塑料产品外观印刷质量检验标准
注塑产品检验标准书
注塑产品检验标准书一、引言。
注塑产品是一种常见的塑料制品,广泛应用于日常生活和工业生产中。
为了确保注塑产品的质量和安全性,制定了一系列的检验标准。
本文将介绍注塑产品的检验标准,包括外观质量、尺寸精度、物理性能、化学性能等方面的内容,旨在帮助生产厂家和检验机构对注塑产品进行有效的检验。
二、外观质量检验。
1. 表面光洁度,注塑产品的表面应平整光滑,不得有明显的气泡、烧结、裂纹、凹凸或色斑等缺陷。
2. 色泽一致性,同一批次的注塑产品应保持一致的色泽,不得出现色差。
3. 印字和标识,产品上的印字和标识应清晰可见,不得模糊或缺失。
三、尺寸精度检验。
1. 外观尺寸,根据产品图纸要求,测量注塑产品的长度、宽度、高度等外观尺寸,确保符合设计要求。
2. 壁厚测量,测量产品各部位的壁厚,保证在允许范围内,避免因壁厚不均匀而影响产品质量。
3. 其他尺寸要求,根据产品特点和用途,确定其他尺寸精度的检验项目,如孔径尺寸、配合尺寸等。
四、物理性能检验。
1. 强度测试,使用拉力试验机等设备,对注塑产品的拉伸强度、弯曲强度等进行测试,确保产品具有足够的强度和刚度。
2. 耐磨性检验,通过磨擦试验等方法,评估产品的耐磨性能,判断产品表面的耐磨程度。
3. 耐候性测试,将产品置于不同的环境条件下,如高温、低温、紫外线照射等,检验产品的耐候性能,判断产品是否会出现老化、变色等问题。
五、化学性能检验。
1. 化学成分分析,对注塑产品的原料进行化学成分分析,确保原料符合相关标准要求,避免因原料问题导致产品质量不合格。
2. 热稳定性测试,通过热失重试验等方法,评估产品的热稳定性能,判断产品在高温环境下的稳定性。
3. 燃烧性能检验,对产品进行燃烧性能测试,判断产品的燃烧速度、烟气生成量等,确保产品符合相关安全标准。
六、总结。
通过上述内容的介绍,我们可以看到注塑产品的检验标准涵盖了外观质量、尺寸精度、物理性能、化学性能等多个方面,这些标准的制定和执行对于保障产品质量和消费者安全至关重要。
塑胶产品通用标准

是不精密部件有限公司技术标准:一.范圍本标准规定了塑胶部品的外观要求及性能测试、等项目。
本标准适用于供应商生产、研发摸底测试、试生产、批量生产、IQC 来料检验、QA 增强性试验等各个阶段。
二、术语和定义:下列术语和定义适用于本标准。
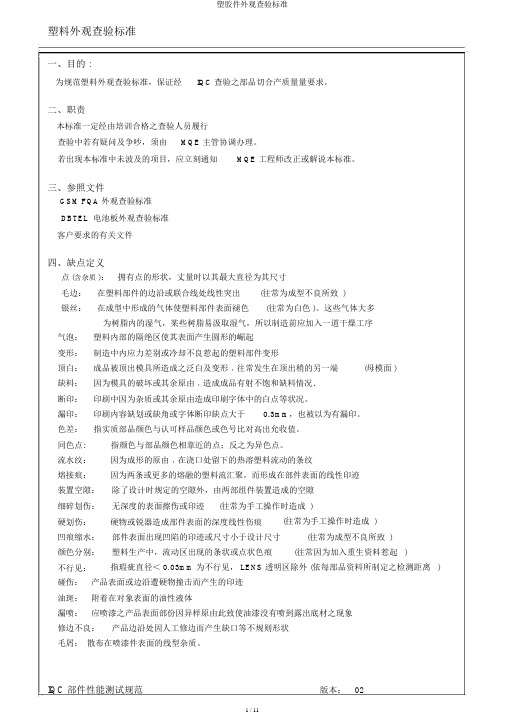
2.1 不良缺陷定义:2.1.1 塑料件不良缺陷定义2.1.1.1 点缺陷:具有点形状的缺陷,测量尺寸时以其最大直径为准。
2.1.1.2 硬划痕(有感划痕):由于硬物摩擦而造成样品表面有深度的划痕。
2.1.1.3 细划痕(无感划痕):指样品表面没有深度的划痕。
2.1.1.4 批锋(毛刺):由于注塑参数或模具的原因,造成在塑料件的边缘、分型面、顶针孔、镶件等处溢出的多余胶料,摸上去有刮手感觉。
2.1.1.5 缩水:当塑料熔体通过一个较薄的截面后,其压力损失很大,很难继续保持很高的压力来填充在较厚截面而形成的凹坑。
2.1.1.6 熔接线:塑料熔体在型腔中流动时,遇到阻物(型芯等物体)时,熔体在绕过阻碍物后不能很好的融合,于是在塑料件的表面形成一条明显的结合线。
2.1.1.7 气纹:因气体干扰使塑料件表面形成一种雾状发暗痕迹。
2.1.1.8 流纹:因冷料被挤入,在塑料件表面形成的雾色或亮色的痕迹。
2.1.1.9 银纹:在塑料件表面沿树脂流动方向所呈现出的银白色条纹。
2.1.1.10 烧焦:指局部温度过高而在塑料件表面留下的发黄或碳化痕迹。
2.1.1.11 顶白/顶凸:由于塑料件的包紧力大,顶杆区域受到强大的顶出力所产生的白印或凸起。
2.1.1.12 拖花/拉伤:因注射压力过大或型腔不平滑,脱模时所造成边缘的擦伤。
2.1.1.13 缺料:因注射压力不足或模腔内排气不良等原因,使融熔树脂无法到达模腔内的某一角落而造成的射料不足现象。
2.1.1.14 翘曲:塑料件因内应力作用等原因而造成的平面变形。
2.1.1.15 杂质:有异物混入原料中等原因,成型后在产品表面呈现出斑点。
2.1.1.16 气泡:由于原料未充分干燥,造成成型后产品内部有缩孔。
塑胶件外观检验标准
塑料外观查验标准一、目的 :为规范塑料外观查验标准,保证经IQC 查验之部品切合产质量量要求。
二、职责本标准一定经由培训合格之查验人员履行查验中若有疑问及争吵,须由MQE 主管协调办理。
若出现本标准中未波及的项目,应立刻通知MQE 工程师改正或解说本标准。
三、参照文件GSM FQA 外观查验标准DBTEL 电池板外观查验标准客户要求的有关文件四、缺点定义点 (含杂质 ):拥有点的形状,丈量时以其最大直径为其尺寸毛边:在塑料部件的边沿或联合线处线性突出(往常为成型不良所致 )银丝:在成型中形成的气体使塑料部件表面褪色(往常为白色 )。
这些气体大多为树脂内的湿气,某些树脂易汲取湿气,所以制造前应加入一道干燥工序气泡:塑料内部的隔绝区使其表面产生圆形的崛起变形:制造中内应力差别或冷却不良惹起的塑料部件变形顶白:成品被顶出模具所造成之泛白及变形﹐往常发生在顶出稍的另一端(母模面 )缺料:因为模具的破坏或其余原由﹐造成成品有射不饱和缺料情况.断印:印刷中因为杂质或其余原由造成印刷字体中的白点等状况。
漏印:印刷内容缺划或缺角或字体断印缺点大于0.3mm,也被以为有漏印。
色差:指实质部品颜色与认可样品颜色或色号比对高出允收值。
同色点:指颜色与部品颜色相靠近的点;反之为异色点。
流水纹:因为成形的原由﹐在浇口处留下的热溶塑料流动的条纹熔接痕:因为两条或更多的熔融的塑料流汇聚,而形成在部件表面的线性印迹装置空隙:除了设计时规定的空隙外,由两部组件装置造成的空隙细碎划伤:无深度的表面擦伤或印迹(往常为手工操作时造成 )硬划伤:硬物或锐器造成部件表面的深度线性伤痕(往常为手工操作时造成 )凹痕缩水:部件表面出现凹陷的印迹或尺寸小于设计尺寸(往常为成型不良所致 )颜色分别:塑料生产中,流动区出现的条状或点状色痕(往常因为加入重生资料惹起 )不行见:指瑕疵直径< 0.03mm 为不行见, LENS 透明区除外 (依每部品资料所制定之检测距离 )碰伤:产品表面或边沿遭硬物撞击而产生的印迹油斑:附着在对象表面的油性液体漏喷:应喷漆之产品表面部份因异样原由此致使油漆没有喷到露出底材之现象修边不良:产品边沿处因人工修边而产生缺口等不规则形状毛屑:散布在喷漆件表面的线型杂质。
