改善MIG,MAG短路过渡焊接电弧工艺性能的方法_区智明
MIG焊熔滴过渡与电弧形态的观察与分析
MIG焊熔滴过渡与电弧形态的观察与分析
李科;齐志龙;吴志生;刘翠荣
【期刊名称】《焊接》
【年(卷),期】2016(0)1
【摘要】利用高速摄影系统摄取MIG焊中熔滴与电弧的清晰图像,提出了测量熔滴尺寸、过渡频率、弧长和弧锥角的方法,并对测量结果进行分析.结果表明,随着焊接电流的变化,出现了四种熔滴过渡方式和三种典型的电弧形态.随着焊接电流的增大,熔滴尺寸减小,过渡频率、弧长和弧锥角均增大.究其原因,电流和电压的增大提高了电弧能量,加快了焊丝末端的熔化速度;同时,增大的电流增强了电弧力,促进了熔滴的脱离.
【总页数】4页(P19-22)
【作者】李科;齐志龙;吴志生;刘翠荣
【作者单位】太原科技大学材料科学与工程学院,030024;太原科技大学材料科学与工程学院,030024;太原科技大学材料科学与工程学院,030024;太原科技大学材料科学与工程学院,030024
【正文语种】中文
【中图分类】TG403
【相关文献】
1.980 MPa级钢配套焊丝电弧形态和熔滴过渡试验分析
2.药芯焊丝CO2气体保护焊熔滴过渡形态观察分析
3.双旁路耦合电弧MIG焊熔滴过渡受力分析
4.窄间隙约
束下熔化极气体保护焊的电弧形态和熔滴过渡分析5.双旁路耦合电弧铝合金MIG 焊熔滴过渡形态研究
因版权原因,仅展示原文概要,查看原文内容请购买。
MIGMAG焊工艺及设备要点

M I G/M A G焊工艺及设备什么是熔化极气体保护焊?它有哪些类型?使用熔化电极,以外加气体作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法,称为熔化极气体保护电弧焊。
根据焊丝材料和保护气体的不同,可将其分为以下几种方法,如图3-1所示。
按焊丝分类可分为实芯焊丝焊接和药芯焊丝焊接。
用实芯焊丝的隋性气体(Ar或He)保护电弧焊法称为熔化极隋性气体保护焊,简称MIG焊(Metal Inert Gas Arc Welding);用实芯焊丝的富氩混合气体保护电弧焊,简称MAG焊(Metal Active Gas Arc Welding)。
用实芯焊丝的CO2气体保护电弧焊(包括用纯CO2或CO2+O2混合气体)简称CO2焊。
用药芯焊丝时,可以用CO2或CO2+Ar混合气体作为保护气体的电弧焊称为药芯焊丝气体保护焊。
还可以不加保护气体,这种方法称为自保护电弧焊。
如何选用熔化极气体保护焊的保护气体?保护气体的选择主要根据保护气体的作用来决定。
主要考虑它的冶金特点、熔滴过渡和焊缝成形等特点。
可以采用单一气体,还可以采用二元或多元气体。
显然采用单一气体比较简单,如:Ar、He或CO2气。
对于铝、镁和钛及其合金等活泼金属,只能选择惰性气体如Ar或He。
对于黑色金属,常常采用价廉的活性气体CO2气。
但是,上述选择仅仅满足了冶金要求,而考虑到熔滴过渡特点或焊缝成形的要求,往往采用多元气体,如Ar+He二元气体,可以比纯Ar保护提高热输入,能用于焊厚板。
Ar+CO2或Ar+O2二元气体,能改善钢液的流动性,可以改善焊缝成形和熔滴过渡。
为进一步改善焊接工艺性,焊钢时还采用三元或四元气体,如Ar+CO2+O2三元气体,又如采用Ar+He+CO2+O2四元气体可以作为高熔敷率保护气体(即TIME气体)。
根据不同的母材和板厚,保护气体往往有多种选择,请详见表1-11、表1-12和表1-13。
