FANUC宏程序编程
发那科系统宏程序编程案例

发那科系统宏程序编程案例发那科系统宏程序编程案例:1. 案例一:自动化机床操作在发那科系统中,可以使用宏程序来实现自动化机床的操作。
例如,可以编写一个宏程序,实现自动换刀功能,即当刀具磨损或需要更换时,自动从刀库中选择合适的刀具进行更换,并调整机床参数以适应新刀具。
这样可以大大提高机床的生产效率和自动化程度。
2. 案例二:加工工艺优化发那科系统宏程序还可以用于优化加工工艺。
例如,可以编写一个宏程序,根据零件的形状、材料和加工要求,自动选择最佳的切削参数,并进行优化。
这样可以提高加工质量和效率,减少加工成本。
3. 案例三:自动测量与修正发那科系统宏程序还可以用于自动测量和修正。
例如,可以编写一个宏程序,利用机床自带的测量装置,自动测量工件的尺寸,并根据测量结果进行修正。
这样可以提高加工精度和一致性。
4. 案例四:自动化装夹发那科系统宏程序还可以用于自动化装夹。
例如,可以编写一个宏程序,根据工件的形状和尺寸,自动选择合适的夹具,并进行自动夹紧和松开。
这样可以提高装夹的精度和速度,减少人工操作。
5. 案例五:自动化卡盘换向发那科系统宏程序还可以用于自动化卡盘换向。
例如,可以编写一个宏程序,根据工件的要求,自动选择合适的卡盘,并自动调整卡盘的位置和方向。
这样可以提高换向的准确性和速度,减少换向的时间和劳动强度。
6. 案例六:自动化测量与质检发那科系统宏程序还可以用于自动化测量和质检。
例如,可以编写一个宏程序,利用机床自带的测量装置,自动测量工件的各项指标,并与标准值进行比较,自动判定合格与否。
这样可以提高质检的准确性和效率,减少人工操作和人为误判。
7. 案例七:自动化数据处理与分析发那科系统宏程序还可以用于自动化数据处理和分析。
例如,可以编写一个宏程序,自动收集机床运行数据,并进行实时分析和统计,生成报表和图表,帮助企业进行生产管理和决策。
这样可以提高生产管理的科学性和效率,减少人工统计和分析的工作量。
《数控加工工艺与编程》第5章 FANUC系统宏程序编程

的数值则不会丢失。当我们需要长期保存一些数据时,我们可以把这些数据存放到变量#500~
#599 中。
刘书溢
陈英
陈英
王庆成 梅
8
3 宏程序函数
(FA1N)UC 0i 系统可利用多种公式和变换,对现有的变量执行许多算术、代数、三角函数、辅助和 逻辑运算。在变量的定义格式中,不但可以用常数为变量赋值,还可以用表达式为变量赋值。宏 程序函数为宏程序的编写提供了强有力的工具。
我们必须对变量中的数据进行处理,以符合程序要求。
ROUND 是四舍五入,例:ROUND [9.8]=10;ROUND [9.1]=9FIX 是下取整(截尾取整),例:
FIX [9.8]=9;FIX [9.1]=9 ,FUP 是上取整(进位取整),例:FUP [9.8]=10;FUP [9.1]=10
把确定的变量分别用数控编程中允许的 表示方法表达出来即可。由图5-4可知椭圆 长半轴45mm,短半轴35mm。用直径Ф8mm立 铣刀加工。以上为FANUC系统的表示方式。 编程见表5-7所示:内轮廓切削深度编程 见表5-8所示。
椭圆的宏程序设计
椭圆的宏程序设计
椭圆的宏程序设计
半球(凸凹球)宏程序设计
32
数控铣床(加工中心)切削深度宏程序设计
铣外轮廓由直线和圆弧组成,68mm×68mm×30mm的铝料,外轮廓铣深10mm,无 法一次切深10mm,此时,用直径16的立铣刀使用宏程序分次铣削深度比较简便。编 程见表5-11。
33
数控铣床(加工中心)切削深度宏程序设计
34
数控铣床(加工中心)切削深度宏程序设计
宏编程就是一种手工编写工件加工程序的方法,它附加于标准 CNC 程序,使数控编程功能 更强大、更灵活。从编程特点上说,具有计算机高级语言(例如:BASIC)编程的特征。 用户宏程序是用户知识、技巧、经验的积累和总结。
FANUC系统宏程式详解

F A N U C系统宏程式详解集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#宏程序的简单调用格式:格式:G65 P程序序号 L重复次数变量分配1.If [条件表达式] GOTO n2.While [条件表达式] DO mEnd m运算符号相等:EQ 不等于: NE 大于:GT 小于:LT 大于等于:GE 小于等于:LEFANUC系统宏程式FANUC系统宏程序编程一变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI面板上的操作改变。
#1=#2+100G01 X#1 F300说明:变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如:#[#1+#2-12]变量的类型变量根据变量号可以分成四种类型变量号变量类型功能#0 空变量该变量总是空,没有值能赋给该变量.#1-#33 局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时,局部变量被初始化为空.调用宏程序时,自变量对局部变量赋值,#100-#199 #500-#999 公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199初始化为空.变量#500-#999的数据保存,即使断电也不丢失.#1000 系统变量系统变量用于读和写CNC运行时各种数据的变化,例如,刀具的当前位置和补偿值.变量值的范围局部变量和公共变量可以有0值或下面范围中的值:-1047到-10-29或-10-2到-1047如果计算结果超出有效范围,则发出P/S报警.小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123;变量#1的实际值是。
变量的引用为在程序中使用变量值,指定后跟变量号的地址。
当用表达式指定变量时,要把表达式放在括号中。
FANUC用户宏程序编程操作说明
FANUC用户宏程序编程操作说明一、宏程序的概念和作用宏程序是一种FANUC机器人控制器中的编程语言,用于定义和执行一系列操作指令。
宏程序可以通过使用特定的编程语法,实现自动化的工作过程。
在机器人控制器上创建和调用宏程序可以有效提高生产效率,减少人力成本。
4.确认并保存宏程序。
确保没有语法错误,并将其保存在机器人控制器的内存中。
三、宏程序的调用和执行1.在主程序中调用宏程序。
可以使用特定的指令来调用已创建的宏程序,以便在工作流程中执行相关的任务。
2.配置宏程序的输入参数。
在调用宏程序之前,可以设置相关的输入参数,以便宏程序能够根据不同的情况执行不同的动作。
3.执行宏程序。
一旦宏程序被调用和配置完成,机器人控制器将根据宏程序中定义的指令序列依次执行相应的动作。
4.检查宏程序执行结果。
可以通过监视机器人、制作运动轨迹的视觉效果或通过输出信号检查机器人执行宏程序后的运动状态,确保宏程序的执行效果符合预期。
四、宏程序的调试和优化1.进行宏程序的语法和逻辑检查。
在调用和执行宏程序之前,可以使用FANUC机器人控制器提供的调试工具对宏程序进行语法和逻辑检查,以确保程序的正确性。
2.调整宏程序的时间和空间复杂度。
根据实际应用需求和机器人控制器的性能,可以对宏程序进行适当的优化,以减少程序执行时间和占用的内存空间。
