A。
4.2 色光修正工艺示例:活性染料染色的减色法
4.2.1在还原皂洗机的前五格平洗槽,分别加1 g/L平平加O沸煮,后进行平洗,一般可浅15%。
4.2.2在还原皂洗机的前五格平洗槽,分别加lg/L平平加O,1mL/L冰醋酸,常温过机,可使橙光浅10%左右。
4.2.3在还原机轧槽中浸轧0.6mL/L漂水,常温过蒸箱,前二格水洗槽不放水,后二格冷水洗,一格热水洗,再皂煮,可浅2成,漂水浓度不同,剥色深浅也不同,漂水剥色色光略萎。
采用净洗剂(0.5到1克/升)和醋酸的煮沸溶液、在pH4下处理染色织物l-2小时也可达到部分剥色效果。
工艺示例:
参见5.1腈纶针织物色花处理示例。
2.7不溶性偶氮染料的剥色
5 到l0毫升/升38°Bé烧碱、l到2毫升/ 升的热稳定性分散剂、和3到5克/升保险粉处理,外加0.5到l克/升蒽醌粉末。如有足够的保险粉和烧碱,蒽醌会使剥色液变红。如果它转变为黄色或棕色的话,必须进一步加入烧碱或保险粉。剥色后的织物应充分清洗。
4.2.1O 在卷染机内可加平平加O及纯碱剥浅。
5.染疵回修工艺举例
5.1腈纶织物色花处理示例
5.1.1浅色色花
5.1.1.1工艺流程:
织物、表面活性剂1227、醋酸→30分升至100℃,保温30分→60℃热水洗→冷水洗→升温60℃,投入染料、醋酸保温10分→逐渐升温98℃,保温40分→逐渐降温60℃出布。
深色示例:
色疵布→轧草酸(1 5克/升40℃)→烘干→轧次氯酸钠(6克/升,30℃ l5秒)→充分水洗烘干
间歇工艺示例:
55%结晶硫化钠:5-10克/升;纯碱:2-5克/升(或36°BéNaOH 2-5毫升/升);
温度80-100,时间15-30,浴比1:30-40。
羊毛剥色工艺示例:
尼凡丁AN:4;草酸:2%;在30分钟内升温至沸,且保持在沸点20-30分钟;然后清洗干净。
尼龙剥色工艺示例:
36°BéNaOH:1%-3%;平平加O:15%-20%;合成洗涤剂:5%-8%;浴比:1:25-1:30;温度:98-100℃;时间:20-30min(至全部脱色为止)。
一般说来,活性染料染色织物较难回修,还原染料染色织物回修方便;硫化染料回修时色光难控制,一般用还原染料加减色;直接染料可用于加色回修,但用量应低于1 g/L。
色光修正常用的方法有水洗(适用于染色成品布色光略深,浮色较多和水洗、皂洗牢度不太理想的回修布修色)、浅剥(参照染料的剥色工艺,条件要比正常剥色工艺轻微)、轧碱蒸洗(适用于对碱敏感的染料,大多用于活性染料;如用活性黑KNB拼色的染色布如色光偏蓝,则可通过轧适量的烧碱,辅以汽蒸平洗的方法达到蓝光改浅的目的)、轧增白剂(适用于染色成品布的红光,特别对还原染料所染的成品布,色泽为中、浅色时更为有效。 正常的色光萎暗可考虑复漂,但应以双氧水漂白为主,可避免不必要的色变。)、涂料套色等。
浴比 1:20
5.2锦纶织物色花处理示例
5.2.1轻度色花
当色花深浅度相差为染色本身深度的20%-3O% 时,一般可采用5%-10%的平平加O,浴比同染色,在80℃-85℃之间保温,待染液的深度达到染色深度的20%左右时,再慢慢地升温到100℃ ,保温到染料尽可能地被纤维吸净为止。
减色后织物出缸先用热水洗,再用冷水洗至净,最后进行染色。
连续剥色工艺示例:
染疵布→浸轧还原液(烧碱20克/升,保险粉3O克/升)→703还原蒸箱汽蒸(100℃)→水洗→烘干
间歇剥色工艺示例:
平平加O:2-4克/升; 36°BéNaOH:12-15毫升/升;保险粉:5-6克/升;
剥色处理时温度为70-80℃,时间为30-60分钟,浴比为1:30-40。
工艺示例:
真丝绸剥色工艺示例:
