FANUC宏程序参数
FANUC系统宏程序编程

FANUC系统宏程序编程FANUC系统宏程序编程一变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI面板上的操作改变。
#1=#2+100G01 X#1 F300说明:变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如:#[#1+#2-12]变量的类型变量根据变量号可以分成四种类型变量号变量类型功能#0空变量该变量总是空,没有值能赋给该变量.#1-#33局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时,局部变量被初始化为空.调用宏程序时,自变量对局部变量赋值,#100-#199#500-#999公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199初始化为空.变量#500-#999的数据保存,即使断电也不丢失.#1000系统变量系统变量用于读和写CNC运行时各种数据的变化,例如,刀具的当前位置和补偿值.变量值的范围局部变量和公共变量可以有0值或下面范围中的值:-1047到-10-29或-10-2到-1047如果计算结果超出有效范围,则发出P/S报警NO.111.小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123;变量#1的实际值是123.000。
变量的引用为在程序中使用变量值,指定后跟变量号的地址。
当用表达式指定变量时,要把表达式放在括号中。
例如:G01X[#1+#2]F#3;被引用变量的值根据地址的最小设定单位自动地舍入。
例如:当G00X#/;以1/1000mm的单位执行时,CNC把123456赋值给变量#1,实际指令值为G00X12346.改变引用变量的值的符号,要把负号(-)放在#的前面。
例如:G00X-#1当引用未定义的变量时,变量及地址都被忽略。
fanuco9000宏程序参数

fanuco9000宏程序参数Fanuco9000宏程序参数是一种用于控制Fanuco9000宏程序运行的设置,它可以根据用户需求进行调整,从而实现更高效的工作流程。
本文将介绍Fanuco9000宏程序参数的一些常见设置和使用方法。
让我们了解一下Fanuco9000宏程序的基本概念。
Fanuco9000是一种功能强大的宏程序,它可以帮助用户自动执行各种任务,从而提高工作效率。
通过设置Fanuco9000宏程序参数,用户可以根据自己的需要调整程序的运行方式,从而实现更加个性化的操作。
Fanuco9000宏程序参数的设置通常包括以下几个方面:1.界面设置:Fanuco9000宏程序的界面可以根据用户的喜好进行调整,比如设置界面的颜色、字体、大小等。
这个设置可以帮助用户更好地适应程序的使用环境,从而提高工作效率。
2.功能设置:Fanuco9000宏程序的功能非常丰富,用户可以根据自己的需要选择使用哪些功能。
比如,用户可以设置程序是否自动保存工作内容,是否自动备份文件等。
这个设置可以帮助用户更好地管理自己的工作,提高工作效率。
3.快捷键设置:Fanuco9000宏程序支持自定义快捷键,用户可以根据自己的使用习惯设置快捷键。
比如,用户可以将某个常用功能设置为一个快捷键,这样就可以通过按下快捷键来快速执行该功能,提高工作效率。
4.数据源设置:Fanuco9000宏程序可以连接各种数据源,比如数据库、文件夹等。
用户可以根据自己的需要设置数据源的连接方式和参数。
这个设置可以帮助用户更好地管理数据,提高工作效率。
5.日志设置:Fanuco9000宏程序可以记录用户的操作日志,用户可以根据自己的需要设置日志的保存位置和格式。
这个设置可以帮助用户更好地追踪自己的工作过程,提高工作效率。
除了上述常见的设置外,Fanuco9000宏程序还支持很多其他的参数设置,比如语言设置、权限设置等。
用户可以根据自己的需要进行相应的设置,从而实现更加个性化的操作。
FANUC数控车床宏程序

数控车床宏程序程序段为宏程序语句:术或逻辑运算(=)的程序段.制语句的程序段程序调用指令的程序段程序以外的任何程序段都为NC语句.与NC语句的不同使置于单程序段运行方式,机床也不停止.但是,当参数N0.6000#5SBM设定为1时,在单程序段方式中,止.刀具半径补偿方式中宏程序语句段不做为不移动程序段处理.序语句有相同性质的NC语句有子程序调用指令,但没有除O,N或L地址之外的其它地址指令的NC语句其性质与宏程序相同.包含除ONP或L以外的指令地址的程序段其性质与宏程序语句相同.移和循环中,使用GOTO语句和IF语句可以改变控制的流向.有三种转移和循环操作可供使用;循环----------GOTO语句(无条件转移)语句(条件转移)语句(当…时循环)无条件转移(GOTO语句)标有顺序号n的程序段.当指定1到99999以外的顺序号时,出现P/S报警NO.128.可用表达方式指定.n:顺序号(1到99999)条件转移(IF)语句后指定条件表达式.件表达式>]GOTOn如果指定的条件表达式满足时,转移到标有顺序号n的程序段.如果指定的条件表达足,执行下个程序段.件表达式>]THEN如果条件表达式满足,执行预先决定的宏程序语句.只执行一个宏程序语句.达式达式必须包括算符.算符插在两个变量中间或变量和常数中间,并且用括号([,])封闭.表达式可以替代由2个字母组成,用于两个值的比较,以决定它们是相等还是一个值小于或大于另一个值.注意,不能使号.含义于等于于于或等于于于或等于序:程序计算数值1-10的总和最新教案FANUC数控车床宏程序FANUC系统宏程序编程教案车工实习教学教案数控加工与编程实训教案数控编程与操作教案数控宏程序加工斜椭圆CAXA数控车实例教案CAXA数控车教案数控车床实训教案—G73加工国蜗杆车削教案热门教案数控电火花线切割加工教案40多种电子产品制作电路图红外线遥控电子制实例教案.do 自制音响遥控电路教案汽车驾驶教案金属材料教案FLASH相册制作教案微机ATX电源电路的工作原理与钳工常用工具的介绍及使用教案单片机原理及应用教案(附教学推荐教案SQL实验教案.rar计算机组装与维修实验教案模拟电子技术教案.rar数控车床工艺品图纸—印章数控车床工艺品图纸—葫芦数字电子技术实验教案.rar跆拳道教案.doc体育课教案(田径).doc建筑材料教案.rar机械制图期中试卷.doc存储和数变量的初值被加数变量的初值2GT10]GOTO2;当被加数大于10时转移到N2#2;计算和数#1;下一个被加数;转到N1程序结束循环(WHILE语句)E后指定一个条件表达式.当指定条件满足时,执行从D0到END之间的程序.否则,转到END后的程序段.的条件满足时,执行WHILE从D0到END之间的程序.否则,转而执行END之后的程序段,这种指令格式适F语句.D0后的号和END后的号是指定程序执行范围的标号,标号值为1,2,3.若用1,2,3以外的值会产报警NO.126.END循环中的标号可根据需要多次使用.但是,当程序有交叉重复循环(DO范围的重叠)时,出现P/S报警.环当指定DO而没有指定WHILE语句时,产生从DO到END的无限循环.间当在GOTO语句中有标号转移的语句时,进行顺序号检索.反向检索的时间要比正向检索长.用WHILE 现循环可减少处理时间.的变量在使用EQ或NE的条件表达式中,<空>和零有不同的效果,在其它形式的条件表达式中,<空>被当序下面的程序计算数值1到10的总和.#2LE10]DO1;#2;1;案名称:FANUC数控车床宏程序大小:84K时间:2010-11-3 23:04:19次数统计:: 2: 6:22221 使用快车下载。
fanuc宏程序保护参数

fanuc宏程序保护参数Fanuc宏程序保护参数对于Fanuc数控系统的使用者来说是一个重要的概念。
在使用Fanuc数控系统进行切削加工时,我们需要使用Fanuc的宏程序进行加工,但是由于宏程序也是可以被修改的,为了保证加工质量,必须加以保护。
下面我们来分步骤阐述如何使用Fanuc宏程序保护参数。
首先,在进行Fanuc宏程序保护参数设置之前,需要进入Fanuc数控系统,从“system”菜单进入“para”选项,然后选择“parasave”选项。
在这个选项中,我们可以选中“Program protect”参数,这是保护宏程序的核心参数。
其次,在设置“Program protect”参数之后,需要设置一个密码来保护这个参数。
在Fanuc数控系统中,可以通过“Password setting”选项进行设置。
在这个选项中,我们可以设置两种密码:一个是程序口令密码(Program Password),另一个是参数口令密码(Parameter Password)。
我们要设置程序口令密码,以保护“Program protect”参数。
设置完成后,再通过“system”菜单进入“custom”选项,在这个选项中,我们可以选择“Memory protection”参数。
这个参数可以保护NC程序、宏程序等所需的内存区域,防止误操作后数据丢失。
最后,在进行Fanuc宏程序保护参数设置之后,我们需要把设置好的密码保存下来。
在Fanuc数控系统中保存密码的方法为:从“system”菜单进入“set”选项,然后选择“key”选项,按照提示进行设置,设置完成后把密码保存下来即可。
总的来说,使用Fanuc宏程序保护参数的方法十分简单。
需要注意的是,在设置完成后一定要把密码保存下来,以免出现数据丢失或忘记密码的情况。
如果需要修改或解除宏程序保护的参数,也需要进行相应的操作,代码为:1. 解除宏程序保护:O9001;#7=0;#6=32767;CALL PRGM_END;#7=1;M30;2. 取消宏程序保护:O9002;#7=0;#6=32767;CALL PRGM_END;#7=0;M30; 在使用Fanuc数控系统进行切削加工时,一定要注意这些细节,以保证加工质量和生产效率。
「FANUC0M宏程序指令G65」

宏指令G65可以实现充裕的宏作用,包括算术运算、逻辑运算等处理作用。
ﻫ平常式样: G65 Hm P#iQ#j R#k式中:m--宏步骤作用,数值范畴01~99;#i--运算结果存放处的变量名;ﻫ#j--被支配的第一个变量,也可以是一个常数;ﻫ#k--被支配的第二个变量,也可以是一个常数。