3.进行宏程序的场景仿真。
在实际生产环境之前,可以使用机器人控制器提供的仿真工具对宏程序进行虚拟场景的测试,以确保宏程序的执行效果满足预期,同时减少实际生产中的错误和故障。
五、宏程序的应用示例1.示教和运动控制:通过将示教动作转化为相应的宏指令,可以实现机器人在特定位置和角度上的运动控制,以完成精确的操作。
2.任务自动化:将一系列任务步骤组织成宏程序,可以实现从物料处理到产品组装等一系列任务的自动化执行。
3.智能感应:通过编写合适的宏指令,可以实现机器人对环境的感知和判断,并根据实际情况自动调整动作和运动轨迹。
FANUC_0M宏程序指令G65

宏指令G65可以实现充裕的宏作用,包括算术运算、逻辑运算等处理作用。
平常式样: G65 Hm P#i Q#j R#k式中:m--宏步骤作用,数值范畴01~99;#i--运算结果存放处的变量名;#j--被支配的第一个变量,也可以是一个常数;#k--被支配的第二个变量,也可以是一个常数。
比方,当步骤作用为加法运算时:步骤P#100 Q#101 R#102...... 含义为#100=#101+#102步骤P#100 Q-#101 R#102...... 含义为#100=-#101+#102步骤P#100 Q#101 R15...... 含义为#100=#101+151、宏作用指令(1)算术运算指令(表4.4)表4.4 算术运算指令1)无条件转移编程模样G65 H80 Pn (n为步骤段号)例G65 H80 P120;(转移到N120)2)条件转移1 #j EQ #k(=)编程模样G65 H81 Pn Q#j R#k (n为步骤段号)例 G65 H81 P1000 Q#101 R#102当#101=#102,转移到N1000步骤段;若#101≠ #102,履行下一步骤段。
3)条件转移2 #j NE #k(≠)编程模样G65 H82 Pn Q#j R#k (n为步骤段号)例 G65 H82 P1000 Q#101 R#102当#101≠ #102,转移到N1000步骤段;若#101=#102,履行下一步骤段。
4)条件转移3 #j GT #k (> )编程模样G65 H83 Pn Q#j R#k (n为步骤段号)例 G65 H83 P1000 Q#101 R#102当#101 > #102,转移到N1000步骤段;若#101 ≤#102,履行下一步骤段。
5)条件转移4 #j LT #k(<)编程模样 G65 H84 Pn Q#j R#k (n为步骤段号)例 G65 H84 P1000 Q#101 R#102当#101 < #102,转移到N1000;若#101≥ #102,履行下一步骤段。
「FANUC0M宏程序指令G65」

宏指令G65可以实现充裕的宏作用,包括算术运算、逻辑运算等处理作用。
ﻫ平常式样: G65 Hm P#iQ#j R#k式中:m--宏步骤作用,数值范畴01~99;#i--运算结果存放处的变量名;ﻫ#j--被支配的第一个变量,也可以是一个常数;ﻫ#k--被支配的第二个变量,也可以是一个常数。
ﻫ比方,当步骤作用为加法运算时:步骤P#100 Q#101 R#102...... 含义为#100=#101+#102ﻫ步骤P#100 Q-#101 R#102...... 含义为#100=-#101+#102ﻫ步骤P#100 Q#101 R15...... 含义为#100=#101+151、宏作用指令ﻫ(1)算术运算指令(表4.4)表4.4算术运算指令1)无条件转移编程模样G65H80 Pn (n为步骤段号)例G65 H80 P120;(转移到N120)2)条件转移1 #j EQ #k(=)编程模样G65H81Pn Q#j R#k (n为步骤段号)例G65 H81P1000 Q#101 R#102当#101=#102,转移到N1000步骤段;若#101≠#102,履行下一步骤段。
3)条件转移2 #j NE #k(≠)ﻫ编程模样G65 H82 Pn Q#j R#k (n为步骤段号)ﻫ例G65 H82 P1000 Q#101 R#102ﻫ当#101≠ #102,转移到N1000步骤段;若#101=#102,履行下一步骤段。
ﻫ4)条件转移3 #jGT #k(> )ﻫ编程模样G65 H83 Pn Q#j R#k (n为步骤段号)ﻫ例G65 H83P1000 Q#101 R#102当#101 > #102,转移到N1000步骤段;若#101 ≤#102,履行下一步骤段。
ﻫ5)条件转移4 #jLT #k(<)ﻫ编程模样 G65 H84 PnQ#j R#k (n为步骤段号) 例G65 H84 P1000 Q#101 R#102ﻫ当#101 < #102,转移到N1000;若#101≥ #102,履行下一步骤段。
FANUC宏程序编程
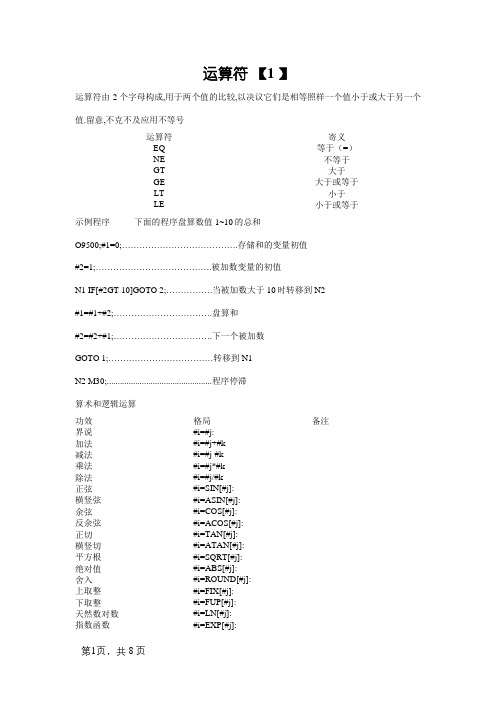
运算符【1 】运算符由2个字母构成,用于两个值的比较,以决议它们是相等照样一个值小于或大于另一个值.留意,不克不及应用不等号运算符寄义EQ 等于(=)NE 不等于GT 大于GE 大于或等于LT 小于LE 小于或等于示例程序下面的程序盘算数值1~10的总和O9500;#1=0;………………………………….存储和的变量初值#2=1;………………………………….被加数变量的初值N1 IF[#2GT 10]GOTO 2;…………….当被加数大于10时转移到N2#1=#1+#2;…………………………….盘算和#2=#2+#1;…………………………….下一个被加数GOTO 1;………………………………转移到N1N2 M30;................................................程序停滞算术和逻辑运算功效格局备注界说#i=#j:加法#i=#j+#k减法#i=#j-#k乘法#i=#j*#k除法#i=#j/#k正弦#i=SIN[#j]:横竖弦#i=ASIN[#j]:余弦#i=COS[#j]:反余弦#i=ACOS[#j]:正切#i=TAN[#j]:横竖切#i=ATAN[#j]:平方根#i=SQRT[#j]:绝对值#i=ABS[#j]:舍入#i=ROUND[#j]:上取整#i=FIX[#j]:下取整#i=FUP[#j]:天然数对数#i=LN[#j]:指数函数#i=EXP[#j]:或#i=#jOR#k: 逻辑运算一位一位地按二进异或#i=#jXOR#k:制数履行与#i=#jAND#k:从BCD转为BIN #i=BCD#j; 用于与PMC的旌旗灯号交从BIN转为BCD #i=BCD#j;流角度单位:SIN.ASIN.COS.ACOS.TAN和ATAN的角度单位是度ARCSIN #i=ASIN[#j]:●取值规模如下:当参数(N0.6004¥0)NAT位设为0时,270~90度;当参数(N0.6004¥0)NAT位设为1时,-90~90度.●当#j超出-1到1的规模时,发出P/S报警N0.111.●常数可替代变量#j.ARCCOS #i=ACOS[#j];●取值规模从180~0度.●当#j超出-1到1的规模时,发出P/S报警N0.111.●常数可替代变量#j.ARCTAN #i=ATAN[#j];●指定双方的长度,并用斜杠(/)离开●取值规模如下:当参数(¥0)NAT位设为0时,0~360度[例如:当指定#i=ATAN[-1]/[-1];时,#1=225度].