附:表1-12 短路过渡时保护气体的选择附:表1-13 熔化极气体保护焊的保护气体分类表MIG/MAG焊各种金属时,应如何选择保护气体?根据保护气体的氧化性强弱和基体金属的冶金性能,来选择合适的保护气体,如表3-1所示(参考表1-13)。
钢的熔化极气体保护焊MIG,MAG焊适用的熔滴过渡方式
钢的熔化极气体保护焊(MIG/MAG焊)适用的熔滴过渡方式2012-02-19 13:58:33钢的MIG/MAG焊通常为短路过渡、射流过渡和脉冲射流过渡。
不锈钢的短路过渡MIG焊通常使用φ0.8-φ1.2mm细焊丝和ψ(Ar)95%-75%+ψ(C02)5%-25%的富氩混合气体,用于薄板和打底层焊接。
使用混合气体的效果(无论工艺性能或焊缝成形)要好于使用纯氩。
不锈钢的中厚板焊接可采用射流过渡或脉冲射流过渡,使用氧化性比短路过渡时要小的富氢混合气体,如ψ(Ar)99%-98%+ψ(CO2)1%-2% 、ψ(Ar)95%-90% +ψ(CO2)5%-10%,要求更高时还可采用氩-氦混合气休,如ψ(Ar)70%-50%+ψ(He)30%-50%脉冲射流过渡常使用ψ1.6mm以下的细焊丝,使用小于临界电流的平均电流进行焊接,不仅电流稳定,而且可通过调整脉冲规范以调节焊缝成形,细化组织并提高其抗裂性。
低碳钢和低合金钢的短路过渡MIG焊以使用富氢混合气体保护为宜。
通常使用二元混合气体ψ(Ar)85% -75% +ψ(CO2)15%-25%,氧化性更强的混合气体会导致钨极烧损。
细丝短路过渡MIG焊适用于低碳钢和低合金钢薄板及空间位置焊缝的焊接,焊接电流一般不超过250A。
低碳钢和低合金钢的射流过渡焊的焊接电流必须大于临界电流,也以使用氧化性较小的富氢混合气体为宜,如ψ(Ar)97%-95% +ψ(O2)3%-5%、ψ(Ar)90%-85%+ψ(C02)10%-15%,焊接电流过大也不允许。
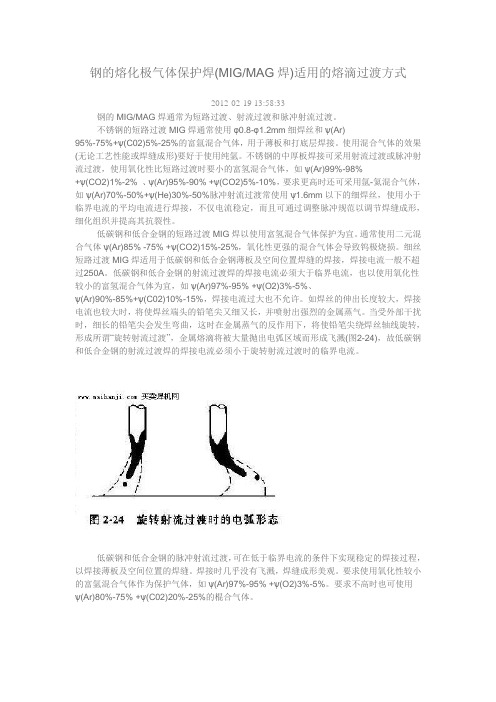
如焊丝的伸出长度较大,焊接电流也较大时,将使焊丝端头的铅笔尖又细又长,并喷射出强烈的金属蒸气。
当受外部干扰时,细长的铅笔尖会发生弯曲,这时在金属蒸气的反作用下,将使铅笔尖绕焊丝轴线旋转,形成所谓“旋转射流过渡”,金属熔滴将被大量抛出电弧区域而形成飞溅(图2-24),故低碳钢和低合金钢的射流过渡焊的焊接电流必须小于旋转射流过渡时的临界电流。
低电流tig电弧辅助高速mig咬边缺陷抑制机理及工艺优化

低电流tig电弧辅助高速mig咬边缺陷抑制机理及工艺优化下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!低电流TIG电弧辅助高速MIG咬边缺陷抑制机理及工艺优化1. 引言在焊接过程中,咬边缺陷是一种常见的缺陷,尤其是在高速MIG焊接中更为突出。
减少短路过渡焊接飞溅的方法
・ *1 ・
《 电焊机》杂志增刊 !""# 年
气体保护焊技术
论文精萃
前言
短路过渡的焊接方法是工业生产中一种重要 的方法, 尤其是在全位置焊接、 较薄工件的焊接工 艺中有着广泛的应用。 $%! 气体保护焊就是典型的 短路过渡焊接方法, 是在工业生产中应用广泛的低 成本的工艺方法。但是, 短路过渡焊接方法存在着个 严重 的 缺点, 就是焊接过程飞溅很大。 焊接飞溅会 导致焊接 质量下降、 影响工件的美观、 恶化劳动 条 件和污染环 境。 同时, 焊接飞溅物还会对产品产 生其他不良影响。
!""# 全 国 焊 接 学 术 交 流 会
・ %" ・ 《 电焊机》杂志增刊 !""# 年
!"$
复合外特性的控制方法
将短路液桥收缩过程和电弧过程分成若干个