食品生产经营企业ISO9001质量管理体系复合塑料袋、塑料膜印刷品验收标准和检验规程

表2抽样方案与合格判定方案
批量(N)
抽样数(n)
接受数Ac
拒收数Re
不合格品数
(D)
不合格品
率%(d)
不合格品数
(D)
不合格品
率%(d)
≤150000
1200(4件)
120
10.00
121
10.08
150001~500000
2000(6件)
130
6.50
131
6.96
>500000
23200(8件)
3.2.4抗渗漏试验:用塑料袋装入五分之一容积的清水,水温23±2℃,保持静置1分钟后观察,是否有漏水珠现象,试验数量三个。开孔的塑料袋除外。
4
4.1
由同一厂家提供的相同规格、相同材料、同一时间交付的产品为一批。
4.2
从同批产品的不同部位随机抽取,50g以上复合塑料袋的所有项目按照表1抽样方案抽取;50g以下复合塑料袋的所有项目按照表2抽样方案抽取;复合塑料膜应从每卷中抽取一米。
3.2
3.2.1测定尺寸:应将其平铺后,分别量取长度、宽度、和高度。
3.2.2厚度:将其剖开,用千分尺测ห้องสมุดไป่ตู้其厚度。
3.2.3跌落试验:将相当于标称承重的模拟物(如米粒等颗粒物)或实物装入袋中,用手轻轻从模拟物处捏拢袋子排除空气或抽真空,然后热封合,袋底从离地0.5米处自由落下;实验地面应为平整硬地面,观察是否损坏或漏气,试验数量十个。
食品生产经营企业
ISO9001质量管理体系
复合塑料袋、塑料膜印刷品验收标准和检验规程
目录
1适用范围1
2质量要求1
2.1材料1
2.2形状1
2.3规格尺寸1
PP或PE塑料袋质量检验标准

PP/PE塑料袋质量检验标准1.0前言1.1塑料袋是用于多个行业领域的软包装材料,不同行业不同客户对塑料袋的验收标准是不同的,根据我司目前的产品类型以及客户分布我们制定了本质量检验标准用于公司内部的质量控制。
1.2本标准兼顾大部分一般客户的要求,例如一般工业企业的过程周转包装,一般生活日用包装,对于要求最高的电子包装产品,我们按照客户的要求进行单独管控,专门设备专门的检验基准书机器标准进行分层管理。
2.0范围2.1适用于我公司生产的PP/PE材质的空白塑料袋以及带印刷塑料袋的卷料卷膜的过程以及成品的检验判定。
2.2本标准适用于客户没有专门要求情况下,公司生产的产品的内部控制标准依据。
客户有专门要求的情况按照客户标准转化的检验基准书执行检验。
3.0定义3.1封口:塑料袋开口一端用于密封塑料袋的部分叫做塑料袋封口。
3.2膜厚:PE袋是由吹膜机单层厚度即为塑料袋膜厚。
3.3背胶:用于塑料袋进行封口的胶带,切袋时在封口端粘附的胶条。
3.4 自封:塑料袋开口部分可以通过塑料袋封口上面的背胶或者夹链将塑料袋自动封闭的性能叫做自封。
3.5 透气孔:为了便于开口或者防止儿童套头造成窒息,一定尺寸的塑料袋冲出的孔叫做透气孔。
3.6开口性能:用户使用塑料袋时,打开塑料袋的容易程度叫塑料袋的做开口性能。
3.7 蛇口:自封背胶塑料袋伸出部分用于折回封口的区域。
3.8塑料袋结构简介:4.0 范围4.1 本标准适用于过程的自检,主要针对生产操作人员,在吹膜切袋等工序操作如调机换料首检时的判断与预防;4.2 本标准适用于过程巡检人员,作为对生产过程中吹膜,切袋,黏胶各工序首检巡检过程中的判断依据;4.3 本标准用于成品检验人员对产成品的入库检查验收的以及出货检验判定依据。
5.0质量检验标准项目 5.1 外观质量检验标准5.1.1外观项目是判定塑料袋质量的基础性项目,由于其可测量性不佳拿捏尺度不好管控,这里做个详细解释,便于检验人员进行判定。
塑胶件抽样检验标准
塑胶件抽样检验标准1.0 目的:确定检验作业条件,确定抽样水准,明确检验方法,建立判定标准,以确保产品品质2.0 范围:本规范适用于产品验证、生产组装所需塑胶制品的成品、部品及其表面的喷油、印刷。
3.0 检验条件:温度:23℃(+5,-5)相对湿度:60%(+15%,-10%)距离:人眼与产品表面的距离为300—350mm。
时间:检测量面和其它不超过8s;每件检查总时间不超过30s(除首件)。
位置:检视面与桌面成45°;上下左右转动15°照明:100W冷白荧光灯,电池表面500-- 550mm(照度达500~550Lux)。
4.0 应用文件:MIL-STD-105E II 抽样计划表(国家标准GB2828-87一般检查水平II)、工程图纸、工程样板。
5.0 检验标准:1、MIL-STD-105E II表(国家标准GB2828-87一般检查水平II),正常检验、单次抽样计划,AQL订定为CRI=0、MAJ=0.65 、MIN=1.5。
2、相关抽样标准或判定标准,可视品质状况或客户要求等做修正。
6.0 定义:6.1缺点分类:6.1.1 严重缺陷(CRI):可能对机器或装备的操作者造成伤害;潜在危险性的效应,会导致与安全有关的失效或不符合政府法规;影响机械或电气性能,产品在组装后或在客户使用时会发生重大品质事件的。
6.1.2 主要缺陷(MAJ):性能不能达到预期的目标,但不至于引起危险或不安全现象;导致最终影响产品使用性能和装配;客户很难接受或存在客户抱怨风险的。
6.1.3 次要缺陷(MIN):不满足规定的要求但不会影响产品使用功能的;客户不易发现,发现后通过沟通能使客户接受的。
6.2塑胶品不良描述:6.2.1 异色点:与本身颜色不同的杂点或混入树脂中的杂点暴露在表面上。
6.2.2 气纹:由于种种原因,气体在产品表面留下的痕迹。
6.2.3 缩水:材料冷却收缩造成的表面下陷。
6.2.4 水纹:射胶时留在产品表面的水波浪的纹路。
塑胶件外观判定标准