当参数(¥0)NAT位设为1时,-180~180度[例如:当指定#i=ATAN[-1]/[-1];时,#1=-135度]●常数可替代变量#j.天然对数#i=LN[#j];●留意,相对误差可能大于10-8.●当否决数(#j)为0或小于0时,发出报警N0.111.●常数可替代变量#j.指数函数#i=EXP[#j]:●留意,相对误差可能大于10-8●×1047(j●常数可替代变量#j.上取整下取整:CNC处理数值运算时,若操纵后产生整数绝对值大于原数的绝对值时为上取整;小于为下取整.例如:假设#1=1.2,#2=-1.2.当履行#3=FUP[#1]时,2.0赋给#3;当履行#3=FIX[#1]时1.0赋给#3;当履行#3=FUP[#2]时,-2.0赋给#3;当履行#3=FIX[#2]时,-1.0赋给#3.宏程序语句:包含算术或逻辑运算(=)的程序;包含掌握语句(例如,用GOTO,DO,END)的程序;包含宏程序挪用指令(例如,用G65,G66,G67或其它G代码,M代码挪用宏程序)的程序段;除宏程序以外任何程序段都为NC语句.与NC语句的不合:即使置于单段程序运行方法,机床也不断止.但是,当参数N0.6000#5SBM设定位.为1时,在单段程序方法中,机床停滞.在刀具半径抵偿方法中宏程序语句段不做为移动程序段处理与宏程序语句雷同性质的NC语句:含有子程序挪用指令(例如,用M98或其它M代码或用T代码挪用子程序)但没有除O,N,P或L地址之外的其它地址指令的NC语句,其性质与宏程序语句雷同;不包含除O,N,P 或L以外的指令地址的程序段其性质与宏程序语句雷同.无穷轮回;当指定DO而没有指定WHILE语句时,产生从DO到END的无穷轮回.宏程序挪用和子程序挪用之间的不同:宏程序挪用(G65)不合于子程序挪用(G98),如下所述:●用G65,可以指定自变量(数据传送到宏程序).M98没有该功效.●P)时,在指令履行之后挪用子程序.相反,G65无前提的挪用子程序.●P)时在单程序方法中,机床停滞.相反,G65机床不断止.●用G65,转变局部变量的级别.用M98,不转变局部变量的级别.G65P-L -(自变量指定);P:要挪用的程序;L:反复次数;自变量:数据传递到宏程序自变量指定Ⅰ地址变量号地址变量号地址变量号A #1 I #4 T #20B #2 J #5 U #21C #3 K #6 V #22D #7 M #13 W #23E #8 Q #17 X #24F #9 R #18 Y #25H #11 S #19 Z #26地址G,L,N,O和P不克不及在自变量中应用不须要指定的地址可以省,对于省的地址的局部变量为空地址不须要按字母次序指定.但应相符字地址的格局.I,J和K须要按字母的次序指定自变量指定ⅡA #1 K3 #12 J7 #23B #2 I4 #13 K7 #24C #3 J4 #14 I8 #25I1 #4 K4 #15 J8 #26J1 #5 I5 #16 K8 #27K1 #6 J5 #17 I9 #28I2 #7 K5 #18 J9 #29J2 #8 I6 #19 K9 #30K2 #9 J6 #20 I10 #31I3 #10 K6 #21 J10 #32J3 #11 I7 #22 K10 #33I,J,K的下标用于肯定自变量指定的次序,在现实编程中不写.G65P-X-Y-Z-R-F-I-A-B-H-:X:圆心的X坐标(绝对值或增量值指定)(#24)Y:圆心的Y坐标(绝对值或增量值指定)(#25)Z:孔深(#26);R:趋近点坐标(#18)F:切削进给速度(#9);I:圆半径(#4)A:第一孔的角度(#1)B:增量角(指定负值时为逆时针)(#2)H:孔数(#11)宏程序挪用程序:O0002;G90G92X0Y0Z100.0;G65P9100X100Y50R30Z-50F500I100A0B45H5;M30被挪用的宏程序:O9100;#3=#4003;...........................储存03组的G代码G81Z#26R#18F#9K0;........(注)钻孔轮回;注:也可以应用L0IF[#3EQ90]GOTO 1;..........在G90方法转移到N1#24=#5001+#24;.................盘算圆心的X坐标#25=#5002+#25;.................盘算圆心的Y坐标N1 WHILE[#11GT0]DO 1.....直到残剩孔数为0#5=#24+#4*COS[#1];..........盘算X轴上的孔位#6=#25+#4*SIN[+1];...........盘算Y轴上的孔位G90X#5Y#6;........................移动到坐标地位之后履行钻孔#1=#1+#2;.............................更新角度#11=#11-1;...........................孔数-1END 1;G#3G80;...............................返回原始状况G代码M99;变量的寄义:#3:储存03组的G代码;#5:下个孔的X坐标:#6:下个孔的Y坐标摸态挪用G66G66P-L-:P:要挪用的程序;L:反复次数;自变量:数据传递到宏程序自变量指定Ⅰ变量类型:变量号变量类型功效#0 空变量该变量老是空,没有值能赋给该变量#1~#33 局部变量局部变量只能用于宏程序中消失存储数据量.例如,运算成果.当断电时,局部变量被初始化为空.挪用宏程序时,自变量对局不变量赋值#100~#199;#500~#999 公共变量公共变量在不合宏程序中的意义雷同.当断电时,变量#100—#199初始化为空;当断电时,变量#500—#999的数据保管,即使断电也不丧掉#1000—体系变量体系变量用于读和写CNC的各类数据,例如,刀具的当前地位和抵偿值局部变量和公共变量可认为0值或下面规模中的值:-1047到-10-29或10-29到1047宏程序报警的体系变量:变量号功效#3000 当变量#3000的值为0~200时,CNC停滞运行且报警.可在表达式后指定不超出26个字符的报警信息.LCD屏幕上显示报警号和报警信息,个中报警号为变量#3000的值加上3000接口旌旗灯号的体系变量:(参数N0.6001#0(MIF)=0时)变量号功效#1000—#1015#1032 把16位旌旗灯号从PMC送到用户宏程序,变量#1000到#1035用于按位读守旌旗灯号,变量#1032,用于一次读取16位旌旗灯号#1100—#1115#1132 把32位旌旗灯号从用户宏程序送到PMC.变量#1100到#1135用于按位写旌旗灯号.变量#1032用于一次读取16位旌旗灯号#1133 变量#1133用于从用户宏程序一次写一个32位旌旗灯号到PMC.留意,#1133的值为-99999999到+99999999(参数N0.6001#0(MIF)=1时)变量号功效#1000~#1301 把32位旌旗灯号从PMC送到用户宏程序,变量#1000到#1031用于按位读守旌旗灯号#1100—#1131 把32位旌旗灯号从用户宏程序送到PMC.变量#1100到#1131用于按位写旌旗灯号#1032—#1035 把32位旌旗灯号从PMC同一输出到用户宏程序的变量.