瞬时过程, 根据每一瞬时过程理想状态下需要的电 流、 电压值, 设计出相应的理想的外特性段。 并实现 这些外特性段的自动连接和自动转换, 构成一条能 针对熔滴过渡每一瞬时过程的复合的电源外特性。 图 $ 就是这样一种复合外特性, 它可以实现对短路 过渡电弧的控制。 恒电流特性段 ! " 可以避免瞬时 断弧; 使电弧具有很强 "# 段斜率跟电弧斜率相当, 电 的弧长自调性能, 弧长稳定; $# 段特性斜率很大, 弧工作点不可能在上面停留; 当弧长变短即将短路 时, 工作点会跳致恒流段 $% , 使熔滴在很小的电流 下短路避免 “ 瞬时短路”飞溅; 熔滴短路后, 在上升 特性段 %& 作用下, 电流迅速增长, 给短路液桥提供 足够的收缩力; 同时陡降特性 &’ 限制了短路电流 峰值。 在 &’ 段作用下, 液桥迅速收缩; 随着液桥收 缩过程, 电阻增大。 当液桥收缩到即将爆断时, 工作 点已经到 $% 特性段上, 这时液桥电流很小, 不足引 起液桥的爆炸和较大飞溅; 当液桥断开后, 工作点又
焊接基础知识133-MAG MIG焊-低热输入熔滴过渡形式的发展
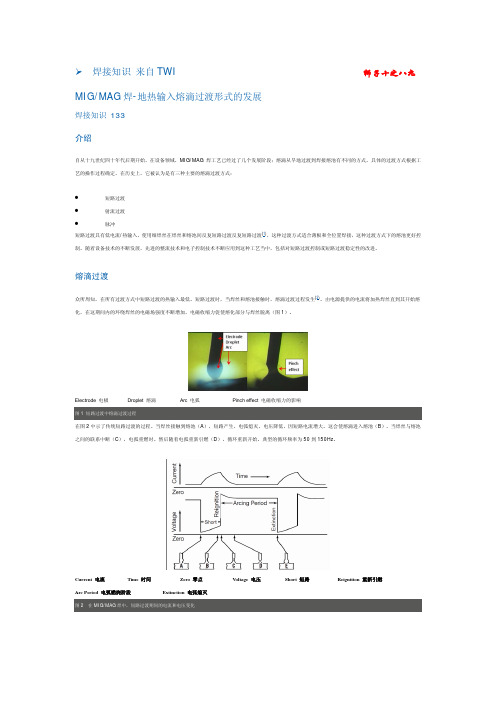
9.
, date: 20/09/2010
10.
Merkler M: ‘CMT - The new revolution in digital GMA welding’, Fronius International GmbH, Wels 2004
11.
大部分的系统都是通过电源控制调节的。虽然每个人都有自己的特定的电流分布特性,都依赖于一个快速减少焊接电流电弧重燃之前立即(4-8)可以发生在 一个更可控的方式与传统的浸渍传递相比(见图 3)。因此,设备制造商声称,在飞溅的显著减少,热输入会降低 5-30%,可以焊接材料的厚度最小可以到 0.3mm(4,5),和高的间隙搭桥能力(最大可以到 4.8mm,(9))。
3.
The Lincoln Electric Company: ‘GMAW Welding Guide’, Cleveland, September 2006
4.
Goecke S F,: ‘Low Energy Arc Joining Process for Materials Sensitive to Heat’,
Schmidt K-P, Fronius International GmbH, Wels, Austria (Personal communication, 16th November 2010)
12.
, date: 13/09/2010
7.
Era T, Ueyama T: ‘Spatter reduction in GMAW by current waveform control’, Welding International, no.20, 2007
8.
Merkle Schweissanlagen-Technik GmbH: ‘The Merkle ColdMIG Process’, product information, Koetz, 2009
改善CO2气体保护焊机性能的有效方法
改善CO2气体保护焊机性能的有效方法
区智明;曹贞全;孙晓明
【期刊名称】《电焊机》
【年(卷),期】2008(038)002
【摘要】CO2气体保护焊存在飞溅大、焊缝成形差、电弧自调性能差等缺点,制约了其推广和应用.分析了飞溅成因,电源特性和焊缝成形及电弧自调性能的关系,研究和开发了一种能有效降低短路过渡气保焊飞溅的方法,针对逆变式CO2焊机提出了改善焊缝成形和提高引弧收孤性能的方法,针对晶闸管焊机解决了焊丝回烧和电弧自调性能差的问题,获得了满意的工艺效果.