ﻫ比方,当步骤作用为加法运算时:步骤P#100 Q#101 R#102...... 含义为#100=#101+#102ﻫ步骤P#100 Q-#101 R#102...... 含义为#100=-#101+#102ﻫ步骤P#100 Q#101 R15...... 含义为#100=#101+151、宏作用指令ﻫ(1)算术运算指令(表4.4)表4.4算术运算指令1)无条件转移编程模样G65H80 Pn (n为步骤段号)例G65 H80 P120;(转移到N120)2)条件转移1 #j EQ #k(=)编程模样G65H81Pn Q#j R#k (n为步骤段号)例G65 H81P1000 Q#101 R#102当#101=#102,转移到N1000步骤段;若#101≠#102,履行下一步骤段。
3)条件转移2 #j NE #k(≠)ﻫ编程模样G65 H82 Pn Q#j R#k (n为步骤段号)ﻫ例G65 H82 P1000 Q#101 R#102ﻫ当#101≠ #102,转移到N1000步骤段;若#101=#102,履行下一步骤段。
ﻫ4)条件转移3 #jGT #k(> )ﻫ编程模样G65 H83 Pn Q#j R#k (n为步骤段号)ﻫ例G65 H83P1000 Q#101 R#102当#101 > #102,转移到N1000步骤段;若#101 ≤#102,履行下一步骤段。
ﻫ5)条件转移4 #jLT #k(<)ﻫ编程模样 G65 H84 PnQ#j R#k (n为步骤段号) 例G65 H84 P1000 Q#101 R#102ﻫ当#101 < #102,转移到N1000;若#101≥ #102,履行下一步骤段。
FANUC宏程序

FANUC宏程序(2008/05/25 10:55) 8010(X,Y,Z,MESUA)(+X,D1)(-X,D2)(+Y,D3)(-Y,D4)(-Z,D5)G65P9738G58H58G65P9728D1J1.G65P9739M30:8011G65P9738G58G65P9712I4.J0.2G65P9739M30:8012(HABA)G65P9738G58G65P9713U200.J1.K50.G65P9739M30:8100(REN BRDOCAL)G90G80G40M98P9724#9=#109#1=#5041#2=#5042#15=#5021#16=#5022IF[#7EQ#0]GOTO3#118=#0G65P9705D[#7]Q[#17]F[#9] IF[#145NE0.0]GOTO1G0X#132G65P9704D[#7]Q[#17]F[#9] IF[#145NE0.0]GOTO1G0Y#133G65P9705D[#7]Q[#17]F[#9]IF[#145NE0.0]GOTO1#500=#7/2-ABS[#132-#130]#501=#7/2-ABS[#132-#131]G65P9704D[#7]Q[#17]F[#9]IF[#145NE0.0]GOTO1#502=#7/2-ABS[#133-#130]#503=#7/2-ABS[#133-#131]IF[#19EQ#0]GOTO4IF[#19NE0]GOTO10#2500=#2500+[#132+#504-#1]#2600=#2600+[#133+#505-#2]GOTO4N10#[#105]=[#15-#1]+[#132+#504-#1]-#2500 #[#106]=[#16-#2]+[#133+#505-#2]-#2600GOTO4N1G0X#1Y#2IF[#145EQ2.0]GOTO2#3000=92(PROBE OPEN)--(探针打开)N2#3000=93(PROBE FAIL)N3#3000=91(FORMAT ERROR)--(尺寸误差)N4G0X#1Y#2M99:8101(REN STYLCAL)G90G80G40M98P9724#9=#109#1=#5041#2=#5042IF[#7EQ#0]GOTO1#118=#0G65P9705D[#7]Q[#17]F[#9] IF[#145NE0]GOTO2G0X#132#504=#1-#132G65P9704D[#7]Q[#17]F[#9] IF[#145NE0]GOTO2#505=#2-#133GOTO4N1#3000=91(FORMAT ERROR)N2G0X#1Y#2IF[#145EQ2]GOTO3#3000=92(PROBE OPEN)N3#3000=93(PROBE FAIL)N4G0X#1Y#2M99:9005(SE074-9405 WORK ZERO SET) M98P9100IF[#101EQ0]GOTO1IF[#101EQ10]GOTO1IF[#101EQ20]GOTO1IF[#101EQ30]GOTO30IF[#101EQ40]GOTO40IF[#101EQ50]GOTO50IF[#101EQ60]GOTO50N1( FS15,16,11 )#1=4014( WORK OFST NO )#2=5221( WK/OFST X )#3=5222( WK/OFST Y )#4=5021( MCHN POS X )#5=5022( MCHN POS Y )#6=20( COEFFI. WK/OFST ) GOTO201N30( FS0,6 )#1=4014#2=2501#3=2601#4=5021#5=5022#6=1GOTO201N40( MX3 )#1=4012#2=2501#3=2601#4=5021#5=5022#6=1GOTO201N50( HDNC C3,C5 )#1=4014#2=5221#3=5224#4=5021#5=5024#6=20#7=2N201#10=ROUND[[#[#1]-54]*1000]/1000#11=#[#4]-0.0001#12=#[#5]-0.0001G4#11=ROUND[#11*1000]/1000( MCHN POS X ) #12=ROUND[#12*1000]/1000( MCHN POS Y ) G4IF[#10EQ0.1]GOTO202#[#2+#6*#10]=#11( WK/OFST SET X )#[#3+#6*#10]=#12( WK/OFST SET Y ) GOTO99N202( ADD WK/OFST )#13=ROUND[[#4130-1]*1000]/1000 G4#[7001+20*#13]=#11#[7002+#7+20*#13]=#12N99M99:9700( A.16M 0108 )#500=#0#501=#0#502=#0#503=#0#509=1IF[#4006EQ21]GOTO1#509=25.4N1IF[#13NE#0]GOTO2#13=5/#509N2#508=#13IF[#511AND128EQ0]GOTO5 G65P9715A1.B2.C#3N5M98P9718IF[#511AND128EQ0]GOTO6 M98P9716N6#9=#4/2-#13X#24Y#25G49Z[#26+#2]#5=0#6=0#7=0#8=0#27=1WHILE[#27LE7]DO1X[#24+#9-#19]G65P9714A1.S1.X[2*#19]#5=#5+#24+#9-#5061X[#24-#9+#19]G65P9714A1.S-1.X-[2*#19] #6=#6+#24-#9-#5061X#24Y[#25+#9-#19]G65P9714A2.S1.Y[2*#19]#7=#7+#25+#9-#5062Y[#25-#9+#19]G65P9714A2.S-1.Y-[2*#19]#8=#8+#25-#9-#5062Y#25#27=#27+1G04X4.END1M98P9709#33=#9-SQRT[#9*#9-[#7+#8]*[#7+#8]/196] #500=#5/7-#33#501=#6/7+#33#33=#9-SQRT[#9*#9-[#5+#6]*[#5+#6]/196] #502=#7/7-#33#503=#8/7+#33G65P9797A500.B503.IF[#1001EQ1]GOTO3IF[#1000EQ0]GOTO4IF[#18EQ#0]GOTO4N3G65P9771R#18N4G#28G#29IF[#511AND128EQ0]GOTO7 G65P9715A1.B1.C#3N7M99:9701#504=#0#509=1IF[#4006EQ21]GOTO1#509=25.4N1IF[#13NE#0]GOTO2#13=5/#509N2#508=#13#10=2M98P9718#12=0#27=1WHILE[#27LE7]DO1G49Z[#26+#2+#19+#13]G65P9714A3.S-1.Z-[2*#19]#12=#12+#26+#2+#13-#5063IF[#27EQ7]GOTO5G#15Z#32H#14G04X4.N5#27=#27+1END1IF[#20EQ#0]GOTO6IF[#511AND260EQ260]GOTO6 IF[#511AND260LE4]GOTO7G91G30Z0GOTO8N6G#15Z#32H#14G53IF[#5023NE0]GOTO8N7G91G28Z0N8#504=#12/7G65P9797A504.B504.IF[#1001EQ1]GOTO3IF[#1000EQ0]GOTO4IF[#18EQ#0]GOTO4N3G65P9771A1.R#18N4G#28G#29M99:9704(REN Y DIAM)G90G80G40#1=#5042#2=#5043-#5083IF[#26EQ#0]GOTO1G31Y[#1-#118]F[5000*#9]M98P9723IF[ABS[#5062-[#1-#118]]GE#103]GOTO3 G31Z#26F[3000*#9]M98P9723IF[ABS[[#5063-#5083]-#26]GE#103]GOTO3 N1G65P9722Y[#1-#7/2]Q[#17]F[#9]G0Z#2Y#1IF[#145NE0.0]GOTO4#130=#5062IF[#26EQ#0]GOTO2G31Y[#1+#118]F[5000*#9]M98P9723IF[ABS[#5062-[#1+#118]]GE#103]GOTO3 G31Z#26F[3000*#9]M98P9723IF[ABS[[#5063-#5083]-#26]GE#103]GOTO3N2G65P9722Y[#1+#7/2]Q[#17]F[#9]G0Z#2IF[#145NE0.0]GOTO4#131=#5062#133=[#131+#130]/2GOTO4N3#145=1.0N4G0Z#2G0Y#1M99:9705(REN X DIAM)G90G80G40#1=#5041#2=#5043-#5083IF[#26EQ#0]GOTO1G31X[#1-#118]F[5000*#9]M98P9723IF[ABS[#5061-[#1-#118]]GE#103]GOTO3 