Cambridge Industries Group (CIG) Quality Management Documentations塑胶件检验标准Doc. No:Q3-032Rev:A/0NOV 10, 2008Revision History1.目的作为塑胶件外观检验判定依据以确保塑胶件品质能符合需求。
2.范围本标准适用于公司塑胶部品及其表面的喷油(电镀)、印刷。
3.定义:3.1 缺点分类:A类缺陷:指其缺点可能导致故障或功能不全,影响产品识别,降低产品之使用性能,以致无法符合产品规格。
B类缺陷:指实质上不致减低期望目的之缺点,虽与已设定之标准有差异,但使用与操作上功能正常。
3.2 级面定义:3.2.1 产品本体外观级面定义:Ⅰ级面:产品本体的上视面、前视面以及LOGO面。
Ⅱ级面:本体的所有侧面及背面。
Ⅲ级面:产品的底面及隐藏面。
3.3缺陷定义3.3.1 点(含杂质):具有点的形状,测量时以其最大直径为其尺寸。
3.3.2 毛边:分模面挤出的塑胶。
3.3.3亮痕:在成型中形成的气体使塑料零件表面退色。
3.3.4气泡:透明制品内部形成的中空。
3.3.5 变形:制造中内应力差异或冷却不良引起的塑料零件变形。
3.3.6 顶白:成品被顶出模具所造成之泛白及变形﹐通常发生在母模面。
3.3.7缺料:由于模具的损坏或其它原因﹐造成成品有射不饱和缺料情形。
3.3.8拉白:开模时分模面或皮纹拖拉制件表面造成的划痕。
3.3.9缩水:零件表面出现凹陷的痕迹(通常为成型不良所致)。
3.3.10色差:指实际部品颜色与承认样品颜色或色号比对超出允收值。
3.3.11 水纹:成型时留在制件表面的银色条纹。
3.3.12熔接痕:由于两条或更多的熔融的塑料流汇聚,而形成在零件表面的线性痕迹。
3.3.13装配缝隙:除了设计时规定的缝隙外,由两部组件装配造成的缝隙。
3.3.14毛屑:分布在注塑件、喷漆件表面的线型杂质。
3.3.15修饰不良:修除制件毛边、浇口不良,过切或未修除干净。
塑料件检验标准
塑料件检验标准
塑料件检验标准是对塑料件进行质量检验的依据和规范,用于确保塑料件的质量符合相应的要求。
通常包括以下几个方面的标准:
1. 尺寸和外观:这些标准规定了塑料件的尺寸和外观要求,例如长度、宽度、厚度、平整度等。
通过测量和目测等方法来判断塑料件是否符合标准要求。
2. 物理性能:这些标准规定了塑料件的物理性能要求,例如硬度、拉伸强度、弯曲强度、冲击强度等。
通过物理试验和测试来判断塑料件是否符合标准要求。
3. 化学性能:这些标准规定了塑料件的化学性能要求,例如耐酸碱性、耐溶剂性、耐候性等。
通过化学试验和测试来判断塑料件是否符合标准要求。
4. 环境要求:这些标准规定了塑料件在特定环境条件下的要求,例如耐热性、耐低温性、耐候性等。
通过环境试验和测试来判断塑料件是否符合标准要求。
5. 印刷和标识:这些标准规定了塑料件上的印刷和标识要求,例如标识内容、位置、清晰度等。
通过目测和测量等方法来判断塑料件的印刷和标识是否符合标准要求。
塑料件检验标准根据不同的塑料材料和使用领域的要求而有所
差异,各个行业通常会制定相应的行业标准或国际标准来指导塑料件的检验工作。
塑料产品的检验标准

塑料产品的检验标准塑料产品在我们的日常生活中扮演着重要的角色,从食品包装到家居用品,从医疗器械到电子设备,塑料制品无处不在。
然而,由于塑料产品种类繁多,质量参差不齐,因此对塑料产品的检验标准显得尤为重要。
首先,塑料产品的外观质量是检验的重要指标之一。
外观质量包括产品的表面光洁度、色泽、图案印刷等方面。
合格的塑料产品表面应平整光滑,无气泡、流痕、裂纹等缺陷,色泽应均匀一致,图案印刷清晰。
通过对外观的检验,可以直观地了解产品的质量和工艺水平。
其次,塑料产品的尺寸精度也是检验的重要内容之一。
尺寸精度包括产品的尺寸、形状、结构等方面。
合格的塑料产品应符合国家标准规定的尺寸公差范围,形状应符合设计要求,结构应牢固稳定。
尺寸精度的检验可以保证产品的装配和使用的精准度,确保产品的正常功能。
再次,塑料产品的物理性能也是检验的重要内容之一。
物理性能包括产品的拉伸强度、冲击强度、硬度等方面。
合格的塑料产品应具有一定的拉伸强度和冲击强度,硬度应符合设计要求。
物理性能的检验可以保证产品在使用过程中不易变形、破裂,具有一定的耐用性。
最后,塑料产品的环境适应性也是检验的重要内容之一。
环境适应性包括产品的耐热性、耐寒性、耐腐蚀性等方面。
合格的塑料产品应能在一定的温度范围内正常使用,具有一定的耐腐蚀能力。
环境适应性的检验可以保证产品在不同的使用环境下依然稳定可靠。
综上所述,塑料产品的检验标准涉及外观质量、尺寸精度、物理性能和环境适应性等多个方面。
只有严格按照相关标准进行检验,才能保证塑料产品的质量和安全性。
希望本文所述内容能为塑料产品的质量检验提供一定的参考,确保消费者的权益和安全。
产品外观检验标准

编号: 版本:A/1.0产品外观检验标准口1、目的:作为塑料件进料及生产制程的检验作业规范及依据,籍此提升品质;2、范围:适用于塑料件喷漆、印刷的检验,本规范也可适用于五金等材料的喷漆、电镀、印刷;3、责任:3.1 IQC/IPQC :执行此规范;3.2品质主管:监督此规范的正确执行;4、内容:4.1抽样依据:抽样计划按GB2828正常单次抽样一般检验H级水平;4.2缺陷等级判定:严重缺陷(CR): 0 主要缺陷(MA): 1.0 次要缺陷(Ml): 1.54.3作业标准:4.3.1检测条件:在40W日光灯或自然光线下,眼睛与被测物成450角,距离40〜50cm,目视3〜6秒; 4.3.2检测区域说明:A区指正面或上面;B区指侧面;C区指背面或底部;D区指内部及隐藏面;5、以不影响目视外观或看不到(但对光可看得到)不计,或凸出的点不明显刮手不计,其它说明如下:5.1表面判定可接受标准:A区平面内允许w 0.2 mm2的点,且间距》70mm但点不能在正面主要位置(或不影响此区域外观)B区平面内允许w 0.3mm2的点,且间距》70mm或在遮掩区内可接受;C区平面内允许w 0.5mm2的点,且间距》50mm或在遮掩区内可接受;5.2不允许有凹痕、毛边:A、凹痕标准(以目视检查,看不到、淡化或凹感不突出可以不计):A/B区允许凹度w 0.1mm,面积w 2mm凹点间距》50mm但在遮掩区可不计;C/D区以不能影响产品结构的装配与性能可接受。