【总页数】5页(P37-40,68)
【作者】区智明;曹贞全;孙晓明
【作者单位】清华大学,机械工程系,北京,100084;清华大学,机械工程系,北
京,100084;清华大学,机械工程系,北京,100084
【正文语种】中文
【中图分类】TG444+.73
【相关文献】
1.CO2气体保护焊机的工艺性能与其电源特性的关系 [J], 初利宝;区智明;马健
2.逆变CO2气体保护焊机动特性及控制 [J], 田松亚;许会这
3.浅谈CO2气体保护焊机典型故障及维修方法 [J], 周怡
4.CO2气体保护焊机的管理与维护 [J], 鲍文霞
5.半自动CO2气体保护焊机送丝系统的改进 [J], 毛惠琳
因版权原因,仅展示原文概要,查看原文内容请购买。
MIG.MAG焊接方法
• 例l:
• • ISO 1434l—A G 46 5 M G3Sil 按照化学成分标记的焊丝,标记方式如下: ISO 14341—A G3Sil 其中ISO 14341—A国际标准编号,按照屈服强度 和47焦耳冲击功分类 G 焊丝和/或熔敷金属/金属熔化极气体保护焊 46 强度和延伸率(见表4) 5 冲击性能(见表5) M 保护气体(见表7) G3Sil 焊丝的化学成分(见表3)
说明: 1)其余成份:Cr≤0.15,Cu≤0.35和V≤0.03,钢中镀Cu的成份不得超过0.35%: 2)表中数值均为最高值; 3)此表数值与IS031-0附件B中的规定A相符合
表6 应用说明
焊丝类型 G2Si1 G2Si1 说 明 配合M12到M14组弱氧化性保护气体焊接普通结构钢 配合M12到M14组保护气体焊接普通结构钢,使用M3和 CO2保护气体会降低焊缝的强度和韧性 配合M2、M3、Cl组保护气体焊接普通结构钢 应用于含Ti的细晶粒的焊接 含Ni的焊丝可提高韧性,适于低温钢的焊接或要求焊缝 韧性的焊接 适用于含MO热强钢的焊接,如焊接16MO3
符号1) 组别 -R 数字代 号 1 2 1 2 3 1 2 3 4 1 2 3 4 1 2 3 1 2 1 2 没有列入表中的特殊混合气体在组别符号前用符号S表示 2)氦气替代氩气可达95% >0~5 >0~5 >0~5 >5~25 >0~5 >5~25 >25~50 >5~50 100 其余 >0~3 >0~3 氧化性 C02 02 Ar 其余2) 其余2) 100 其余2) 其余2) 其余2) 其余2) 其余2) 其余2) 其余2) 其余2) 其余2) 其余2) M 100 >0~95 气体组合% 惰性 He H2 >0~15 >15~35 还原性 N2 TIG等离子焊根部 保护 MIG、MAG等离 子焊,根部保护 弱氧 化性 一般应用条件 备注
高效MIG_MAG焊的新发展_一_

1概述
常规的MIG/MAG焊方法与传统的 焊条电弧焊相比,焊接效率提高了2 ̄ 3倍。因此,以往通常将其视作高效焊 接法。但近期通过对MIG/MAG焊电弧 物理和熔滴过渡的深入研究,MIG/MAG 焊焊接电源和设备的改进,优质焊丝 的开发和保护气体配比的优化,使MIG /MAG焊的熔敷率超越了原有的极限, 并对高效MIG/MAG焊赋予了全新的概 念。
鉴于MIG/MAG焊具有工艺适应性 强、操作简便、易于实现机械化和自
动化等一系列的优点,特别是焊接成 本低、经济效益可观,具有较大的吸 引力,故近10年来,各国焊接工程界 为进一步发掘MIG/MAG焊的潜在优势, 正致力于研究和开发各种高效MIG/MAG 焊接工艺方法,并取得了引人注目的 成果,某些新型MIG/MAG焊接法已在 实际生产中得到有效的应用。
率,以加快焊接速度或增加焊道的厚 度,提高焊丝熔化率的工艺方法有以 下几种:
·利用焊丝伸出长度的电阻热; ·提高或有效利用电弧的热功率; ·优化焊丝/保护气体的组合; ·T.I.M.E焊接法; ·带极MIG/MAG焊; ·多丝MIG/MAG焊。 2.1 加大焊丝伸出长度 在MIG/MAG焊中,焊丝的熔化主 要利用两种不同的热源。一种是电流 通过焊丝伸出长度时产生的电阻热(见 图2),另一种是电弧的热量。 焊接电流通过焊丝伸出长度时, 电能按下列公式转变为热能:
·提高了焊接工艺方法的工艺适 应性,既可用于薄板,亦可焊接厚板, 便于全位置焊;