G31Z[#26]F[3000*#9]M98P9723IF[ABS[[#5063-#5083]-#26]GE#103]GOTO3N1G65P9721X[#1-#7/2]Q[#17]F[#9]G0Z#2X#1IF[#145NE0.0]GOTO4#130=#5061IF[#26EQ#0]GOTO2G31X[#1+#118]F[5000*#9]M98P9723IF[ABS[#5061-[#1+#118]]GE#103]GOTO3 G31Z#26F[3000*#9]M98P9723IF[ABS[[#5063-#5083]-#26]GE#103]GOTO3N2G65P9721X[#1+#7/2]Q[#17]F[#9]G0Z#2IF[#145NE0.0]GOTO4#131=#5061#132=[#131+#130]/2GOTO4N3#145=1.0N4G0Z#2G0X#1M99:9709IF[#20EQ#0]GOTO3IF[#511AND260EQ260]GOTO3 IF[#511AND260EQ256]GOTO2 IF[#511AND260EQ4]GOTO1 G91G28Z0G28Y0G90X#30GOTO5N1G91G28Z0G90X#30Y#31GOTO5N2G91G30Z0G30X0Y0GOTO5N3G#15Z#32H#14X#30Y#31G53IF[#5023NE0]GOTO4G91G28Z0N4IF[#5022NE0]GOTO5G91G28Y0N5M99:9710#17=#0IF[#511AND128EQ0]GOTO6 G65P9715A2.C#3N6M98P9799M98P9718IF[#511AND128EQ0]GOTO7 M98P9716N7#9=#4/2-#13-#19#26=#26+#2#6=ABS[#6]+#26X#24Y[#25-[#502+#503]/2] G49Z#6#10=#120#12=#121DO1X[#24+#9-[#500+#501]/2]Z#26G65P9714A1.S1.X[2*#19]Z#6#128=#5061+#500+#13X[#24-#9-[#500+#501]/2]Z#26G65P9714A1.S-1.X-[2*#19] Z#6#129=#5061+#501-#13#120=[#128+#129]/2#135=ABS[#10-#120]#137=[#10+#120]/2#124=#120-#24X[#120-[#500+#501]/2]IF[#17EQ9]GOTO1Y[#25+#9-[#502+#503]/2] Z#26G65P9714A2.S1.Y[2*#19] Z#6#130=#5062+#502+#13Y[#25-#9-[#502+#503]/2] Z#26G65P9714A2.S-1.Y-[2*#19] Z#6#131=#5062+#503-#13#121=[#130+#131]/2#136=ABS[#12-#121]#138=[#12+#121]/2#125=#121-#25#127=#0Y[#121-[#502+#503]/2] IF[#5EQ#0]GOTO1#17=9END1N1IF[#149EQ5]GOTO2 #135=#0#136=#0#137=#0#138=#0N2M98P9709G65P9797A120.B125. G65P9797A128.B131. G65P9797A135.B138. #122=ABS[#128-#129] #123=ABS[#130-#131] IF[#4GE0]GOTO3#10=#128#128=#129#129=#10#10=#130#130=#131#131=#10N3IF[#1001EQ1]GOTO4IF[#1000EQ0]GOTO5IF[#18EQ#0]GOTO5N4G65P9772R#18N5G#28G#29#149=5M99:9711IF[#6NE#0]GOTO1#6=30/#509N1IF[#4EQ#0]GOTO2#4=-#4N2G65P9710A#1B#2C#3I#4J#5K#6R#18S#19T#20X#24Y#25Z#26 M99:9712IF[#511AND1024EQ0]GOTO59 G65P9738D1.N59#27=#4109#28=#4001#29=#4003M31M86IF[#511AND128EQ0]GOTO21 G65P9715A2.C#3N21M98P9799#10=0#13=#508/2#33=2000/#509#32=#5003#31=#32-ABS[#6]IF[#21EQ#0]GOTO2#10=1IF[#21GT#508+10/#509]GOTO1 IF[#21GE0]GOTO2N1#9=#21/2-#13-5/#509N2IF[#22EQ#0]GOTO4#10=#10+2IF[#22GT#508+10/#509]GOTO3IF[#22GE0]GOTO4N3#8=#22/2-#13-5/#509N4IF[#4GT#508+10/#509]GOTO5IF[#4GE0]GOTO6N5#9=#4/2-#13-5/#509#8=#9N6IF[#4EQ#0]GOTO7IF[#10EQ0]GOTO7#3000=10(I OR U,V DATA NOT FOUND) N7G90G01F[#33*2]G53M463IF[#19NE#0]GOTO8#19=#33/2N8IF[#10EQ2]GOTO9#120=#5041Y[#5002-[#502+#503]/2]X[#120+#9]Z#31F#33G65P9714A1.B1.S1.X#19 Z#32#128=#5061+#500+#13X[#120-#9]Z#31F#33G65P9714A1.B1.S-1.X-#19 Z#32#129=#5061+#501-#13#120=[#128+#129]/2G65P9797A120.B120.X#120G53#124=#5021IF[#10EQ1]GOTO12N9#121=#5042X[#5001-[#500+#501]/2]Y[#121+#8]Z#31F#33G65P9714A2.B1.S1.Y#19Z#32#130=#5062+#502+#13Y[#121-#8]Z#31F#33G65P9714A2.B1.S-1.Y-#19 Z#32#131=#5062+#503-#13#121=[#130+#131]/2#123=ABS[#130-#131]G65P9797A121.B121.Y#121G53#125=#5022IF[#10NE0]GOTO12#30=#123/2-#13-1/#509IF[#511AND16EQ0]GOTO10 #30=#30-2/#509N10IF[#9GE0]GOTO11#30=#30-#123N11Y[#5002-[#502+#503]/2] X[#120+#30]Z#31F#33G65P9714A1.S1.X[5/#509] Z#32#128=#5061+#500+#13X[#120-#30]Z#31F#33G65P9714A1.S-1.X-[5/#509] Z#32#129=#5061+#501-#13#120=[#128+#129]/2G65P9797A120.B120.X[#120-[#500+#501]/2]G53#124=#5021+[#500+#501]/2 N12G65P9797A120.B125. G65P9797A128.B131.IF[#10EQ2]GOTO22#122=ABS[#128-#129]N22IF[#10EQ1]GOTO23#123=ABS[#130-#131]N23IF[#8LT0]GOTO13IF[#9GE0]GOTO14N13#14=#128#128=#129#129=#14#14=#130#130=#131#131=#14N14IF[#1001EQ1]GOTO15IF[#1000EQ0]GOTO16IF[#18EQ#0]GOTO16N15M98P9774N16IF[#5EQ#0]GOTO19#12=4141+20*#4014IF[ROUND[#12]NE5223]GOTO17 #12=6981+20*#4130IF[#4130LE48]GOTO17#12=#12+7000N17IF[#10EQ2]GOTO18#[#12]=#124N18IF[#10EQ1]GOTO19#[#12+1]=#125N19IF[#17EQ1]GOTO20M85M00IF[#143EQ1]GOTO20#149=30M#149N20G#28G#29F#27M86M99:9713IF[#4GT0]GOTO1IF[#21GT0]GOTO1IF[#22GT0]GOTO1#3000=10(I OR U,V DATA NOT FOUND)N1IF[#6NE#0]GOTO2#6=30/#509N2IF[#4EQ#0]GOTO3#4=-#4N3IF[#21EQ#0]GOTO4#21=-#21N4IF[#22EQ#0]GOTO5#22=-#22N5G65P9712C#3I#4J#5K#6Q#17R#18S#19U#21V#22 M99:9714#29=#4001#30=#4003G53#[30+#1]=#[5020+#1]M85IF[#2EQ#0]GOTO3M48G91G31X#24Y#25Z#26F[1500/#509]IF[ABS[#[30+#1]+#[23+#1]-#[5020+#1]]*#509LT0.005]GOTO5 #[3+#1]=-5.5*#19/#509IF[#511AND16EQ0]GOTO1#[3+#1]=-7.5*#19/#509N1#[23+#1]=-2*#[3+#1]#18=#[30+#1]-#[5020+#1]IF[[#[3+#1]-#18]*#19GE0]GOTO2#[3+#1]=#18N2G01X#4Y#5Z#6F[4000/#509]N3G53#[13+#1]=#[5020+#1]#[3+#1]=-#19/#509#10=50/#509IF[#511AND16EQ0]GOTO4#[3+#1]=-3*#19/#509#10=500/#509N4M49G91G31X#24Y#25Z#26F#10IF[ABS[#[13+#1]+#[23+#1]-#[5020+#1]]*#509GE0.005]GOTO6 N5M48#3000=16(NOT REACH TO