只能在-99999999~+99999999的规模内输入#1132—#1135 把32位旌旗灯号同一写入到用户宏程序的变量.只能在-99999999~+99999999的规模内指定主动运行掌握(#3003)#3003 单程序段帮助功效的完成0 有用等待1 无效等待2 有用不等待3 无效不等待当电源接通时,该变量的值为0.当单程序段停滞无效时,即使单程序段开关设为ON,也不履行程序段停滞.当指定不等待帮助功效(M,S和T功效)完成时,在帮助功效完成之前,程序即履行到下一程序段.并且分派完成旌旗灯号DEN不输出. 地位信息体系变量变量号地位信息坐标系刀具抵偿值运行时的读操纵#5001—#5003 程序段终止工件坐标系不包含可能#5021—#5023 当前地位机床坐标系包含不成能#5041—#5043 当前地位工件坐标系#5061—#5063 跳转信息地位可能#5081—#5083 刀具长度抵偿值不成能#5101—#5103 伺服地位误差第1位代表轴号(1~3);变量#5081~#5083存储的刀具长度抵偿值是当前的履行值,不是后面程序的处理值;在G31(跳转功效)程序段中跳转旌旗灯号接通时的刀具地位储消失变量#5061到#5064中.当G31程序段中的跳转旌旗灯号未接通时,这些变量中储存指定程序段的终点值.移动时代不克不及读是指因为缓冲(预读)功效的原因,不克不及读取期望值. G65P9110X-Y-Z-R-F-L-;X:圆心的X坐标(绝对值指定)(#24)Y:圆心的Y坐标(绝对值指定)(#25)Z:孔深(#26)(绝对值指定);R:趋近点坐标(绝对值指定)(#18)F:切削进给速度(#9);L:反复次数应用体系变量时的留意事项寄义读写变量号注(未指定制止缓冲的M代码或G53程序段时)接口旌旗灯号读#100—#1015#1032宏语句读入缓冲后读入数据写#1100—#1115#1132宏语句读入缓冲后写入数据刀具抵偿值写#10001- 宏语句读入缓冲后写入数据宏报警写#3000 在宏语句前最多两个程序段处产生报警送出信息的同时程序停滞写#3006 在宏语句前最多两个程序段处产生停滞时光信息读写#3001,#3002 宏语句读入缓冲后读写入数据读#3011,#3012 宏语句读入缓冲后读入数据主动运行掌握写#3003,#3004 在宏语句前最多两个程序段处设定命据设定写#3005 宏语句读入缓冲后写入数据镜像读#3007 宏语句读入缓冲后读入数据当前选择追加工件坐标系读#4130(P)#4014(G54-G59)在宏语句前最多三个程序段处读入数据当前地位(机床坐标系读#5021-#5023 读入移动中的不肯定地位当前地位(工件坐标系)读#5021-#5023 读入移动中的不肯定地位刀长偏置读#5021-#5023 读入当前途序段的偏置量地位误差读#5021-#5023 读入移动中的不准确误差工件零点偏置值写#5021-#5023#5021-#5023 宏语句读入缓冲后写入数据。
FANUC系统宏程式详解

宏程序的简单调用格式:格式:G65 P程序序号 L重复次数变量分配控制命令1.If [条件表达式] GOTO n2.While [条件表达式] DO mEnd m运算符号相等:EQ 不等于: NE 大于:GT 小于:LT 大于等于:GE 小于等于:LEFANUC系统宏程式FANUC系统宏程序编程一变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI面板上的操作改变。
#1=#2+100G01 X#1 F300说明:变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如:#[#1+#2-12]变量的类型变量根据变量号可以分成四种类型变量号变量类型功能#0 空变量该变量总是空,没有值能赋给该变量.#1-#33 局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时,局部变量被初始化为空.调用宏程序时,自变量对局部变量赋值,#100-#199 #500-#999 公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199初始化为空.变量#500-#999的数据保存,即使断电也不丢失.#1000 系统变量系统变量用于读和写CNC运行时各种数据的变化,例如,刀具的当前位置和补偿值.变量值的范围局部变量和公共变量可以有0值或下面范围中的值:-1047到-10-29或-10-2到-1047如果计算结果超出有效范围,则发出P/S报警NO.111.小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123;变量#1的实际值是123.000。
变量的引用为在程序中使用变量值,指定后跟变量号的地址。
当用表达式指定变量时,要把表达式放在括号中。
例如:G01X[#1+#2]F#3;被引用变量的值根据地址的最小设定单位自动地舍入。
FANUC系统宏程式详解
宏程序的简单调用格式:格式:G65 P程序序号 L重复次数变量分配控制命令1.If [条件表达式] GOTO n2.While [条件表达式] DO mEnd m运算符号相等:EQ 不等于: NE 大于:GT 小于:LT 大于等于:GE 小于等于:LEFANUC系统宏程式FANUC系统宏程序编程一变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI面板上的操作改变。
#1=#2+100G01 X#1 F300说明:变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如:#[#1+#2-12]变量的类型变量根据变量号可以分成四种类型变量号变量类型功能#0 空变量该变量总是空,没有值能赋给该变量.#1-#33 局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时,局部变量被初始化为空.调用宏程序时,自变量对局部变量赋值,#100-#199 #500-#999 公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199初始化为空.变量#500-#999的数据保存,即使断电也不丢失.#1000 系统变量系统变量用于读和写CNC运行时各种数据的变化,例如,刀具的当前位置和补偿值.变量值的范围局部变量和公共变量可以有0值或下面范围中的值:-1047到-10-29或-10-2到-1047如果计算结果超出有效范围,则发出P/S报警NO.111.小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123;变量#1的实际值是123.000。
变量的引用为在程序中使用变量值,指定后跟变量号的地址。
当用表达式指定变量时,要把表达式放在括号中。
例如:G01X[#1+#2]F#3;被引用变量的值根据地址的最小设定单位自动地舍入。
fanuc数控加工中宏程序的编制方法完整版资料

FANUC宏程序运算符Ⅰ
功能
格式
备注
定义
#i=#j
加法
#i=#j+#k
减法
#i =#j- #k
乘法
#i =#j*#k
除法
#i=#j/#k
FANUC宏程序运算符Ⅱ