·焊接热输入降低。由于焊接速 度较高,焊接热输入降低,焊接变形 减小;
·熔透深度增加。多元混合气体 下电弧功率增大,焊缝熔透深度增加, 提高了角接接头焊缝的动载强度;
电弧焊接施工基础(MAG,MIG) 中文

电弧焊接篇(MAG MIG)施工的基本1,焊枪行进方向逆转(后退法)2,提高焊接速度1)焊缝变窄1)焊缝变窄2)焊缝高度变高2)熔深变小3)熔深变大3)焊缝高度变低4)易生气孔4)易生缺焊5)飞溅变多3-1,枪口高度-过高3-2,枪口高度-过低1)背保气体效果不好,发生气孔。
1)飞溅易生堵塞*无法长时间焊接*焊缝不清晰4,焊丝出口⇔母材之间的距离变大的话5,焊丝太粗1)电流减少1)飞溅多发2)弧长变长2)电弧不安定3)熔深变小3)熔深变小4)焊缝容易蛇形6,背保气体7,焊接电流过大1)流量小或者风大容易发生气孔1)焊缝宽2)保护气体种类不同,焊丝熔池移动会改2)熔深大变,电弧状态,焊缝形态,焊接金属的3)焊缝高性质也变化。
4)飞溅粒度小,飞溅少5)电流过大,熔池不良,焊缝形状不好8,电弧过长9,母材表面油锈过量附着1)焊缝宽1)发生气孔2)焊缝低3)熔深浅4)飞溅颗粒大1,焊枪行进方向逆转(后退法)2,提高焊接速度I 焊接条件和其影响3,枪口高度1)过高2)过低4,焊丝出口⇔母材之间的距离变大的话5,焊丝太粗6,背保气体7,焊接电流过大8,电弧过长(焊接电压高)9,母材表面油锈过量附着表1,焊丝直径和焊丝突出长度(焊嘴高度)表2,焊接电流和焊丝突出长度(焊嘴高度)1.2 1.6突出长度(mm)12~1413~1616~20II 焊丝突出长度焊丝突出长度的设定取决于焊接电流,焊丝直径,焊嘴口径。
如果现场作业需要调整焊丝长度的话,要根据焊丝长度来调整焊接电流,焊丝直径,焊嘴口径。
如果焊丝突出长度设置不良的话,会造成内部小孔,回火,电弧不稳定和飞溅的增加。
表1表示突出长度和焊丝直径的关系,表2表示突出长度和焊接电流的关系。
图1,焊丝突出长度的关系焊丝直径(mmφ)0.8116~20>250突出长度(mm)焊接电流(A)16~2015012~16<25014~18送丝装置突出长度弧长保护气体焊丝焊嘴接触式焊丝出口焊嘴高度焊嘴内径电弧例:(焊枪内径14mmφ=气体流量:15L/分)※焊丝突出长度比表1的数值长出少许时,表3的流量要增加10~30%※a.无风时b. 风速(1.0m/分)时c. 风速(1.0m/分)+流量增加时1) 焊嘴的性能决定被包的效果也不一样,无风和有风时被包气体卷入空气的关系图例见图2(a~c)。
超薄板的MIG_MAG焊_CMT冷金属过渡技术

熔滴同熔池短路 ! 短路桥爆断, 短路时伴有大的电 流!大的热输入量&和飞溅。 而 ./0 过渡方式正好相 在熔滴短路时, 数字化电源输出电流几 反 ! 见图 E&, 乎为零, 同时焊丝的回抽运动帮助熔滴脱落, 从根 本上消除了产生飞溅的因素。 有 ? 个明显的 ./0 焊与普通 /78!/98 焊相比, 不同:
图! 焊缝成形
并且无需 ".$ 薄板或超薄板 "30#@# //$ 的焊接, 担心塌陷和烧穿, 如图 A 所示。
图"
焊缝外观成形
",$真正做到无飞溅焊接。
如前所述, 熔滴过渡过程中出现飞溅的因素被 消除了, 焊后清理工作量小。 装配间隙要求降低。 "-$良好的搭桥能力, . // 薄板的搭接接头间隙允许达到 .0- //。 "1$更快的焊接速度。 . // 厚的铝板对接可达到 2-3 4/!/56, )%* 钎焊电镀锌板可达到 .-3 4/!/56。
[3X N)(2-: V)12 @3451 4(5*-63(; @+\ 4(5*-63(; *)J-R5443( N312+*K ; ])+*+*K -4331 4) 51,@+*+,@
1
前言
最经 /78!/98 焊是目前世界上应用最广泛、
专 题 讨 论 — — 氩 弧 焊 技 术 及 设 备
济的焊接工艺。 但由于存在热输入量大、 变形严重、 飞溅无法避免等缺陷, 限制了它在某些领域的应 用, 尤其 # @@ 以下的薄板更是其应用的 “ 禁区” 。
第
?F 卷 第 F 期 E%%F 年 F 月
电焊机
P13V4(+V O312+*K /5VM+*3
【CN110293281A】一种摆动TIG辅助MIGMAG的窄间隙焊接方法【专利】