SURFACE)N6#12=1IF[#511AND8EQ0]GOTO7#27=#[5060+#1]WHILE[#12LE7]DO1G01X#4Y#5Z#6F[4000/#509]G04P1G31X#24Y#25Z#26F#10#28=#[5060+#1]#11=0.002IF[#4006EQ21]GOTO10#11=0.0001N10IF[ABS[#28-#27]LE#11]GOTO7#27=#28#12=#12+1END1N7#145=#[5020+#1]-#[5040+#1]+#[5060+#1] IF[#3EQ#0]GOTO8#[3+#1]=#[30+#1]-#[5020+#1]N8M48G01X#4Y#5Z#6F[4000/#509]M86IF[#12LE7]GOTO9#3000=24(POINT ERROR OVER TOLERANCE) N9G#29G#30M99:9718IF[#511AND1024EQ0]GOTO15G65P9738D1.N15M31M86M463#14=#4111#15=#4008#16=#4109#28=#4001#29=#4003#30=#5001#31=#5002#32=#5003#13=#508/2IF[#19NE#0]GOTO1#19=1/#509IF[#511AND16EQ0]GOTO1#19=3/#509N1IF[#19*#509GT5]GOTO2IF[#19*#509GE0.1]GOTO3N2#3000=18(APPROACH DATA AL.) N3IF[#15NE43]GOTO4IF[#14EQ0]GOTO4#1=#14N4IF[#1EQ#0]GOTO6#27=2000IF[#1LE200]GOTO5#27=10000N5#2=#[#1+#27]IF[#512AND3EQ0]GOTO6#2=#[#1+1.1*#27]N6IF[#10EQ1]GOTO13IF[#26NE#0]GOTO7#3000=13(Z DATA NOT FOUND)N7IF[#10EQ2]GOTO11IF[#4LT0]GOTO9IF[#4LE#508]GOTO8IF[#511AND16EQ0]GOTO9IF[#4GT#508+4/#509]GOTO9N8#3000=10(I OR U,V DATA NOT FOUND) N9IF[#24NE#0]GOTO10#3000=11(X DATA NOT FOUND)N10IF[#25NE#0]GOTO11#3000=12(Y DATA NOT FOUND)N11IF[#29EQ90]GOTO12#24=#5001+#24#25=#5002+#25#26=#5003+#26N12G90G00G40N13M99:9720#10=1IF[#511AND128EQ0]GOTO1G65P9715A2.C#3N1M98P9799M98P9718IF[#11NE#0]GOTO2#3000=14(H DATA NOT FOUND)N2IF[#7EQ#0]GOTO7#8=FUP[#7/2]IF[#21EQ#0]GOTO5IF[#21*#509GT40]GOTO3IF[#21*#509GE0.1]GOTO4N3#3000=18(APPROACH DATA AL.) N4#19=#21N5#33=#19+#13#[23+#8]=#11IF[#29EQ90]GOTO6#[23+#8]=#[5000+#8]+#11N6G90G00G40IF[#7EQ5]GOTO12IF[#7EQ4]GOTO11IF[#7EQ3]GOTO10IF[#7EQ2]GOTO9IF[#7EQ1]GOTO8N7#3000=15(D DATA NOT FOUND) N8Y[#31-[#502+#503]/2]X[#24-#33-[#500+#501]/2]G65P9714A1.B#21S1.X[2*#19]#128=#5061+#500+#13GOTO13N9Y[#31-[#502+#503]/2]X[#24+#33-[#500+#501]/2]G65P9714A1.B#21S-1.X-[2*#19]#129=#5061+#501-#13GOTO13N10X[#30-[#500+#501]/2]Y[#25-#33-[#502+#503]/2]G65P9714A2.B#21S1.Y[2*#19]#130=#5062+#502+#13GOTO13N11X[#30-[#500+#501]/2]Y[#25+#33-[#502+#503]/2]G65P9714A2.B#21S-1.Y-[2*#19]#131=#5062+#503-#13GOTO13N12X[#30-[#500+#501]/2]Y[#31-[#502+#503]/2] G49Z[#26+#2+#33]G65P9714A3.B#21S-1.Z-[2*#19]#132=#5063-#2+#504-#13N13#20=#[127+#7]#[123+#8]=#20-#[23+#8]#[136+#8]=0IF[#21EQ#0]GOTO22IF[#22EQ#0]GOTO22#27=2000IF[#22LE200]GOTO14#27=10000N14#9=#22+#27IF[#512AND3EQ0]GOTO15#9=#22+1.1*#27IF[#512AND3EQ1]GOTO15IF[#7EQ5]GOTO15#9=#22+13000N15IF[#7NE1]GOTO16#[#9]=#[#9]-#124N16IF[#7NE2]GOTO17#[#9]=#[#9]+#124N17IF[#7NE3]GOTO18#[#9]=#[#9]-#125N18IF[#7NE4]GOTO19#[#9]=#[#9]+#125N19IF[#7NE5]GOTO20#[#9]=#[#9]+#126N20IF[#512AND3EQ0]GOTO22 IF[#512AND3EQ1]GOTO21IF[#7EQ5]GOTO21#[#9]=#[#9]+#[#22+12000]#[#22+12000]=0GOTO22N21#[#9]=#[#9]+#[#22+#27]#[#22+#27]=0N22G#15Z#32H#14X#30Y#31IF[#7NE5]GOTO23IF[#6NE#0]GOTO24N23#133=ABS[#144-#20]#[136+#8]=[#144+#20]/2GOTO26N24#7=6#8=4#12=4143+20*#4014IF[ROUND[#12]NE5225]GOTO25 #12=6983+20*#4130IF[#4130LE48]GOTO25#12=#12+7000N25#20=#20+#6+#[#12]#133=#144+#20#134=#133/2N26#144=#20IF[#149EQ#8]GOTO27#149=#8#133=#0#134=#0#[136+FUP[#7/2]]=#0N27#127=#0G65P9797A124.B134.G65P9797A137.B139.IF[#1001EQ1]GOTO28IF[#1000EQ0]GOTO29IF[#18EQ#0]GOTO29N28M98P9773N29G#28G#29F#16M99:9723(REN PC DELAY) #3001=0.0WHILE[#3001LE140]DO1 END1M99:9724(REN INCH MET) #109=1.0#103=.050IF[#4006NE20]GOTO1 #103=.002#109=0.04N1IF[#4006NE70]GOTO2 #103=.002#109=0.04N2IF[#506LE0]GOTO3IF[#506GT1.]GOTO3 GOTO4N3#506=.5IF[#19EQ#0]GOTO5#105=2500+#19#106=2600+#19#107=2700+#19IF[#19LT100]GOTO5#105=6981+[20*[#19-100]]#106=6982+[20*[#19-100]]#107=6983+[20*[#19-100]]N5M99:9728IF[#7NE#0]GOTO1#3000=15(D DATA NOT FOUND)N1G65P9746C#3J#5K1.D#7E#19Q#17R#18:9730#8=FUP[#7/2]IF[#24EQ#0]GOTO1#33=1IF[#25NE#0]GOTO3IF[#26NE#0]GOTO3IF[#8EQ1]GOTO3GOTO4N1IF[#25EQ#0]GOTO2#33=2IF[#26NE#0]GOTO3IF[#8EQ2]GOTO3GOTO4N2#33=3IF[#26EQ#0]GOTO3IF[#8NE3]GOTO4N3#3000=19(FORMAT ERROR) N4IF[#4003EQ91]GOTO5#[23+#33]=#[23+#33]+#[5000+#33]N5G65P9720A#1B#2C#3D#7H#11R#18S#19U#21 #31=#[127+#7]G53#32=#[5040+#33]X#24Y#25Z#26#149=0G65P9720A#1B#2C#3D#7H#11R#18S#19U#21G53#30=[#[127+#7]-#31]/[#[5040+#33]-#32]#127=ATAN[#30]/[1]IF[#127LT180]GOTO12#127=#127-360N12IF[#8NE1]GOTO6IF[#33EQ3]GOTO9N6IF[#8NE2]GOTO7IF[#33EQ1]GOTO9N7IF[#8NE3]GOTO8IF[#33EQ2]GOTO9N8#127=-#127N9#124=#0#125=#0#126=#0G65P9797A127.B127. IF[#1001EQ1]GOTO10 IF[#1000EQ0]GOTO11 IF[#18EQ#0]GOTO11 N10M98P9778N11#149=0M99:9736G65P9738D2.M99:9737G65P9739D2.M99:9738IF[#511AND32EQ0]GOTO1M914N1IF[#511AND1024EQ0]GOTO2 IF[#7EQ1]GOTO2M19N2M941G53IF[#1005EQ1]GOTO10IF[#511AND1024EQ0]GOTO4IF[#7EQ2]GOTO3M966G04X2.M941G53IF[#1005EQ1]GOTO10IF[#3NE#0]GOTO9N3M964GOTO10N4IF[#2NE#0]GOTO5#2=2#2=#0N6M911M59M85S500#10=0WHILE[#10LE#2]DO1 IF[#10GE1]GOTO7IF[#1NE1]GOTO8N7G04X10.N8M03G04X0.2M19IF[#2EQ#0]GOTO10 M941G53IF[#1005EQ1]GOTO10 #10=#10+1END1N9#108=0M98P#3IF[#108EQ1]GOTO11N10M31G04X0.6M86IF[#7GE1]GOTO11#143=1N11M99:9739#143=0IF[#511AND1024EQ0]GOTO2 M19IF[#7EQ2]GOTO1M965GOTO8N1M963GOTO8。