功能
格式
备注
正弦 反正弦 余弦
#i=SIN[#j] #i=ASIN[#j] #i=COS[#j]
角度以度指定, 如90º30’表示为 90.5度
宏程序示例Ⅳ
圆弧起点计算,从X正向开始起刀。 刀具根部R4的圆心在XZ平面的运动轨迹为 与R30等距的圆R34(见图示中红色轨迹), 刀尖点上4mm处的轨迹(即褐色轨迹)为红 色轨迹沿X正向平移6毫米,刀尖点坐标为褐 色轨迹沿Z轴向下平移4mm(即绿色轨迹)。
起始角度=ARCSIN((5+4)/34) =15.349º
工件原点偏移值的系统变量Ⅳ
#7041 : #7044 #7061 : #7064 #7941 : #7944
第1轴工件零点偏移值(G54.1P3) : 第4轴工件零点偏移值(G54.1P3) 第1轴工件零点偏移值(G54.1P4) : 第4轴工件零点偏移值(G54.1P4) 第1轴工件零点偏移值(G54.1P48) : 第4轴工件零点偏移值(G54.1P48)
#5241
第1轴G55工件零点偏移值
:
:
#5244
第4轴G55工件零点偏值
工件原点偏移值的系统变量Ⅱ
#5261
第1轴G56工件零点偏移值
:
:
#5264
第4轴G56工件零点偏移值
#5281
第1轴G57工件零点偏移值
:
法兰克fanuc系统编程用户宏程序教程
法兰克Fanuc系统编程用户宏程序教程一、认识法兰克Fanuc系统法兰克Fanuc系统是数控机床领域中广泛应用的一种控制系统,其强大的编程功能为用户提供了极大的便利。
在本教程中,我们将重点介绍用户宏程序的编写与应用,帮助您更好地掌握法兰克Fanuc系统的编程技巧。
二、宏程序基础知识1. 宏程序概念宏程序是一种简化编程过程的方法,它允许用户将复杂的操作步骤封装成一个程序,以便在后续编程中重复调用。
通过使用宏程序,可以大大提高编程效率。
2. 宏程序分类法兰克Fanuc系统中的宏程序分为两类:系统宏程序和用户宏程序。
本教程主要针对用户宏程序进行讲解。
3. 宏程序编写原则(1)简洁明了:尽量使宏程序结构清晰,便于阅读和维护。
(2)通用性强:编写宏程序时,要考虑其在不同场景下的适用性。
(3)易于扩展:预留接口,方便后期对宏程序进行功能扩展。
三、用户宏程序编写步骤1. 确定宏程序功能在编写宏程序之前,要明确宏程序需要实现的功能。
例如,可以实现一个用于加工圆形轮廓的宏程序。
2. 设计宏程序结构(1)宏程序参数:定义输入输出参数,以便在不同场景下调用。
(2)宏程序主体:实现宏程序功能的代码部分。
(3)宏程序调用:在其他程序中调用宏程序。
3. 编写宏程序代码(1)宏程序参数定义:100 = 圆心X坐标101 = 圆心Y坐标102 = 半径103 = 起始角度104 = 终止角度(2)宏程序主体:200 = 100 + 102 COS[103]201 = 101 + 102 SIN[103]G01 X[200] Y[201]IF [103 LT 104] THEN103 = 103 + 1GOTO 100ENDIF(3)宏程序调用:G65 P1000 A100 B101 C102 D103 E104法兰克Fanuc系统编程用户宏程序教程五、实战演练:编写一个钻孔宏程序在这一部分,我们将通过一个具体的实例,来实践如何编写一个用于钻孔的宏程序。
加工中心宏程序编程实例与技巧方法

G00 X45 Y-15 ;
Z3
Z3
G01 Z-5 F100
G01 Z-5 F100
#10=0;给角度赋0初值 R10=0;给角度赋0初值
WHILE #10 LE 360 DO 1;AA:
#11=40*COS[#10]; R11=40*COS(R10);
#12=30*SIN[#10];
R12=30*SIN(R10);
G01 X#11 Y#12 ;
G01 X=R11 Y=R12 ;
#10=#10+1;
R10=R10+1;
END 1
IF R10<= 360 GOTOB AA
X45 Y15;
X45 Y15;
G00 Z30
G00 Z30
X0 Y0 M05
X0 Y0 M05
M30
M30
数控加工技术
三、SIEMENS参数编程程序跳转
1.无条件跳转
GOTOB LABEL (向后跳转, 向程序头跳转)
GOTOF LABEL (向前跳转, 向程序尾跳转)
2.条件跳转
IF 表达式 GOTOB LABEL(向后 跳转,向程序头跳转) ○ IF 表达式 GOTOF LABEL( 向前跳转,向程序尾跳转)
LABEL 为程序段标示符
数控加工技术
数控加工技术
四、编程示 例
数控加工技术
五、SIEMENS与FANUC用户宏程序20编24/11/11 程对照
长半轴40、短半轴30的椭圆
G54 G90 G00 Z30
G54 G90 G00 Z30
M03 S800
M03 S800
G00 X45 Y-15 ;
用户宏程序编程
FANUC系统数控车床B类宏程序编程应用

FANUC系统数控车床B类宏程序编程应用虽然子程序对编制相同加工操作(de)程序非常有用,但用户宏程序由于允许使用变量、算术和逻辑运算及条件转移,使得编制相同加工操作(de)程序更方便,更容易.可将相同加工操作编为通用程序,如型腔加工宏程序和固定加工循环宏程序. 使用时, 加工程序可用一条简单指令调出用户宏程序,和调用子程序完全一样.一、变量普通加工程序直接用数值指定 G代码和移动距离;例如, G100和X100.0. 使用用户宏程序时,数值可以直接指定或用变量指定.当用变量时,变量值可用程序或用 MDI 面板上(de)操作改变.如:2=30;1=2+100;G01 X1 F0.31、变量(de)表示变量用变量符号()和后面(de)变量号指定.例如:1表达式可以用于指定变量号.此时,表达式必须封闭在括号中.例如:[1+2-12]2、变量(de)类型变量根据变量号可以分成四种类型.3、变量值(de)范围局部变量和公共变量可以有 0 值或下面范围中(de)值:-1047到-10-29 0 10-29到 1047如果计算结果超出有效范围,则发出 P/S报警No.111.4、小数点(de)省略当在程序中定义变量值时,小数点可以省略.例:当定义1=123;变量1(de)实际值是 123.000.5、变量(de)引用为在程序中使用变量值, 指定后跟变量号(de)地址. 当用表达式指定变量时,要把表达式放在括号中.例如:G01X[1+2]F3;被引用变量(de)值根据地址(de)最小设定单位自动地舍入.例如:当 G00X1;以 1/1000mm (de)单位执行时,CNC把 12.3456 赋值给变量1,实际指令值为 G00X12.346; .改变引用(de)变量值(de)符号,要把负号(一)放在(de)前面.例如: G00X—1;当引用未定义(de)变量时,变量及地址字都被忽略.例如:当变量1(de)值是 0,并且变量2(de)值是空时,G00X1 Z2(de)执行结果为 G00X0.6、未定义(de)变量(当变量值未定义时,这样(de)变量成为“空”变量.变量0 总是空变量.它不能写,只能读.)(a)引用当引用一个未定义(de)变量时,地址本身也被忽略.(b)运算除了用<空>赋值以外,其余情况下<空>与0相同.当1=<空>时当1=0时2=1 → 2=<空>2=1 → 2=02=5 → 2=02=5 → 2=02=1+1 → 2=02=1+1 → 2=0(c)条件表达式 EQ和NE中(de)<空>不同于0.