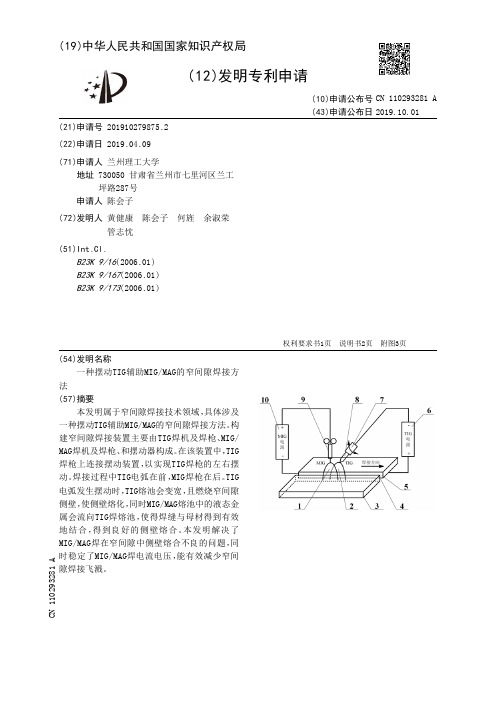
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910279875.2(22)申请日 2019.04.09(71)申请人 兰州理工大学地址 730050 甘肃省兰州市七里河区兰工坪路287号申请人 陈会子(72)发明人 黄健康 陈会子 何旌 余淑荣 管志忱 (51)Int.Cl.B23K 9/16(2006.01)B23K 9/167(2006.01)B23K 9/173(2006.01)(54)发明名称一种摆动TIG辅助MIG/MAG的窄间隙焊接方法(57)摘要本发明属于窄间隙焊接技术领域,具体涉及一种摆动TIG辅助MIG/MAG的窄间隙焊接方法。
构建窄间隙焊接装置主要由TIG焊机及焊枪、MIG/MAG焊机及焊枪、和摆动器构成。
在该装置中,TIG焊枪上连接摆动装置,以实现TIG焊枪的左右摆动。
焊接过程中TIG电弧在前,MIG焊枪在后。
TIG电弧发生摆动时,TIG熔池会变宽,且燃烧窄间隙侧壁,使侧壁熔化,同时MIG/MAG熔池中的液态金属会流向TIG焊熔池,使得焊缝与母材得到有效地结合,得到良好的侧壁熔合。
本发明解决了MIG/MAG焊在窄间隙中侧壁熔合不良的问题,同时稳定了MIG/MAG焊电流电压,能有效减少窄间隙焊接飞溅。
权利要求书1页 说明书2页 附图3页CN 110293281 A 2019.10.01C N 110293281A权 利 要 求 书1/1页CN 110293281 A1.一种摆动TIG辅助MIG/MAG的窄间隙焊接方法,包括以下步骤:第一步,构建一种摆动TIG辅助MIG/MAG的窄间隙焊接装置,该装置主要由TIG焊机及焊枪、MIG/MAG焊机及焊枪、和摆动器构成,在该装置中,TIG焊枪上连接摆动装置,以实现TIG焊枪的左右摆动;第二步:采用摆动TIG辅助MIG/MAG的窄间隙焊接装置进行窄间隙焊接,在起弧过程中,先启动TIG电弧,然后开启摆动装置,待工件表面形成TIG熔池后再开启MIG/MAG电弧,焊接过程中TIG电弧在前,MIG焊枪在后,TIG电弧发生摆动时,TIG熔池会变宽,且燃烧窄间隙侧壁,使侧壁熔化,同时MIG/MAG熔池中的液态金属会流向TIG焊熔池,使得焊缝与母材得到有效地结合,解决MIG/MAG侧壁熔合不良的问题。
脉冲MIG/MAG焊接熔滴过渡的自适应模糊控制
脉冲MIG/MAG焊接熔滴过渡的自适应模糊控制
赵举东;杨虹
【期刊名称】《电子与自动化》
【年(卷),期】1997(026)001
【摘要】脉冲MIG/MAG焊接熔滴过渡的控制是焊接技术领域的一个重要研究课题。
本文提出了采用自适应模糊控制方法对脉冲MIG/MAG焊接熔滴过渡进行在线实时控制,建立了以全数字控制IGBT逆变弧焊电源为核心的自适应模糊控制系统。
【总页数】5页(P14-18)
【作者】赵举东;杨虹
【作者单位】华南理工大学;惠州大学物理系
【正文语种】中文
【中图分类】TG456
【相关文献】
1.高频脉冲耦合铝合金激光-MIG复合焊接熔滴过渡及其熔覆特性 [J], 朱宗涛;王雪飞;杨晓益;高健
2.铝合金脉冲MIG焊接熔滴过渡行为的声发射信号时频域表征 [J], 罗怡;谢小健;朱洋;万瑞;胡绍裘
3.铝脉冲MIG焊亚射流过渡自适应控制熔滴过渡行为分析 [J], 杨立军;李志勇;李桓;李俊岳
4.脉冲MIG/MAG焊接熔滴过渡的双模糊器控制系统 [J], 赵举东
5.铝及其合金脉冲MIG焊接熔滴过渡的短路模糊控制 [J], 孙栋;杨虹
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
的过渡过程都不相同,所以预置电流波形难以跟每
个熔滴过渡过程同步和适应。
—
status in different countries is also introduced.The principle problems in existent control methods are analyzed in detail,and effective
名