FANUC数车宏程序
x向精加工余量 z向精加工余量 半精精加工控制 进刀,准备精加工 角度初值 曲线加工 X Z
FANUC Oi-T
抛物线加工
加工下图所示抛物线孔,方程为Z=X2/16,换算成直径编程形式 为Z=X2/64,则X=sqrt[Z]/8。采用端面切削方式,编程零点放在
工件右端面中心,工件预钻有Φ30底孔。
回刀
• #3=#3+2 进刀
• END1 粗加工结束
• G0Z100 退刀
• X100
• S1200M3
• T0202
• G0X30Z2
• G0X80
• G1Z1.4 精加工定位
• #1=80 X初始值
• WHILE[#1GE30]DO1 精加工条件控制
• #2=[#1*#1]/64
Z值
• #1=#1-0.2
• 变量的赋值
程序中的地址
A B C D E F H I J K M
在宏程序体中的 变量
#1 #2 #3 #7 #8 #9 #11 #4 #5 #6 #13
程序中的地址
Q R S T U V W X Y Z
在宏程序体中的 变量
#17 #18 #19 #20 #21 #22 #23 #24 #25 #26
可粗一些,易保ห้องสมุดไป่ตู้加工质量。
精加工:一般应采用仿形加工,即半精车、精车各一次
• 椭圆轮廓的加工
对椭圆轮廓,其方程有两种形式。对粗加工,采用G71/G72走刀方 式时,用直角坐标方程比较方便;而精加工(仿形加工)用极坐标 方程比较方便。
极坐标方程
直角坐标方程:
注意:方程式中的X、Z为数车坐标轴,通常a<b,且X为直径值。
• #1=#2+100
FANUC宏程序编程
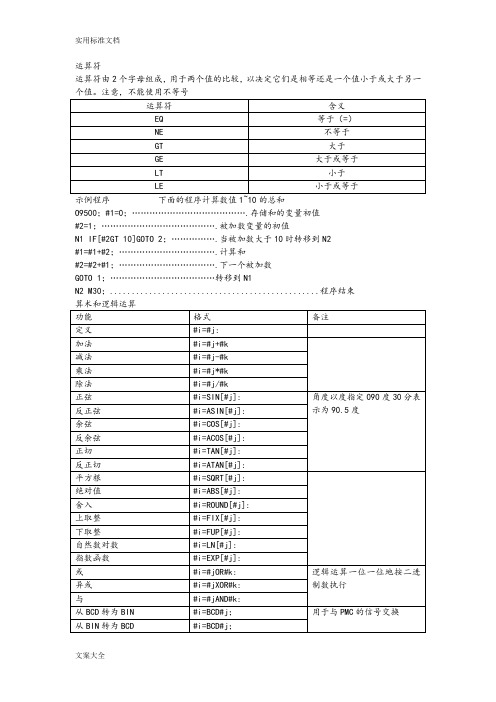
运算符运算符由2个字母组成,用于两个值的比较,以决定它们是相等还是一个值小于或大于另一示例程序下面的程序计算数值1~10的总和O9500;#1=0;………………………………….存储和的变量初值#2=1;………………………………….被加数变量的初值N1 IF[#2GT 10]GOTO 2;…………….当被加数大于10时转移到N2#1=#1+#2;…………………………….计算和#2=#2+#1;…………………………….下一个被加数GOTO 1;………………………………转移到N1N2 M30;................................................程序结束算术和逻辑运算角度单位:SIN、ASIN、COS、ACOS、TAN和ATAN的角度单位是度ARCSIN #i=ASIN[#j]:●取值范围如下:当参数(N0.6004¥0)NAT位设为0时,270~90度;当参数(N0.6004¥0)NAT位设为1时,-90~90度。
●当#j超过-1到1的范围时,发出P/S报警N0.111。
●常数可替代变量#j。
ARCCOS #i=ACOS[#j];●取值范围从180~0度。
●当#j超过-1到1的范围时,发出P/S报警N0.111。
●常数可替代变量#j。
ARCTAN #i=ATAN[#j];●指定两边的长度,并用斜杠(/)分开●取值范围如下:当参数(N0.6004¥0)NAT位设为0时,0~360度[例如:当指定#i=ATAN[-1]/[-1];时,#1=225度]。
当参数(N0.6004¥0)NAT位设为1时,-180~180度[例如:当指定#i=ATAN[-1]/[-1];时,#1=-135度]●常数可替代变量#j。
自然对数#i=LN[#j];●注意,相对误差可能大于10-8。
●当反对数(#j)为0或小于0时,发出报警N0.111。
●常数可替代变量#j。
指数函数#i=EXP[#j]:●注意,相对误差可能大于10-8●当运算结果超过3.65×1047(j大约是110)时,出现溢出报警N0.111●常数可替代变量#j。
FANUC宏程序
FANUC宏程序(2008/05/25 10:55) 8010(X,Y,Z,MESUA)(+X,D1)(-X,D2)(+Y,D3)(-Y,D4)(-Z,D5)G65P9738G58H58G65P9728D1J1.G65P9739M30:8011G65P9738G58G65P9712I4.J0.2G65P9739M30:8012(HABA)G65P9738G58G65P9713U200.J1.K50.G65P9739M30:8100(REN BRDOCAL)G90G80G40M98P9724#9=#109#1=#5041#2=#5042#15=#5021#16=#5022IF[#7EQ#0]GOTO3#118=#0G65P9705D[#7]Q[#17]F[#9] IF[#145NE0.0]GOTO1G0X#132G65P9704D[#7]Q[#17]F[#9] IF[#145NE0.0]GOTO1G0Y#133G65P9705D[#7]Q[#17]F[#9]IF[#145NE0.0]GOTO1#500=#7/2-ABS[#132-#130]#501=#7/2-ABS[#132-#131]G65P9704D[#7]Q[#17]F[#9]IF[#145NE0.0]GOTO1#502=#7/2-ABS[#133-#130]#503=#7/2-ABS[#133-#131]IF[#19EQ#0]GOTO4IF[#19NE0]GOTO10#2500=#2500+[#132+#504-#1]#2600=#2600+[#133+#505-#2]GOTO4N10#[#105]=[#15-#1]+[#132+#504-#1]-#2500 #[#106]=[#16-#2]+[#133+#505-#2]-#2600GOTO4N1G0X#1Y#2IF[#145EQ2.0]GOTO2#3000=92(PROBE OPEN)--(探针打开)N2#3000=93(PROBE FAIL)N3#3000=91(FORMAT ERROR)--(尺寸误差)N4G0X#1Y#2M99:8101(REN STYLCAL)G90G80G40M98P9724#9=#109#1=#5041#2=#5042IF[#7EQ#0]GOTO1#118=#0G65P9705D[#7]Q[#17]F[#9] IF[#145NE0]GOTO2G0X#132#504=#1-#132G65P9704D[#7]Q[#17]F[#9] IF[#145NE0]GOTO2#505=#2-#133GOTO4N1#3000=91(FORMAT ERROR)N2G0X#1Y#2IF[#145EQ2]GOTO3#3000=92(PROBE OPEN)N3#3000=93(PROBE FAIL)N4G0X#1Y#2M99:9005(SE074-9405 WORK ZERO SET) M98P9100IF[#101EQ0]GOTO1IF[#101EQ10]GOTO1IF[#101EQ20]GOTO1IF[#101EQ30]GOTO30IF[#101EQ40]GOTO40IF[#101EQ50]GOTO50IF[#101EQ60]GOTO50N1( FS15,16,11 )#1=4014( WORK OFST NO )#2=5221( WK/OFST X )#3=5222( WK/OFST Y )#4=5021( MCHN POS X )#5=5022( MCHN POS Y )#6=20( COEFFI. WK/OFST ) GOTO201N30( FS0,6 )#1=4014#2=2501#3=2601#4=5021#5=5022#6=1GOTO201N40( MX3 )#1=4012#2=2501#3=2601#4=5021#5=5022#6=1GOTO201N50( HDNC C3,C5 )#1=4014#2=5221#3=5224#4=5021#5=5024#6=20#7=2N201#10=ROUND[[#[#1]-54]*1000]/1000#11=#[#4]-0.0001#12=#[#5]-0.0001G4#11=ROUND[#11*1000]/1000( MCHN POS X ) #12=ROUND[#12*1000]/1000( MCHN POS Y ) G4IF[#10EQ0.1]GOTO202#[#2+#6*#10]=#11( WK/OFST SET X )#[#3+#6*#10]=#12( WK/OFST SET Y ) GOTO99N202( ADD WK/OFST )#13=ROUND[[#4130-1]*1000]/1000 G4#[7001+20*#13]=#11#[7002+#7+20*#13]=#12N99M99:9700( A.16M 0108 )#500=#0#501=#0#502=#0#503=#0#509=1IF[#4006EQ21]GOTO1#509=25.4N1IF[#13NE#0]GOTO2#13=5/#509N2#508=#13IF[#511AND128EQ0]GOTO5 G65P9715A1.B2.C#3N5M98P9718IF[#511AND128EQ0]GOTO6 M98P9716N6#9=#4/2-#13X#24Y#25G49Z[#26+#2]#5=0#6=0#7=0#8=0#27=1WHILE[#27LE7]DO1X[#24+#9-#19]G65P9714A1.S1.X[2*#19]#5=#5+#24+#9-#5061X[#24-#9+#19]G65P9714A1.S-1.X-[2*#19] #6=#6+#24-#9-#5061X#24Y[#25+#9-#19]G65P9714A2.S1.Y[2*#19]#7=#7+#25+#9-#5062Y[#25-#9+#19]G65P9714A2.S-1.Y-[2*#19]#8=#8+#25-#9-#5062Y#25#27=#27+1G04X4.END1M98P9709#33=#9-SQRT[#9*#9-[#7+#8]*[#7+#8]/196] #500=#5/7-#33#501=#6/7+#33#33=#9-SQRT[#9*#9-[#5+#6]*[#5+#6]/196] #502=#7/7-#33#503=#8/7+#33G65P9797A500.B503.IF[#1001EQ1]GOTO3IF[#1000EQ0]GOTO4IF[#18EQ#0]GOTO4N3G65P9771R#18N4G#28G#29IF[#511AND128EQ0]GOTO7 