B毛边标准:毛边w 0.2mm,不刮手,且不能有积油、挂油,不能影响组装功能与目视外观。
5.3不允许有明显的线状痕迹:A/B区不能出现;若在目视的正面区域看不到、淡化或在遮掩区可接受。
5.4不允许有气泡,在遮掩区内可接受。
A区长度w 10mm线幅三0.2 mm或直径w 2mm 最多一处;B区长度w 20mm线幅w 0.4 mm或直径w 5mm最多二处,在遮掩区可不计;C/D区不限。
pe袋检验标准

pe袋检验标准PE袋是一种常见的塑料袋,广泛应用于食品包装、医药用途、日常生活等各个领域。
为了确保PE袋的质量和安全性,制定了一系列的检验标准,以保障产品的质量和消费者的安全。
本文将就PE袋的检验标准进行详细介绍,以便相关生产和使用单位了解和遵守相关规定。
首先,PE袋的外观质量是检验的重要指标之一。
外观质量包括PE袋的整体外观、尺寸、印刷质量等方面。
在检验时,应当注意PE袋的表面是否平整,无明显的气泡、破损或者污渍;尺寸是否符合要求,无明显的变形或尺寸偏差;印刷质量是否清晰、准确、牢固。
这些都是保证PE袋外观质量的重要检验指标。
其次,PE袋的物理性能也是需要进行检验的重点内容。
物理性能包括PE袋的抗拉强度、耐破裂性能、耐撕裂性能等。
在检验时,应当对PE袋进行拉伸、撕裂等实验,检测其在实际使用中的耐久性和稳定性,以确保PE袋在使用过程中不会出现破裂、撕裂等问题,从而保障产品的质量和安全性。
此外,PE袋的化学性能也是需要重点检验的内容之一。
化学性能包括PE袋的原料成分、添加剂含量、溶剂残留量等。
在检验时,应当对PE袋的原料进行化学成分分析,检测其是否符合相关标准要求;对添加剂含量和溶剂残留量进行检测,以确保PE袋在使用过程中不会对食品、药品等产品造成污染或者危害。
最后,PE袋的环境适应性也是需要进行检验的内容之一。
环境适应性包括PE袋的耐温性能、耐候性能等。
在检验时,应当对PE袋进行高温、低温、紫外线等环境适应性测试,以确保PE袋在不同的环境条件下仍然能够保持其物理性能和化学性能,确保产品的质量和可靠性。
总之,PE袋的检验标准涉及到外观质量、物理性能、化学性能、环境适应性等多个方面,只有严格按照相关标准进行检验,才能够保证PE袋的质量和安全性。
希望相关生产和使用单位能够重视PE袋的检验工作,确保产品质量,保障消费者的权益。
塑料件印刷检验规范

塑料件印刷检验规范1. 引言塑料件印刷是一种常见的表面处理方式,它可以使塑料件具有更加美观、耐用的特性。
为了确保印刷质量和产品的一致性,制定了塑料件印刷检验规范。
本文档旨在详细介绍塑料件印刷的检验要求和操作规范,以便相关人员能够正确执行印刷检验工作,确保产品质量。
2. 检验设备和工具在进行塑料件印刷检验之前,需要准备以下设备和工具:•表面温湿度计:用于测量塑料件表面的温度和湿度,确保印刷环境符合要求;•电子显微镜:用于检查印刷质量,尤其是细微的缺陷;•光源箱:提供均匀的光照条件,以便更好地观察和评估印刷效果;•显微镜:用于检查印刷图案的细节和清晰度;•色差计:用于测量印刷颜色与标准颜色之间的差异;•视觉缺陷评估板:包含常见的印刷缺陷图案,用于评估印刷质量。
3. 检验要求3.1 印刷图案检查在进行印刷图案检查时,需要注意以下要求:•检查印刷图案的清晰度和边缘锐利度;•检查是否有缺墨、溢墨和漏墨等问题;•检查印刷图案的位置和对称性;•检查印刷图案的方向和角度是否正确;•检查印刷图案是否与设定的设计图案一致。
3.2 色彩检查在进行色彩检查时,需要注意以下要求:•检测印刷色彩的均匀性,避免出现色差;•检查印刷颜色与标准颜色之间的差异,确保符合要求;•检查印刷色彩的饱和度和亮度是否一致;•检查印刷色彩的渐变效果是否平滑。
3.3 表面质量检查在进行表面质量检查时,需要注意以下要求:•检查印刷表面是否平整,是否存在明显的凹凸或划痕;•检查印刷表面是否有明显的气泡、皱褶或折痕;•检查印刷表面是否有其他异物或污渍;•检查印刷表面的光泽度和触感,确保符合要求。
4. 检验流程4.1 环境准备•温湿度控制:将检验环境的温度和湿度调节到符合要求的范围内;•光照条件:确保检验区域的光照均匀且符合要求。
4.2 样品准备•选择符合要求的样品进行检验;•清洁:确保样品表面没有灰尘、油污等杂质。
4.3 检验操作1.使用表面温湿度计测量样品表面的温度和湿度;2.使用电子显微镜检查印刷图案的清晰度和细节;3.在光源箱中对样品进行观察,评估印刷效果;4.使用显微镜检查印刷图案的细节和清晰度;5.使用色差计测量印刷颜色与标准颜色之间的差异;6.使用视觉缺陷评估板评估印刷质量。
塑料件外观检验标准

塑料件外观检验标准一、目的:1.1为标准塑料外观检验标准,保证经IQC检验之部品符合产品质景要求.二、责任2.1本标准必须经由培训合格之检验人员执行2.2检验中如有疑问及争执,须由MQE主管协调处理.2.3假设出现本标准中未涉及的工程,应立即通知MQE工程师修改或解释本标准.三、参考文件3.1GSM FQA 外观检验标准3.2DBTEL电池板外观检验标准3.3客户要求的相关文件四、缺陷定义4.1点〔含杂质〕:具有点的形状,测景时以其最大直径为其尺寸4.2毛边:在塑料零件的边缘或结合线处线性凸起〔通常为成型不良所致〕4.3银丝:在成型中形成的气体使塑料零件外表退色〔通常为白色〕.