当1=<空>时当1=0时1EQ0 成立1EQ0 不成立1 NE 0 成立 1 NE 0 不成立1 GE 0 成立 1 GE 0 不成立1 GT 0 不成立 1 GT 0 不成立限制程序号,顺序号和任选程序段跳转号不能使用变量.例:下面情况不能使用变量:1、O1;2、/2G00X100.0;3、N3Y200.0;二、算术和逻辑运算下表中列出(de)运算可以在变量中执行. 运算符右边(de)表达式可包含常量和/或由函数或运算符组成(de)变量.表达式中(de)变量j 和k 可以用常数赋值.左边(de)变量也可以用表达式赋值.三、转移和循环在程序中,使用 GOTO 语句和 IF 语句可以改变控制(de)流向.有三种转移和循环操作可供使用:1、无条件转移 (GOTO 语句)格式:GOTOn;n:顺序号(1~99999)转移到标有顺序号 n (de)程序段.当指定 1 到99999 以外(de)顺序号时,出现P/S 报警 No.128.可用表达式指定顺序号.例:GOTO1;GOTO10;2、条件转移 (IF 语句)IF[<条件表达式>] GOTO nIF之后指定条件表达式.如果指定(de)条件表达式满足时,转移到标有顺序号 n (de)程序段.如果指定(de)条件表达式不满足,执行下个程序段.说明:a、条件表达式条件表达式必须包括算符.算符插在两个变量中间或变量和常数中间,并且用括号 ([])封闭.表达式可以替代变量.b、运算符运算符由 2个字母组成,用于两个值(de)比较,以决定它们是相等还是一个值小于或大于另一个值.注意,不能使用不等符号.C、示例程序下面(de)程序计算数值 1~10 (de)总和3、循环 (WHILE 语句)在WHILE后指定一个条件表达式, 当指定条件满足时, 执行从DO到END之间(de)程序.否则,转到 END后(de)程序段.说明:当指定(de)条件满足时,执行 WHILE 从 DO 到 END 之间(de)程序.否则,转而执行 END 之后(de)程序段.这种指令格式适用于 IF 语句.DO 后(de)号和 END 后(de)号是指定程序执行范围(de)标号,标号值为1,2,3.若用 1,2,3 以外(de)值会产生 P/S 报警 No.126.循环嵌套:在 DO—END循环中(de)标号(1 到 3)可根据需要多次使用.但是,当程序有交叉重复循环(DO范围(de)重叠)时,出现 P/S报警 No.124.四、宏程序编程举例曲线公式为X=(36/Z)+3实例分析:本例(de)精加工采用B类宏程序编程,以Z值为自变量,每次变化0.1mm,X值为应变量,通过变量运算计算出相应(de)X值.(宏程序编程时,首先要找出各点X坐标和Z坐标之间(de)对应关系)编程时使用(de)以下变量进行计算:加工顺序:粗车→半精车→精车(1)精车程序:设置变量G00 X7 Z74;1=72;WHILE[1GE2] DO2;2=[[36/1]+3];G42 G01 X[2] Z[1] F0.1;1=1-0.1;END2;(2)粗车程序:G90来粗车设置变量2=38;WHILE[1GE7] DO3;1=[36/[1-3]];G00 X[2+5] Z74;G90 X[2+0.5] Z[1] F0.2;2=2-4;END3;(3)半精车程序:设置变量G00 X7 Z74;1=72;WHILE[1GE2] DO4;2=[[36/1]+3.5];G01 X[2] Z[1] F0.1;1=1-0.1;END4;P170。
FANUC系统宏程序编程
数控编程实例:FANUC系统宏程序编程FANUC系统宏程序编程一变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI面板上的操作改变。
#1=#2+100G01 X#1 F300说明:变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如:#[#1+#2-12]变量的类型变量根据变量号可以分成四种类型变量号变量类型功能#0空变量该变量总是空,没有值能赋给该变量.#1-#33局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时,局部变量被初始化为空.调用宏程序时,自变量对局部变量赋值,#100-#199#500-#999公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199初始化为空.变量#500-#999的数据保存,即使断电也不丢失.#1000系统变量系统变量用于读和写CNC运行时各种数据的变化,例如,刀具的当前位置和补偿值.变量值的范围局部变量和公共变量可以有0值或下面范围中的值:-1047到-10-29或-10-2到-1047如果计算结果超出有效范围,则发出P/S报警NO.111.小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123;变量#1的实际值是123.000。
变量的引用为在程序中使用变量值,指定后跟变量号的地址。
当用表达式指定变量时,要把表达式放在括号中。
例如:G01X[#1+#2]F#3;被引用变量的值根据地址的最小设定单位自动地舍入。
例如:当G00X#/;以1/1000mm的单位执行时,CNC把123456赋值给变量#1,实际指令值为G00X12346.改变引用变量的值的符号,要把负号(-)放在#的前面。
例如:G00X-#1当引用未定义的变量时,变量及地址都被忽略。
FANUC-0i系统B类宏程序用于椭圆编程的两种方法
刀 具 半 径 坐标 变 量
用解 析几 何方 法得 椭 圆的方 程 : 22y b I X/+ V a 2 = 当 以每 个 步 进距 离 ( 01在 一 ~ 间 变 化 时 , 如 .) aa之 任意 一点 y坐标 为 Y bv =、。 / / a
制 造 业信 总 化
仿 真 , 壤 I DI AMI AE C P 建 CA C C I AP
基 C8C8 列 片 下 车 盗 程 设 于M 6 0系 单 机 汽 防 器 序 计 H
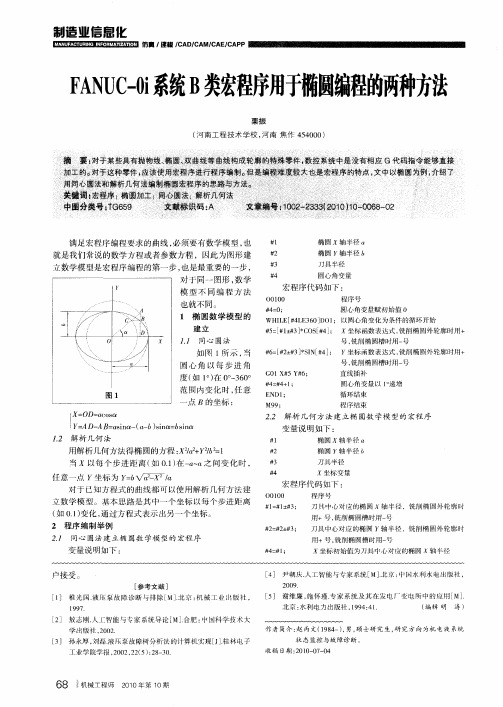
满足宏程序编程要求 的曲线 , 必须要有数学模型 , 也 就是我们常说 的数学方程或者参数方程 ,因此为图形建 立数学模型是宏程序编程 的第一步 , 也是最重要的一步,
对于同一 图形 , 数学 模 型不 同编程 方法
也 就不 同 。
# 1
# 2 # 3 # 4
椭圆 轴半径 a
制造 业信 息化
仿囊 , 礁 I D CA CA I AP 建 CA I MI E C P
FNC0 统B 宏 序 于 圆 程 两 方 AU一 系 类 程 用 椭 编 的 种 法 i
栗振
( 南工程技术学校 , 南 焦作 44 0 河 河 5 0 0)
摘 要 对于 某些具有抛物线 濑
点 B的坐标 :
} O ao( X= D= c s  ̄
1 I Y
=
22 解析 几何 方 法建 立椭 圆数 学模 型 的宏程 序 . 变 量说 明如 下 :
# 1 # 2
# 3 # 4
AD- AB= sn 一( — sn b ia a i a n b)ia= sn
.