G65P9715A1.B1.C#3N7M99:9701#504=#0#509=1IF[#4006EQ21]GOTO1#509=25.4N1IF[#13NE#0]GOTO2#13=5/#509N2#508=#13#10=2M98P9718#12=0#27=1WHILE[#27LE7]DO1G49Z[#26+#2+#19+#13]G65P9714A3.S-1.Z-[2*#19]#12=#12+#26+#2+#13-#5063IF[#27EQ7]GOTO5G#15Z#32H#14G04X4.N5#27=#27+1END1IF[#20EQ#0]GOTO6IF[#511AND260EQ260]GOTO6 IF[#511AND260LE4]GOTO7G91G30Z0GOTO8N6G#15Z#32H#14G53IF[#5023NE0]GOTO8N7G91G28Z0N8#504=#12/7G65P9797A504.B504.IF[#1001EQ1]GOTO3IF[#1000EQ0]GOTO4IF[#18EQ#0]GOTO4N3G65P9771A1.R#18N4G#28G#29M99:9704(REN Y DIAM)G90G80G40#1=#5042#2=#5043-#5083IF[#26EQ#0]GOTO1G31Y[#1-#118]F[5000*#9]M98P9723IF[ABS[#5062-[#1-#118]]GE#103]GOTO3 G31Z#26F[3000*#9]M98P9723IF[ABS[[#5063-#5083]-#26]GE#103]GOTO3 N1G65P9722Y[#1-#7/2]Q[#17]F[#9]G0Z#2Y#1IF[#145NE0.0]GOTO4#130=#5062IF[#26EQ#0]GOTO2G31Y[#1+#118]F[5000*#9]M98P9723IF[ABS[#5062-[#1+#118]]GE#103]GOTO3 G31Z#26F[3000*#9]M98P9723IF[ABS[[#5063-#5083]-#26]GE#103]GOTO3N2G65P9722Y[#1+#7/2]Q[#17]F[#9]G0Z#2IF[#145NE0.0]GOTO4#131=#5062#133=[#131+#130]/2GOTO4N3#145=1.0N4G0Z#2G0Y#1M99:9705(REN X DIAM)G90G80G40#1=#5041#2=#5043-#5083IF[#26EQ#0]GOTO1G31X[#1-#118]F[5000*#9]M98P9723IF[ABS[#5061-[#1-#118]]GE#103]GOTO3 G31Z[#26]F[3000*#9]M98P9723IF[ABS[[#5063-#5083]-#26]GE#103]GOTO3N1G65P9721X[#1-#7/2]Q[#17]F[#9]G0Z#2X#1IF[#145NE0.0]GOTO4#130=#5061IF[#26EQ#0]GOTO2G31X[#1+#118]F[5000*#9]M98P9723IF[ABS[#5061-[#1+#118]]GE#103]GOTO3 G31Z#26F[3000*#9]M98P9723IF[ABS[[#5063-#5083]-#26]GE#103]GOTO3N2G65P9721X[#1+#7/2]Q[#17]F[#9]G0Z#2IF[#145NE0.0]GOTO4#131=#5061#132=[#131+#130]/2GOTO4N3#145=1.0N4G0Z#2G0X#1M99:9709IF[#20EQ#0]GOTO3IF[#511AND260EQ260]GOTO3 IF[#511AND260EQ256]GOTO2 IF[#511AND260EQ4]GOTO1 G91G28Z0G28Y0G90X#30GOTO5N1G91G28Z0G90X#30Y#31GOTO5N2G91G30Z0G30X0Y0GOTO5N3G#15Z#32H#14X#30Y#31G53IF[#5023NE0]GOTO4G91G28Z0N4IF[#5022NE0]GOTO5G91G28Y0N5M99:9710#17=#0IF[#511AND128EQ0]GOTO6 G65P9715A2.C#3N6M98P9799M98P9718IF[#511AND128EQ0]GOTO7 M98P9716N7#9=#4/2-#13-#19#26=#26+#2#6=ABS[#6]+#26X#24Y[#25-[#502+#503]/2] G49Z#6#10=#120#12=#121DO1X[#24+#9-[#500+#501]/2]Z#26G65P9714A1.S1.X[2*#19]Z#6#128=#5061+#500+#13X[#24-#9-[#500+#501]/2]Z#26G65P9714A1.S-1.X-[2*#19] Z#6#129=#5061+#501-#13#120=[#128+#129]/2#135=ABS[#10-#120]#137=[#10+#120]/2#124=#120-#24X[#120-[#500+#501]/2]IF[#17EQ9]GOTO1Y[#25+#9-[#502+#503]/2] Z#26G65P9714A2.S1.Y[2*#19] Z#6#130=#5062+#502+#13Y[#25-#9-[#502+#503]/2] Z#26G65P9714A2.S-1.Y-[2*#19] Z#6#131=#5062+#503-#13#121=[#130+#131]/2#136=ABS[#12-#121]#138=[#12+#121]/2#125=#121-#25#127=#0Y[#121-[#502+#503]/2] IF[#5EQ#0]GOTO1#17=9END1N1IF[#149EQ5]GOTO2 #135=#0#136=#0#137=#0#138=#0N2M98P9709G65P9797A120.B125. G65P9797A128.B131. G65P9797A135.B138. #122=ABS[#128-#129] #123=ABS[#130-#131] IF[#4GE0]GOTO3#10=#128#128=#129#129=#10#10=#130#130=#131#131=#10N3IF[#1001EQ1]GOTO4IF[#1000EQ0]GOTO5IF[#18EQ#0]GOTO5N4G65P9772R#18N5G#28G#29#149=5M99:9711IF[#6NE#0]GOTO1#6=30/#509N1IF[#4EQ#0]GOTO2#4=-#4N2G65P9710A#1B#2C#3I#4J#5K#6R#18S#19T#20X#24Y#25Z#26 M99:9712IF[#511AND1024EQ0]GOTO59 G65P9738D1.N59#27=#4109#28=#4001#29=#4003M31M86IF[#511AND128EQ0]GOTO21 G65P9715A2.C#3N21M98P9799#10=0#13=#508/2#33=2000/#509#32=#5003#31=#32-ABS[#6]IF[#21EQ#0]GOTO2#10=1IF[#21GT#508+10/#509]GOTO1 IF[#21GE0]GOTO2N1#9=#21/2-#13-5/#509N2IF[#22EQ#0]GOTO4#10=#10+2IF[#22GT#508+10/#509]GOTO3IF[#22GE0]GOTO4N3#8=#22/2-#13-5/#509N4IF[#4GT#508+10/#509]GOTO5IF[#4GE0]GOTO6N5#9=#4/2-#13-5/#509#8=#9N6IF[#4EQ#0]GOTO7IF[#10EQ0]GOTO7#3000=10(I OR U,V DATA NOT FOUND) N7G90G01F[#33*2]G53M463IF[#19NE#0]GOTO8#19=#33/2N8IF[#10EQ2]GOTO9#120=#5041Y[#5002-[#502+#503]/2]X[#120+#9]Z#31F#33G65P9714A1.B1.S1.X#19 Z#32#128=#5061+#500+#13X[#120-#9]Z#31F#33G65P9714A1.B1.S-1.X-#19 Z#32#129=#5061+#501-#13#120=[#128+#129]/2G65P9797A120.B120.X#120G53#124=#5021IF[#10EQ1]GOTO12N9#121=#5042X[#5001-[#500+#501]/2]Y[#121+#8]Z#31F#33G65P9714A2.B1.S1.Y#19Z#32#130=#5062+#502+#13Y[#121-#8]Z#31F#33G65P9714A2.B1.S-1.Y-#19 Z#32#131=#5062+#503-#13#121=[#130+#131]/2#123=ABS[#130-#131]G65P9797A121.B121.Y#121G53#125=#5022IF[#10NE0]GOTO12#30=#123/2-#13-1/#509IF[#511AND16EQ0]GOTO10 #30=#30-2/#509N10IF[#9GE0]GOTO11#30=#30-#123N11Y[#5002-[#502+#503]/2] X[#120+#30]Z#31F#33G65P9714A1.S1.X[5/#509] Z#32#128=#5061+#500+#13X[#120-#30]Z#31F#33G65P9714A1.S-1.X-[5/#509] Z#32#129=#5061+#501-#13#120=[#128+#129]/2G65P9797A120.B120.X[#120-[#500+#501]/2]G53#124=#5021+[#500+#501]/2 N12G65P9797A120.B125. G65P9797A128.B131.IF[#10EQ2]GOTO22#122=ABS[#128-#129]N22IF[#10EQ1]GOTO23#123=ABS[#130-#131]N23IF[#8LT0]GOTO13IF[#9GE0]GOTO14N13#14=#128#128=#129#129=#14#14=#130#130=#131#131=#14N14IF[#1001EQ1]GOTO15IF[#1000EQ0]GOTO16IF[#18EQ#0]GOTO16N15M98P9774N16IF[#5EQ#0]GOTO19#12=4141+20*#4014IF[ROUND[#12]NE5223]GOTO17 #12=6981+20*#4130IF[#4130LE48]GOTO17#12=#12+7000N17IF[#10EQ2]GOTO18#[#12]=#124N18IF[#10EQ1]GOTO19#[#12+1]=#125N19IF[#17EQ1]GOTO20M85M00IF[#143EQ1]GOTO20#149=30M#149N20G#28G#29F#27M86M99:9713IF[#4GT0]GOTO1IF[#21GT0]GOTO1IF[#22GT0]GOTO1#3000=10(I OR U,V DATA NOT FOUND)N1IF[#6NE#0]GOTO2#6=30/#509N2IF[#4EQ#0]GOTO3#4=-#4N3IF[#21EQ#0]GOTO4#21=-#21N4IF[#22EQ#0]GOTO5#22=-#22N5G65P9712C#3I#4J#5K#6Q#17R#18S#19U#21V#22 M99:9714#29=#4001#30=#4003G53#[30+#1]=#[5020+#1]M85IF[#2EQ#0]GOTO3M48G91G31X#24Y#25Z#26F[1500/#509]IF[ABS[#[30+#1]+#[23+#1]-#[5020+#1]]*#509LT0.005]GOTO5 #[3+#1]=-5.5*#19/#509IF[#511AND16EQ0]GOTO1#[3+#1]=-7.5*#19/#509N1#[23+#1]=-2*#[3+#1]#18=#[30+#1]-#[5020+#1]IF[[#[3+#1]-#18]*#19GE0]GOTO2#[3+#1]=#18N2G01X#4Y#5Z#6F[4000/#509]N3G53#[13+#1]=#[5020+#1]#[3+#1]=-#19/#509#10=50/#509IF[#511AND16EQ0]GOTO4#[3+#1]=-3*#19/#509#10=500/#509N4M49G91G31X#24Y#25Z#26F#10IF[ABS[#[13+#1]+#[23+#1]-#[5020+#1]]*#509GE0.005]GOTO6 N5M48#3000=16(NOT REACH TO SURFACE)N6#12=1IF[#511AND8EQ0]GOTO7#27=#[5060+#1]WHILE[#12LE7]DO1G01X#4Y#5Z#6F[4000/#509]G04P1G31X#24Y#25Z#26F#10#28=#[5060+#1]#11=0.002IF[#4006EQ21]GOTO10#11=0.0001N10IF[ABS[#28-#27]LE#11]GOTO7#27=#28#12=#12+1END1N7#145=#[5020+#1]-#[5040+#1]+#[5060+#1] IF[#3EQ#0]GOTO8#[3+#1]=#[30+#1]-#[5020+#1]N8M48G01X#4Y#5Z#6F[4000/#509]M86IF[#12LE7]GOTO9#3000=24(POINT ERROR OVER TOLERANCE) N9G#29G#30M99:9718IF[#511AND1024EQ0]GOTO15G65P9738D1.N15M31M86M463#14=#4111#15=#4008#16=#4109#28=#4001#29=#4003#30=#5001#31=#5002#32=#5003#13=#508/2IF[#19NE#0]GOTO1#19=1/#509IF[#511AND16EQ0]GOTO1#19=3/#509N1IF[#19*#509GT5]GOTO2IF[#19*#509GE0.1]GOTO3N2#3000=18(APPROACH DATA AL.) N3IF[#15NE43]GOTO4IF[#14EQ0]GOTO4#1=#14N4IF[#1EQ#0]GOTO6#27=2000IF[#1LE200]GOTO5#27=10000N5#2=#[#1+#27]IF[#512AND3EQ0]GOTO6#2=#[#1+1.1*#27]N6IF[#10EQ1]GOTO13IF[#26NE#0]GOTO7#3000=13(Z DATA NOT FOUND)N7IF[#10EQ2]GOTO11IF[#4LT0]GOTO9IF[#4LE#508]GOTO8IF[#511AND16EQ0]GOTO9IF[#4GT#508+4/#509]GOTO9N8#3000=10(I OR U,V DATA NOT FOUND) N9IF[#24NE#0]GOTO10#3000=11(X DATA NOT FOUND)N10IF[#25NE#0]GOTO11#3000=12(Y DATA NOT FOUND)N11IF[#29EQ90]GOTO12#24=#5001+#24#25=#5002+#25#26=#5003+#26N12G90G00G40N13M99:9720#10=1IF[#511AND128EQ0]GOTO1G65P9715A2.C#3N1M98P9799M98P9718IF[#11NE#0]GOTO2#3000=14(H DATA NOT FOUND)N2IF[#7EQ#0]GOTO7#8=FUP[#7/2]IF[#21EQ#0]GOTO5IF[#21*#509GT40]GOTO3IF[#21*#509GE0.1]GOTO4N3#3000=18(APPROACH DATA AL.) N4#19=#21N5#33=#19+#13#[23+#8]=#11IF[#29EQ90]GOTO6#[23+#8]=#[5000+#8]+#11N6G90G00G40IF[#7EQ5]GOTO12IF[#7EQ4]GOTO11IF[#7EQ3]GOTO10IF[#7EQ2]GOTO9IF[#7EQ1]GOTO8N7#3000=15(D DATA NOT FOUND) N8Y[#31-[#502+#503]/2]X[#24-#33-[#500+#501]/2]G65P9714A1.B#21S1.X[2*#19]#128=#5061+#500+#13GOTO13N9Y[#31-[#502+#503]/2]X[#24+#33-[#500+#501]/2]G65P9714A1.B#21S-1.X-[2*#19]#129=#5061+#501-#13GOTO13N10X[#30-[#500+#501]/2]Y[#25-#33-[#502+#503]/2]G65P9714A2.B#21S1.Y[2*#19]#130=#5062+#502+#13GOTO13N11X[#30-[#500+#501]/2]Y[#25+#33-[#502+#503]/2]G65P9714A2.B#21S-1.Y-[2*#19]#131=#5062+#503-#13GOTO13N12X[#30-[#500+#501]/2]Y[#31-[#502+#503]/2] G49Z[#26+#2+#33]G65P9714A3.B#21S-1.Z-[2*#19]#132=#5063-#2+#504-#13N13#20=#[127+#7]#[123+#8]=#20-#[23+#8]#[136+#8]=0IF[#21EQ#0]GOTO22IF[#22EQ#0]GOTO22#27=2000IF[#22LE200]GOTO14#27=10000N14#9=#22+#27IF[#512AND3EQ0]GOTO15#9=#22+1.1*#27IF[#512AND3EQ1]GOTO15IF[#7EQ5]GOTO15#9=#22+13000N15IF[#7NE1]GOTO16#[#9]=#[#9]-#124N16IF[#7NE2]GOTO17#[#9]=#[#9]+#124N17IF[#7NE3]GOTO18#[#9]=#[#9]-#125N18IF[#7NE4]GOTO19#[#9]=#[#9]+#125N19IF[#7NE5]GOTO20#[#9]=#[#9]+#126N20IF[#512AND3EQ0]GOTO22 IF[#512AND3EQ1]GOTO21IF[#7EQ5]GOTO21#[#9]=#[#9]+#[#22+12000]#[#22+12000]=0GOTO22N21#[#9]=#[#9]+#[#22+#27]#[#22+#27]=0N22G#15Z#32H#14X#30Y#31IF[#7NE5]GOTO23IF[#6NE#0]GOTO24N23#133=ABS[#144-#20]#[136+#8]=[#144+#20]/2GOTO26N24#7=6#8=4#12=4143+20*#4014IF[ROUND[#12]NE5225]GOTO25 #12=6983+20*#4130IF[#4130LE48]GOTO25#12=#12+7000N25#20=#20+#6+#[#12]#133=#144+#20#134=#133/2N26#144=#20IF[#149EQ#8]GOTO27#149=#8#133=#0#134=#0#[136+FUP[#7/2]]=#0N27#127=#0G65P9797A124.B134.G65P9797A137.B139.IF[#1001EQ1]GOTO28IF[#1000EQ0]GOTO29IF[#18EQ#0]GOTO29N28M98P9773N29G#28G#29F#16M99:9723(REN PC DELAY) #3001=0.0WHILE[#3001LE140]DO1 END1M99:9724(REN INCH MET) #109=1.0#103=.050IF[#4006NE20]GOTO1 #103=.002#109=0.04N1IF[#4006NE70]GOTO2 #103=.002#109=0.04N2IF[#506LE0]GOTO3IF[#506GT1.]GOTO3 GOTO4N3#506=.5IF[#19EQ#0]GOTO5#105=2500+#19#106=2600+#19#107=2700+#19IF[#19LT100]GOTO5#105=6981+[20*[#19-100]]#106=6982+[20*[#19-100]]#107=6983+[20*[#19-100]]N5M99:9728IF[#7NE#0]GOTO1#3000=15(D DATA NOT FOUND)N1G65P9746C#3J#5K1.D#7E#19Q#17R#18:9730#8=FUP[#7/2]IF[#24EQ#0]GOTO1#33=1IF[#25NE#0]GOTO3IF[#26NE#0]GOTO3IF[#8EQ1]GOTO3GOTO4N1IF[#25EQ#0]GOTO2#33=2IF[#26NE#0]GOTO3IF[#8EQ2]GOTO3GOTO4N2#33=3IF[#26EQ#0]GOTO3IF[#8NE3]GOTO4N3#3000=19(FORMAT