这些气体大多为树脂内的湿气,某些树脂易吸收湿气,因此制造前应参加一道枯燥工序4.4气泡:塑料内部的隔离区使其外表产生圆形的突起4.5变形:制造中内应力差异或冷却不良引起的塑料零件变形4.6顶白:成品被顶出模具所造成之泛白及变形,通常发生在顶出稍的另一端〔母模面〕4.7缺料:由于模具的损坏或其它原因,造成成品有射不饱和缺料情形.4.8断印:印刷中由于杂质或其它原因造成印刷字体中的白点等情况.4.9漏印:印刷内容缺划或缺角或字体断印缺陷大于0.3mm,也被认为有漏印.4.10色差:指实际部品颜色与成认样品颜色或色号比对超出允收值.4.11同色点:指颜色与部品颜色相接近的点;反之为异色点.4.12流水纹:由于成形的原因,在浇口处留下的热浴塑料流动的条纹4.13熔接痕:由于两条或更多的熔融的塑料流会聚, 而形成在零件外表的线性痕迹4.14装配缝隙:除了设计时规定的缝隙外,由两部组件装配造成的缝隙4.15细碎划伤:无深度的外表擦伤或痕迹〔通常为手工操作时造成〕4.16硬划伤:硬物或锐器造成零件外表的深度线性伤痕〔通常为手工操作时造成〕4.17凹痕缩水:零件外表出现凹陷的痕迹或尺寸小于设计尺寸〔通常为成型不良所致〕4.18颜色别离:塑料生产中,流动区出现的条状或点状色痕〔通常由于参加再生材料引起〕4.19不可见:指瑕疵直径v 0.03mm为不可见,LENS透明区除外〔依每部品材料所订定之检测距离〕4.20碰伤:产品外表或边缘遭硬物撞击而产生的痕迹4.21油斑:附着在对象外表的油性液体4.22漏喷:应喷漆之产品外表部份因异常原因而导致油漆没有喷到露出底材之现象4.23修边不良:产品边缘处因人工修边而产生缺口等不规那么形状4.24毛屑:分布在喷漆件外表的线型杂质.IQC零件性能测试标准版本:02五、抽样方案5.1外观抽样依据MIL-STD-105E 一般H级随机抽样5.2AQL : MAJOR: 0.4 MINOR: 1.0六、外观区域划分6.1 AA面:Lens透明区〔如图示〕6.2A面:Lens非透明区及前盖正面〔如图示〕6.3B面:前盖侧面,后盖及电池盖正常使用中可看到之区域〔如图标〕6.4C面:后盖被电池覆盖之部份,外置电池内侧外表及内置电池外表〔如图下〕AABCA BIQC零件性能测试标准版本:02七•塑料件外观检验判定标准:7.1 AA 面:LENS检验条件:距离30cm 时间10S内光源:600-a00流明位置:Lens与平面呈45.上下左右转动在15.之内底衬:检输Lens时底村以日色及黑色有光淫7底衬不身工程测试工具弑陷说明乐陷等级Maj Min片点扎质气起目测或使用箱标鹿点的透明Film黑白房:—个异色点>=03mm或R]色点>=0.5mrn彩毋:―点,=0 2mmV•宅白房:一个月鱼点>=O.2mm或同鱼点>=0 3mm彩屏一个点>二0.15EEV 黑白厨:诃个点1可隋vlOnim异色点百径息和>=035rnni或同色点宜径总和> =0.5mm彩屏两个点用距,或两个点曰径tU,M〔〕.7mmV霎白房:两个点间痕<10n】m耳色点直每莒和A-0_2mm或同色点育径总和a = 03mm彩屏:两个点闲函<10mm ,V 间隔小于10mm有三个可见点彩屏:超出三个可见点V指坟/脏污目测反光角度可见V 刿痕/玖口日测/卡尺刿原,缺口可见V音胶外需边框平行目视木允许外露V淋料口目测修至不平整全出fit盼> =0.lmm影响写状或外观V尺寸投形仪/卡尺超出成认书图而规相萎求V目现可见回影】色装日、岫何厚利感V可见且影财卜规V划伤目测LLS9标准点的透明FILM 片破划伤任何角辱可见V纸碎划伤长?5.0 mm宛二0.1mm V纺碎划伤长> 1.0mm < 5.0 mm 完> =0.05mmV 在间0mm内有2字或2差以上MTN之细*划伤V流痕日测标准检瀚条件卜口山1VIQC零件性能测试标准版本:02印嘟图寸H®1字体粗好偏差>-0 2imn V字体坦纤原差〈ClPnirn *O1mm V 断字*吏影、锯齿易见V断字、=®,锯肉不易见〔切潺枪崇条件下〕V 尺寸依君讯规懵床诚承}V字体勘色诚差明显〔H出阮隹色号上-卜?个等剽〕V字怵颜£屹差不明黑〔桁催色晋上下卫个等强内1学等吸灯;V7,2 A面枪验条件距离:30cm 时间:10秒光源:600 800流明.............. 救置:产品被皿测水平面呈4V角r观测时上下方右转动在If不良工程测试工具缺陷说明缺陷等皱Maj Min污点扎原气迥目顾使用带雄推点的FHm人三苣芭?二0.冬mir.^Efpl全点a =0 S mm V—异色点>=..25门]0"或同色点3 = 035mm F袖个点钊WUlOmm畀色点直径知a =0一拓mm或局色点亶-01,5mmV两个点间隔C0mm异*^0.25mm^局色点宜径总和〉二0 ?5nimV 间琨小于1.m m内有三个可见点V杂质点凸起,有明显手善VW邮也测反光角用可51V 裂痕/雄口目测,卡尺粉・缺口可见V飞边日视可田且的响著配、骨睥有棒和感V可岫外观V 1S注口修磐不至出部稔?-0.1 HI mS^峋装配或外观V划南目我t坯隔准J S的透明FILM片硬划忸任何建拽可见V细碎划拍 K > 5.0 mm 3E > 0.1mm V绸碎划伪坛2 LOmin < 5,0 mm 蕙,〜0.05mm V在间距1 OEm为有2至或2条以主之IB碎4临V崎破在嗟新电坡后坏准检验部卜可见V 明斩准柴件下可见V毛屑aw长 >_ 10 mm 需三 0.05mm V7.3 B面检验条件距离:40cm 时间:10秒光源:600-800流明位置:产品被观测面与水平面呈45.角」观测时上下左右转动在15./3 C面检验条件距离:60CE时间:1U杪光源:600-800流明位置:产品被观测也与水平面呈4了角,观测时上卜左右转所在不良一工程iSMTa缺陷说明K1aj Min污点扎所气滔目删曲使用带标;准质的透叫Film个舅■色点〉=O,bEm或局色点a V个邪■色才> =0,5(nmr£同色六► -O.fcmm V两个点-司际〈10mm目色炬商圣总审A-0.5mm或卮色点直径总 10*0.6mmV两个<='□!Ji*<1.0mm M角一点再译房和>=.SmmXQ伊点耳径后K>- S6mmV 三个点间PfivlOmm 导台床点桂金瓦>=.5mm或同包葛胃斧V哦,眼亏HSU度光信席可见V 笑便/版;」自测/卡尺噩痕,缺口可见V跳料口目测作驾爪平垫立旧部份?-D.1 mn-与勺E苗氐■职V 目视可睥彩响藩配触摸部悻感V可早丽i;响外心;V 即1比时标准点的mmijt , =0.10nirn VtUf > = S mm 氏,S>-010rnin V目测林鹿检雌基伴下可见V八、喷漆可靠度测试8.1耐磨擦试验8.1.2测试设备:RCA耐磨擦机.8.1.3判定方法:8.1.3.1透过表层到基层可见,判定为不良;8.1.3.2透过表层到表层下面其它颜色的油漆,判定为不良;8.1.3.3磨损到肉眼可见时,判定为不良.8.2百格附着力试验8.2.1试验条件:胶带黏贴30-90秒内180°迅速拉起胶带8.2.2测试设备:百格刀〔.