methods to improve the processing properties of MIG/MAG short circuiting welding arc are presented.A new control system of MIG/
但是,通过对系统的数学模型的定量计算,发现 这种方法实际上是行不通的。原因在于焊丝回抽系 统的动态响应不足。焊丝回抽系统的动态响应决定 于检测和控制系统的动态响应、电机和减速机械系 统的动态响应和焊丝在送丝软管中运动的动态响 应三部分组成。且不说前两部分的动态响应就比液 桥后期的收缩过程慢得很多,光是焊丝在送丝软管 中的滞后时间就比液桥收缩时间要长得多。即使将 从送丝轮到焊丝端部距离减少到 30 cm,焊丝在送 丝软管中的滞后时间仍然太长。因此,这种方法实际 上是行不通的,焊丝运动响应跟不上液桥和电流的 变化。但是如果将思路反过来,让电流跟随焊丝的运 动,就能保证电流变化与焊丝运动的同步,这种方法 福尼斯做出了比较好的效果。但是,还是因为动态响 应问题,只能在较小电流范围有效。而且,因为限制 了短路电流,同时也影响了电弧能量,只能在“冷 焊”工艺中发挥它的特色。
授,主要从事机械工程、材料加工过程和焊接过 程控制与自动化等方面的教学和科研工作,获得 一系列重要的研究成果。
定。控制焊接电源动态响应和改变焊接电流波形的 方法很多,传统的焊接电源靠焊机输出的直流电感 来控制焊接电流的变化,获得正常的焊接电流的 di/dt。焊机直流电感的参数在焊接过程中是不能改
Electric Welding Machine ·77·
Key words:MIG /MAG short circuiting welding;welding spatter;weld forming
爱
心
0 前言
CO2 气体保护焊是典型的 MIG/MAG 短路过渡 焊接方法,是国内工业生产中一种重要的方法,尤其
奉
节范围窄的问题,研究成功了一种 ODSER 焊接电源
详细分析了现存控制方法在原理上存在的问题,提出有效改善 MIG/MAG 短路过渡焊接电弧工艺性能
的方法。介绍了自行开发成功的一种 MIG/MAG 焊接电源控制系统,以及一种十分有效的降低焊接飞溅
的新方法,并展示了跟市场现有焊机的对比实验结果。
关键词:MIG/MAG 短路过渡焊;焊接飞溅;焊缝成形
中图分类号:TG403
法。如采用混合保护气体的方法,优化焊机输出直流 电感设计的方法,采用电子电抗器调节电源动态特 性的方法等。这些方法虽然对降低焊接飞溅有一定 的效果,但是都没有直接对液桥后期电流进行控 制,所以收效甚微。现有的常规 CO2 焊机只是给焊接 电弧提供一个电源,常规的方法只能改变电源的静 特性和动特性,缺乏对熔滴过渡瞬时过程的实时控 制。所以不可能取得很好的效果。
家
MAG welder and a new method of reducing welding spatter effectively are brought in this paper,as well as the comparison results
新 作
with existing welder.
作 可以获得很“硬”的焊接电弧和较小的燃弧能量;
产生飞溅的主要原因是由于当短路液桥收缩
爱
也可以获得很“软”的电弧和较大的燃弧能量。在
到较细时,短路液桥的电流密度很大,短路电流对
心 相同电源电压条件下,改变电子电抗器参数,燃弧
液桥的迅速加热,导致液桥气化而爆炸引起飞溅。引
奉
能量能够有很大幅度的变化(相差可达 25%)。而且, 起短路液桥爆炸和飞溅有两种情况:在熔滴刚刚短
b. 缺乏短路液桥收缩状态的准确检测,电流控
制缺乏依据。
c. 由于电流波形受控或者受到限制,影响了电
弧弧长的自调性能和稳定性。
d. 由于直流电感的存在或焊接电源动态响应不
足,难以实现电流的快速实时控制。
e. 由于缺乏对每个熔滴收缩过程后期的针对性
的实时控制,难以收到理想效果。
(4)电流波形的寻优控制。
—
态响应和电流波形。使得焊接电源动态响应调节范
名 家
围十分宽广,可以获得各种焊接电流波形,以便适
新
应各种焊接条件对电弧能量和动态响应的需求。既
工艺在工业生产中的进一步推广和应用。国内外许 多研究机构和研究人员一直在努力寻找减小飞溅 的有效途径,但是一直没有找到有效的方法,始终 没有获得满意的工艺效果。