ERROR) N4IF[#4003EQ91]GOTO5#[23+#33]=#[23+#33]+#[5000+#33]N5G65P9720A#1B#2C#3D#7H#11R#18S#19U#21 #31=#[127+#7]G53#32=#[5040+#33]X#24Y#25Z#26#149=0G65P9720A#1B#2C#3D#7H#11R#18S#19U#21G53#30=[#[127+#7]-#31]/[#[5040+#33]-#32]#127=ATAN[#30]/[1]IF[#127LT180]GOTO12#127=#127-360N12IF[#8NE1]GOTO6IF[#33EQ3]GOTO9N6IF[#8NE2]GOTO7IF[#33EQ1]GOTO9N7IF[#8NE3]GOTO8IF[#33EQ2]GOTO9N8#127=-#127N9#124=#0#125=#0#126=#0G65P9797A127.B127. IF[#1001EQ1]GOTO10 IF[#1000EQ0]GOTO11 IF[#18EQ#0]GOTO11 N10M98P9778N11#149=0M99:9736G65P9738D2.M99:9737G65P9739D2.M99:9738IF[#511AND32EQ0]GOTO1M914N1IF[#511AND1024EQ0]GOTO2 IF[#7EQ1]GOTO2M19N2M941G53IF[#1005EQ1]GOTO10IF[#511AND1024EQ0]GOTO4IF[#7EQ2]GOTO3M966G04X2.M941G53IF[#1005EQ1]GOTO10IF[#3NE#0]GOTO9N3M964GOTO10N4IF[#2NE#0]GOTO5#2=2#2=#0N6M911M59M85S500#10=0WHILE[#10LE#2]DO1 IF[#10GE1]GOTO7IF[#1NE1]GOTO8N7G04X10.N8M03G04X0.2M19IF[#2EQ#0]GOTO10 M941G53IF[#1005EQ1]GOTO10 #10=#10+1END1N9#108=0M98P#3IF[#108EQ1]GOTO11N10M31G04X0.6M86IF[#7GE1]GOTO11#143=1N11M99:9739#143=0IF[#511AND1024EQ0]GOTO2 M19IF[#7EQ2]GOTO1M965GOTO8N1M963GOTO8。
法兰克fanuc系统编程用户宏程序教程
法兰克Fanuc系统编程用户宏程序教程一、认识法兰克Fanuc系统法兰克Fanuc系统是数控机床领域中广泛应用的一种控制系统,其强大的编程功能为用户提供了极大的便利。
在本教程中,我们将重点介绍用户宏程序的编写与应用,帮助您更好地掌握法兰克Fanuc系统的编程技巧。
二、宏程序基础知识1. 宏程序概念宏程序是一种简化编程过程的方法,它允许用户将复杂的操作步骤封装成一个程序,以便在后续编程中重复调用。
通过使用宏程序,可以大大提高编程效率。
2. 宏程序分类法兰克Fanuc系统中的宏程序分为两类:系统宏程序和用户宏程序。
本教程主要针对用户宏程序进行讲解。
3. 宏程序编写原则(1)简洁明了:尽量使宏程序结构清晰,便于阅读和维护。
(2)通用性强:编写宏程序时,要考虑其在不同场景下的适用性。
(3)易于扩展:预留接口,方便后期对宏程序进行功能扩展。
三、用户宏程序编写步骤1. 确定宏程序功能在编写宏程序之前,要明确宏程序需要实现的功能。
例如,可以实现一个用于加工圆形轮廓的宏程序。
2. 设计宏程序结构(1)宏程序参数:定义输入输出参数,以便在不同场景下调用。
(2)宏程序主体:实现宏程序功能的代码部分。
(3)宏程序调用:在其他程序中调用宏程序。
3. 编写宏程序代码(1)宏程序参数定义:100 = 圆心X坐标101 = 圆心Y坐标102 = 半径103 = 起始角度104 = 终止角度(2)宏程序主体:200 = 100 + 102 COS[103]201 = 101 + 102 SIN[103]G01 X[200] Y[201]IF [103 LT 104] THEN103 = 103 + 1GOTO 100ENDIF(3)宏程序调用:G65 P1000 A100 B101 C102 D103 E104法兰克Fanuc系统编程用户宏程序教程五、实战演练:编写一个钻孔宏程序在这一部分,我们将通过一个具体的实例,来实践如何编写一个用于钻孔的宏程序。
FANUC系统宏程序编程
数控编程实例:FANUC系统宏程序编程FANUC系统宏程序编程一变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI面板上的操作改变。
#1=#2+100G01 X#1 F300说明:变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如:#[#1+#2-12]变量的类型变量根据变量号可以分成四种类型变量号变量类型功能#0空变量该变量总是空,没有值能赋给该变量.#1-#33局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时,局部变量被初始化为空.调用宏程序时,自变量对局部变量赋值,#100-#199#500-#999公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199初始化为空.变量#500-#999的数据保存,即使断电也不丢失.#1000系统变量系统变量用于读和写CNC运行时各种数据的变化,例如,刀具的当前位置和补偿值.变量值的范围局部变量和公共变量可以有0值或下面范围中的值:-1047到-10-29或-10-2到-1047如果计算结果超出有效范围,则发出P/S报警NO.111.小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123;变量#1的实际值是123.000。
变量的引用为在程序中使用变量值,指定后跟变量号的地址。
当用表达式指定变量时,要把表达式放在括号中。
例如:G01X[#1+#2]F#3;被引用变量的值根据地址的最小设定单位自动地舍入。
例如:当G00X#/;以1/1000mm的单位执行时,CNC把123456赋值给变量#1,实际指令值为G00X12346.改变引用变量的值的符号,要把负号(-)放在#的前面。
例如:G00X-#1当引用未定义的变量时,变量及地址都被忽略。
FANUC 代码与程序(宏程序)
NO6079
调用程序号9009的M代码(在此参数下设定M的值,如设为19)
1
例: 设 NO6071=6(意思:当程序执行到M6时,即跳到并执行子程序O9001) 主程序 子程序 O0001; O9001; M06 ; M06; 视作M代码处理 M30; M99; 在主程序中出现了M06时,意思是调用子程序O9001,当M06在子程序中再次出现 时,则是换刀命令。
★:需要PMC处理的M码如下。 M00: F9.7 程序停止 (程序执行到M00,即停止,按START继续执行) M01: F9.6 程序选择停止 M02: F9.5 程序结束 M30: F9.4 程序结束(同时RESET)
2
★ ☆:宏程序界面的输入输出信号
NC #1000 ~#1015 #1032 #1100 ~#1115 #1132 #1133 例: O01 IF[#1000EQ1]GOTO20; F56 ~F59 宏程序输出信号 宏程序输入信号 PMC
代码与程序
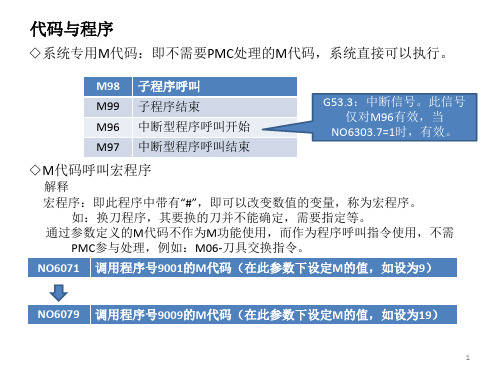
◇系统专用M代码:即不需要PMC处理的M代码,系统直接可以执行。
M98 M99 M96 M97 子程序呼叫 子程序结束 中断型程序呼叫开始 中断型程序呼叫结束 G53.3:中断信号。此信号 仅对M96有效,当 NO6303.7=1时,有效。
◇M代码呼叫宏程序
解释 宏程序:即此程序中带有“#”,即可以改变数值的变量,称为宏程序。 如:换刀程序,其要换的刀并不能确定,需要指定等。 通过参数定义的M代码不作为M功能使用,而作为程序呼叫指令使用,不需 PMC参与处理,例如:M06-刀具交换指令。 NO6071 调用程序号9001的M代码(在此参数下设定M的值,如设为9)
G54 ~G55
F54 ~F55
G54.0
FANUC数控宏程序知识详解
一变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI面板上的操作改变。
#1=#2+100G01 X#1 F300说明:变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如:#[#1+#2-12]变量的类型变量根据变量号可以分成四种类型#0 空变量该变量总是空,没有值能赋给该变量.#1-#33 局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时,局部变量被初始化为空.调用宏程序时,自变量对局部变量赋值,#100-#199 #500-#999 公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199初始化为空.变量#500-#999的数据保存,即使断电也不丢失.#1000 系统变量系统变量用于读和写CNC运行时各种数据的变化,例如,刀具的当前位置和补偿值.变量值的范围局部变量和公共变量可以有0值或下面范围中的值:-1047到-10-29或-10-2到-1047如果计算结果超出有效范围,则发出P/S报警NO.111.小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123;变量#1的实际值是123.000。
变量的引用为在程序中使用变量值,指定后跟变量号的地址。
当用表达式指定变量时,要把表达式放在括号中。
例如:G01X[#1+#2]F#3;被引用变量的值根据地址的最小设定单位自动地舍入。
例如:当G00X#/;以1/1000mm的单位执行时,CNC把123456赋值给变量#1,实际指令值为G00X12346.改变引用变量的值的符号,要把负号(-)放在#的前面。
例如:G00X-#1当引用未定义的变量时,变量及地址都被忽略。
例如:当变量#1的值是0,并且变量#2的值是空时,G00X#1 Y#2的执行结果为G00X0。