锋角15°'30 〕,3M〔600 or 610型〕胶带.8.2.3判定方法:划痕边缘及交点处有部份脱漆,受影响区域> 15%判定为不良.8.3浴剂试验8.2.1试验条件:使用MEK〔乙丙醇、丁酮〕涂擦喷漆层外表,静置3min 8.2.1判定方法:喷漆外观应可反抗3min的MEK腐蚀,无明显的覆盖层破裂和起泡,起皱或油漆潜在的分解.8.4铅笔硬度试验8.4.1试验条件:三菱铅笔500g,以45°划过喷漆件外表,由5H-HB依序降低硬度,直到不能划破表层为止8.1.1试验条件:RCA磨擦机施加175g荷重,150cycles8.4.2判定方法:外表硬度>2H为OK8.5冷热冲击试验:9.3.1试验条件:+85 C ~-40 C ,45min,25cycle,热柜开始.9.3.2参考标准:IEC68-2-14.9.3.3测试样品数景:5pcs.9.3.4判定方法:夕卜观无明显变形、起泡、剥落.九、电镀可靠度测试:9.1耐磨擦试验9.1.1试验条件:RCA磨擦机施加175g荷重,150cycle9.1.2测试设备:RCA耐磨擦机.9.1.3判定方法:透过表层到基层可见,判定为不良;9.2附着力试验〔仅限电镀平面面积超过1 c仃以上之产品〕9.2.1试验条件:9.2.1.1使用刀片在镀件上画出相距1mm的格子,划痕要到达底层;〔如产品电镀平面面积低于1 c仃那么无需此步操作〕 9.2.1.2胶带黏贴30-90秒内180°迅速拉起胶带9.2.2测试设备:百格刀〔.锋角15°'30 〕,3M〔600 or 610型〕胶带.9.2.3判定方法:观察镀层是否有脱落现象,受影响区域> 15%判定为不良.9.3热冲击试验〔9.3.1试验条件:+85 C ~-40 C ,45min,25cycle,热柜开始.9.3.2参考标准:IEC68-2-14.9.3.3测试样品数景:5pcs.9.3.4判定方法:夕卜观无明显变形、起泡、剥落.9.4盐水喷雾试验:9.3.1试验条件:Na Cl浓度5%,温度35 C 土C ,时间48h9.3.2测试样品数景:5pcs.9.3.3判定方法:除去盐渍后无明显色泽变化及剥落现象9.5铅笔硬度试验8.4.1试验条件:三菱铅笔500g,以45°划过喷漆件外表,由5H-HB依序降低硬度,直到不能划破表层为止8.4.2判定方法:外表硬度需>2H为OKIQC零件性能测试标准版本:02十、实装测试8.1实装抽样数为8.1.1如来料有2个穴号〔或2个以下〕,那么实装数每穴需抽取5pcs;8.1.2如来料有3个穴号〔或3个以上〕,那么实装数每穴需抽取2pcs;8.2装配件含前盖、后盖、电池盖、LENS、电池扣、Hinge及相关配件;前后盖需加PCBA合盖锁螺丝实装8.3装配标准标准A、LENS 〔指LENS与前盖之装配〕1〕 L ENS与前盖组合间隙<=0.25mm2〕 L ENS平面超出前盖平面有台阶效应<=0.1mm且无刮手现象3〕 L ENS装配时不得有卡合困难现象及装配后不得有上翘不平整之现象4〕L ENS装配后透过透明区域垂直目视不可有背胶及Housing外露现象B、前后盖〔前后盖、前盖和KEY、Folder和Base;〔需加PCBA板锁盖及安装Hinge〕1〕前盖和KEY装配无卡键之现象2〕铜柱不得歪斜,高度以Boss端面为基准不得上浮或下沉0.10mm3〕Hinge装入Housing时不可有无法装入现象及装入后松动现象,翻盖折迭时Hinge处不可有异音现象;4〕前后盖组合间隙直板机一般不得三0.50mm,翻盖机一般为不得三0.30mm,但组合间隙极差不得超过0.20mm;针对翻盖机Folder舆Base合盖后最大缝隙不得三0.65m错缝不得三0.45mm5〕前后盖组合台阶效应<=0.15mm且无刮手现象6〕前后盖卡合不可困难、明显错位或不到位7〕螺丝锁盖不得有滑牙、面板顶白、螺孔开裂、柱子断等现象8〕前后盖螺丝柱子无错位影响机构之现象C、后盖〔后盖和电池盖、后盖相关配件〕1〕后盖PCBA板卡脚卡合到位2〕各配件与后盖应卡合顺畅3〕电池盖装配不可有明显松动之现象4〕电池盖与后盖扣合顺畅不得有阻滞或不到位之现象5〕后盖与电池盖间隙台阶效应<=0.15mm 且无有刮手现象电池扣装配顺畅不得有阻滞或不到位之现象6〕天线拧合与后盖天线孔间隙<=0.4mm7〕天线不得有难拧入或歪斜之现象H、关于产品颜色样品及色差规定9.1检验依据:依ID或市场部所认可之颜色样品作为Golden Sample ; 9.2判定标准:依ID或市场部所认可之Golden Sample舆产品进行色差比对,深色产品〔如珍珠蓝色,钢琴红色〕色差值三2.0,浅色产品〔如银色,珍珠白色〕色差值三0.8.十二、包装要求10.1依照成认书要求、不得有影响质景防护或缺漏之问题10.2包装方式须符合成认书之要求.。
印刷包装制程检验作业指导书(塑料瓶类)

印刷包装制程检验作业指导书(塑料瓶类)印刷包装制程检验作业指导书(塑料瓶类)概述本文档旨在提供印刷包装制程检验的详细指导,特别针对塑料瓶类产品。
本指导书可用于指导现场操作人员进行检验工作,确保包装制程及时、准确地实施。
检验前准备1. 准备所需的检验设备及工具,如测量尺、电子秤、外观判断模板等。
2. 检查待检产品的准确数量,并保证其完整性。
外观检验1. 检查塑料瓶外观是否完整,无裂纹、划痕或变形等缺陷。
2. 检查瓶盖封口是否完好,无泄漏或松动现象。
3. 检查瓶底平整度,确保无明显凸凹或变形。
尺寸检验1. 使用测量尺对瓶身直径、高度和厚度等尺寸进行精确测量。
2. 检查测量结果是否符合产品规格要求。
容量检验1. 使用电子秤对瓶子的空重和装满液体后的总重进行测量。
2. 使用准确的容量计算公式计算瓶内容量。
3. 检查容量计算结果是否在产品规格范围内。
印刷质量检验1. 检查印刷质量,确保印刷文字、图案清晰、无模糊或错位现象。