专题讨论
第 39 卷
变和调节的(除采用抽头方式调节外),因此传统的
短路过渡 MIG/MAG 焊机的动态响应和电流波形
是固定不变的。逆变焊机的电源动态响应和电流波
形可以靠电流反馈过程来实现。改变电流反馈系统
的校正参数就可以获得不同的动态特性和不同的
焊接电流波形。但是,市场上的短路过渡 MIG/MAG
—
b. 由于熔滴过渡的分散性和差异性,系统只能
名 家
对若干个熔滴过渡参数进行采样和平均。由于采样
新
的动态响应不够,根据采样控制系统的基本原理, 作
系统控制的动态响应不可能很快,否则就会出现系 爱
统振荡。
心
(5)切换两组电源外特性的控制方法。
奉
献
这类方法主要思路是:在短路和电弧状态,分别
切换两条不同的电源外特性,分别控制短路状态和
由于在短路初期电流比较小,焊接的动态响应限制
一种优秀的 MIG/MAG 焊接电源控制系统。
了短路电流的增长率,一般情况下不会在短路初期
引起液桥的爆炸和飞溅。除非在焊接电流较大,电源
特性较软,燃弧电压较高,熔滴处于大滴或混合过
渡方式时,才会出现短路初期液桥爆炸和飞溅,称之
为瞬时短路飞溅。所以,短路过渡焊接飞溅主要发生
2.1 研究现状与分析
就各种减少焊接飞溅的方法和目前的研究现状进
焊接飞溅大是短路过渡 MIG/MAG 焊接方法的
行具体分析。当前,致力于减少焊接飞溅的方法,可
·78· Electric Welding Machine
专题讨论
区智明等:改善 MIG/MAG 短路过渡焊接电弧工艺性能的方法
第1期
以分成下列几类。 (1)常规方法。 常规方法是指目前已在生产中广泛应用的方
第 39 卷 第 1 期 2009 年 1 月
Electric Welding Machine
Vol.39 No.1 Jan.2008
改善 MIG/MAG 短路过渡焊接电弧 工艺性能的方法
区智明,孙晓明,夏胜全
(清华大学 机械工程系,北京 100084)
摘要:阐述了 MIG/MAG 短路过渡焊接电弧工艺性能存在的问题,介绍了各国在该领域的研究现状,
这种方法主要是在电流波形控制的基础上,根
据电弧和熔滴过渡的状态,利用计算机对电流波形
进行修正和优化。根据若干周期熔滴过渡的平均状
态来判断和改变后面的电流波形。这种方法主要问
专
题有下列两个方面:
题 讨
a. 只能实现平均控制,不可能针对每个熔滴过
论
渡过程进行控制,而熔滴差异性很大,不可能有很 —
好的效果。因此具有波形控制的相同缺点。
质优异的短路过渡 MIG/MAG 焊接电源控制系统。 溅,不仅浪费了金属,降低了熔敷效率,恶化了焊工
系统采用双阶梯电源形外特性(见图 1),能够避免
的工作条件,污染了环境,影响工件的美观,降低了
焊接过程中的瞬时断弧和限制短路电流峰值;电源
生产效率,而更重要的是:飞溅的产生降低了电弧
专
控制系统采用电流电压双闭环负反馈控制技术(见
1 ODSER 焊接电源特性控制系统
目前,国内外的 MIG/MAG 短路过渡焊接电源控 制系统普遍存在的问题是焊接电源的动态响应调 节范围很窄,控制电源的动态响应和焊接电流波形 不能满足各种焊接条件和焊接成形的要求。焊接电 流波形的不恰当导致焊接电弧和焊接过程的不稳
收 稿 日 期 :2008-12-19 作 者 简 介 :区智明(1945—),男,广东新会人,博士生导师,教
(2)控制焊丝的瞬时回抽,利用机械力来协助或 控制液桥过渡的方法。
这种方法的意图是通过焊丝的瞬时回抽,用机 械力来实现液桥过渡,避免液桥后期在大电流下爆 炸。在短路液桥的收缩过程中的后期,在适当的时机, 降低液桥电流,通过控制焊丝回抽来拉断液桥。由 于该方法是想在低电流的条件下用机械力来拉断 液桥,在原理上,可以避免液桥在大电流的爆炸和 飞溅。
焊机的电源动态响应调节范围很窄,有的焊机电弧
偏“软”,电弧能量较大,不适宜焊接薄板和全位置
焊接;有的焊机电弧偏“硬”,电弧能量较小,焊接
中厚板时焊缝熔深和成形较差。 本研究开发成功的 MIG/MAG 短路过渡焊接电
图 2 电流电压双闭环负反馈控制
源控制系统,即称之为 ODSER 控制系统,是一种品
主要缺点之一。短路过渡焊接过程产生大量金属飞
文献标识码:C
文章编号:10 01-2303(2009)01-0077-06