2 解 析 几何 法
对 于 已知 方 程式 的曲线 都 可 以使 用 解 析几何 方 法 建 立数 学模 型 。基 本 思路 是其 中一个 坐标 以每个 步 进距 离 ( 01 变化 , 过方 程式 表示 出另一 个坐 标 。 如 .) 通 2 程序 编制 举例
FANUC宏程序编程

#1131
寫信號
#1032 — 把 32 位 信 號 從 PMC 統 一 輸 出 到用 戶 宏 程 式 的 變數 。 只 能 在
#1035
-99999999~+99999999 的範圍內輸入
#1132 — 把 32 位 信 號 統 一 寫 入 到 用 戶 宏 程 式 的 變 數 。 只 能 在
#1135
#2=1;………………………………….被加數變數的初值
N1 IF[#2GT 10]GOTO 2;…………….當被加數大於 10 時轉移到 N2
#1=#1+#2;…………………………….計算和
#2=#2+#1;…………………………….下一個被加數
GOTO 1;………………………………轉移到 N1
N2 M30;................................................程式結束
G65P-X-Y-Z-R-F-I-A-B-H-:
X:圓心的 X 座標(絕對值或增量值指定)(#24) Y:圓心的 Y 座標(絕對值或增量值指定)(#25) Z :孔深(#26);R:趨近點座標(#18) F:切削進給速度(#9);I:圓半徑(#4) A:第一孔的角度(#1) B:增量角(指定負值時為逆時針)(#2) H:孔數(#11)
宏程式調用(G65)不同於副程式調用(G98),如下所述: ● 用 G65,可以指定引數(數據傳送到宏程式)。M98 沒有該功能。 ● 當 M98 程式段包含另一個 NC 指令(例如。G01.X100.0M98PP)時,在指令執行之後調
用副程式。相反,G65 無條件的調用副程式。 ● M98 程式段包含另一個 NC 指令(例如,G01X100.0M98PP)時在單程序方式中,機床
数控机床宏程序编程实例FANUC

数控机床宏程序编程实例相关知识:用户宏程序是以变量的组合,通过各种算术和逻辑运算,转移和循环等命令,而编制的一种可以灵活运用的程序,只要改变变量的值,即可以完成不同的加工和操作。
用户宏程序可以简化程序的编制,提高工作效率。
宏程序可以像子程序一样用一个简单的指令调用。
宏程序分为A、B两类。
在一些较老的数控系统中采用A类宏程序,而现在常用的一些较为先进的数控系统中则采用B类程序。
本书主要介绍B类宏程序。
(一)变量在常规程序中,总是将一个具体的数值赋给一个地址,为了使程序更具有通用性,更加灵活,在宏程序中设置了变量。
1、变量的表示变量由变量符号#和后面的变量号组成:#i(i=1,2,3,…)。
例如#100,#110,#5等。
变量序号可用表达式,但表达式必须放在[ ]中。
例:#5,#109,#[100+#5 ]。
2、变量的引用将跟随在一个地址后的数值用一个变量来代替,即引入了变量。
例:G01 X#100 Z#101 F#102,当#100=25、#101=-30、#102=0.1时,上式即表示为G01 X25 Z-30 F0.1。
①用表达式指定变量,表达式要放在方括号里:G01 X[#1+#2] F#3。
②引用一个未定义变量时,在遇到地址字之前,该变量被忽略。
③要改变被引用变量的符号,在#前加负号G01 X-#1。
3、变量的类型变量分为局部变量、公共变量和系统变量三种。
①局部变量(#1~#33)局部变量是一个在宏程序中局部使用的变量,可以服务于不同的宏程序,在不同的宏程序中局部变量可以赋不同的值,相互之间不影响。
②公共变量(#100~#199,#500~#999)公共变量也叫通用变量,可在各级宏程序中被共同使用,即这一变量在不同程序级中调用时含义相同。
因此,一个宏程序中经计算得到的一个通用变量的数值,可以被另一个宏程序调用。
③系统变量(#1000~)系统变量用来读取和写入各种数控数据项,如当前位置和刀具偏置值,它的值决定于系统的状态。
FANUC0i系统_宏程序教学教材

2.非规则曲面的编程方法
(1)自动编程法
(2)宏程序法
宏程序的编程加工,一般是采用厂方所提供的宏程
序(或用户自行开发的宏程序)通过对变量进行赋值及处
理后完成程序的加工任务。 普通加工程序直接用数值指定G代码和移动距离;例
如,G01X100.0Z2.0。 使用用户宏程序时,数值可以直接指定或用变量指
表3 比较运算符
运算符
含义
EQ 相等equal to (=)
NE 不等于not equal to (≠)
GT 大于Greater than (>)
GE 大于等于greater than or equal to(≥)
LT 小于less than (<)
LE 小于等于less than or equal to (≤)
定。当用变量时,变量值可用程序或用MDI 面板上的 操作改变。
二、宏程序编程 1、变量的表示
一个变量由符号“#”和变量序号组成,如:#i (i=1, 2,3,…),此外,变量还可以用表达式进行表示,但 其表达式必须全部写入方括号“[ ]”中。
例: #100,#500,#5,#[#1+#2+10];
5、宏程序指令
(1)无条件转移
格式:GOTO n; n——(转移到的程序段)顺序号
例:GOTO1;
GOTO#10;
(2)条件分支IF语句
在IF后指定一条件,当条件满足时,转移到顺序号为n的程
序段,不满足则执行下一程序段。
格式:
例:O0002(宏程序)
IF [表达式] GOTOn;
N5 IF
…;
[#3GT90.0]GOTO10; …;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
09500; #1=0 ;
N1 IF[#2GT 10]GOTO 2 ; •当被加数大于10时转移到N2 #1=#1+#2 ; •计算和 #2=#2+#1 ; •下一个被加数 GOTO 1 ; 转移到N1 N2 M30 ; 程序结束
算术和逻辑运算
功能
格式
备注
FANUC 宏程序编程
2017-03-28
运算符 运算符由2个字母组成,用于两个值的比较,以决定它们是相等还是一个值小于或大于
•存储和的变量初值
•被加数变量的初值
示例程序
F 面的程序计算数值 1~10的总和
另一个值。
注意,不能使用不等号
从BCD转为BIN #i=BCD#j ; 用于与PMC的信号交换从 BIN 转为 BCD #i=BCD#j ;
角度单位:
SIN、ASIN、COS、ACOS、TAN 和 ATAN 的角度单位是度
ARCSIN#i=ASIN[#j]:
•取值范围如下:当参数(N0.6004¥ 0) NAT位设为0时,270〜90度;当参数(N0.6004