2. 检查印刷墨层附着力,无脱落或剥离现象。
包装完整度检验1. 检查包装是否完整,无损坏或破损。
2. 检查包装是否符合产品规格要求,如包装材料、尺寸等。
检验记录及处理1. 记录每个样品的检验结果,包括产品编号、检验日期、检验员等信息。
2. 如发现不合格项,及时采取纠正措施,并进行记录。
3. 将合格产品妥善包装,并标注合格标识。
以上为《印刷包装制程检验作业指导书(塑料瓶类)》的要点内容,操作人员应按照指导书的要求进行检验工作,并确保检验结果准确、可靠。
塑料包装袋产品质量标准及验收检测方法

塑料包装袋产品质量标准及验收检测方法(一)印刷1.1套印极限偏差:主要部位W0.2mm,次要部位W0.3mm1.2墨色:色相正确(与标样比较),鲜艳、均匀、牢固、光亮、无明显色差1.3网纹:清晰、层次分明1.4文字线条:清晰完整1.5印迹:边缘光洁1.6整体:洁净、无明显脏污2、分切制袋允许有轻微间断性褶皱,但不多于产品总面积的5%;不允许有划伤、烫伤、穿孔、粘连、异物、分层、异味,明显损伤、脏污。
3、产品规格及偏差袋宽度(MM)宽度偏差∕mm厚度偏差/%长度偏差∕mm封口偏差/% 101-300≤±2≤±8≤±2≤±20301-500≤±7≤±8≤±7≤±203.1尺寸偏差3.2图案位置偏差宽宽度(mm)IO1-300mm301-480mm允许偏差≤2≤34、材质:食品级;溶剂残留量(按GB/T10004-2008规定):总量(mg∕m2)≤5.0;其中苯类不得检出。
5、卫生指标:应符合GB9683复合食品包装袋卫生标准的要求。
6、包装及存储6.1产品用塑料膜作内包装,外包装用瓦楞纸包装,并用打包带十字捆扎。
6.2每件膜、袋外包装应附上产品合格证,并标明产品名称、规格、数量、生产日期、生产厂商名称和检验员章或代号。
6.3运输中小心轻放;注意防潮、防雨淋、防机械碰撞、防重压、防日晒雨淋及防腐蚀气体。
产品到货时,必须外包装箱完整。
6.4产品应贮存在整洁、阴凉、干燥的库房内,整齐码放,避免曝晒、受潮和污染;距离热源不少于1m;贮存期为生产日期起一年。
7、验收7.1不合格类型抽样检测样品的缺陷分为致命、严重、次要三种缺陷,对应不合格类分别为A类、B类、C类:A类不合格为:标识、文字错误,基材、油墨不符合食品卫生要求;B类不合格为:破皮,开口性不良(死封),机械损伤、划伤、烫伤、微孔;C类不合格为:除A、B类不合格以外。
7.2检验判定方法抽样方法:检查抽样按GB2828(见附表A)正常检查二次方案执行,由总批量查知样本数,均匀分配到抽样件数,得到试样。
塑料件外观检验标准
塑料件外观检验标准塑料件外观检验是指对塑料制品在生产过程中或成品出厂前进行外观质量的检查和评定。
外观检验是保证产品质量的重要环节,也是消费者对产品品质的直观认知。
因此,建立科学、合理的塑料件外观检验标准对于企业提高产品质量、提升市场竞争力具有重要意义。
一、外观检验项目。
1. 表面平整度,检查塑料件表面是否平整,是否有凹凸不平或者明显的划痕。
2. 色泽和色差,检查塑料件的颜色是否均匀,是否存在色差,是否与标准色号相符。
3. 毛刺和气泡,检查塑料件表面是否有毛刺、气泡等缺陷。
4. 表面光泽,检查塑料件表面的光泽度,是否符合要求。
5. 印刷和标识,检查塑料件的印刷和标识是否清晰、准确。
二、检验标准。
1. 表面平整度,按照国家标准GB/T 11942的相关规定进行检验,表面平整度应符合标准规定的要求。
2. 色泽和色差,根据产品的标准色号和色差范围进行检验,色泽和色差应符合产品标准的要求。
3. 毛刺和气泡,毛刺长度不得大于0.5mm,气泡直径不得大于2mm,且数量不得超过每平方厘米2个。
4. 表面光泽,使用光泽度计进行检测,光泽度应符合产品标准的要求。
5. 印刷和标识,印刷和标识应清晰、准确,符合产品标准的要求。
三、检验方法。
1. 目测检查,通过肉眼观察塑料件的外观质量,进行初步的检验。
2. 量具测量,使用相关的量具进行测量,如毛刺测量仪、色差仪等。
3. 光泽度测定,使用光泽度计进行光泽度的测定。
4. 印刷和标识检查,对印刷和标识进行目测检查和量具测量。
四、检验频次。
1. 生产过程中,在塑料件生产过程中,应进行定期的外观检验,以确保产品质量。
2. 成品出厂前,所有成品在出厂前都应进行外观检验,确保产品达到标准要求。
五、检验记录。
1. 外观检验记录应详细、准确地记录下来,包括检验日期、检验人员、检验项目、检验结果等内容。
2. 对于不合格品,应及时进行处理,并做好相关的记录。
六、外观检验的意义。
1. 保证产品质量,外观检验是保证产品质量的重要环节,通过外观检验可以及时发现产品质量问题,确保产品质量稳定。
塑胶产品外观检验标准

塑胶产品外观检验标准塑胶产品作为现代生活中不可或缺的一部分,其外观质量直接关系到产品的美观度和使用寿命。
因此,建立和执行严格的塑胶产品外观检验标准显得尤为重要。
本文将就塑胶产品外观检验标准进行详细介绍,希望对相关行业人士有所帮助。
首先,塑胶产品外观检验标准应包括外观质量的各个方面,比如产品的表面平整度、色泽、气泡、裂纹、瑕疵等。
这些都是影响产品外观质量的重要因素,需要在检验标准中有明确的规定和要求。
在进行外观检验时,应该根据产品的具体要求和用途来确定相应的检验标准,以确保产品的外观质量符合客户的需求和期望。
其次,塑胶产品外观检验标准还应包括检验方法和工艺要求。
检验方法应该科学、合理,并且能够全面、准确地反映产品的外观质量。
同时,还应该对检验过程中可能出现的误差和偏差进行考虑和控制,以确保检验结果的可靠性和准确性。
另外,工艺要求也是塑胶产品外观检验标准中不可或缺的一部分,它直接关系到产品的加工质量和最终外观效果,需要在标准中有明确的规定和要求。
最后,塑胶产品外观检验标准的执行和监督也是至关重要的。
一套好的标准如果不能得到有效的执行和监督,就会失去其应有的意义。
因此,需要建立健全的执行和监督机制,确保检验标准得到有效执行,并及时发现和纠正存在的问题,以提高产品的外观质量和市场竞争力。