还原剥色漂白(纯碱1g/L,平平加O 2g/L,保险粉2-3g/L,温度60℃,时间30-45min,浴比1:30)→预媒处理(七水合硫酸亚铁10g/L,50%次磷酸2g/L,甲酸调pH3-3.5,80℃保持60min)→漂洗(80℃清洗20min)→氧化剥色漂白(35%双氧水10mL/L,五结晶水硅酸钠3-5g/L,温度70-8O℃,时间45-90min,pH值8-1O)→清洗
3.3树脂整理剂的剥除
树脂整理剂一般采用轧酸蒸洗的方法去除,其典型工艺是:浸轧酸液(盐酸浓度为1.6克/升)→堆置(85℃10分钟)→热水洗→冷水洗→烘干。用此工艺在连续平板履带练漂机上可剥去织物上的树脂。
4.色光修正原理及技术
4.1色光修正原理及技术
当染色织物色光不符合要求时,需要进行修正。色光修正的原理是余色原理。所谓余色,即两种颜色有相互消减的特性。互为余色的几对颜色是:红一绿,橙一蓝,黄一紫。例,如果红光太重,就可以加入少量的绿色涂料来削减。但是余色只用来微量地调整色光,如果用量太大,会影响色泽深度及鲜艳度,一般用量为lg/L左右。
1.剥色原理
剥色就是利用化学作用,将纤维上的染料破坏,使之失去颜色。
化学剥色剂主要有两类,一类是还原性剥色剂,它是通过破坏染料分子结构中的发色体系而达到褪色或消色的目的,如偶氮结构的染料,其偶氮基可能被还原成氨基而失去颜色。但还原剂对某些结构的染料发色体系的破坏是可逆的,因而其褪色是可以恢复的,如对蒽醌结构的发色体系就是如此。保险粉、雕白粉是常用的还原性剥色剂。另一类是氧化性剥色剂,其中最常用的是双氧水和次氯酸钠。氧化剂在一定条件下可以造成某些组成染料分子发色体系的基团破坏,如偶氮基分解、氨基氧化、羟基甲基化、络合金属离子脱离等。这些不可逆的结构变化,导致了染料的褪色或消色,因而从理论上讲氧化性剥色剂可作完全剥色处理。对蒽醌结构的染料采用这种方法,效果尤佳。
2.2 中度色花
中度色花可采用部分减色的方法再行加染到原来深度。
Na2CO3 5 %-10 %
平平加O 1O%-l5%
浴比 1:20-1:25
温度 98℃-100℃
时间 90 min-120min
2.常用染料的剥色
2.1活性染料的剥色
含金属络合的任何活性染料,则应该首先在金属多价螫合剂的溶液(2克/升EDTA)中沸煮。然后在碱性还原或氧化剥色处理前彻底水洗。完全剥色通常在碱和保险粉中高温处理30分钟。在还原剥色后,充分的清洗。然后在次氯酸钠溶液中经过冷漂。
工艺示例:
5.1.2.2剥色配方:
次氯酸钠:2O%;醋酸 10%;
浴比 1:20
5.1.2.3出氯配方:
亚硫酸氢钠 15%
浴比 1:20
5.1.2.4复染配方
阳离子染料(折算原工艺配方) 120%
醋酸 3%
2.8涂料的剥色
涂料很难剥除,一般是采用高锰酸钾予以剥浅。
工艺示例:
染色疵布→轧高锰酸钾(18克/升)→水洗→轧草酸(20克/升,40℃)→水洗→烘干。
3.常用整理剂的剥除
3.1固色剂的剥除
固色剂Y可用少量纯碱和平平加O予以剥除;多胺阳离子型固色剂可用醋酸沸煮的方法予以剥除。
2.6阳离子染料的剥色
在聚酯上进行分散染料的剥色通常采用下列方法:
在含有5毫升/升单乙醇胺和5克/升氯化钠的浴中,在沸点下处理1小时。然后清洗干净,然后在含5毫升/升次氯酸钠(150克/升有效氯)、5克/升硝酸钠(腐蚀阻止剂)、并用酸酸调整PH值至4到4.5的浴中漂白30分钟。最后将织物用亚硫酸氯钠(3克/升)在60℃下处理15分钟、或1—1.5克/升保险粉在85℃下处理20到30分钟。并最后清洗干净。
3.2硅油及柔软剂的剥除
一般柔软剂可用洗涤剂清洗的方法去除,有时也采用纯碱加洗涤剂的方法;有些柔软剂须采用蚁酸加表面活性剂的方法去除。去除的方法及工艺条件须经小样试验。
硅油较难去除,但用特殊的表面活性剂,在强碱性条件下,采用沸煮的方法可去除大多数硅油L汽蒸剥色,可浅10-15%。
4.2.8卷染机内用27.5%双氧水1-5L,70℃运行2道,取样,依色深浅度来控制双氧水浓度和道数,如墨绿色走2道可浅半成至10%左右,色光变化不大。