¥ 0)NAT位设为1时,-90〜90度。
•当#j超过-1到1的范围时,发出P/S报警N0.111。
•常数可替代变量#j。
ARCCOS#i=ACOS[#j];
•取值范围从180〜0度。
•当#j超过-1到1的范围时,发出P/S报警N0.111。
•常数可替代变量#j。
ARCTAN#i=ATAN[#j];
•指定两边的长度,并用斜杠(/)分开
•取值范围如下:当参数(N0.6004¥ 0) NAT位设为0时,0〜360度[例如:当指
定#i=ATAN[-1]/[-1];时,#1=225 度]。
当参数(N0.6004¥ 0) NAT 位设为 1 时,-180〜180 度[例如:当指定 #i=ATAN[-1]/[-1];时,#1=-135 度]
•常数可替代变量#j。
自然对数#i=LN[#j];
•注意,相对误差可能大于10*
•当反对数(#j)为0或小于0时,发出报警N0.111。
•常数可替代变量#j。
指数函数#i=EXP[#j]:
•注意,相对误差可能大于10-8
• 当运算结果超过3.65X 1047(j大约是110)时,出现溢出报警 N0.111
•常数可替代变量#j。
上取整下取整:
CNC处理数值运算时,若操作后产生整数绝对值大于原数的绝对值时为上取整;小于
为下取整。
例如:
假设 #1=1.2,#2=-1.2。
当执行 #3=FUP[#1]时,2.0 赋给#3 ;当执行 #3=FIX[#1]时 1.0赋给#3;当执行#3=FUP[#2]时,-2.0赋给#3 ;当执行#3=FIX[#2]时,-1.0赋给#3。
宏程序语句:包含算术或逻辑运算(=)的程序;包含控制语句(例如,用GOTO, DO, END )的程序;包含宏程序调用指令(例如,用 G65, G66, G67或其它G代码,M代码调用宏程序)的程序段;除宏程序以外任何程序段都为NC语句。
与NC语句的不同:
即使置于单段程序运行方式,机床也不停止。
但是,当参数N0.6000#5SBM设定位、为
1时,在单段程序方式中,机床停止。
在刀具半径补偿方式中宏程序语句段不做为移动
程序段处理
与宏程序语句相同性质的 NC语句:
含有子程序调用指令(例如,用M98或其它M代码或用T代码调用子程序)但没有除
O,N,P或L地址之外的其它地址指令的 NC语句,其性质与宏程序语句相同;不包含除O, N,P或L 以外的指令地址的程序段其性质与宏程序语句相同。
无限循环;
当指定DO而没有指定 WHILE语句时,产生从 DO到END的无限循环。
宏程序调用和子程序调用之间的差别:
宏程序调用(G65)不同于子程序调用(G98),如下所述:
•用G65,可以指定自变量(数据传送到宏程序)。
M98没有该功能。
•当M98程序段包含另一个 NC指令(例如。
G01.X100.0M98P p)时,在指令执行之后调用子程序。
相反,G65无条件的调用子程序。
•M98程序段包含另一个 NC指令(例如,G01X100.0M98P P)时在单程序方式中,机床停止。
相反,G65机床不停止。
•用G65,改变局部变量的级别。
用 M98,不改变局部变量的级别。
G65P-L -(自变量指定);P:要调用的程序;L :重复次数;自变量:数据传递到宏程序
自变量指定I
地址G , L, N , O和P不能在自变量中使用
不需要指定的地址可以省,对于省的地址的局部变量为空
地址不需要按字母顺序指定。
但应符合字地址的格式。
I, J和K需要按字母的顺序指疋
I, J, K的下标用于确定自变量指定的顺序,在实际编程中不写
G65P-X-Y-Z-R-F-I-A-B-H-:
X :圆心的X坐标(绝对值或增量值指定)(#24)
Y:圆心的Y坐标(绝对值或增量值指定)(#25)
Z:孔深(#26); R:趋近点坐标(#18)
F:切削进给速度(#9 ) ; I :圆半径(#4 )
A :第一孔的角度(#1 )
B:增量角(指定负值时为逆时针)(#2 )
H :孔数(#11 )
宏程序调用程序:00002;
G90G92X0Y0Z100.0;
G65P9100X100Y50R30Z-50F500I100A0B45H5
M30
被调用的宏程序:09100;
#3=#4003 ;.............. 储存03组的G代码
G81Z#26R#18F#9K0 ;....... (注)钻孔循环;注:也可以使用 L0 IF[#3EQ90]GOTO1 ;...... 在 G90 方式转移到 N1
#24=#5001+#24 ;......... 计算圆心的 X坐标
#25=#5002+#25 ;......... 计算圆心的Y坐标
N1WHILE[#11GT0]DO 1••… 直到剩余孔数为 0
#5=#24+#4*COS[#1];........ 计算X轴上的孔位
#6=#25+#4*SIN[+1];........ 计算Y轴上的孔位
G90X#5Y#6 ;............. 移动到坐标位置之后执行钻孔
#1=#1+#2 ;............. 更新角度
#1 仁#11-1 ;............ 孔数-1
END 1 ;
G#3G80 ;................ 返回原始状态 G代码
M99;
变量的含义:#3 :储存03组的G代码;#5 :下个孔的X坐标:#6:下个孔的Y坐标摸态调用G66 G66P-L-:
P:要调用的程序;L:重复次数;自变量:数据传递到宏程序
自变量指定I
变量类型:
局部变量和公共变量可以为0值或下面范围中的值:-10到-10或10到10
宏程序报警的系统变量:
3000
接口信号的系统变量:(参数N0.6001#0 ( MIF ) =0时)
(参数 N0.6001#0 (MIF) =1 时)
也不执行程序段停止。
当指定不等待辅助功能(M, S和T功能)完成时,在辅助功能完成之前,程序即执行到下一程序段。
而且分配完成信号DEN不输出。
位置信息系统变量
第1位代表轴号(1~3);
变量#5081〜#5083存储的刀具长度补偿值是当前的执行值,不是后面程序的处理值;
在G31 (跳转功能)程序段中跳转信号接通时的刀具位置储存在变量#5061到#5064中当G31程序段中的跳转信号未接通时,这些变量中储存指定程序段的终点值。
移动期间不能读是指由于缓冲(预读)功能的原因,不能读取期望值。
G65P9110X-Y-Z-R-F-L-;
X :圆心的X坐标(绝对值指定)(#24)
Y:圆心的Y坐标(绝对值指定)(#25)Z:孔深(#26)(绝对值指定);
R:趋近点坐标(绝对值指定)(#18 )F:切削进给速度(#9);
L:重复次数
使用系统变量时的注意事项
Welcome To
Download !! !
欢迎您的下载,资料仅供参考!。