综上所述,塑胶产品外观检验标准对于保障产品质量、满足客户需求、提升企业竞争力具有重要意义。
只有建立科学、严格的外观检验标准,并加强执行和监督,才能够有效地提高塑胶产品的外观质量,满足市场需求,赢得客户信赖。
希望相关行业人士能够重视并严格执行塑胶产品外观检验标准,共同推动行业的健康发展。
食品用塑料包装制品产品检验标准

文件编号:QS/BZ-ZY18产品检验标准一、吹塑①宽度、厚度―――用千分尺和直板尺测量,可在生产过程中测量。
②周边强度―――用两手的食指和拇指捏住膜片,两手间距约10㎜,用相同的力同时向相反的方向撕裂,若裂口有锯齿状为合格,无锯齿状为不合格。
③电晕处理―――用配制的达因水涂抹测试即可。
涂上5秒钟后呈虚线状为不合格,线条不断开为合格。
二、印刷:④油墨牢固度(附着性)―――每个半成品膜卷进行头、中、尾三次试验。
用胶带贴到印刷图案部分,铺平压实,用力分离剥开,看油墨是否脱落,重复3次,片状大面积脱落为不合格,星点小面积脱落为合格。
⑤油墨耐水性―――将印刷后的膜割一段放入水中浸泡20分钟后取出,两手握住膜对搓20次看是否有油墨脱落现象。
若片状大范围掉墨为不合格,星点掉为合格。
搓时注意不能将膜拉伸变形。
三、制袋:⑥长度、宽度、及厚度―――用相应的测量尺具实际测量。
封口牢固―――检测时将袋内冲入气体,将口拧紧不透气,然后挤压看测热封处是否漏气。
做好破坏性试验,直到袋子破碎为止,看效果如何,若在其他部位则合格,在底封线处破碎且无锯齿状(是爆裂状态)则表示不合格。
四、复合袋:⑦周边强度―――复合袋试验检测周边的热合强度时将袋内装水后热封,放平滑的地面上用脚踩踏压迫看是否漏水。
或用木直板在封边处透捅,看是否有透进现象。
⑧跌落试验―――将袋子装水后封口,于2米高度处垂直下落到平滑的水泥地面上看是否有破碎现象。
⑨检查袋子的热合线位置,测量袋子的冲孔位置是否正确等。
最后要进行成品的入库前的抽检工作,不合格的产品责令当事人返工整理到合格为止。
合格品签字入库。
发出的成品出现客户反馈,质检负有主要责任。
五、普通PE袋1、材质:出口袋使用进口原料,内销袋使用国产原料(透明度较进口原料差,质地不够均匀,可能有花纹)。
2、卫生:使用材料需符合国家食品卫生标准,严禁沾水,沾杂物,如头发、毛线丝等,且无异味。
3、规格:袋的长度误差额在±5mm内,宽度和封口线内规格误差额±3mm内,封口线垂直,距底边0.7—1.1cm,单面厚度必须均匀,误差不超过0.5丝,单个袋重误差须在0.5g以内(理论值:长*宽*厚*0.093g/cmэ=袋重),每个包装内总重不得低于理论值的总和,袋切边须整齐,四周不带毛边,底边必须与袋垂直不倾斜,塑料片单面4丝。
塑料产品外观印刷质量检验标准
塑料产品外观印刷质量检验标准
1.0目的
明确塑料产品外观印刷质量的检验标准,促使生产单位按标准要求生产,有利于检验者对质量控制,满足客户质量要求。
2.0适用范围
适用于本公司所有需要外观印刷产品的检验,但纸张印刷品和有关部门对特定的产品有
特别规定时除外。
3.0职责与权限
本标准所进行的业务管理部门是本公司品
本标准适用过程的任何有争议的裁决者是技术部经理或管理者代表。
(副总经理以上)
4.0定义 颜色无明显差异:指任何人在同一自然光或室内灯光环境下以10°~90°的同一观察角度
目视比较两种以上部品的颜色,看不出有颜色差别的程度,比较时两种以上部品的放置位置要作左、右调换比较,方可得出结论,下图所示:
5.0内容
5.1印刷文字和图案的外观检验标准:(以下标准和客户标准有相异时,最终判定以客户标准优先)
(单位:
mm)
5.2印刷文字和图案的附着性检验标准
6.0量具
6.1度量印刷缺陷时长度时,用2次元投影机。
6.2度量印刷缺陷时的面积时,用外观缺陷图表肉眼比对。
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料产品外观印刷质量检验标准
1.0目的
明确塑料产品外观印刷质量的检验标准,促使生产单位按标准要求生产,有利于检验者对质量控制,满足客户质量要求。
2.0适用范围
适用于本公司所有需要外观印刷产品的检验,但纸张印刷品和有关部门对特定的产品
有特别规定时除外。
3.0职责与权限
本标准所进行的业务管理部门是本公司品
本标准适用过程的任何有争议的裁决者是技术部经理或管理者代表。
(副总经理以上)
4.0定义
颜色无明显差异:指任何人在同一自然光或室内灯光环境下以10°~90°的同一观察角
度目视比较两种以上部品的颜色,看不出有颜色差别的程度,比
较时两种以上部品的放置位置要作左、右调换比较,方可得出结
论,下图所示:
5.0内容
5.1印刷文字和图案的外观检验标准:(以下标准和客户标准有相异时,最终判定以客户标准
优先)
(单位:mm)
NO. 缺陷项目项目说明判断
缺陷大小容许量
4 油墨飞扬BEST DATA 0.08m㎡以下直径¢200范围内1处允收
5 锯齿状
(毛边)
A≦2.0,0.1m㎡以下¢100范围1处允收
A≦2.0,0.2m㎡以下¢200范围1处允收
距离:L
A B B A
--
6 相邻文字
偏移
DATA L≦2.0mm 0.2允收BEST 20<L≦100 0.3允收
L>100 0.5允收
7倾斜字母长度:I
I≦50 0.2以下允收
50<I≦300 0.4以下允收
I>3000.5以下允收
8 其它(1)字体大小与标准样品或PANTONE色卡比对,目视无明显差异允
收.
(2)油墨颜色
(3)断字,字体相连
不允许
(4)漏印,错印,多印
5.2印刷文字和图案的附着性检验标准
NO.项目试验方法判断标准
1 附着性用专用胶带(3M透明胶带)完全贴紧
印刷面,
再向贴紧面垂直方向迅速揭下胶带.
(同一处只进行一次)
油墨不可脱落
2 耐药品
性用干净的白棉布渗入适量酒精,放在
印刷面,用手指轻轻地压住(50gf
左右),来回摩擦5次.(同一处只进
行一次)
印刷不变.
(无底面露出,
无变色)
6.0量具
6.1度量印刷缺陷时长度时,用2次元投影机。
6.2度量印刷缺陷时的面积时,用外观缺陷图表肉眼比对。
--。